Изобретение относится к керамической промышленности и может быть применено в производстве изделий из кварцевой керамики и других керамических материалов методом водного шликерного литья в гипсовых формах.
Известны устройства для формования керамических изделий сложной конфигурации с точными фиксированными размерами из водных шликеров путем набора твердой фазы шликера на поверхности всасывающих воду гипсовых форм (патент РФ №2123928, В28В 1/26, 1997 г.) Они состоят из гипсовой формы (матрицы), воспроизводящей наружный профиль изделия, пассивного сердечника из влагонепроницаемого материала, формирующего профиль внутренней поверхности изделия, центрирующих элементов, фиксирующих соосное расположение сердечника в полости гипсовой формы, подпиточных емкостей и заливочного штуцера, расположенного в нижней части формы.
Заполнение формы шликеров осуществляется, как правило, самотеком из загрузочного бака по схеме сообщающих сосудов через резиновый шланг и заливочный штуцер. После заполнения формы и подпиточных емкостей шликером подача шликера перекрывается в зоне заливочного штуцера, нижнее выходное отверстие формы герметизируется, и происходит набор заготовки с подпиткой шликера сверху из прибыльных емкостей.
Наиболее близким по техническому решению (прототип) является устройство для формования керамических оболочек антенных обтекателей по патенту РФ №2137599, В28В 1/26, 1999 г. Устройство включает влагопоглощаюшую матрицу, пассивный сердечник с опорным фланцем и формообразующим стержнем, центровочные элементы, обеспечивающие соосную установку формы и сердечника, систему заполнения и подпитки формы шликером. Сердечник снабжен разъемным опорным фланцем и центрирующим штоком, на котором закреплен формообразующий стержень, проходящий на всю высоту сердечника, что повышает жесткость конструкции, точность изготовления сложнопрофильного сердечника и обеспечивает равнотолщинность отформованной заготовки.
Недостатком технических решений как аналога, так и прототипа является то, что они обеспечивают получение изделий только конической формы с одинаковой толщиной стенки.
Техническим результатом настоящего изобретения является получение изделий конусообразной формы с утолщенной стенкой у основания конуса и поднутрением на внутренней поверхности.
Указанный технический результат достигается тем, что заявляемое устройство обладает следующей совокупностью конструктвных признаков:
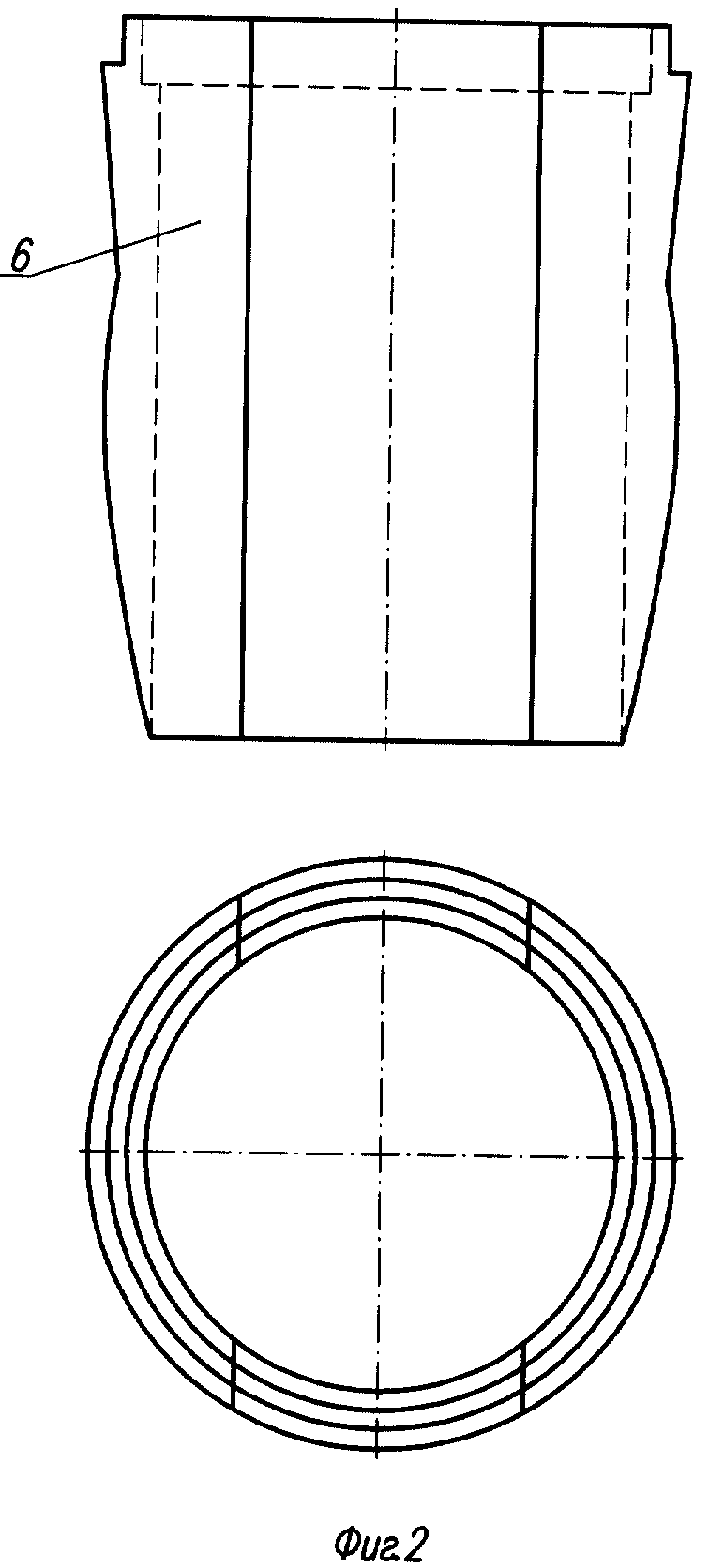
1. Устройство для формования керамических изделий из водных шликеров, включающее корпус с влагопоглощающим слоем, пассивный сердечник, состоящий из опорного фланца с центрирующим штоком и формообразующего конуса, подпиточные емкости и заливочный патрубок, отличающийся тем, что на корпусе в верхней части закреплен кожух, а на поверхности формообразующего конуса установлена и зафиксирована разборная кольцевая вставка с возможностью осевого перемещения, при этом наружный профиль вставки повторяет внутренний профиль формуемого изделия.
