Изобретение относится к химической технологии, точнее к усовершенствованному способу выделения н-масляного альдегида (НМА) из смесей, содержащих также изомасляный альдегид (ИМА), пентан-гексановую фракцию предельных углеводородов (ПГФ), бутилформиаты, образующие с НМА азеотропные системы.
Основное количество НМА в промышленности получают по технологии оксосинтеза, основанной на реакции гидроформирования пропилена с использованием в качестве катализатора гидрокарбонилов кобальта. В качестве растворителя реакции гидроформилирования для процессов, в которых получают товарный НМА, используют толуол, бутанолы, тримерные фракции оксосинтеза, т.е. растворители, не образующие азеотропные системы с НМА и имеющие существенно более высокие температуры кипения.
Крупнотонажная установка по производству н- и изо-бутанолов, включает стадию гидроформилирования пропилена на кобальтсодержащем катализаторе с использованием ПГФ в качестве растворителя реакции, стадию отгонки альдегидов, воды, ПГФ, бутанолов, бутилформиатов и других примесей на испарителе от катализатора, стадию гидрирования отгона с последующим выделением бутанолов и ПГФ ректификацией.
Способы выделения НМА из продуктов, содержащих ИМА, ПГФ, воду, бутилформиаты обнаружены не были. Ранее отмечалась сложность выделения НМА из указанных смесей и этим объясняется, почему ПГФ и не применяют в качестве растворителя реакции гидроформилирования при получении в качестве целевого продукта оксосинтеза НМА, несмотря на преимущества этого растворителя с точки зрения селективности и конверсии реакции, а также его низкой стоимости.
Сложность выделения НМА из смесей, содержащих ИМА, воду, бутилформиаты, н-гексан и изогексаны (последние входят в состав ПГФ) состоит в том, что присутствие в смеси изогексанов и н-гексана существенно снижает относительную летучесть компонентов в системах НМА бутилформиаты, что делает эти компоненты трудноразделимыми методом простой ректификации (т.е. без разделяющего агента.
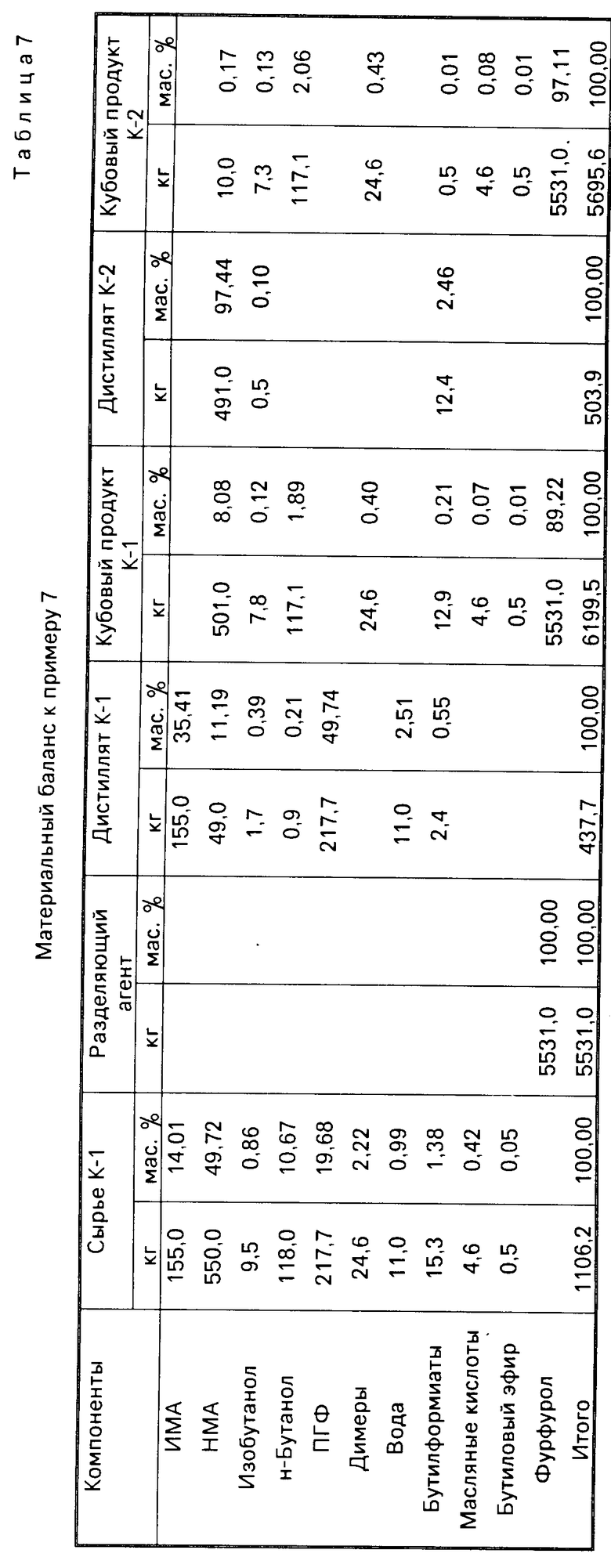
Известны способы разделения близкокипящих кислородсодержащих продуктов методом ректификации с использованием разделяющих агентов. В одной из работ для разделения близкокипящих компонентов спиртов, альдегидов, простых эфиров в качестве Р.а. рекомендуют использовать формамиды, специально синтезируемые для этой цели, а в другой для этой цели используют диметилацетамид, моноэтиламин молочной кислоты, диэтиламид гликолевой кислоты. В материалах указанных способов не приводятся конкретные данные (качество продуктов разделения, выход) для смесей альдегидов и сложных эфиров. Тем не менее наиболее эффективные Р.а. из рекомендуемых были испытаны для выделения НМА из смесей с ПГФ. Как следует из данных приведенного далее примера 7, разделяющий эффект фурфурола наиболее эффективного из указанных Р.а. невелик: чистота выделяемого НМА составляет 97,4% выход от потенциала 89,2 мас.
Недостатком указанных Р.а. является их высокая термолабильность, коррозионная активность, высокая стоимость, большинство из них покупают за валюту. Известен способ выделения НМА из продукта гидроформилирования пропилена с использованием толуола в качестве растворителя реакции и содержащего НМА, ИМА, бутиловые спирты, бутилформиаты, воду, толуол, димерные и тримерные продукты (прототип).
Указанный продукт направляют в питание ректификационной колонны К-1 эффективностью 40 т.т. работающей при давлении верха 1000 мм рт.ст. куба 1280 мм рт.ст. температуре верха 73-75оС, куба 170оС, при кратности орошения 1,5.
