Зр,мА
ЬО
Сталь 12х18НЮТ Ууск 60 к8
Vcg-H2
0.35
- ;ДХ/НН3
Ш
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки | 1989 |
|
SU1691010A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2532626C1 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| Способ электронно-лучевой сварки трудносвариваемых сталей и сплавов | 1990 |
|
SU1810258A1 |
| Способ лучевой сварки | 1987 |
|
SU1671431A1 |
| Способ электронно-лучевой сварки | 1989 |
|
SU1655721A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1988 |
|
SU1646154A1 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2433024C1 |
| Способ электронно-лучевой сварки | 1991 |
|
SU1779511A1 |
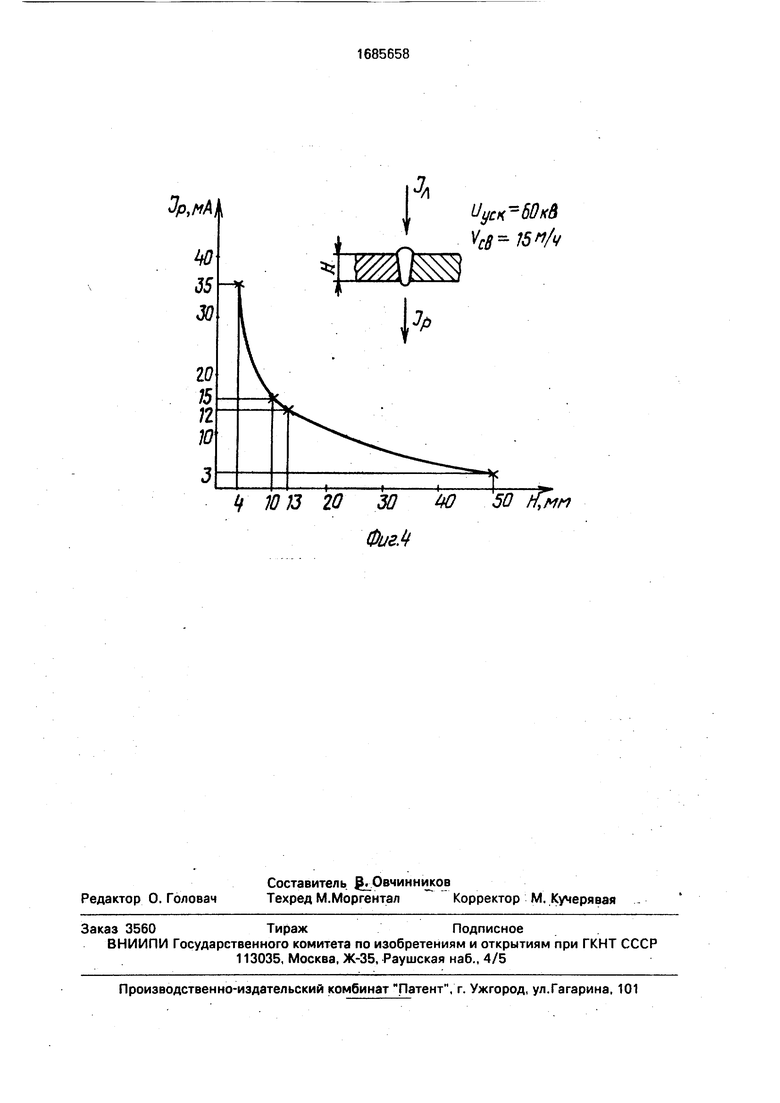
Изобретение относится к электроннолучевой сварке, в частности к способам регулирования глубины проплавления. Цель изобретения - повышение качества сварных соединений толщиной 4-50 мм путем формирования равномерных лицевого и корневого валиков. Осуществляют сквозное проплавление стыка 1 деталей 2 на весу с формированием корневого валика. При сварке контролируют величину тока 1Р сквозного проплавления. Регулировку тока 1р осуществляют изменением амплитуды колебаний электродного луча поперек стыка. Оптимальное значение 1р выбирают из соотношения: Ip (90-100)q/Vre -Н2, где Н - толщина соединения, мм; q - мощность луча, Вт; Уев скорость сварки, мм/с. Регулировка и регистрация тока Р сквозного проплавления осуществляется с помощью коллектора 3. 4 ил., 1 табл.
if ю ;j 20 заЪд so Јмн
ФигМ
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
