Изобретение относится к переработке термопластичных материалов путем их формования и может найти применение в различных отраслях машиностроения и других отраслях промышленной и хозяйственной деятельности.
Известно устройство для формования трубчатых изделий с гофрами из термопластичных материалов (авторское свидетельство SU №1660328, В29С 51/10), содержащее зажимы для заготовки, нагреватель, формующее средство и систему подачи избыточного давления, которое дополнительно снабжено связанным с приводом вращения валом с кареткой, установленной с возможностью перемещения вдоль вала, формующее средство выполнено в виде электромагнита, якорь которого выполнен в виде перфорированной ферромагнитной диафрагмы и соленоида, на сердечнике которого установлена катушка электромагнита, причем сердечник соленоида в нижней части снабжен оформляющей насадкой и установлен на прижимной лапке, закрепленной на штоке силового цилиндра ее вертикального перемещения с возможностью поворота относительно штока, при этом силовой цилиндр и нагреватель закреплены на каретке, а зажимы для заготовки установлены на валу.
К недостаткам устройства следует отнести неодновременность гофрообразования как по фиксированной окружности заготовки, так и по ее длине, что может привести к неоднородности ее деформаций, при этом основа перфорированной ферромагнитной диафрагмы - резина при температуре формования теряет свои упругие свойства, после чего возникает проблема ее извлечения из отформованного изделия.
Также известно устройство для формования изделий из листовых термопластов (а.с. SU №1781069, В29С 51/10, прототип) под действием газодинамической стоячей волны, содержащее соосно установленные и соединенные между собой камеру с источником когерентных колебаний в виде динамического репродуктора и цилиндрическую камеру (матрицу) для формования, выполненную с окном для закрепления заготовки, средство зажима заготовки в виде прихватов, установленных на внешней поверхности камеры для формования, систему создания избыточного давления, соединенную общим газопроводом с указанными камерами. При этом камеры дополнительно соединены между собой посредством резинотканевой диафрагмы, камера для формования на свободном конце снабжена плоской торцевой стенкой, а камера с источником когерентных колебаний снабжена электромагнитным вибратором.
К недостаткам данного технического решения следует отнести то, что при использовании его для формования гофр трубчатых заготовок за счет предварительного нагрева будет происходить провисание заготовки под действием силы тяжести, что исказит конечную форму изделия. Кроме этого известно, что стоячие волны являются сугубо поверхностными волнами и их эффективность воздействия на глубину материала может оказаться недостаточной для формования нужной формы изделия.
Задача изобретения - повышение качества и расширение ассортимента формуемых изделий из термопластичных материалов.
Техническим результатом изобретения является создание устройства для формования заготовок из термопластичных материалов с помощью ударного импульса сжатого воздуха путем волнового воздействия на поверхность заготовки без применения внешнего нагревателя.
Указанный технический результат достигается за счет того, что в матрице для формования гофрированных изделий из термопластов (трубчатых заготовок), включающей полый цилиндрический корпус, один торец которого сопряжен с источником сжатого воздуха, а другой снабжен плоским дном, средства зажима заготовки, согласно изобретению указанный цилиндрический корпус матрицы выполнен с внутренним кольцевым выступом в верхней части и снабжен включающим осевой канал сердечником, в своей верхней части указанный сердечник выполнен коническим, а его нижняя часть включает сопряженное с дном корпуса цилиндрическое, ступенчатое утолщение, выполненное с продольными каналами, связанными с радиальными каналами, выполненными в дне корпуса, верхняя коническая поверхность сердечника сопряжена с включающей продольные каналы ступенчатой втулкой, установленной на указанном внутреннем кольцевом выступе корпуса, внутренняя поверхность средней части полого корпуса и внешняя поверхность средней части сердечника матрицы оснащены смещенными относительно друг друга по фазе на четверть длины волны волновыми поверхностями, между которыми установлена трубчатая заготовка, с образованием между боковыми поверхностями заготовки и соответствующими указанными волновыми поверхностями корпуса и сердечника волноводов, каждый из которых через продольные каналы, выполненные в указанной ступенчатой втулке, связан с входом сжатого воздуха через подпружиненные обратные клапаны, установленные в сопряженной со ступенчатой втулкой верхней втулке, а через установленный в указанной верхней втулке подпружиненный обратный клапан, сопряженный с осевым каналом сердечника, по радиальным каналам, выполненным в дне матрицы, продольным каналам, выполненным в нижней части сердечника матрицы, указанные волноводы связаны с выходом сжатого воздуха, при этом жесткость пружины обратного клапана, установленного на выходе сжатого воздуха, выше жесткости пружин обратных клапанов, установленных на входе сжатого воздуха.