По верху колонны выделяют газы, которые сепарируют и выводят из системы, ИМА 21,76% НМА 75,37 мас. воду 1,91 мас. бутиловые спирты 0,27 мас. бутилформиаты 0,23 мас. бутиловые эфиры 0,06 мас. масляные кислоты 0,03 мас.
Боковым отбором в паровой фазе из отгонной секции колонны выделяют, мас. толуол 72,26; ИМА 0,5; НМА 1,76; изобутанол 11,65; н-бутанол 8,49; димеры 2,04; бутилформиаты 3,06; масляные кислоты 0,24.
По низу колонны выводят продукт, содержащий толуол 9,64 мас. остальное димеры, тримеры и соли кобальта.
Верхний продукт колонны К-1 направляют в питание колонны К-2 эффективностью 50 т.т. работающей при давлении верха 1000 мм рт.ст. низа 1350 мм рт. ст. температуре верха 65-70оС, низа 95-100оС, кратности орошения 14,0.
По верху колонны К-2 выделяют изомасляный альдегид состава, мас. пропан 0,75; пропилен 0,07; ИМА 95.83; НМА 0,91; вода 2,44.
По низу колонны выделяют целевой НМА, состава, мас. ИМА 0,98; НМА 97,99; изобутанол 0,35; толуол 0,26; бутилформиаты 0,30; масляные кислоты 0,04; бутиловые эфиры 0,08.
Выход НМА от потенциального содержания в сырье 96,4 мас.
Недостатком известного способа является низкая чистота и выход целевого НМА, выделяемого из продукта гидроформилирования, содержащего ПГФ и бутилформиаты. Это следует из данных примера 5 настоящей заявки. Даже при использовании высокоэффективных колонн, работающих при высоких кратностях орошения, чистота выделяемого НМА составляет 94,59 мас. выход 90,9 мас.
Цель изобретения повышение выхода и чистоты выделяемого НМА из продуктов гидроформилирования пропилена, содержащих ИМА, ПГФ, воду, бутилформиаты и другие примеси. Сущность предлагаемого способа состоит в следующем. Продукт гидроформилирования пропилена состава, мас. ИМА 13-18 НМА 48-59 Изобутанол 0,5-1,3 н-Бутанол 0,8-1,6 ПГФ 13-25 Бутилформиаты 1,2-2,0 Масляные кислоты 0,2-0,6 Бутиловые эфиры 0,03-0,08 Вода 0,8-2,0 Димеры 1-3
Групповой хроматографический состав ПГФ, используемый на Салаватском НХК, включающий 0,01-0,12 мас. углеводородов С4; 55-80 мас. углеводородов С5; 20-45 мас. углеводородов С6 направляют в питание ректификационной колонны К-1 эффективностью 30-40 т.т. работающей при давлении 1,1-1,7 ата, в присутствии разделяющего агента (р.а.). В качестве р.а. используют н-гептан, изогептаны в смеси или индивидуально, взятые в количестве, при котором в питании колонны устанавливается массовое соотношение р.а. бутилформиаты в диапазоне (1-8):1. По верху колонны К-1 выделяют ИМА, воду, ПГФ с примесями бутилформиатов, бутанолов, НМА (3-5% от потенциала). Указанный дистиллят направляют на гидрирование с целью получения бутанолов. ПГФ и р.а. выделяют из продукта гидрирования ректификацией и рециркулируют в процесс.
Кубовый продукт колонны К-1 содержит НМА, бутанолы, неотделенные НАК-1 бутилформиаты, димерные продукты, масляные кислоты, которые напpавляют в питание колонны К-2 эффективностью 20-30 т.т. работающей при флегмовом числе 3-4, температуре верха 75-82оС, куба 113-120оС.
По верху колонны К-2 выделяют целевой НМА, по низу бутанолы, димеры, масляные кислоты, которые направляют на гидрирование и ректификацию с целью получения спиртов С8.
Нижняя граница заявляемого соотношения р.а. бутилформиаты определяется поставленной целью выделение НМА чистотой не ниже 98,0 мас. Верхняя граница экономическими соображениями: увеличение количества р.а. нецелесообразно, ибо на дальнейшем повышении эффекта не сказывается.
Общим признаком предлагаемого и известного способа является двухколонная схема выделения НМА из продукта гидроформилирования пропилена. Существенным отличительным признаком является организация схемы ректификации. В предлагаемом способе по верху колонны К-1 выделяют весь ИМА, ПГФ, воду и большую часть бутилформиатов, основное количество НМА выводят в виде кубового продукта колонны. В известном способе по верху колонны К-1 выделяют ПГФ, ИМА, воду, бутилформиаты и основное количество НМА.
Целевой НМА в предлагаемом способе выделяют по верху колонны К-2, в известном способе по низу.
Вторым существенным отличительным признаком предлагаемого способа является проведение процесса ректификации в колонне К-1 в присутствии парафинов состава С7 в качестве разделяющего агента, взятого в массовом соотношении с бутилформиатами равном (1-8):1.
Использование р.а. в указанном соотношении позволяет повысить качество и выход целевого продукта.
