Изобретение относится к космической технике и может быть использовано при разработке способов сборки для осуществления сборки ступеней многоступенчатого летательного аппарата (ЛА) с транспортно-пусковым контейнером.
На практике возникает необходимость сборки многоступенчатого ЛА, используемого для вывода на орбиту космических аппаратов (КА), с ТПК непосредственно на стартовой позиции, например, в том случае, когда масса и габариты ТПК и ЛА превышают допустимые по условиям транспортирования величины.
Поэтому актуальной является проблема разработки способов, позволяющих осуществить сборку ступеней ЛА с соответствующими секциями ТПК.
Наиболее близким к предлагаемому является способ сборки ступеней многоступенчатого ЛА с секциями ТПК, основанный на выставке собираемых из частей последующей и предыдущей ступеней ЛА с установленными на них опорно-ведущими поясами (ОВП) в соосное положение на ложементах сборочного стенда, соединении их между собой по стыковочным поверхностям с последующей загрузкой ступеней ЛА в соответствующие им секции ТПК.
Недостатком этого способа является узкая область его использования, так как он позволяет осуществить сборку ступеней ЛА между собой или секций ТПК между собой, и в нем не оговорены операции и режимы, которые необходимо использовать при сборке ЛА с ТПК или ступеней ЛА с секциями ТПК.
Проблема загрузки отдельных ступеней ЛА в соответствующие им секции ТПК и последующее закрепление ступеней ЛА в секциях ТПК требует специальной проработки, так как ступени ЛА имеют ограниченное количество поверхностей, предназначенных для контактирования с технологическим оборудованием (с ложементами, роликами) при сборке.
Технической задачей предлагаемого изобретения является расширение области применения при одновременном обеспечении прямолинейности продольной оси собранного ЛА.
Для этого в известном способе сборки ступеней многоступенчатого ЛА с секциями ТПК, основанном на выставке собираемых из частей последующей и предыдущей ступеней летательного аппарата с установленными на них ОВП в соосное положение на ложементах сборочного стенда, соединении их между собой по стыковочным поверхностям с последующей загрузкой ступеней летательного аппарата в соответствующие им секции транспортно-пускового контейнера.
Дополнительно собранную из частей предыдущую ступень и часть последующей ступени летательного аппарата стыкуют по их стыковочным поверхностям, после чего устанавливают на собранных частях летательного аппарата соответствующие им ОВП и выставляют ОВП, фиксируя их в положении, обеспечивающем прямолинейность продольной оси летательного аппарата, а затем отстыковывают от предыдущей ступени часть последующей ступени, сохраняя фиксированное положение ОВП, и отводят отстыкованную часть от сборочного стенда, затем загружают предыдущую ступень летательного аппарата в соответствующую ей секцию транспортно-пускового контейнера, закрепляют ее на торце секции контейнера, а на свободном торце секции устанавливают технологическую заглушку и отводят собранную секцию от сборочного стенда, после чего устанавливают на сборочном стенде ранее отстыкованную часть последующей ступени летательного аппарата и дополнительную часть последующей ступени, стыкуют их по стыковочным поверхностям, устанавливают на дополнительной части ОВП, выставляют и фиксируют его относительно ОВП, установленного на части последующей ступени, загружают собранную последующую ступень в соответствующей ей секцию транспортно-пускового контейнера, закрепляют технологическую заглушку и отводят секцию от сборочного стенда.
Решение технической задачи заключается также в том, что на дополнительной части последующей ступени летательного аппарата перед размещением на ней ОВП на его место устанавливают кольцевой бандаж, после чего эту часть ступени устанавливают на ложементе сборочного стенда с опорой на ложемент ее бандажа и закрепляют ее на ложементе по торцу, противоположному торцу, предназначенному для стыковки с частью дополнительной ступени, стыкуют части последующей ступени летательного аппарата по их стыковочным поверхностям, после чего отводят ложемент сборочного стенда от бандажа, демонтируют бандаж с дополнительной части последующей ступени, а на его место устанавливают ОВП, вновь подводят после регулировки и фиксации установленного опорно-ведущего пояса ложемент под него и отстыковывают торец последующей ступени от ложемента сборочного стенда.