Указанный технический результат для формования гофрированных изделий из термопластов (листовых заготовок) достигается тем, что в матрице, включающей полый корпус, один торец которого связан с источником сжатого воздуха, а другой, противоположный ему, снабжен дном, средства зажима листовой заготовки, согласно изобретению корпус матрицы выполнен призматическим с продольными каналами в указанных торцевых частях для подвода и отвода сжатого воздуха, а в качестве средства зажима заготовки содержит установленные с двух противоположных сторон его внутреннего отверстия обечайки, сопряженные с корытообразными крышками корпуса, внутренняя поверхность которых выполнена волнообразной, при этом указанные крышки установлены с образованием между волнообразными поверхностями камеры для установки и зажима листовой заготовки, указанные обечайки выполнены с отверстиями, сообщающимися с указанными каналами корпуса, внешние торцевые части корпуса снабжены прижимными втулками, при этом в верхней прижимной втулке установлен подпружиненный обратный клапан, вход которого связан с источником сжатого воздуха, а нижняя прижимная втулка включает другой, установленный на опоре, подпружиненный обратный клапан, выход которого связан трубопроводом с указанным источником сжатого воздуха, при этом указанные волновые поверхности выполнены со смещением относительно друг друга на четверть длины волны и жесткость пружины обратного клапана, установленного на выходе сжатого воздуха, выше жесткости пружины обратного клапана, установленного на входе сжатого воздуха.
