Изобретение относится к текстильной промышленности, а более конкретно к способам заточки игольчатой гарнитуры ворсовальных машин.
Известен способ заточки игольчатой ворсовальной ленты, при котором иглы ленты, спирально намотанной на барабан станка, предварительно обрабатывают по их лобовой (торцевой) поверхности абразивным кругом, сообщая ему радиальную подачу, после чего производят боковую заточку игл пакетом абразивных дисков (ТУ 17-40-1003-90 Ленты игольчатые ворсовальные).
Данный способ предусматривает поверхностную заточку рабочих поверхностей игл и их боковую заточку.
Недостатком данного способа является высокая обрывность волокон при ворсовке.
Известен способ заточки гарнитуры ворсовальной ленты, при котором абразивным кругом производят фронтальную заточку торцев игл и боковую заточку игл ленты, закрепленной на барабане (Оренбах С.Б. Гарнитура чесальных машин. М. Легпромбытиздат, 1978, с.13).
Недостатком известного способа, принятого за прототип, является невозможность получить хорошее качество ворсовки. Это вызвано тем, что иглы, заточенные только по лобовой (торцевой) части фронтальной рабочей поверхности плохо вытягивают волокна при ворсовании. Причем иглы нельзя ввести глубже в материал для улучшения качества ворсования, так как тупая игла рвет ткань. Такое положение вызвано нерациональным профилем рабочей поверхности иглы из-за отсутствия заточки ее фронтальной рабочей поверхности.
Задачей, на решение которой направлено изобретение, является повышение качества ворсования, которое может быть достигнуто при фронтальной заточке до максимально возможного заострения рабочей части игл без уменьшения ее прочности. При этом иглы не должны иметь заусенцев, то есть загиба книзу кончика иглы. Кроме того, угол наклона колена иглы должен быть неизменным до и после заточки и соответствовать конкретному типоразмеру гарнитуры.
Качественная заточка игл позволяет также снизить обрывность волокон при ворсовании материала из высоких номеров, что и является техническим результатом, который достигается при использовании предлагаемого способа.