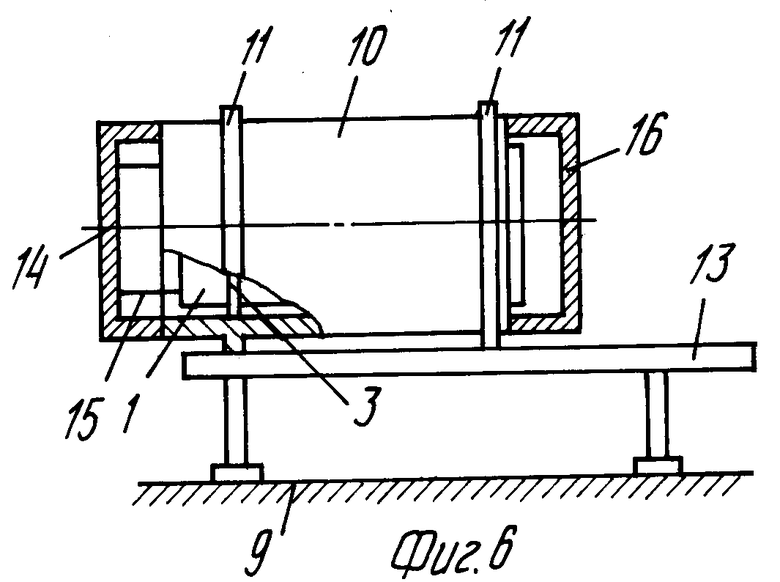
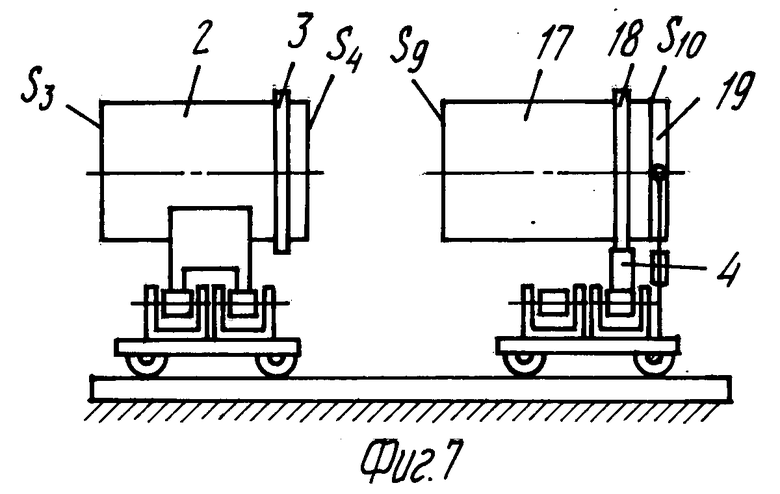
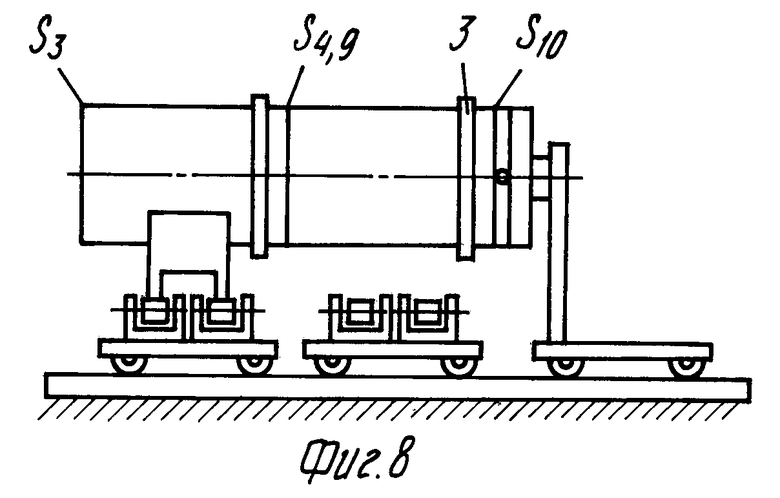
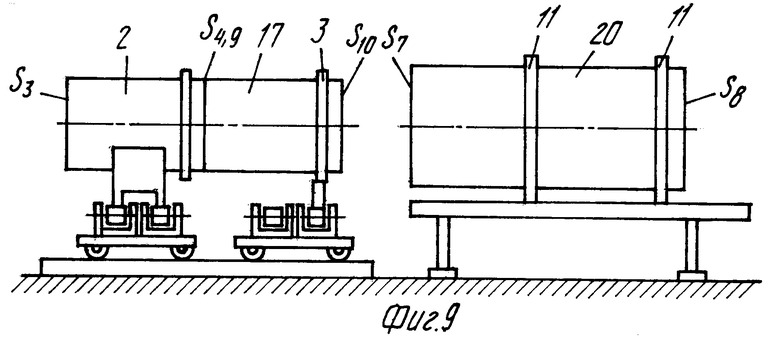
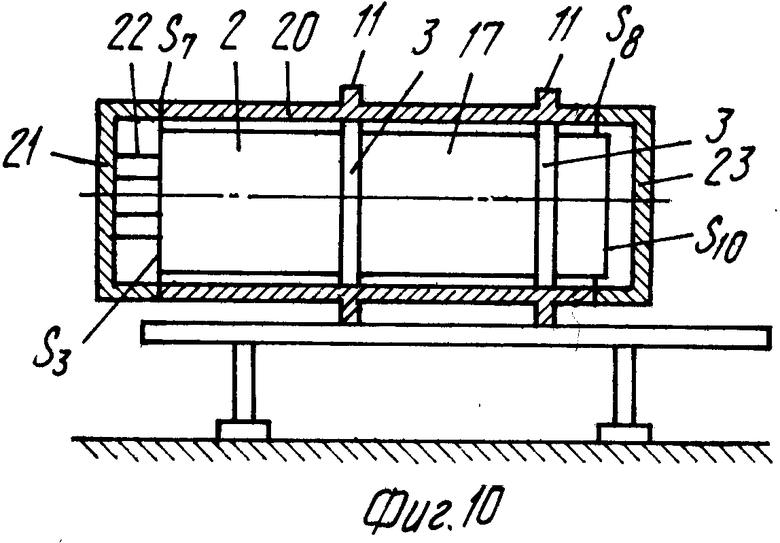
На фиг.1 изображены предварительно собранная из частей предыдущая ступень и часть последующей ступени летательного аппарата, выставленные в соосное положение на ложементах сборочного стенда; на фиг.2 часть последующей ступени и предыдущая ступень ЛА, соединенные между собой по их стыковочным поверхностям, находящимся на ложементах сборочного стенда, при этом ОВП предыдущей ступени и ОВП части последующей ступени выставлены в положение, обеспечивающее прямолинейность продольной оси летательного аппарата; на фиг.3 вид А на фиг.1; на фиг.4 предыдущая ступень ЛА после отстыковки части последующей ступени, находящейся на ложементах сборочного стенда, и секция транспортно-пускового контейнера, предназначенная для предыдущей ступени ЛА, установленная соосно предыдущей ступени ЛА своими опорными кронштейнами на ответные опорные поверхности сборочного стенда, при этом часть последующей ступени ЛА перегружена со сборочного стенда; на фиг.5 вид Б на фиг.4; на фиг.6 предыдущая ступень ЛА, загруженная в соответствующую секцию ТПК в положении, при котором предыдущая ступень ЛА взаимодействует своими ОВП с сечениями секции ТПК под ее опорные пояса, при этом со стороны стыкуемого торца ступени ЛА на торце cекции ТПК закреплена технологическая заглушка, а на противоположном торце секции ТПК установлена часть контейнера, к которому прикреплена предыдущая ступень ЛА; на фиг.7 части последующей ступени ЛА, установленные на сборочном стенде; на фиг.8 собранная из частей последующая ступень ЛА, при этом ОВП на пристыкованной части выставлено относительно ранее выставленного ОВП в положение, обеспечивающее прямолинейность продольной оси ЛА; на фиг. 9 собранная из частей последующая ступень ЛА и соответствующая ей секция ТПК, выставленные соосно на сборочном стенде; на фиг.10 последующая ступень ЛА в соответствующей секции ТПК в положении, обеспечивающем взаимодействие ее ОВП с сечениями секции ТПК под ее опорные пояса, при этом со стороны стыкуемого торца ступени ЛА на торце секции ТПК закреплена технологическая заглушка, к которой пристыкована своей стыковочной поверхностью ступень ЛА, а на противоположном торце секции ТПК установлена другая технологическая заглушка.