На фиг.1 изображен продольный разрез матрицы для формования гофрированных изделий из трубчатых заготовок согласно изобретению.
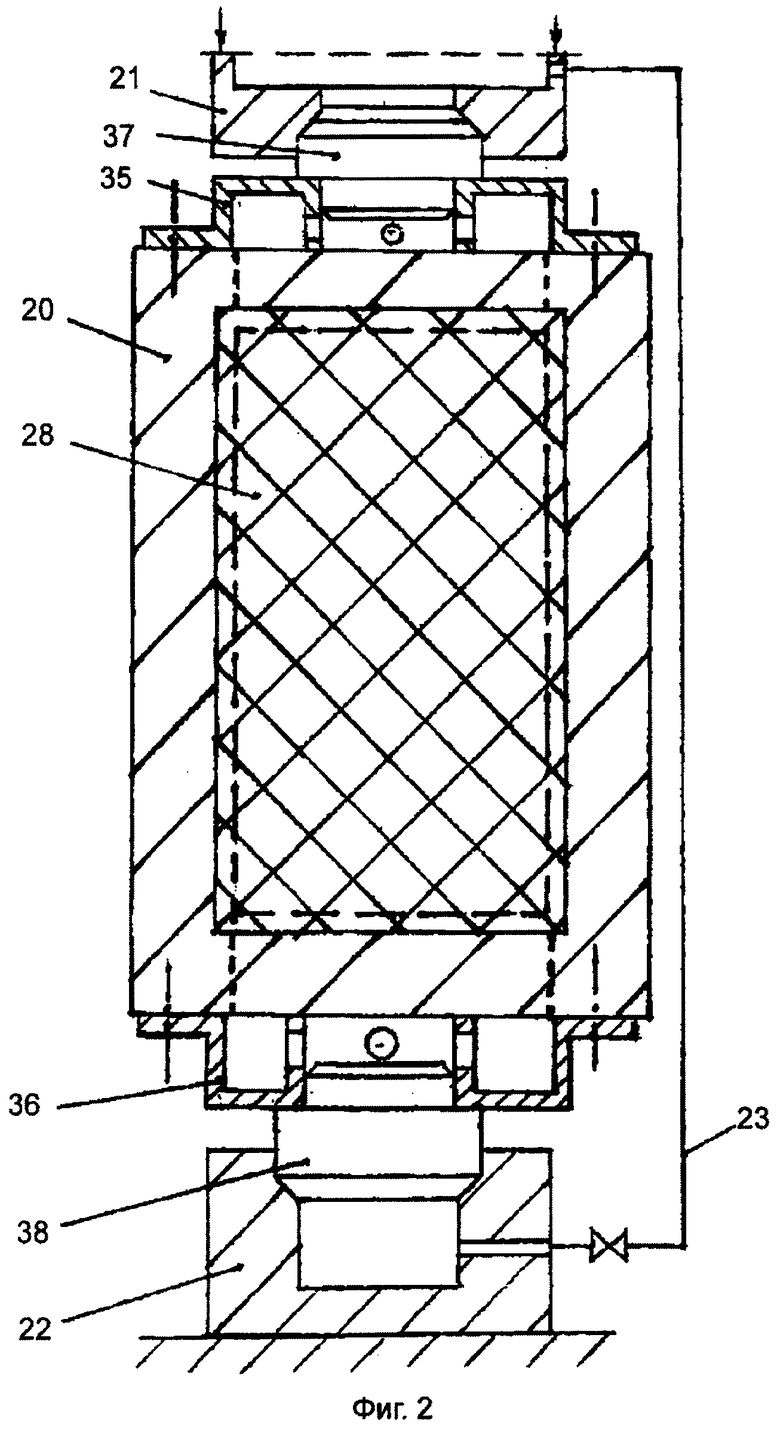
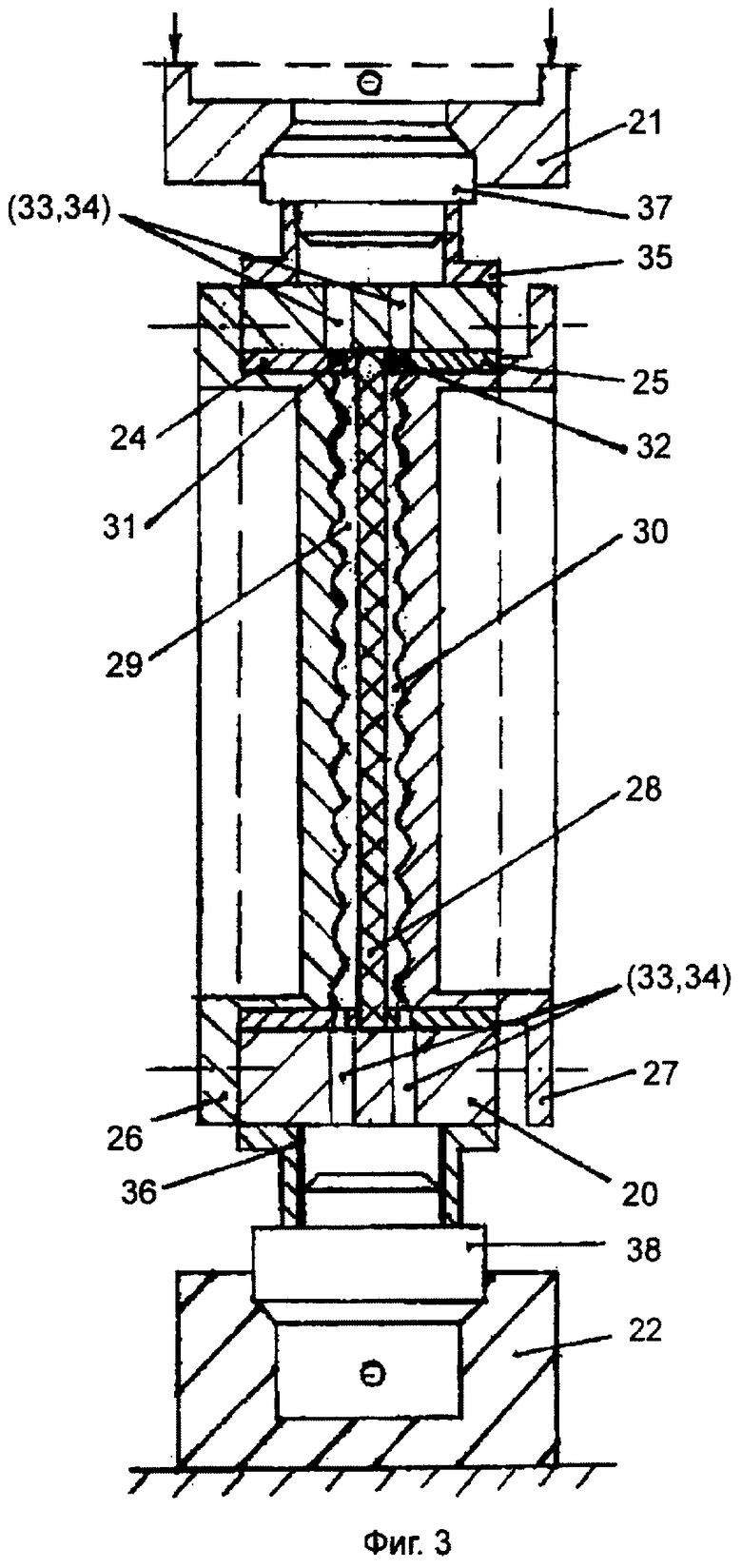
В другом варианте изобретения для формования гофрированных изделий из листовых заготовок на фиг.2 представлен продольный разрез матрицы, вид спереди; на фиг.3 - то же, вид сбоку.
Матрица для формования гофрированных изделий из термопластов (фиг.1) включает полый корпус 1, внутренняя поверхность средней части которого выполнена в виде волновой поверхности, дно 2, оснащенное радиальными каналами 3, сердечник 4 матрицы с внешней волновой поверхностью и продольными каналами 5 и осевым каналом 6. Нижняя часть сердечника 4 матрицы оснащена резьбой и конической поверхностью. Верхняя часть сердечника 4 также оснащена наружной конической поверхностью, которая сопряжена с внутренней конической поверхностью втулки 7, оснащенной резьбой, и наружной конической поверхностью. Втулка 7 своим кольцевым выступом сопряжена с кольцевым выступом полого корпуса 1 и оснащена продольными каналами 8 и 9. Верхняя грань втулки 7 сопряжена с нижней гранью втулки 10 с помощью гайки 11. Втулка 