В предлагаемом способе это достигается за счет того, что при заточке гарнитуры ворсовальной ленты после фронтальной заточки лобовой (торцевой) части рабочей поверхности игл абразивным кругом производят боковую заточку игл пакетом абразивных дисков, а затем осуществляют фронтальную заточку рабочей поверхности игл по меньшей мере в четыре этапа, до получения криволинейного профиля определенной заданной формы, причем на первом этапе величину радиальной подачи абразивного круга выбирают равной 0,8-1,0 мм, а величину каждой из последующих подач выбирают равной 0,3-0,5 мм.
Указанная выше последовательность операций и величины радиальных подач абразивного круга (подтвержденные экспериментально) позволяют избежать загибов и оплавления концов игл, получив максимально острый профиль рабочей части, без потери ее прочностных свойств.
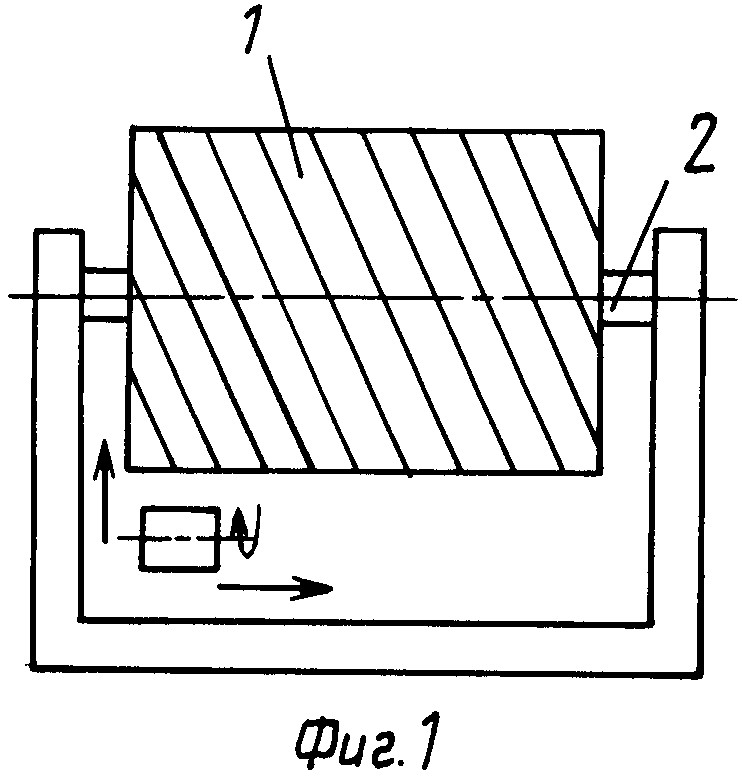
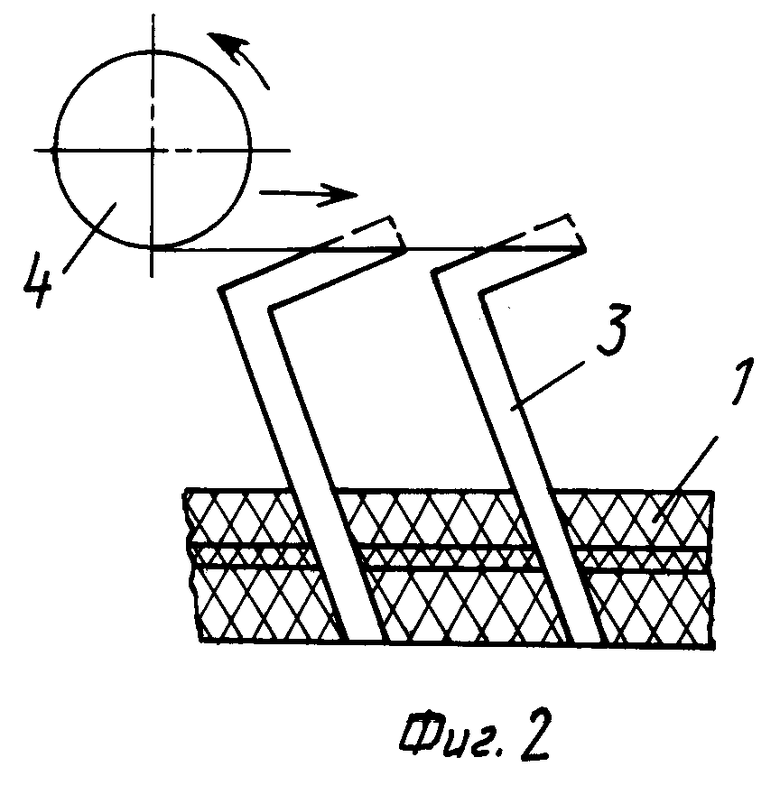
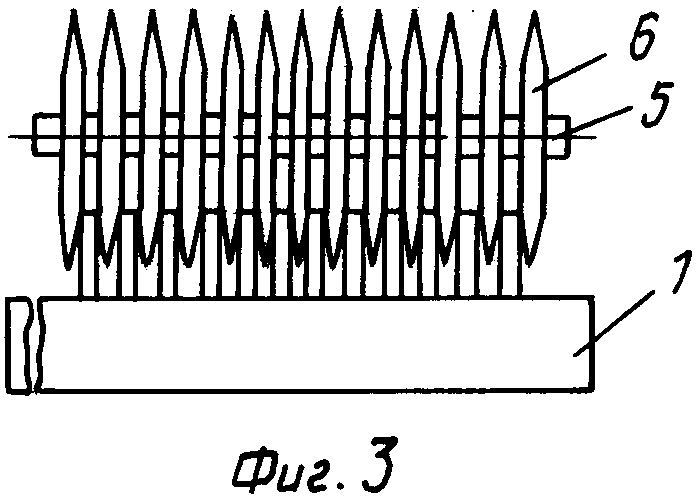
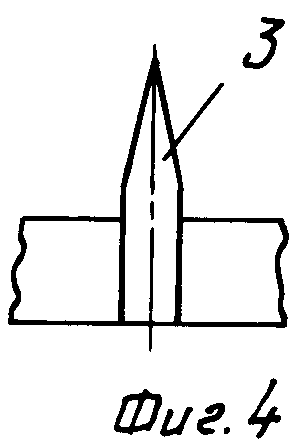
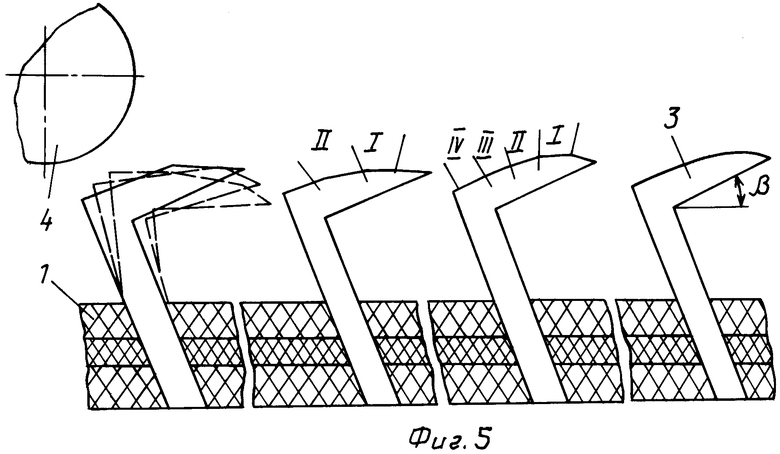
Способ заточки гарнитуры ворсовальной ленты поясняется чертежами, где: на фиг. 1 показан барабан с затачиваемой ворсовальной лентой, общий вид; на фиг.2 операция по фронтальной заточке лобовой (торцевой) части рабочей поверхности игл; на фиг.3 операция по боковой заточке набором абразивных дисков; на фиг.4 вид иглы после боковой заточки; на фиг.5 этапы фронтальной заточки рабочей поверхности для получения криволинейного профиля заданной формы.
Предлагаемый способ осуществляется следующим образом.
Ворсовальная лента 1 спирально наматывается на барабан 2 станка. При этом должна обеспечиваться плотная намотка ленты без зазора между торцами соседних витков ленты так, чтобы расстояние между смежными рядами игл 3 на соседних лентах было равно шагу между рядами игл на ленте. После намотки ленты производится фронтальная заточка лобовой (торцевой) части рабочей поверхности игл. Она осуществляется цилиндрическим абразивным кругом 4 посредством перемещения его вдоль оси барабана 2. Предварительно абразивному кругу 4 задается радиальная подача. При этом происходит выравнивание верхних граней игл до одного уровня по высоте (фиг.2).