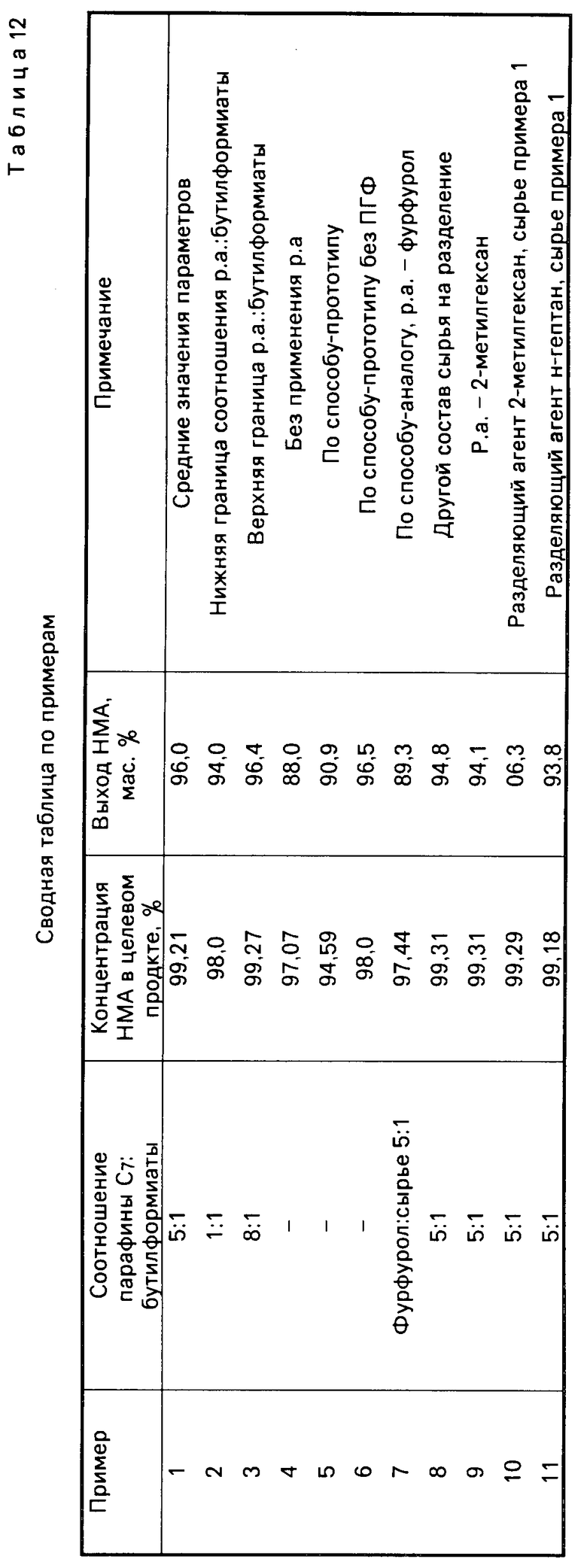
Сопоставление приведенных далее примеров 1,4,5 показывает, что при использовании р. а. в соотношении с бутилформиатом и равном 5: 1 чистота выделяемого НМА составляет 99,21 мас. выход 96,0 мас. Без использования р.а. чистота НМА 97,07 мас. выход 88 мас. при работе по известному способу чистота 94,59 мас. выход 90,9 мас.
Разделяющее действие парафиновых углеводородов состава С7 в системах НМА бутилформиаты в присутствии ПГФ является неочевидным фактом и не может быть предсказано теоретически, данные по фазовым равновесиям в системе НМА бутилформиаты ПГФ вода парафиновые углеводороды С7 в литературе отсутствуют, что не позволяет смоделировать рассматриваемое разделение на ЭВМ, т.е. предлагаемое решение соответствует критерию неочевидности.
Предлагаемый способ выделения НМА легко реализовать на двух колоннах ректификации.
Таким образом, предлагаемый способ позволяет повысить чистоту выделяемого НМА с 94,6 до 99,2 мас. потенциальный выход с 89 до 96 мас.
Основные результаты по примерам 1-9 приведены в сводной табл.10.
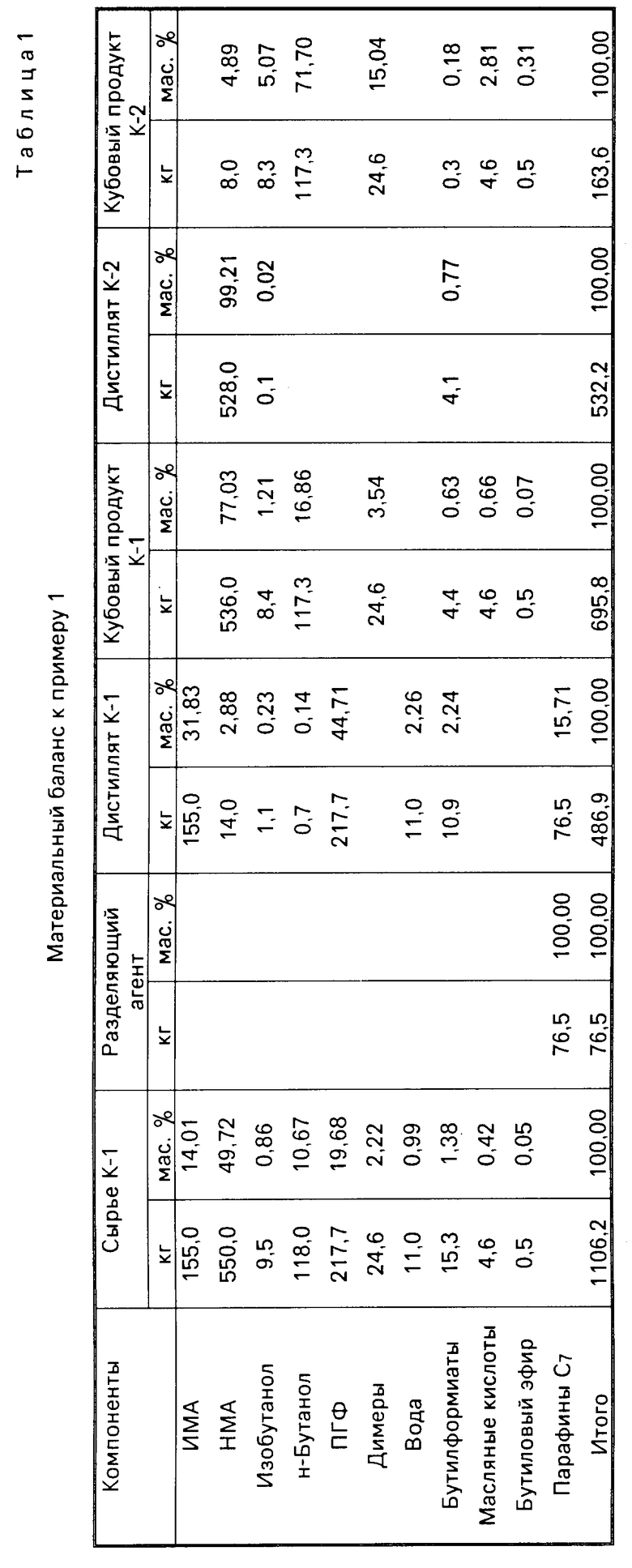
П р и м е р 1 (средние значения заявляемых параметров).