10 включает продольные каналы, в которых размещены подпружиненные обратные клапаны 12 и 13. Верхний край полого корпуса 1 сопряжен с нижним краем пневмоцилиндра 14, вариант которого известен и здесь не приводится (см., например, а.с. SU №1616834). Боковые поверхности втулок 7 и 10 оснащены кольцевыми проточками, выполняющими роль уплотнений. Такими же уплотнениями снабжены конические поверхности подпружиненного обратного клапана 13. Втулка 7 и нижняя часть сердечника 4 матрицы снабжены накидными муфтами 15 и 16 с резьбой для фиксации и уплотнения трубчатой заготовки 17 из термопласта (средством зажима заготовки) с образованием внешнего волновода 18 и внутреннего волновода 19. Указанные волноводы 18 и 19 смещены относительно друг друга по фазе на четверть длины волны и оснащены общими подпружиненными обратными клапанами 12 на входе сжатого воздуха (газа) в оба волновода 18 и 19 и подпружиненным обратным клапаном 13 на общем выходе сжатого воздуха (газа) по радиальным каналам 3 дна 2, продольным каналам 5 и осевому каналу 6 сердечника 4 матрицы. Пружина обратного клапана 13 должна обладать гораздо большей жесткостью, чем жесткость пружин обратных клапанов 12, обеспечивая тем самым на некоторое время ударного импульса замкнутый объем между клапанами входа и выхода и необходимую температуру в нем, возникающую при адиабатическом импульсном сжатии газа.