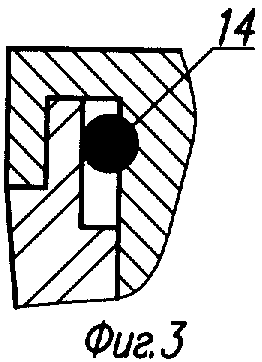
2. Устройство по п.1, отличающееся тем, что разборная кольцевая вставка зафиксирована упругим кольцом, размещенным в кольцевой выточке на формообразующем конусе.
3. Устройство по п.1, отличающееся тем, что разборная кольцевая вставка зафиксирована подпружиненными шариками или штифтами, установленными на формообразующем конусе.
4. Устройство по п.1, отличающееся тем, что разборная кольцевая вставка выполнена из коррозионно-стойкого металла.
5. Устройство по п.1, отличающееся тем, что разборная кольцевая вставка выполнена из неметаллического материала из ряда слоистых или блочных пластмасс.
Названная совокупность конструктивных признаков устройства обеспечивает получение конусообразных изделий с утолщением у основания конуса и поднутрением на внутренней поверхности. Согласно правилам формования изделий путем литья в гипсовые формы завершение набора во всех частях изделия должно быть примерно одновременным во избежание его растрескивания. Для того чтобы выполнить это условие, требуется интенсифицировать процесс набора в утолщенной части. Это достигается путем наружного обогрева корпуса в зоне утолщения формуемого изделия. Для осуществления обогрева в верхней части корпуса в зоне утолщенной стенки изделия устанавливается кожух, в который подается подогретый воздух от нагнетателя. Проточный подогретый воздух уменьшает влажность гипса, и, тем самым, возрастает скорость набора изделия, что позволяет завершить процесс набора в тонкой и утолщенных частях изделия одновременно.
Для обеспечения возможности формования изделий с поднутрением на внутренней поверхности в заявляемой конструкции на наружной поверхности формообразующего конуса установлена разборная кольцевая вставка, зафиксированная легкоразъемным соединением. Такое легкоразъемное соединение вставки с формообразующим конусом обеспечивает, например, упругое неметаллическое кольцо, установленное в кольцевой выточке на наружной поверхности формообразующего конуса. Разборная кольцевая вставка, состоящая из отдельных секторов, выполнена из коррозионно-стойкого металла, например алюминия, или из ряда слоистых или блочных пластмасс, например текстолита, винилпласта, полиамида и т.д.
Заявляемая конструкция обеспечивает формование изделий с поднутрением на внутренней поверхности изделия и выемку сердечника из матрицы за счет разъема по поверхности сочленения кольцевой вставки и формообразующего конуса. При этом выемка сердечника осуществляется в два приема. Сначала извлекается формообразующий конус с опорным фланцем, а затем разборная кольцевая вставка.
На приведенных чертежах на фиг.1 изображен общий вид заявляемого устройства, на фиг.2 - общий вид разборной вставки, на фиг.3, 4, 5 - варианты фиксации кольцевой вставки.