После окончания фронтальной заточки лобовой части рабочей поверхности игл производится боковая заточка игл кассетами 5 с плоскими дисками 6. Затем производят фронтальную заточку рабочей поверхности игл 3 тем же цилиндрическим абразивным кругом 4, что и при лобовой (торцевой) заточке. Заточку осуществляют по меньшей мере в четыре этапа. На первом этапе величину радиальной подачи абразивного круга 4 берут равной 0,8-1,0 мм.
Выбор величины радиальной подачи на этом этапе обусловлен оптимальными временными и качественными характеристиками. Так, при радиальной подаче больше 1,0 мм происходит загиб конца игл (образование заусенца) ввиду их истончения, оплавление острия и нежелательное изменение угла наклона колена β игл 3, а при радиальных подачах меньше 0,8 мм время на заточку нерационально увеличивается (см. акт испытаний, подтверждающий указанные оптимальные параметры, который прилагается).
На втором и последующих этапах фронтальной заточки рабочей поверхности игл, величину радиальной подачи выбирают равной 0,3-0,5 мм.
При этом оптимальная вышеуказанная величина радиальной подачи также подтверждается результатами эксперимента, и также теоретически обоснована, как и при первом заходе, а именно при величине захода меньше 0,3 мм происходит нерациональное увеличение времени на заточку, при величине захода больше 0,5 мм происходит утончение рабочей части иглы, загиб и оплавление ее острия.
Во время фронтальной заточки рабочей поверхности игл 3 последние в силу своей упругости наклоняются от прижатия абразивным кругом 4, что приводит к заточке на каждом этапе (I, II, III, IV) нового участка рабочей поверхности, с образованием в итоге криволинейной поверхности, обладающей максимальной прочностью.
Пример конкретного осуществления способа заточки гарнитуры ворсовальной ленты.
Для заточки гарнитуры ворсовальной ленты иглы скобок изготавливаются из стальной проволоки Ст 55. Параметры ленты: угол колена иглы скобки β 45о; диаметр иглы скобки d 0,28 мм; ширина основания B1 19,6 мм; ширина набора B 18,4 мм; высота гарнитуры Н 8,7 мм; длина рабочей части иглы скобки l 4,0 мм.
Ленту плотно наматывают на барабан станка, длина окружности которого составляет 8 м.
