Изобретение относится к области сварки, а именно к способам изготовления стальных осесимметричных сварных конструкций в виде тонкостенного трубчатого каркаса с толстостенными навесными элементами, и может быть использовано при сварке протяженных конструкций, включающих сочетание массивных и тонкостенных элементов.
Такого рода конструкции довольно специфичны, они представляют собой каркасные силовые узлы, входящие в состав изделий ответственного назначения, работающих в тяжелых условиях импульсного возрастания температуры и давления внутренней агрессивной среды, скоростных упруго-пластических деформаций и т.д. В связи с чем к ним предъявляются высокие прочностные требования.
При этом особенностью изготовления таких конструкций является обеспечение высокой размерной точности как при сборке и позиционировании элементов друг относительно друга, так и при действии сварочных деформаций в процессе термического цикла сварки и после него в процессе охлаждения конструкции, исключая ее коробление и потерю устойчивости. Выполнение данного требования осложняется большой протяженностью конструкций (отношение диаметра к длине составляет более 1:7), достигающих в длину более 2000 мм.
При относительном многообразии общим в таких конструкциях является наличие так называемого «стержневого каркаса» в виде центрального трубчатый элемента между массивными торцевыми основаниями, выполняющими роль элементов стыковки с соседними отсеками изделия.
Наиболее близким по технической сути и достигаемому техническому результату является способ изготовления такого рода конструкций по патенту №2389592, В23K 31/02, опубл. 20.05.2010 г., БИ №14, 2010 г., принятому авторами за прототип, при котором приварку элементов к сваренному каркасу, состоящему из центрального трубчатого и торцевых элементов, осуществляют с использованием технологических зазоров, а также определенной последовательности и приемов выполнения сварочных операций.
Такой способ позволяет за счет технологических зазоров учесть перемещения свариваемых элементов вследствие влияния высокотемпературного термического цикла сварки и избежать коробления конструкции.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа изготовления осесимметричных сварных конструкций, принятого авторами за прототип, относится наличие между торцевыми основаниями, приваренными к центральному трубчатому элементу, вместо перегородок (тонкостенных ребер), как в прототипе, массивных навесных элементов, что требует других технологических приемов и методов ведения сварочных операций.
Таким образом, задачей данного технического решения (прототипа) являлось обеспечение размерной точности и технологичности изготовления каркасной конструкции, основанной на учете посредством зазоров многократных продольных расширений и сужений конструкции вследствие интенсивного термического воздействия и последующего межоперационного охлаждения при выполнении сварочных операций.
Общими признаками с предлагаемым авторами способом изготовления тонкостенной осесимметричной сварной конструкции с толстостенными навесными элементами, содержащей трубчатый каркас с торцевыми фланцами, является сборка в сварочном приспособлении, электродуговая сварка плавлением в среде защитных газов и мехобработка.
В отличие от прототипа в предлагаемом авторами способе изготовления тонкостенной осесимметричной сварной конструкции с толстостенными навесными элементами в трубных толстостенных заготовках навесных элементов в местах их приварки формируют технологические буртики толщиной и шириной, равной толщине трубчатого каркаса, и технологические отверстия, трубчатый каркас выполняют в виде тонкостенной разнотолщинной обечайки, в утолщениях которой мехобработкой формируют упоры для навесных элементов, при этом предварительно на участок обечайки под установку левого торцевого фланца с поднутрением наносят защитное покрытие, затем осуществляют предварительную сборку с использованием стапеля с роликоопорой, с торцов обечайки вставляют до упоров два средних навесных элемента, затем устанавливают торцевые фланцы, далее собранную конструкцию закрепляют на установке сварки в сварочном приспособлении, прижимая торцевые фланцы, производят прихватку левого торцевого фланца, далее сборку ведут последовательно слева направо с позиционированием положения каждого последующего элемента относительно предыдущего с помощью приспособлений и технологических отверстий с фиксацией каждого элемента прихватками, контролируют точность позиционирования, затем осуществляют автоматическую сварку в среде защитных газов, сваренную конструкцию подвергают пневмоиспытаниям.
В частном случае, то есть в конкретных формах выполнения, изобретение характеризуется следующими признаками:
- трубные толстостенные заготовки навесных элементов получают с использованием метода электрошлакового литья, обечайку изготавливают методом холодной пластической деформации ротационной вытяжкой со степенью обжатия до 80% с последующим отжигом, уменьшающим напряжения, на уровень свойств по прочности не менее 539 МПа и удлинению не менее 2%;
- на участок обечайки под установку левого торцевого фланца с поднутрением наносят защитное покрытие на расстоянии 5…10 мм до зоны сварки.