П р и м е р. На сборочный стенд поступают предварительно собранная из частей предыдущая 1 и часть 2 последующей ступени летательного аппарата, на поверхности которых закрепляют ОВП 3 (фиг.1).
Для определенности примем, что предыдущая ступень состоит из частей (т. е. маршевых двигателей), например трех, последовательно соединенных между собой при помощи переходных отсеков. Под частью последующей ступени понимается, например, один маршевый двигатель с соответствующим переходным отсеком.
На предыдущей ступени 1 и части 2 последующей ступени ЛА закреплено соответственно два и один ОВП 3 (количество ОВП может быть и другим).
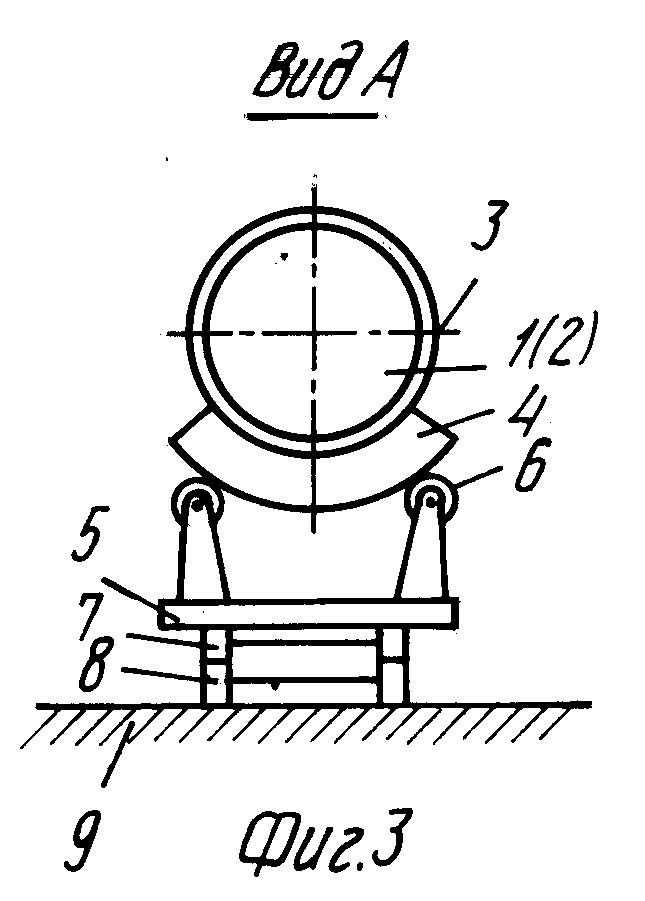
Ступень 1 и часть 2 ступени ЛА установлены каждая на ложементах 4 сборочного стенда (фиг.1 и 3), при этом ложементы 4 взаимодействуют с боковой поверхностью соответствующей ступени ЛА, при этом предыдущая ступень взаимодействует с ложементом 4, расположенным между ее ОВП 3, а часть 2 последующей ступени также взаимодействует с ложементом 4 вне ее ОВП.
Ложементы 4 взаимодействуют с тележками 5 через ролики 6, а сами тележки снабжены колесными парами 7, опирающимися на рельсы 8, уложенные на основании 9 сборочного стенда.
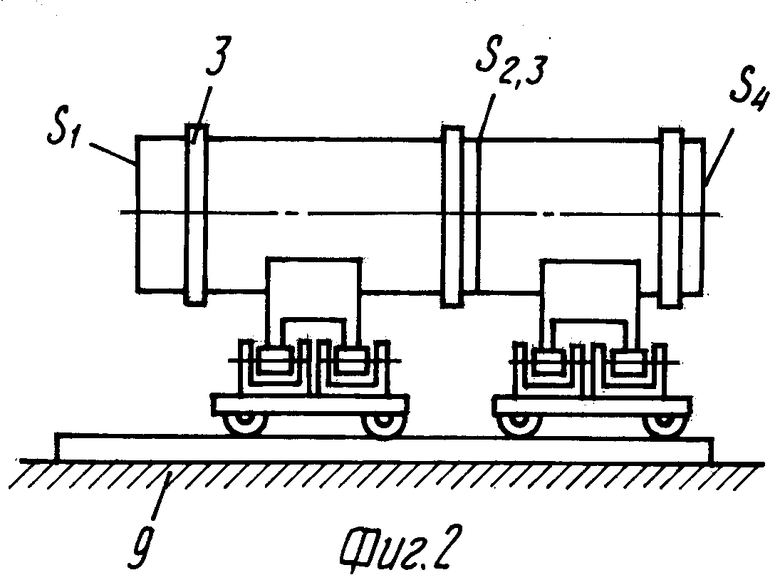
Ступень 1 и часть 2 последующей ступени ЛА устанавливаются на ложементах 4 сборочного стенда соосно друг другу и располагаются друг к другу стыкуемыми поверхностями S2 и S3 соответственно.