Продукт гидроформилирования пропилена состава, мас. ИМА 14,01 НМА 49,72 Изобутанол 0,86 н-Бутанол 10,67 ПГФ 19,68 Димеры 2,22 Вода 0,99 Бутилформиаты 1,38 Масляные кислоты 0,42 Бутиловые эфиры 0,05 в количестве 1106,2 кг/ч направляют на 20-ю тарелку ректификационной колонны, имеющей 60 клапанных тарелок. Вместе с сырьем в питание колонны вводят в качестве р.а. 76,5 кг/ч парафинов С7, состава, мас. 2,2-диметилпентан 14,9; 2-метилгексан 32,7; 3-метилгексан 26,4; н-гептан 18,0, примеси парафинов С6, С8 3,8; циклопарафинов С6-С8 4,2, выделенную четкой ректификацией из прямогенной бензиновой фракции 62-105оС.
Соотношение р.а. и бутилформиатов 5:1.
Эффективность колонны в теоретических тарелках равна 30 т.т. флегмовое число 6,0, давление верха 1,3 ата, низа 1,7 ата, температура верха 62оС, низа 88оС.
В качестве дистиллята колонны К-1 выделяют 486,9 кг/ч продукта состава, приведенного в табл.1 материального баланса опыта.
Указанный продукт подвергают гидрированию на алюмоцинкхромовом катализаторе при давлении 308 атм, температуре 320оС, при объемной скорости подачи жидкого альдегидсодержащего продукта 2,0 ч-1. В результате получают гидрогенизат состава, мас. ИМА 0,92; НМА 0,12; изобутанол 30,9; н-бутанол 2,62. ПГФ 45,63; вода 2,38; бутилформиаты 0,11; р.а. 17,32.
Указанный продукт направляют в питание ректификационной колонны эффективностью 30 т.т. работающей при флегмовом числе 5,0, при давлении верха 0,3 ати, низа 0,45 ати. По верху колонны выделяют ПГФ, возвращаемый на стадию гидроформилирования, боковым погоном в жидкой фазе с 12 т.т. от верха колонны р.а. низом бутанолы, направляемые на очистку по действующей на Салаватском НХК схеме.
Кубовый продукт колонны К-1, содержащий НМА, бутанолы, не отделенные на К-1 бутилформиаты, димерные продукты; масляные кислоты, направляют в питание колонны К-2 эффективностью 26 т.т. работающую при флегмовом числе 3,6, температуре верха 76оС, куба 118оС. По верху К-2 выделяют целевой НМА чистотой 99,21 мас. с выходом от потенциала 96,0 мас. Покомпонентный материальный баланс опыта приведен в табл.1.
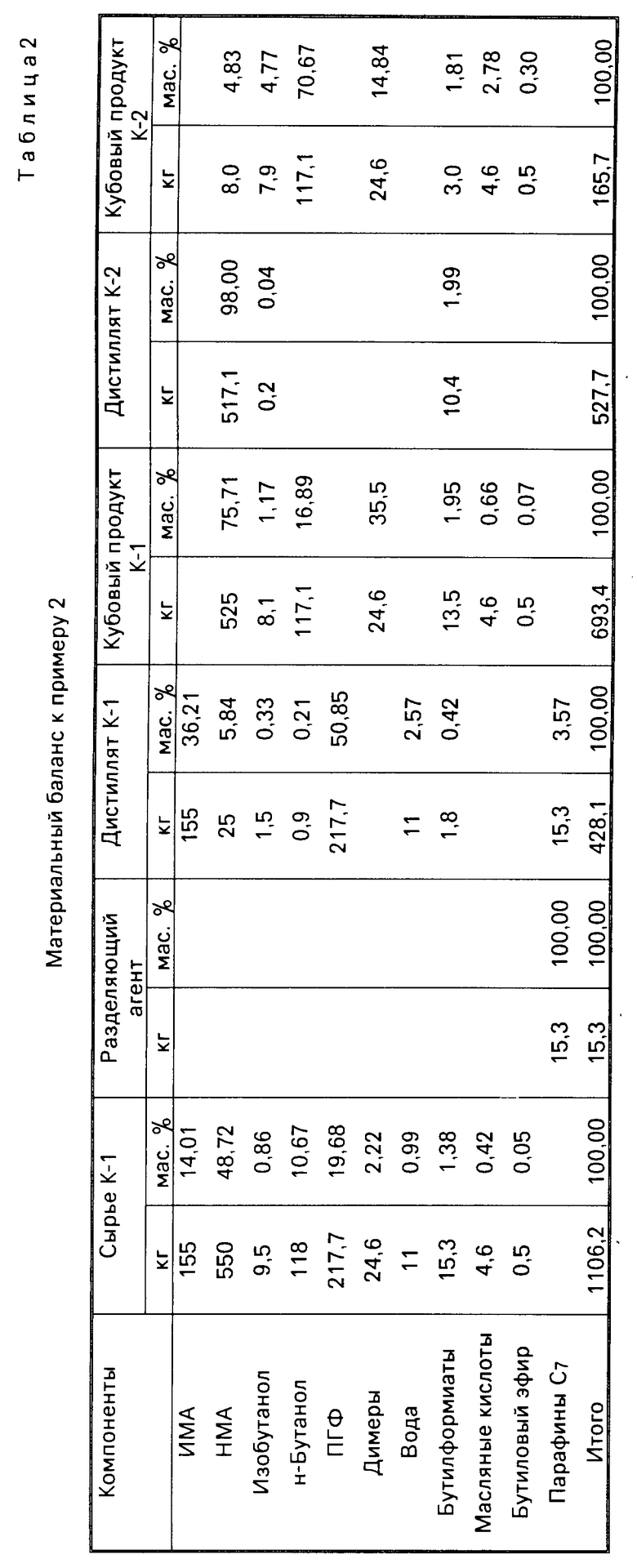
П р и м е р 2 (нижняя граница соотношения р.а. и бутилформиатов).
Сырье состава, приведенного в примере 1, подвергают разделению аналогично примеру 1 с тем отличием, что соотношение р.а. и бутилформиатов в колонне К-1 соответствует нижней заявляемой границе, а именно 1:1.
Покомпонентный материальный баланс опыта приведен в табл.2.
В результате выделяют НМА чистотой 98,0% с выходом от потенциала 94,0 мас.