Именно это позволяет сделать вывод о причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа, и на которые распространяется испрашиваемый объем правовой защиты, во всех случаях достаточны.
Задачей предлагаемого изобретения является обеспечение требуемой прочности конструкции, пространственного позиционирования привариваемых элементов и повышение технологичности изготовления.
Указанный технический результат при осуществлении изобретения достигается тем, что при известном способе изготовления тонкостенной осесимметричной сварной конструкции с толстостенными навесными элементами, содержащей трубчатый каркас с торцевыми фланцами, включающем сборку в сварочном приспособлении, электродуговую сварку плавлением в среде защитных газов и мехобработку, особенность заключается в том, что в трубных толстостенных заготовках навесных элементов в местах их приварки формируют технологические буртики толщиной и шириной, равной толщине трубчатого каркаса и технологические отверстия, трубчатый каркас выполняют в виде тонкостенной разнотолщинной обечайки, в утолщениях которой мехобработкой формируют упоры для навесных элементов, при этом предварительно на участок обечайки под установку левого торцевого фланца с поднутрением наносят защитное покрытие, затем осуществляют предварительную сборку с использованием стапеля с роликоопорой, с торцов обечайки вставляют до упоров два средних навесных элемента, затем устанавливают торцевые фланцы, далее собранную конструкцию закрепляют на установке сварки в сварочном приспособлении, прижимая торцевые фланцы, производят прихватку левого торцевого фланца, далее сборку ведут последовательно слева направо с позиционированием положения каждого последующего элемента относительно предыдущего с помощью приспособлений и технологических отверстий с фиксацией каждого элемента прихватками, контролируют точность позиционирования, затем осуществляют автоматическую сварку в среде защитных газов, сваренную конструкцию подвергают пневмоиспытаниям.
Новая совокупность конструктивных элементов и технологических приемов, а также наличие связей между ними позволяет, в частности, за счет:
- формирования технологических буртиков в трубных толстостенных заготовках навесных элементов в местах их приварки толщиной и шириной, равной толщине трубчатого каркаса, выровнить сечения свариваемых элементов, обеспечить их качественное сплавление, обеспечить требуемую прочность сварных соединений;
- формирования технологических отверстий в трубных толстостенных заготовках навесных элементов создать условия для последующего их пространственного позиционирования друг относительно друга;
- выполнения трубчатого каркаса в виде тонкостенной разнотолщинной обечайки, в утолщениях которой мехобработкой формируют упоры для навесных элементов, уменьшить металлоемкость конструкции, повысить технологичность сборки навесных элементов по упорам;
- предварительного нанесения защитного покрытия на участок обечайки под установку левого торцевого фланца с поднутрением обеспечить антикоррозионную защиту данного места, труднодоступного после выполнения сварочных работ, обеспечить требуемую прочность при длительных сроках хранения, повысить технологичность изготовления;
- осуществления предварительной сборки с использованием стапеля с роликоопорой посредством установки с торцов обечайки до упоров вначале два средних навесных элемента, а затем торцевых фланцев повысить технологичность изготовления;
- закрепления собранной конструкции на установке сварки в сварочном приспособлении, прижимая торцевые фланцы, прихватки левого торцевого фланца, последовательной сборки слева направо с позиционированием положения каждого последующего элемента относительно предыдущего с помощью приспособлений и технологических отверстий с фиксацией каждого элемента прихватками обеспечить пространственное позиционирования привариваемых элементов и повысить технологичность изготовления;
- контроля точности позиционирования и только после этого автоматической сварки в среде защитных газов, а также пневмоиспытаний сваренной конструкции, гарантировать точность сборки, исключив тем самым трудоемкие исправительные операции, повысить технологичность изготовления.
Признаки, характеризующие изобретение в конкретных формах исполнения, позволяют, в частности, за счет:
- получения трубных толстостенных заготовок навесных элементов с использованием метода электрошлакового литья резко повысить чистоту металла, повысить прочность, получить заготовки нестандартных для трубопрокатного производства размера, повысить технологичность изготовления;
- изготовления обечайки методом холодной пластической деформации ротационной вытяжкой со степенью обжатия до 80% с последующим отжигом, уменьшающим напряжения, на уровень свойств по прочности не менее 539 МПа и удлинению не менее 2% повысить прочность за счет деформационного упрочнения (наклепа) и, соответственно, надежность конструкции, а также повысить технологичность за счет высокой производительности ротационной вытяжкой;
- нанесения на участок обечайки под установку левого торцевого фланца с поднутрением защитного покрытия на расстоянии 5…10 мм до зоны сварки исключить насыщение сварного шва продуктами выгорания покрытия и, соответственно, нарушение качества шва, обеспечить требуемую прочность соединения.