Выставка ступени 1 и часть 2 ступени ЛА в соосное положение и последующие выставки в соосное положение обеспечиваются путем соответствующих перемещений ложементов 4 относительно тележек 5, что достигается одним из известных способов.
Взаимодействие ложементов 4 с тележками 5 через ролики 6 обеспечивает взаимное угловое смещение стыкуемых ступеней 1 и части 2 ступени ЛА в положение, при котором происходит совмещение стыковочных узлов стыкуемых поверхностей S2 и S3 cтупени 1 и части 2 ступени ЛА.
Для стыковки ступени 1 и части 2 ступени их смещают друг к другу путем смещения тележек 5 по рельсовому пути до соприкосновения стыкуемых поверхностей S2 и S3 друг с другом, при этом с помощью известных устройств (не показаны) обеспечивают допустимое по условиям прочности усиление взаимодействия ступени 1 и части 2 ступени ЛА друг с другом и стыкуют ступень 1 и часть 2 ступени ЛА по стыковочным поверхностям S2 и S3 (фиг.2).
После этого осуществляют выставку ОВП на ступени 1 и части 2 ступени в положение, обеспечивающее прямолинейность продольной оси ЛА любым известным методом, отстыковывают часть 2 последующей ступени и перегружают ее со сборочного стенда, сохраняя положение ОВП части 2 последующей ступени в фиксированном положении.
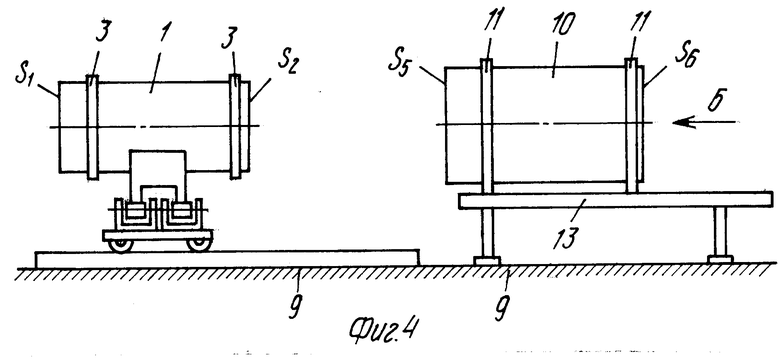
После этого на сборочном стенде устанавливают секцию 10 транспортно-пускового контейнера, соответствующую предыдущей ступени 1 ЛА (фиг.4 и 5).