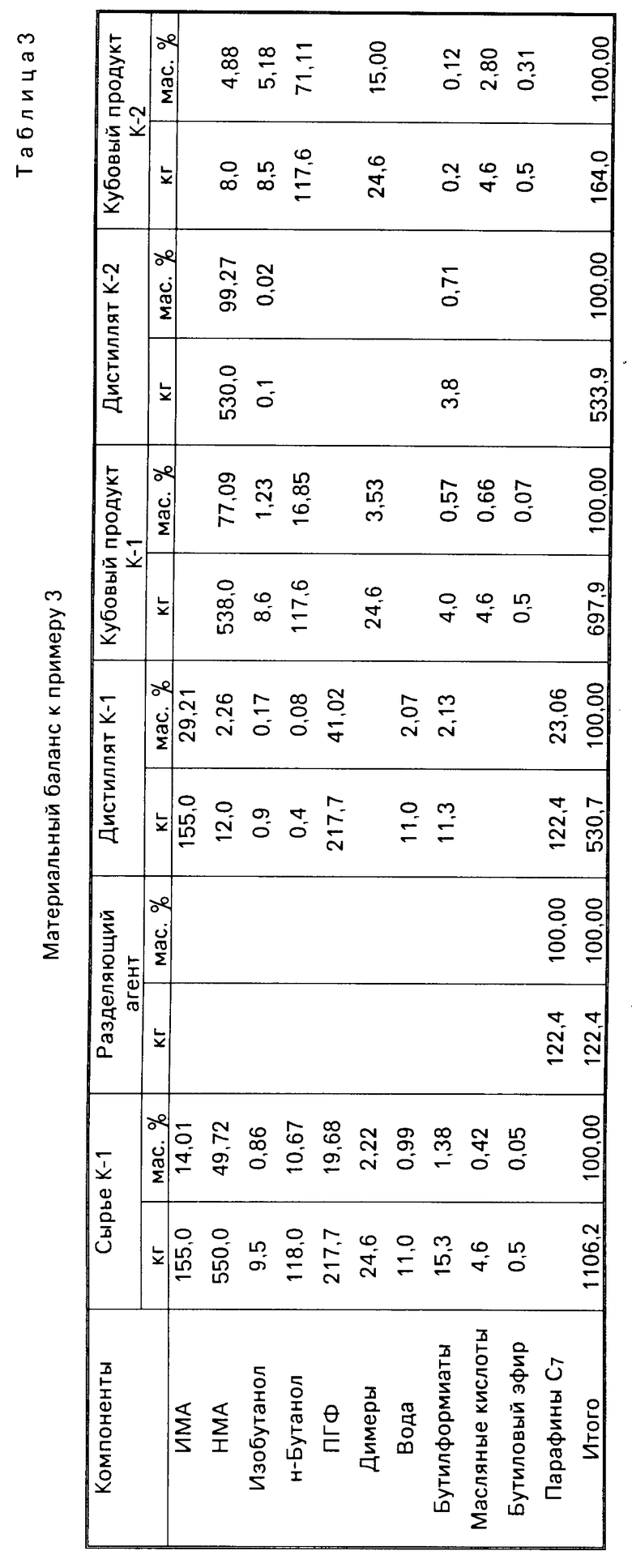
П р и м е р 3 (верхняя граница соотношения р.а. и бутилформиатов)
Сырье состава, приведенного в примере 1, подвергают разделению аналогично примеру 1 с тем отличием, что соотношение р.а. и бутилформиатов в колонне К-1 соответствует верхней заявляемой границе, а именно 8:1.
Покомпонентный материальный баланс опыта приведен в табл.3.
В результате выделяют НМА чистотой 99,27 мас. с выходом 96,4 мас.
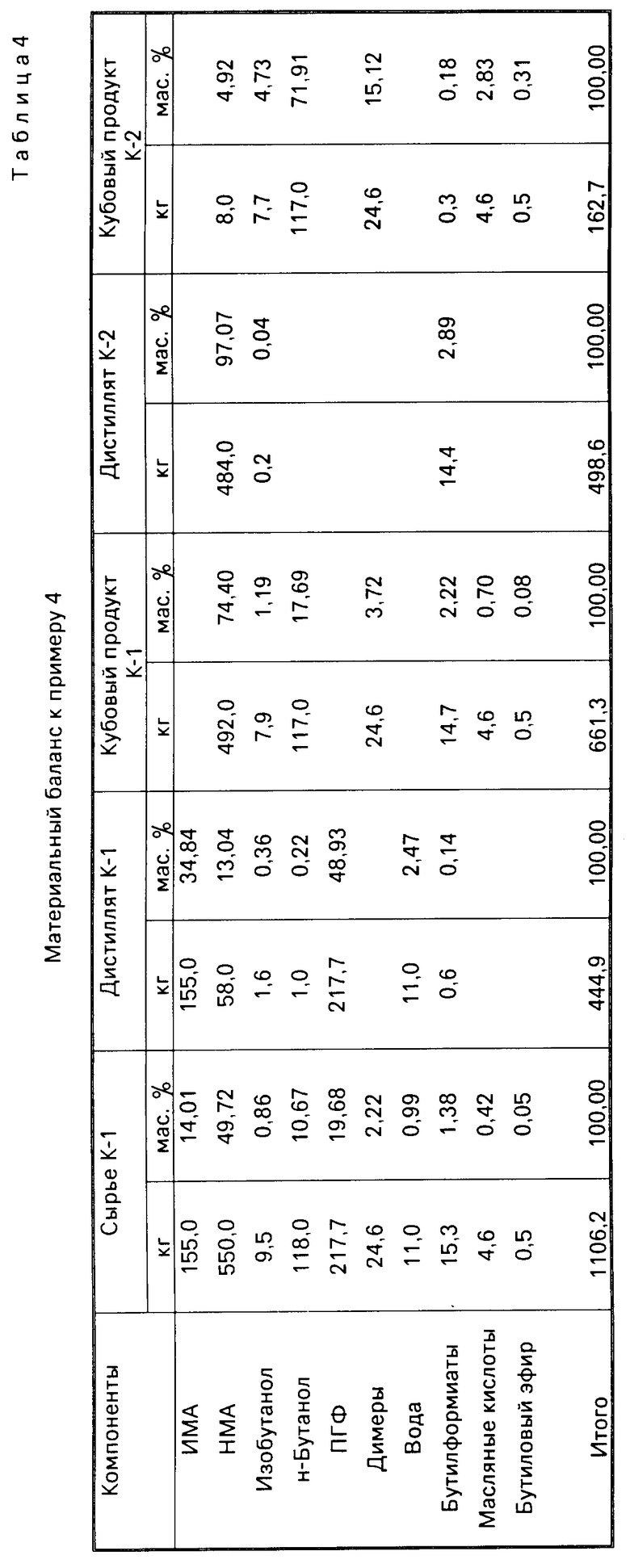
П р и м е р 4 (сравнительный, ректификация без р.а.).