Матрица для формования листовых заготовок (фиг.2, 3) включает полый корпус 20 призматического вида, верхний торец которого связан с источником 21 сжатого воздуха, а нижний торец снабжен дном 22 с радиальным каналом, предназначенным для связи с источником 21 сжатого воздуха с помощью трубопровода 23, средство зажима листовой заготовки, содержащее установленные с двух противоположных сторон его внутреннего отверстия обечайки 24, 25, сопряженные с корытообразными крышками 26, 27 корпуса, внутренняя поверхность которых выполнена волнообразной (фиг.3) с возможностью образования между ними камеры для установки и зажима листовой заготовки 28, служащей в результате перемычкой между двумя волноводами 29, 30. Указанные обечайки 24, 25 выполнены с отверстиями 31, 32, сообщающимися с продольными каналами 33, 34 верхнего и нижнего торцов полого корпуса 20, открытыми для связи с внутренними полостями прижимных втулок 35, 36 к внешним торцевым частям корпуса 20. При этом в верхней прижимной втулке 35 установлен подпружиненный обратный клапан 37, вход которого связан с источником 21 сжатого воздуха, а нижняя прижимная втулка 36 включает другой, установленный на опоре дна 22, подпружиненный обратный клапан 38, выход которого связан с помощью трубопровода 23 с указанным источником 21 сжатого воздуха. При этом указанные волновые поверхности в волноводах 29, 30 выполнены со смещением относительно друг друга на четверть длины волны и жесткость пружины обратного клапана 38, установленного на выходе сжатого воздуха из волноводов 29, 30, выше жесткости пружины обратного клапана 37, установленного на входе сжатого воздуха в волноводы.
Формование трубчатой заготовки из термопласта происходит следующим образом (фиг.1). Пневмоцилиндр 14 потоком сжатого газа при некотором давлении открывает сначала подпружиненные обратные клапаны 12. Сжатый воздух проходит одновременно по каналам 8, 9 во внешний 18 и внутренний 19 волноводы, перемычкой (границей) между которыми служит боковая стенка трубчатой заготовки 17 из термопласта, и быстро занимает весь объем до подпружиненного клапана 13 осевого канала 6 сердечника 4 матрицы, используя по пути каналы 3, 5 и поднимая в этом замкнутом объеме температуру, достаточную для формования заготовки из термопластичного материала.
Из сказанного следует, что обратный клапан 13 должен срабатывать на последней стадии хода поршня внутри пневмоцилиндра 14. Выхлоп газа через открытый обратный клапан 13 будет способствовать ходу поршня в обратном направлении внутри пневмоцилиндра 14, повышая КПД устройства.
Из физики и гидрогазодинамики известно, что там, где газ проходит через узкое живое сечение, там скорость его увеличивается, снижая давление на ограничивающие поток стенки, и наоборот, чем больше живое сечение, тем меньше скорость потока и больше давление на ограничивающие поток стенки. Очевидно, что создаваемое давление будет деформировать размягченный от повышенной температуры при ударном импульсе сжимаемого газа термопластичный материал трубчатой заготовки 17 с направлением деформирования от жестких стальных стенок корпуса 1 и сердечника 4 матрицы перпендикулярно к боковой стенке трубчатой заготовки 17 по всем круговым периметрам внешнего 18 и внутреннего 19 волноводов. Благодаря тому что волноводы 18 и 19 смещены относительно друг друга по фазе на четверть длины волны, направления деформирования стенки заготовки 17 в волноводах 18 и 19 будут поочередно меняться, образуя в итоге ее гофрированную форму.
Освобождая от вертикального прижима пневмоцилиндра 14 к верхнему краю полого корпуса 1, отодвигаем его в сторону и производим разборку матрицы, располагая ее в горизонтальном положении. Сначала извлекаем дно 2. Затем, выкручивая гайку 11, выталкиваем содержимое корпуса 1 и освобождаем гофрированное изделие из зажимов, образованных муфтами 15, 16, втулкой 7 и нижней частью сердечника 4 матрицы.
Для формования следующей заготовки собирают в единое целое сердечник 4, средства зажима, с установленной в них другой трубчатой заготовкой 17 из термопласта, фиксируя ее противоположные края в указанных средствах зажима. Полученную сборку задвигают внутрь корпуса и устанавливают дно 2. Сверху корпуса 1 устанавливают втулку 10 и гайку 11 до их полного взаимного сопряжения. Далее матрицу устанавливают в вертикальное положение и на верхний край корпуса 1 устанавливают пневмоцилиндр 14, прижимая его до полного герметичного контакта с корпусом 1. Формование трубчатой заготовки из термопласта происходит далее, как это показано выше.