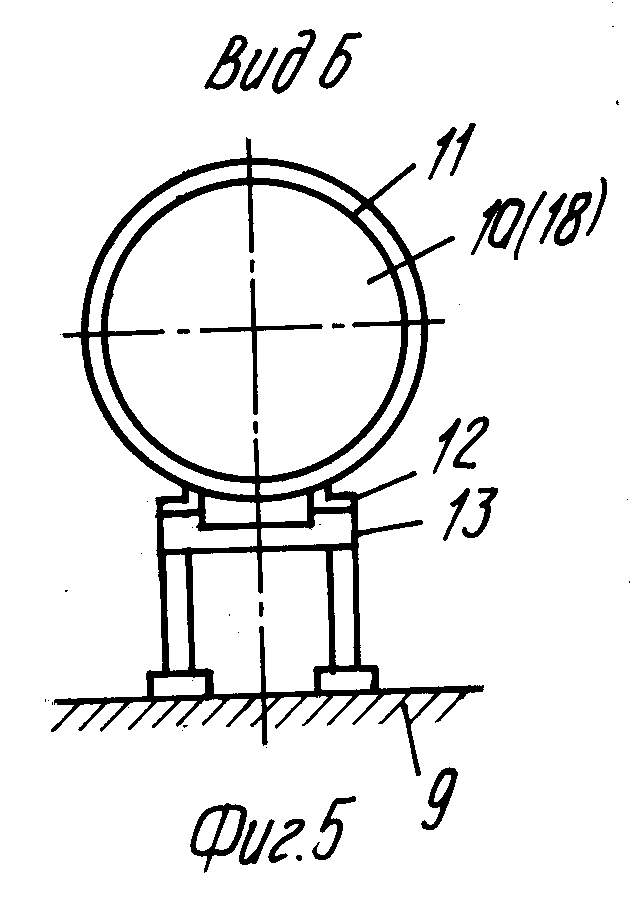
Секция 10 ТПК с наружной стороны снабжена опорными поясами (ОП) 11, на которых закреплены опорные кронштейны 12 (фиг.5). Секция 10 ТПК взаимодействует опорными кронштейнами 12 с ответными поверхностями 13 сборочного стенда (фиг.5).
Секцию 10 ТПК выставляют соосно предыдущей ступени 1 ЛА, при этом торец S5 секции 10 ТПК находится напротив торца S2 предыдущей ступени 1 ЛА, и после этого секцию 10 ТПК закрепляют на сборочном стенде (узел крепления не показан).
После этого смещают в осевом направлении предыдущую ступень 1 ЛА на тележке 5 по рельсовому пути сборочного стенда в положение, обеспечивающее взаимодействие ОВП 3 предыдущей ступени 1 ЛА с сечениями секции 10 ТПК под его ОП 11.
Закрепляют на торце S5 секции 10 ТПК донную часть 14 ТПК, а к ней посредством, например, шпилек 15 прикрепляют по торцу S1 предыдущую ступень 1 ЛА, а со стороны стыковочного торца S2 ступени 1 ЛА на торец S5 ТПК прикрепляют технологическую заглушку 16 (фиг.6) и после этого перегружают секцию ТПК 10 с соответствующей ступенью 1 со сборочного стенда.
Вновь устанавливают на сборочном стенде ранее отстыкованную часть 2 последующей ступени ЛА с ранее установленным, выставленным и зафиксированным на ней ОВП 3. Соосно этой части ступени устанавливают часть 17 последующей ступени (фиг.7) со стороны торца S4, противоположного торцу S3, по которому последующая ступень стыкуется с предыдущей ступенью 1.
Под частью 17 в нашем случае понимается маршевая двигательная установка с переходным отсеком с одного торца (S9) и с агрегатным, приборным отсеками с другого торца (S10). Эта часть 17 последующей ступени также содержит ОВП 3.
На дополнительной части 17 последующей ступени ЛА на место ее ОВП 3 устанавливают кольцевой технологический бандаж 18, после чего эту часть 17 ступени устанавливают на ложементе сборочного стенда с опиранием на ложемент 4 ее бандажа 18 и закрепляют ее посредством технологического кольца 19 на ложементе по торцу S10, противоположному торцу S9, предназначенному для стыковки с частью дополнительной ступени, предназначенной для стыковки с предыдущей ступенью 1 ЛА, совмещают части 2 и 17 последующей ступени ЛА по их стыковочным поверхностям S4 и S9, стыкуют их между собой (фиг.8), после чего отводят ложемент 4 сборочного стенда от бандажа 18, демонтируют бандаж 18 с дополнительной части 17 последующей ступени ЛА, а на его место устанавливают ОВП 3. Выставку этого ОВП осуществляют в положение, обеспечивающее прямолинейность продольной оси ЛА, причем при выставке ОВП на части 17 базируются относительно ранее выставленного ОВП на части 2 последующей ступени.
Вновь подводят после регулировки и фиксации установленного ОВП 3 ложемент 4 под него и отстыковывают торец S10 последующей ступени от ложемента сборочного стенда.