Конструкция устройства для формования керамических изделий из водных шликеров включает кантователь 1 с приводом вращения, установленный на кантователе перфорированный корпус 2 с влагопоглощающим слоем гипса 3, пассивный сердечник, состоящий из опорного фланца 4 с центрирующим штоком и формообразующего конуса 5, кольцевую вставку 6, установленный на наружной поверхности корпуса кожух 7, к которому подсоединен трубопровод от нагнетателя подогретого воздуха 8. К носовой части корпуса подсоединен заливочный патрубок 9, необходимый для подачи шликера, а на опорном фланце сердечника установлены подпиточные емкости 10. Соединение корпуса и сердечника осуществляется посредством направляющих осей 11 и гаек 12, а герметизация заливаемой полости обеспечивается уплотнительной прокладкой 13.
Фиксация кольцевой вставки на наружной поверхности сердечника осуществляется легкоразъемным соединением в виде упругого, например, резинового кольца 14, установленного в кольцевой выточке на наружной поверхности формообразующего конуса или ряда размещенных по окружности подпружиненных шариков 15 или штифтов 16.
Устройство работает следующим образом.
На кантователь 1 устанавливают в вертикальном положении корпус 2 с закрепленным на нем кожухом 7 и наформованным слоем гипса 3. Затем производят предварительную сборку сердечника, т.е. соединяют опорный фланец 4 с формообразующим конусом 5 и монтируют кольцевую вставку 6 на наружной поверхности формообразующего конуса и фиксируют ее упругим неметаллическим кольцом 14. Собранный сердечник устанавливают в корпус, предварительно установив между фланцами уплотнительную прокладку 13, и производят их соединение соединительными осями 11 и крепежными гайками 12. Затем к нижней части корпуса подсоединяют заливочный патрубок 9, на опорном фланце сердечника закрепляют подпиточные емкости 10, общий объем которых должен превышать необходимый объем подпитки при наборе изделия, а к кожуху подсоединяют нагнетатель подогретого воздуха 8. Подача шликера в заливаемую полость осуществляется из бака по системе сообщающихся сосудов до полного заполнения заливаемой полости и подпиточных емкостей. После прекращения подачи шликера подают в корпус нагретый до 50°С воздух, например, термовентилятором с расходом 50...200 л/мин. Расход воздуха - величина регулируемая и зависит от размеров стенки формуемого изделия в тонкой и утолщенной частях.
После завершения набора изделия подачу воздуха прекращают, на кантователе переворачивают устройство для слива излишков шликера, возвращают устройство в исходное состояние и производят разборку в обратном порядке, описанном выше.
При выемке сердечника извлекается только опорный фланец 4 в сборе с формообразующим конусом 5, а кольцевая вставка 6 вследствие предусмотренного легкоразъемного соединения с формообразующем конусом остается во внутренней части отформованного изделия и извлекается во вторую очередь путем разборки по частям.
Заявляемое устройство для формования керамических изделий позволяет формовать изделия с переменной толщиной стенки и поднутрением на внутренней поверхности. Это обеспечивает многократное сокращение последующей механической обработки труднообрабатываемого материала, уменьшает расход алмазного инструмента и сокращает трудозатраты. Следовательно, заявляемое изобретение соответствует условию промышленной применимости.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2004 |
|
RU2257293C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2015 |
|
RU2583799C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2008 |
|
RU2366573C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 1998 |
|
RU2137599C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 1997 |
|
RU2123928C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2007 |
|
RU2358861C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧЕК ИЗ ВОДНЫХ ШЛИКЕРОВ | 2005 |
|
RU2297322C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2236938C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2006 |
|
RU2305627C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2001 |
|
RU2207949C2 |


Изобретение относится к керамической промышленности и может быть применено в производстве изделий из кварцевой керамики и других керамических материалов методом водного шликерного литья в гипсовых формах. Техническим результатом изобретения является получение изделий конусообразной формы с утолщенной стенкой у основания корпуса и поднутрением на внутренней поверхности. Устройство для формования керамических изделий из водных шликеров включает перфорированный корпус с влагопоглощающим слоем, пассивный сердечник, состоящий из опорного фланца с центрирующим штоком и формообразующего конуса, подпиточные емкости и заливочный патрубок. На корпусе в верхней части смонтирован кожух, а на наружной поверхности формообразующего конуса установлена и зафиксирована с возможностью осевого перемещения относительно конуса кольцевая разборная вставка, наружная поверхность которой повторяет внутренний профиль формуемого изделия. 4 з.п. ф-лы, 5 ил.
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 1998 |
|
RU2137599C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2001 |
|
RU2207949C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2000 |
|
RU2191688C2 |
| Способ формовки литьем полых керамических изделий | 1984 |
|
SU1281421A1 |
| US 4288058 А, 08.09.1981. | |||