Сущность изобретения заключается в том, что при осуществлении способа изготовления тонкостенной осесимметричной сварной конструкции с толстостенными навесными элементами, содержащей трубчатый каркас с торцевыми фланцами, включающего сборку в сварочном приспособлении, электродуговую сварку плавлением в среде защитных газов и мехобработку, в отличие от прототипа, согласно изобретению, в трубных толстостенных заготовках навесных элементов в местах их приварки формируют технологические буртики толщиной и шириной, равной толщине трубчатого каркаса, и технологические отверстия, трубчатый каркас выполняют в виде тонкостенной разнотолщинной обечайки, в утолщениях которой мехобработкой формируют упоры для навесных элементов, при этом предварительно на участок обечайки под установку левого торцевого фланца с поднутрением наносят защитное покрытие, затем осуществляют предварительную сборку с использованием стапеля с роликоопорой, с торцов обечайки вставляют до упоров два средних навесных элемента, затем устанавливают торцевые фланцы, далее собранную конструкцию закрепляют на установке сварки в сварочном приспособлении, прижимая торцевые фланцы, производят прихватку левого торцевого фланца, далее сборку ведут последовательно слева направо с позиционированием положения каждого последующего элемента относительно предыдущего с помощью приспособлений и технологических отверстий с фиксацией каждого элемента прихватками, контролируют точность позиционирования, затем осуществляют автоматическую сварку в среде защитных газов, сваренную конструкцию подвергают пневмоиспытаниям.
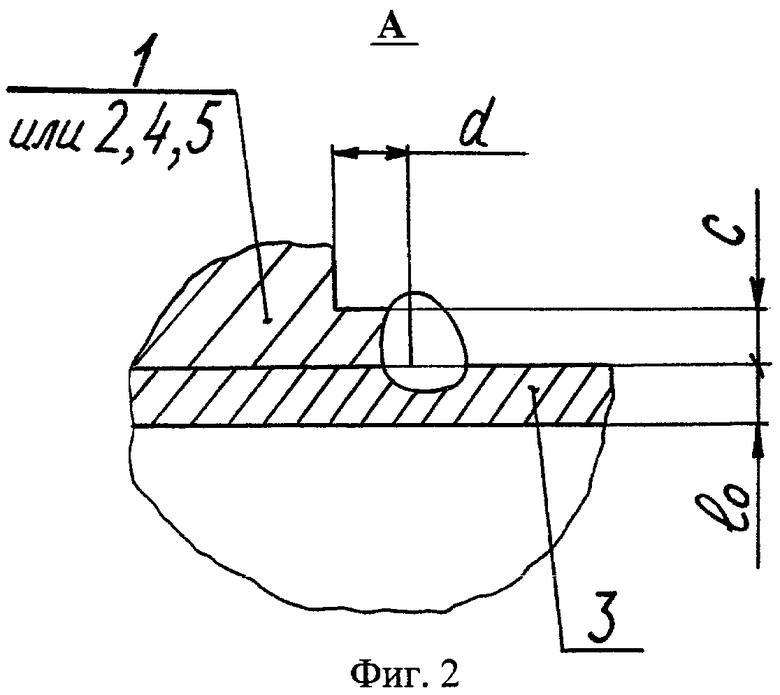
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 представлен общий вид сварной конструкции; на фиг.2 - сварное соединение привариваемых навесных элементов.