Затем на сборочном стенде соосно собранной из частей 2 и 17 последующей ступени ЛА устанавливают соответствующую ей секцию ТПК (фиг.9), при этом секция 20 ТПК с наружной стороны снабжена ОП 11, на которых закреплены опорные кронштейны 12 (фиг.4). Секция 20 взаимодействует опорными кронштейнами 12 с ответными опорными поверхностями 13 сборочного стенда (фиг.4), при этом торец S7 секции 20 ТПК находится напротив торца S10 последующей ступени ЛА. После выставки секции 20 ТПК в соосное положение с последующей ступенью ЛА эту секцию 20 закрепляют на сборочном стенде (узел крепления не показан).
Смещают последующую ступень ЛА на тележке 5 по рельсовому пути в осевом направлении в положение, обеспечивающее взаимодействие ее ОВП 3 с секциями секции 20 ТПК под ее ОП 11, после чего на торце S7 секции 20 ТПК закрепляют технологическую заглушку 21, а к ней посредством, например, шпилек 22 прикрепляют по торцу S3 последующую ступень ЛА, а со стороны торца S10 последующей ступени ЛА на торец S8 ТПК прикрепляют технологическую заглушку 23 (фиг. 9), после чего отсоединяют секцию 20 ТПК с последующей ступенью ЛА от сборочного стенда и перегружают ее со сборочного стенда, например, на транспортную тележку (не показана), т.е. секция 20 ТПК с соответствующей ступенью ЛА готова к транспортированию, например, на полигон.
Стыковка собранной предыдущей ступени с частью последующей ступени ЛА позволяет расширить область применения за счет сокращения суммарной длины выставленных соосно частей ЛА.
Уменьшение суммарного размера ЛА и ТПК по длине позволяет на существующих площадях (при существующих размерах сборочного стенда) осуществлять сборку ЛА различной длины, чем и обеспечивается расширение области применения способа, при этом предварительная сборка из частей ступеней ЛА необходима для проведения электрических испытаний и для контроля качества геометрии собранного ЛА (прямолинейности оси, взаимной скрутки и т.д.), на основании чего осуществляют соответствующую выставку ОВП на ЛА, обеспечивающую прямолинейность оси ЛА, при которой реализуется минимальная нагруженность собранного ЛА, находящегося в ТПК, при их наземной эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ МНОГОСТУПЕНЧАТОГО ЛЕТАТЕЛЬНОГО АППАРАТА С ТРАНСПОРТНО-ПУСКОВЫМ КОНТЕЙНЕРОМ | 1992 |
|
RU2007346C1 |
| СПОСОБ СБОРКИ СТУПЕНЕЙ МНОГОСТУПЕНЧАТОГО ЛЕТАТЕЛЬНОГО АППАРАТА С СЕКЦИЯМИ ТРАНСПОРТНО-ПУСКОВОГО КОНТЕЙНЕРА | 1992 |
|
RU2007345C1 |
| СПОСОБ СБОРКИ СТУПЕНЕЙ МНОГОСТУПЕНЧАТОГО ЛЕТАТЕЛЬНОГО АППАРАТА С СЕКЦИЯМИ ТРАНСПОРТНО-ПУСКОВОГО КОНТЕЙНЕРА | 1992 |
|
RU2007348C1 |
| СПОСОБ ВЫВОДА ПОЛЕЗНОГО ГРУЗА В ОКОЛОЗЕМНОЕ ПРОСТРАНСТВО | 1994 |
|
RU2078010C1 |
| СПОСОБ ПОДГОТОВКИ СТАРТОВОЙ ПЛОЩАДКИ ДЛЯ ЗАПУСКА РАКЕТЫ КОСМИЧЕСКОГО НАЗНАЧЕНИЯ И НАЗЕМНОЕ ОБОРУДОВАНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЗАПУСКА | 1994 |
|
RU2094337C1 |
| РАКЕТА КОСМИЧЕСКОГО НАЗНАЧЕНИЯ | 1992 |
|