Фронтальную заточку лобовой (торцевой) части рабочей поверхности производят цилиндрическим абразивным камнем посредством перемещения его вдоль оси барабана станка. При этом абразивному камню и барабану сообщаются следующие угловые скорости: ωбар 8 об/мин; ωкамня 1400 об/мин. Заточка лобовой (торцевой) части производится до полного выравнивания гарнитуры по высоте. Затем производится боковая заточка игл кассетами 5, содержащими по 28 плоских дисков 6 толщиной 1,1 мм.
После окончания боковой заточки производится фронтальная заточка рабочей поверхности игл абразивным кругом для получения криволинейного профиля рабочей поверхности игл. Ее производят в четыре этапа. На первом величину радиальной подачи абразивного круга (величину прижима круга к гарнитуре ленты) принимают равной 0,8-1,0 мм.
Угловые скорости барабана равна 8 об/мин и абразивного круга равна 1400 об/мин. На последующих этапах величину радиальной подачи абразивного круга принимают равной 0,3-0,5 мм.
Угловые скорости: барабана и абразивного круга при этом соответственно равны 8 об/мин и 1400 об/мин. Линейная скорость перемещения вдоль барабана абразивного камня равна 20-25 мм/мин.
Во время фронтальной заточки иглы в силу своей упругости наклоняются по ходу движения барабана под действием абразивного круга и на каждом этапе заточки снимается новый участок рабочей поверхности. В результате образуется криволинейная поверхность, близкая к параболе.
Использование предлагаемого способа заточки гарнитуры позволяет повысить качество ворсования и снизить обрывность волокон материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАТОЧКИ ИГОЛЬЧАТОЙ ЛЕНТЫ ЧЕСАЛЬНОЙ МАШИНЫ | 1992 |
|
RU2024383C1 |
| ЛЕНТА ИГОЛЬЧАТАЯ ДЛЯ ШЕРСТОЧЕСАЛЬНЫХ МАШИН | 1993 |
|
RU2042754C1 |
| СПОСОБ ЗАТОЧКИ ПУСТОТЕЛЫХ КОЛЮЩИХ МЕДИЦИНСКИХ ИНСТРУМЕНТОВ | 2003 |
|
RU2237569C1 |
| КОРНЕПОДРЕЗАЮЩИЙ РАБОЧИЙ ОРГАН МАШИНЫ ДЛЯ ДОБЫЧИ ЛАКРИЧНОГО СЫРЬЯ | 1999 |
|
RU2165134C1 |
| ОРУДИЕ ДЛЯ ИЗВЛЕЧЕНИЯ КОРНЕВОЙ МАССЫ РАСТЕНИЙ | 1999 |
|
RU2180164C2 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ НЕТОВАРНЫХ ЧАСТЕЙ КОРНЕЙ СОЛОДКИ | 1999 |
|
RU2168881C1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОДУКТИВНОСТИ СОЛОДКОВЫХ ЗАРОСЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2125787C1 |
| СИСТЕМА ЗАРЯЖАНИЯ АВТОМАТИЧЕСКОЙ АРТИЛЛЕРИЙСКОЙ УСТАНОВКИ | 2003 |
|
RU2231728C1 |
| ЛИФТОВАЯ ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА | 2000 |
|
RU2238387C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2006 |
|
RU2402999C2 |
Использование: в текстильной промышленности для заточки гарнитуры ворсовальной машины. Сущность изобретения: после лобовой и боковой заточки производят фронтальную заточку рабочей поверхности игл для получения криволинейного профиля рабочей поверхности. Фронтальную заточку производят по крайней мере в четыре этапа. На первом этапе величину радиальной подачи выбирают равной 0,8 1,0 мм, а величину каждой из последующих выбирают равной 0,3 0,5 мм. 5 ил.
СПОСОБ ЗАТОЧКИ ГАРНИТУРЫ ВОРСОВАЛЬНОЙ ЛЕНТЫ, при котором абразивным кругом производят фронтальную заточку торцов игл и боковую заточку игл ленты, закрепленной на барабане, отличающийся тем, что фронтальную заточку рабочей поверхности игл производят после боковой заточки по меньшей мере в четыре этапа, на первом из которых величину радиальной подачи абразивного круга выбирают равной 0,8 1 мм, а величину каждой из последующих выбирают равной 0,3 0,5 мм.
| Оренбаха С.Б | |||
| Гарнитура чесальных машин | |||
| - М.: Легпромбытиздат, 1987, с.13. |