Изготовление тонкостенной осесимметричной сварной конструкции с толстостенными навесными элементами осуществляют следующим образом. Механической обработкой резанием из трубных толстостенных заготовок изготавливают навесные элементы 1, 2, 4 и 5, два из которых 1 и 5 являются торцевыми фланцами. Исходя из назначения конструкции навесной элемент 1 получают с внутренним поднутрением. В местах приварки навесных элементов 1, 2, 4, 5 формируют технологические буртики 7 (фиг.1) толщиной с и шириной d, равной толщине l0 трубчатого каркаса 3 (фиг.2). Кроме того, в навесных элементах 1, 2, 4, 5 формируют технологические отверстия 6. Трубчатый каркас 3 выполняют, например, холодной обработкой металла давлением, в виде тонкостенной разнотолщинной обечайки, в утолщениях которой мехобработкой формируют упоры 8. При этом для сборки могут быть использованы упоры 9, выполненные в торцевых навесных элементах, как, например, в элементе 1. Перед началом сборочных операций на участок обечайки 3 наносят защитное покрытие на участок L под установку левого торцевого фланца 1 с поднутрением. Затем осуществляют предварительную сборку конструкции с использованием стапеля с роликоопорой, для чего с торцов обечайки 3 вставляют до упоров 8 два средних навесных элемента 2 и 4, потом устанавливают торцевые фланцы 1 и 5. Далее собранную конструкцию закрепляют на установке сварки в сварочном приспособлении, прижимая торцевые фланцы 1 и 5. Прихватывают левый торцевой фланец 1. Далее сборку с использованием прихваток ведут последовательно слева направо с позиционированием положения каждого последующего элемента относительно предыдущего с помощью приспособлений и технологических отверстий 6. В случае, когда в конструкции элементов имеются отверстия, то их используют вместо технологических, как, например, отверстие 10 в элементе 1. Собранные таким образом элементы 1, 2, 4 и 5 на обечайке 3 и зафиксированные сварочными прихватками подвергают контролю точности позиционирования этих элементов и только после этого осуществляют автоматическую сварку в среде защитных газов швами №1-4 с выполнением сварных соединений, приведенных на фиг.2. Сваренную конструкцию подвергают испытаниям на герметичность, например, в ванне с жидкостью внутренним пневматическим давлением (0,2±0,02) МПа с выдержкой при этом давлении не менее 30 с.
В частных случаях трубные толстостенные заготовки навесных элементов 1, 2, 4 и 5 получают с использованием одного из методов специальной электрометаллургии - метода электрошлакового литья, например, в стационарный кристаллизатор с дорном (внутренним кристаллизатором) скользящего типа. При этом обечайку 3 изготавливают одним из методов холодной пластической деформации - ротационной вытяжкой на специализированном прокатном оборудовании, со степенью обжатия до 80% с последующим отжигом, уменьшающим напряжения, на уровень свойств по прочности не менее 539 МПа и удлинению не менее 2%. Защитное покрытие на участок L обечайки 3 под установку левого торцевого фланца 1 с поднутрением наносят на расстоянии l до зоны сварки швом №1.
Способ позволяет обеспечить требуемую прочность конструкции, пространственное позиционирование привариваемых элементов и повысить технологичность изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНО-КОМБИНИРОВАННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2011 |
|
RU2456146C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ СЛОЖНОКОМБИНИРОВАННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2449870C1 |
| Способ изготовления сложно-комбинированного осесимметричного сварного изделия | 2020 |
|
RU2741737C1 |
| Способ изготовления стальной осесимметричной сварной конструкции | 2016 |
|
RU2626116C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ СЛОЖНОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2437745C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2011 |
|
RU2454307C1 |
| Способ изготовления осесимметричного сварного корпуса сосуда высокого давления | 2019 |
|
RU2700230C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2438843C1 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ РАЗНОЙ ТОЛЩИНЫ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2013 |
|
RU2552823C2 |