RU2025645C1 |
| ГОЛОВНОЙ БЛОК РАКЕТЫ И СПОСОБ ЕГО СБОРКИ | 1993 |
|
RU2072954C1 |
| КОСМИЧЕСКИЙ РАКЕТНЫЙ КОМПЛЕКС И СПОСОБ ОБЕСПЕЧЕНИЯ УСЛУГ ПО ЗАПУСКУ КОСМИЧЕСКИХ АППАРАТОВ С ИСПОЛЬЗОВАНИЕМ КОСМИЧЕСКОГО РАКЕТНОГО КОМПЛЕКСА | 2001 |
|
RU2179941C1 |
| СПОСОБ ПЕРЕОБОРУДОВАНИЯ БОЕВЫХ ТВЕРДОТОПЛИВНЫХ РАКЕТ В ТВЕРДОТОПЛИВНУЮ РАКЕТУ КОСМИЧЕСКОГО НАЗНАЧЕНИЯ И РАКЕТА КОСМИЧЕСКОГО НАЗНАЧЕНИЯ | 1998 |
|
RU2142898C1 |
| СТУПЕНЬ ЛЕТАТЕЛЬНОГО АППАРАТА | 1992 |
|
RU2021581C1 |
Использование: в космической технике при разработке технологии и стендов для осуществления сборки ступеней многоступенчатого летательного аппарата с секциями транспортно-пускового контейнера. Сущность изобретения: в способе сборки ступеней многоступенчатого летательного аппарата с секциями транспортно-пускового контейнера, основанного на выставке собираемых из частей последующей и предыдущей ступеней летательного аппарата с установленными на них опорно-ведущими поясами в соосное положение на ложементах сборочного стенда, соединении их между собой по стыковочным поверхностям с последующей загрузкой ступеней летательного аппарата в соответствующие им секции транспортно-пускового контейнера, сначала из частей полностью собирают предыдущую ступень 1 летательного аппарата, а к стыковочной поверхности S2 предыдущей ступени пристыковывают часть 2 последующей ступени летательного аппарата по ответной для этой ступени стыковочной поверхности S3 После этого устанавливают на собранных частях летательного аппарата соответствующие им опорно-ведущие пояса 3 выставляют опорно-ведущие пояса и фиксируют их в положении, обеспечивающем прямолинейность продольной оси летательного аппарата. Затем отстыковывают часть 2 последующей ступени, сохраняя фиксированное положение опорно-ведущего пояса, от предыдущей ступени летательного аппарата, отводят отстыкованную часть 2 последующей ступени со сборочного стенда, затем загружают предыдущую ступень летательного аппарата в соответствующую ей секцию транспортно-пускового контейнера и отводят заглушенную секцию с закрепленной в ней предыдущей ступенью летательного аппарата со сборочного стенда. Вновь устанавливают на сборочном стенде ранее отстыкованную часть 2 последующей ступени летательного аппарата с ранее установленным, выставленным и зафиксированным на ней опорно-ведущим поясом 3 и дополнительную часть последующей ступени, полностью собирают последующую ступень летательного аппарата и после загрузки полностью собранной последующей ступени летательного аппарата в соответствующую ей секцию транспортно-пускового контейнера перегружают заглушенную технологическими заглушками секцию с закрепленной в ней последующей ступенью летательного аппарата со сборочного стенда. 1 з.п. ф-лы, 10 ил.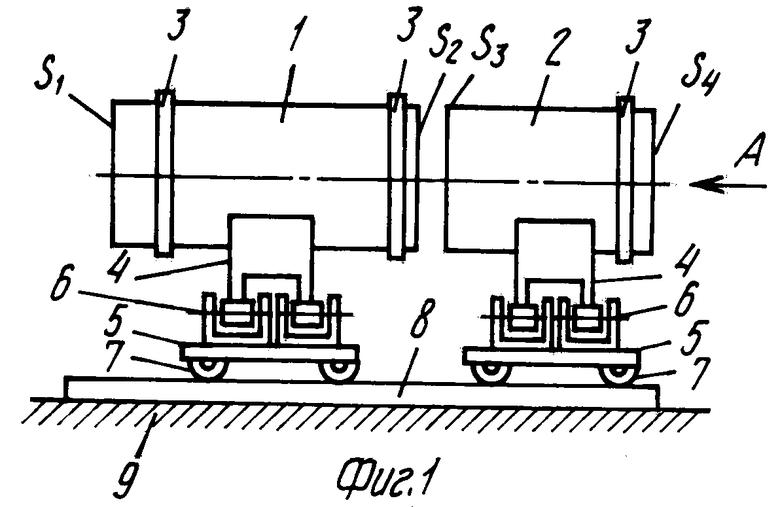
| Оснащение самолетного и ракетного производства: Перев | |||
| с англ | |||
| М.: Машиностроение, 1967, с.222-242. |