Необходимо отметить, что волновые поверхности сердечника 4 и корпуса 1 можно изготавливать в виде съемных втулок, за счет чего будет расширяться ассортимент изделий.
Работа матрицы для формования гофрированных изделий из листовых термопластов принципиально ничем не отличается от работы матрицы для формования гофрированных изделий из трубчатых термопластичных заготовок, как это было описано выше.
Сборка матрицы для листовых заготовок несколько отличается от сборки матрицы для трубчатых заготовок. Сначала устанавливаем обечайку 24 в отверстие корпуса 20, затем устанавливаем корытообразную крышку 26 корпуса до полного сопряжения с обечайкой и краем корпуса и фиксируем закрепление. Затем устанавливаем листовую заготовку 28 с опорой на внутренний край обечайки 24 и поджимаем ее другой обечайкой 25 с помощью другой корытообразной крышки 27 для установки и зажима листовой заготовки по ее периметру и фиксируем средство зажима. После проведения ударного импульса, в результате чего листовая заготовка превращается в гофрированное изделие, разборку матрицы осуществляют в обратном порядке для извлечения полученного изделия. Затем устанавливают следующую заготовку и все операции повторяют.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2361736C1 |
| Устройство для изготовления раздувом полых изделий из листовых заготовок из термопластичных материалов | 1990 |
|
SU1775306A1 |
| УСТРОЙСТВО ФОРМОВАНИЯ ПОЛОГО ИЗДЕЛИЯ ИЗ ЛИСТА ТЕРМОПЛАСТА | 1995 |
|
RU2097190C1 |
| Устройство для изготовления пластмассовых труб с наружной гофрированной и внутренней гладкостенной оболочками | 1990 |
|
SU1776569A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1999 |
|
RU2173261C2 |
| Станок для изготовления гофрированных изделий | 1982 |
|
SU1098611A1 |
| Устройство для формования листовых термопластов | 1982 |
|
SU1115909A1 |
| Устройство для изготовления изделий из листовых термопластов гидроформованием | 1986 |
|
SU1466947A1 |
| Устройство для изготовления гофрированных фильтров | 1987 |
|
SU1583503A1 |
| Устройство для гидроформовки гофрированных труб | 1985 |
|
SU1274804A1 |
Изобретение относится к переработке термопластичных материалов путем их формования и может найти применение в различных отраслях машиностроения и других отраслях промышленной и хозяйственной деятельности. Каждая матрица для формования гофрированных изделий из трубчатых и листовых заготовок из термопластов включает соответственно полый цилиндрический или призматический корпусы, дно с радиальными каналами, средство зажима краев заготовок, систему для создания избыточного давления, в каждой из них выполнены конструктивные элементы для установки и зажима краев заготовок с возможностью образования камеры с волновыми поверхностями для размещения в ней соответствующих заготовок из термопласта, разделяющих камеру на два волновода. При этом общий вход в волноводы сообщен с продольными каналами верхней части корпуса и приложенных к ней втулок с подпружиненными обратными клапанами и их входы связаны с источником сжатого воздуха. Общий же выход из обоих волноводов с помощью прижимной втулки нижней части корпусов с продольными каналами оснащен установленным на опоре подпружиненным обратным клапаном, выход которого связан с источником сжатого воздуха. Причем волновые поверхности обоих волноводов выполнены со смещением относительно друг друга на четверть длины волны и жесткость пружины обратного клапана, установленного на выходе сжатого воздуха, выше жесткости пружины обратного клапана, установленного на входе сжатого воздуха. Технический результат, который достигается при использовании матриц по изобретениям, заключается в том, что повышают качество и расширяют ассортимент формуемых изделий из термопластичных материалов за счет формования изделий заготовок из термопластичных материалов с помощью ударного импульса сжатого воздуха путем волнового воздействия на поверхность заготовки без применения внешнего нагревателя. 2 н.п. ф-лы, 3 ил.
| Устройство для формования изделий из листовых термопластов | 1990 |
|
SU1781069A1 |
| SU 1660328 A1, 27.05.1999 | |||
| GB 790666 A, 12.02.1958 | |||
| US 3887320 A, 03.06.1975. | |||