Способ относится к изготовлению стальных осесимметричных сварных конструкций в виде тонкостенного трубчатого каркаса с толстостенными навесными элементами. В местах приварки навесных элементов формируют технологические буртики толщиной и шириной, равной толщине трубчатого каркаса, и технологические отверстия. Трубчатый каркас выполняют в виде тонкостенной разнотолщинной обечайки. В утолщениях обечайки мехобработкой формируют упоры для навесных элементов. Предварительно на участок обечайки под установку левого торцевого фланца с поднутрением наносят защитное покрытие. Вначале осуществляют предварительную сборку с использованием стапеля с роликоопорой. С торцов обечайки вставляют до упоров два средних навесных элемента. Устанавливают торцевые фланцы. Собранную конструкцию закрепляют на установке сварки в сварочном приспособлении, прижимая торцевые фланцы. Производят прихватку левого торцевого фланца. Далее сборку ведут последовательно слева направо с позиционированием положения каждого последующего элемента относительно предыдущего с помощью приспособлений и технологических отверстий с фиксацией каждого элемента прихватками. Контролируют точность позиционирования, осуществляют автоматическую сварку в среде защитных газов и пневмоиспытания. Способ позволяет обеспечить требуемую прочность конструкции, пространственное позиционирование привариваемых элементов и повысить технологичность изготовления. 2 з.п. ф-лы, 2 ил.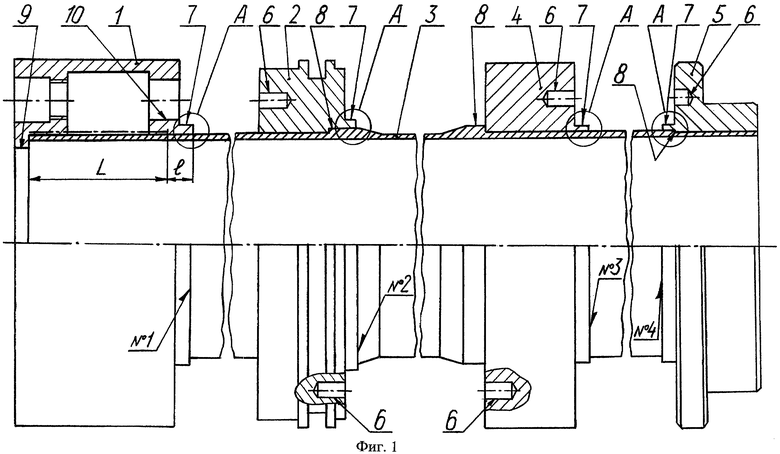
1. Способ изготовления тонкостенной осесимметричной сварной конструкции с трубными толстостенными навесными элементами, содержащей трубчатый каркас с торцевыми фланцами, включающий сборку в сварочном приспособлении, электродуговую сварку плавлением в среде защитных газов и мехобработку, отличающийся тем, что в трубных толстостенных заготовках навесных элементов в местах их приварки формируют технологические буртики, толщиной и шириной равной толщине трубчатого каркаса, и технологические отверстия, трубчатый каркас выполняют в виде тонкостенной разнотолщинной обечайки, в утолщениях которой мехобработкой формируют упоры для навесных элементов, при этом предварительно на участок обечайки под установку левого торцевого фланца с поднутрением наносят защитное покрытие, затем осуществляют предварительную сборку с использованием стапеля с роликоопорой, с торцов обечайки вставляют до упоров два средних навесных элемента, затем устанавливают торцевые фланцы, далее собранную конструкцию закрепляют на установке сварки в сварочном приспособлении, прижимают торцевые фланцы, производят прихватку левого торцевого фланца, и далее сборку ведут последовательно слева направо с позиционированием положения каждого последующего элемента относительно предыдущего с помощью приспособлений и технологических отверстий с фиксацией каждого элемента прихватками, контролируют точность позиционирования, затем осуществляют автоматическую сварку в среде защитных газов, сваренную конструкцию подвергают пневмоиспытаниям.
2. Способ по п.1, отличающийся тем, что трубные толстостенные заготовки навесных элементов получают с использованием метода электрошлакового литья, а обечайку изготавливают методом холодной пластической деформации ротационной вытяжкой со степенью обжатия до 80% с последующим отжигом, уменьшающим напряжения, на уровень свойств по прочности не менее 539 МПа и удлинению не менее 2%.
3. Способ по п.1, отличающийся тем, что на участок обечайки под установку левого торцевого фланца с поднутрением наносят защитное покрытие на расстоянии 5…10 мм до зоны сварки.
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2008 |
|
RU2389592C1 |
| СПОСОБ СОЕДИНЕНИЯ МАТЕРИАЛОВ С ПОКРЫТИЕМ | 2005 |
|
RU2294271C1 |
| Способ дуговой сварки плавлением | 1972 |
|
SU518292A1 |
| Способ изготовления сварных ребристых конструкций | 1989 |
|
SU1780521A3 |
| Сварное соединение | 1977 |
|
SU743818A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТОНКОЛИСТОВЫХ СВАРНЫХ КОНСТРУКЦИЙ БЕЗ ОСТАТОЧНЫХ СВАРОЧНЫХ ДЕФОРМАЦИЙ | 2004 |
|
RU2291770C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ | 1988 |
|
RU1559579C |
| НИКОЛАЕВ Г.А | |||
| и др | |||
| Расчет, проектирование и изготовление сварных конструкций | |||
| -М.: Высшая школа, 1971, с.322-334 | |||
| ВАЙНБОМ Д.И | |||
| Автоматическая дуговая точечная сварка | |||
| - М.: Машиностроение, 1966, с.125. | |||