Сырье состава, приведенного в примере 1, подвергают разделению аналогично примеру 1 с тем отличием, что разделяющий агент в колонну К-1 не вводят.
Покомпонентный материальный баланс опыта приведен в табл.4.
В результате выделяют НМА чистотой 97,07 мас. с выходом от потенциала 88 мас.
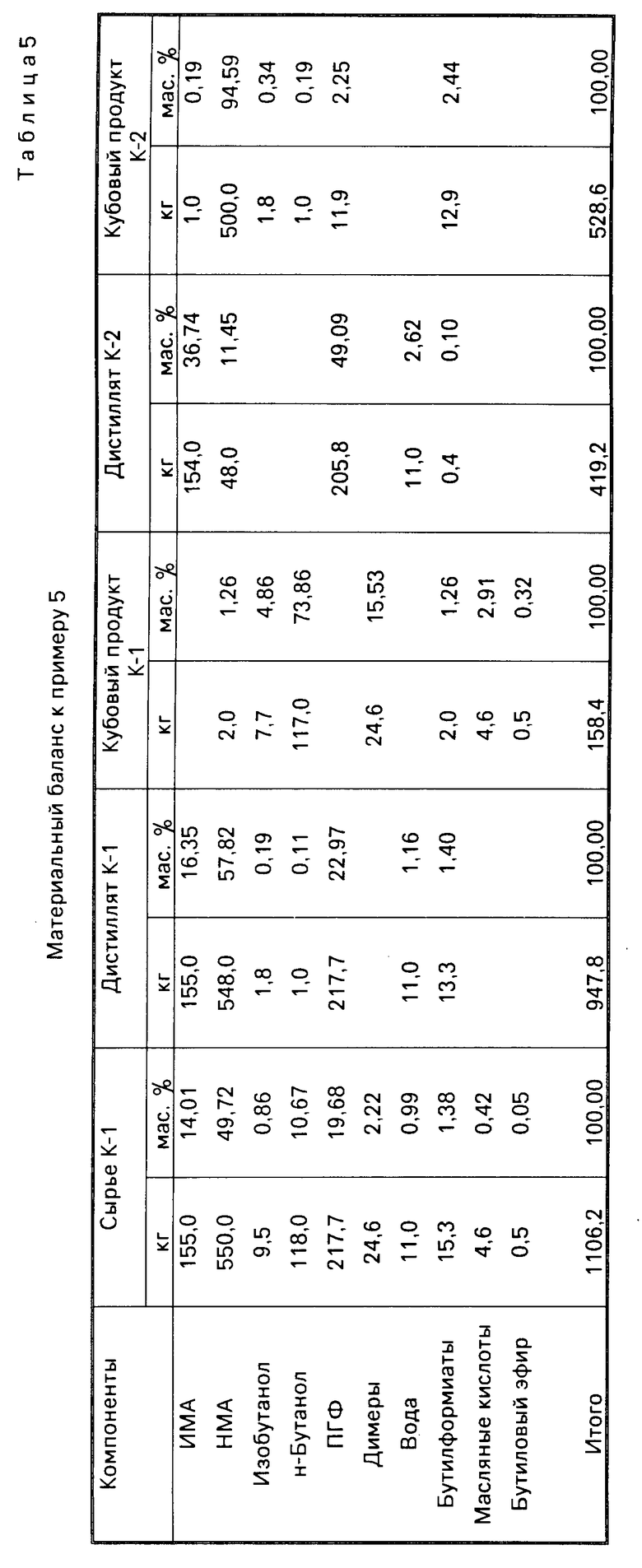
П р и м е р 5 (по способу-прототипу).
Сырье состава, приведенного в примере 1, подвергают разделению на колонне эффективностью 40 т.т. работающей при давлении верха 998 мм рт.ст. куба 1248 мм рт. ст. температуре верха 69,2оС, куба 168оС, при флегмовом числе 1,5.
Дистиллятный продукт колонны К-1 направляют в питание колонны К-2 эффективностью 50 т.т. работающей при давлении верха 993 мм рт.ст. низа 1344 мм рт.ст. температуре верха 67оС, низа 97оС, флегмовом числе 14,0.
По низу колонны К-2 выводят целевой НМА.
Покомпонентный материальный баланс опыта приведен в табл.5.
В результате выделяют НМА чистотой 94,59 мас. с выходом от потенциала 90,9 мас. При проведении опыта в колонне К-1 при эффективности колонны 60 т. т. и флегмовом числе 8,0, а в колонне К-2 при эффективности 73 т.т. и флегмовом числе 23,0, выделяют НМА чистотой 96,1 мас. с выходом от потенциала 92,1 мас. т.е. повышение эффективности колонны и флегмового числа не приводит к существенному улучшению разделения.
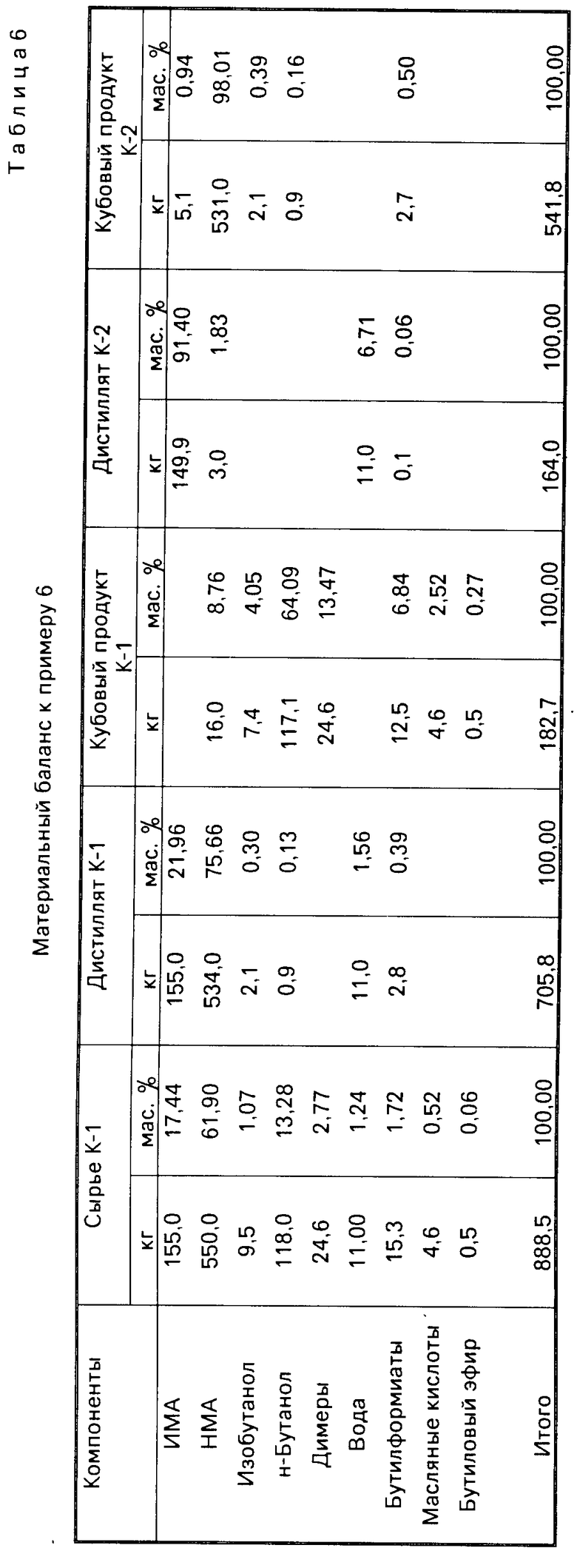
П р и м е р 6 (сравнительный, по способу-прототипу, сырье не содержит ПГФ).
Сырье состава, приведенное в табл.6 и не содержащее ПГФ, разделяют аналогично примеру 5.
Покомпонентный баланс опыта приведен в табл.6. В результате выделяют НМА чистотой 98,0 мас. с выходом от потенциала 96,5 мас.
Сопоставление данных примеров 5 и 6 показывает, что присутствие ПГФ в сырье ухудшает показатели выделения НМА по известному способу.
П р и м е р 7 (сравнительный, по способу-аналогу).
Сырье состава, приведенного в примере 1, подвергают разделению аналогично примеру 1 с тем отличием, что в качестве р.а. в колонне К-1 используют фурфурол. Соотношение р.а. и сырья 5:1. Целевой НМА выделяют по верху колонны К-2.
Покомпонентный материальный баланс опыта приведен в табл.7.
В результате выделяют НМА чистотой 97,44 мас. с выходом от потенциала 89,3 мас.
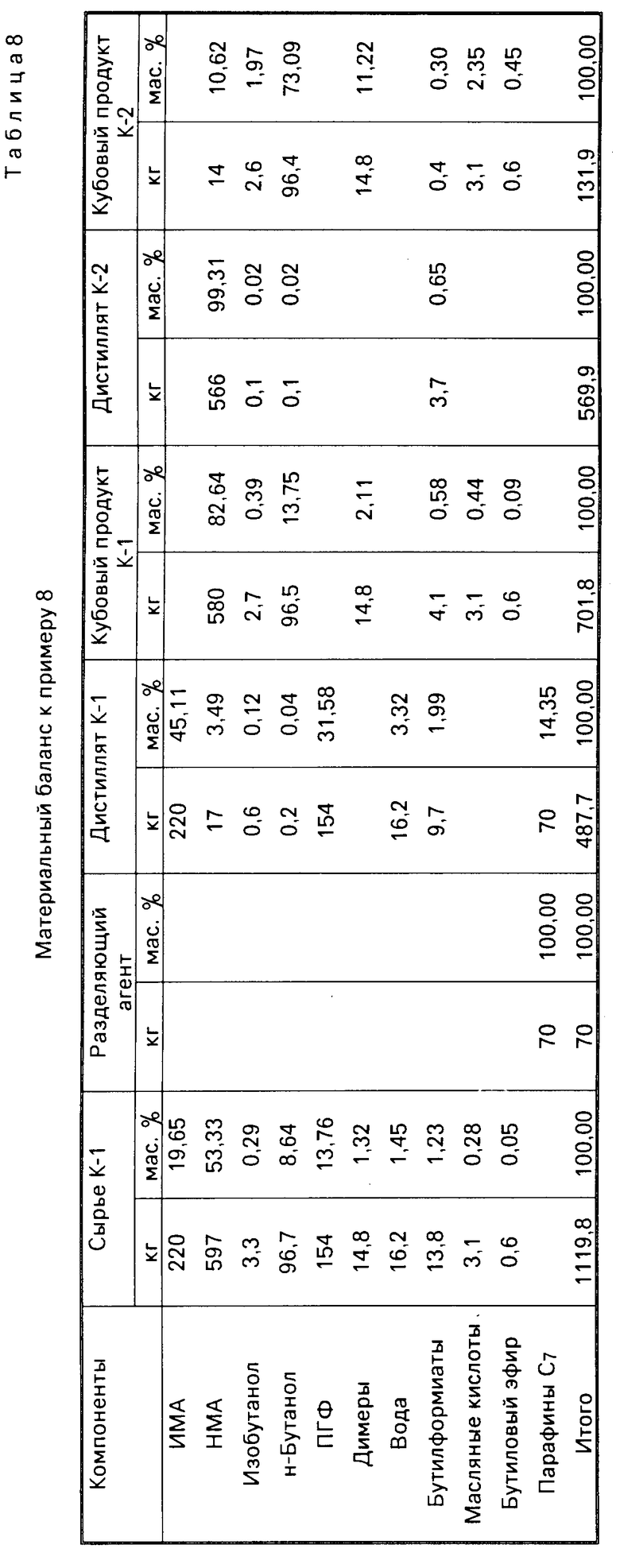
П р и м е р 8 (другой состав сырья для разделения).
Сырье состава, приведенного в табл.8, отличного от приведенного в примере 1, которое получено в результате изменения режима стадий гидроформилирования пропилена и окислительной декобальтизации, подвергают разделению аналогично примеру 1.
Покомпонентный материальный баланс опыта приведен в табл.8.
В результате выделяют целевой НМА чистотой 99,31 мас. с выходом 94,8 мас.
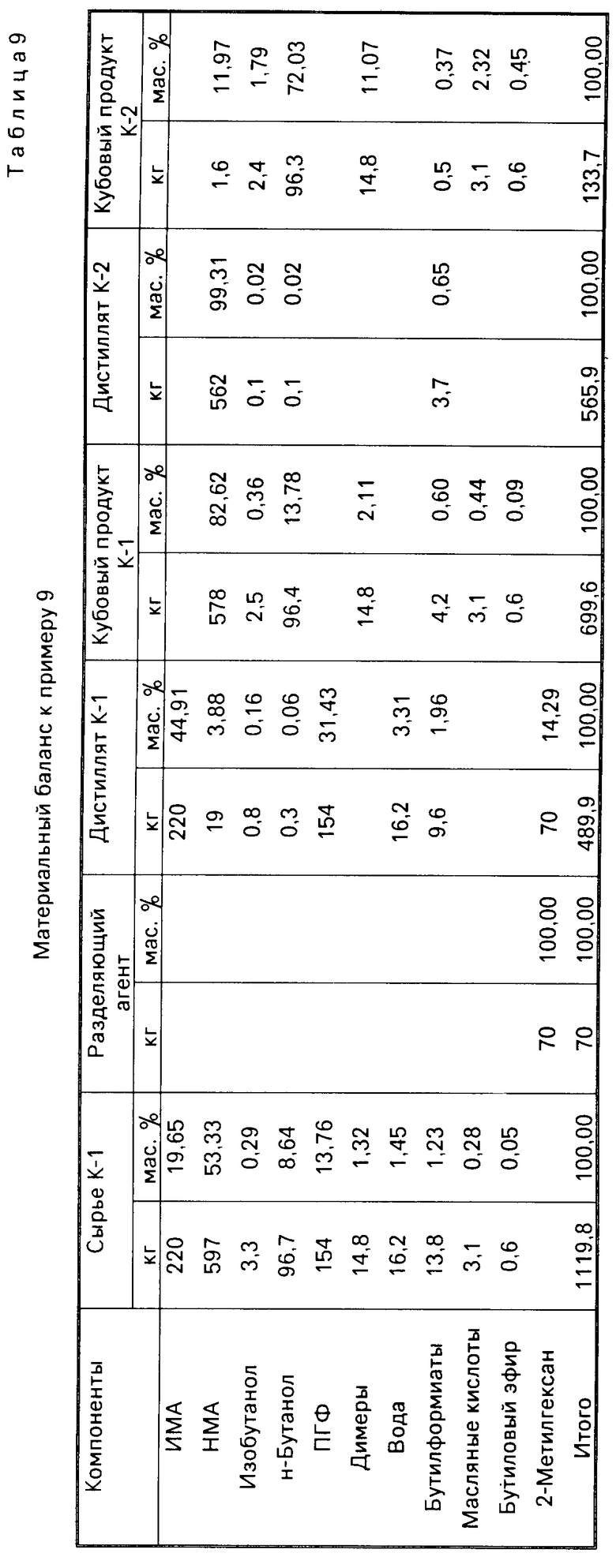
П р и м е р 9 (р.а. 2-метилгексан).
Сырье состава, приведенного в примере 8, подвергают разделению аналогично примеру 8 с тем отличием, что в качестве р.а. используют индивидуальный парафин С7 2-метилгексан.
Покомпонентный материальный баланс опыта приведен в табл.9.
В результате выделяют целевой НМА чистотой 99,31 мас. с выходом от потенциала 94,1 мас.
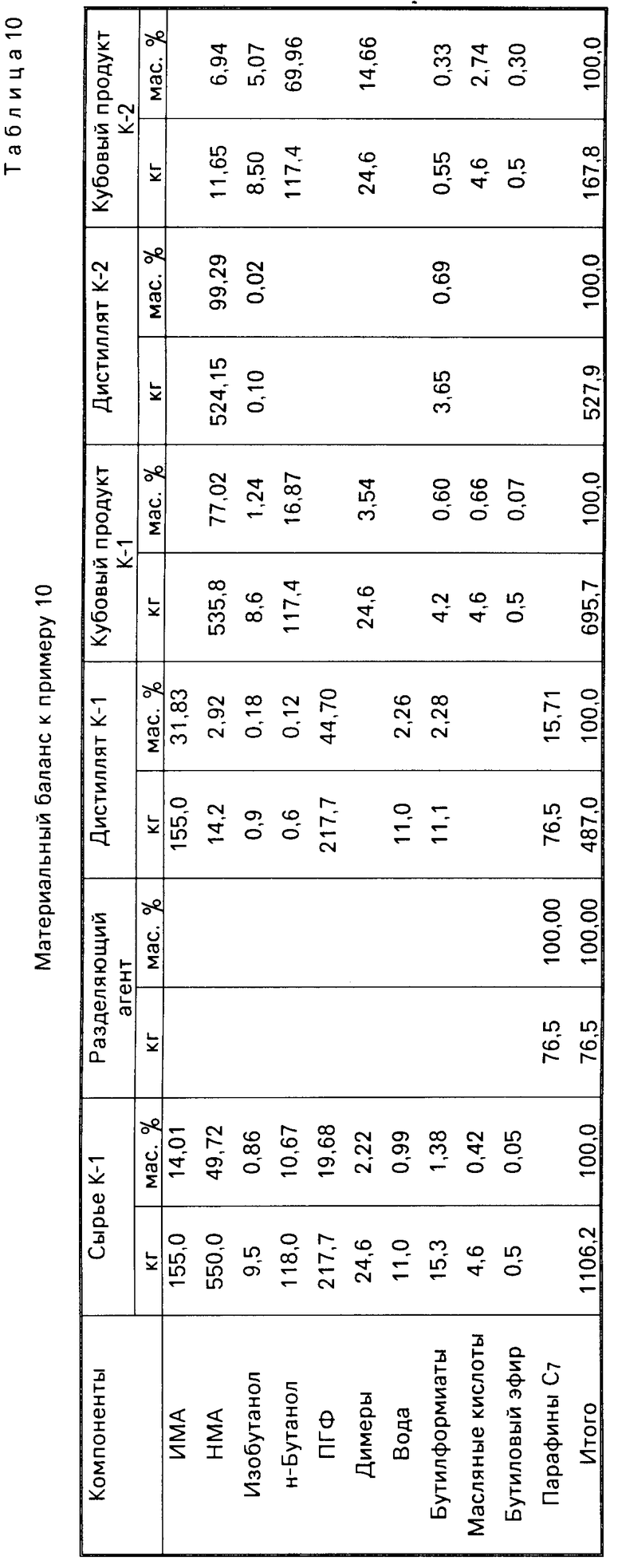
П р и м е р 10 (сравнительный, сырье примера 1, разделяющий агент-2-метилгексан).
Сырье состава, приведенного в примере 1, подвергают разделению аналогично примеру 1 с тем отличием, что в качестве разделяющего агента используют индивидуальный изопарафин С7 2-метилгексан. Покомпонентный материальный баланс опыта приведен в табл.10. В результате выделяют целевой н-масляный альдегид чистотой 99,29 мас. с выходом от потенциала 95,3 мас.
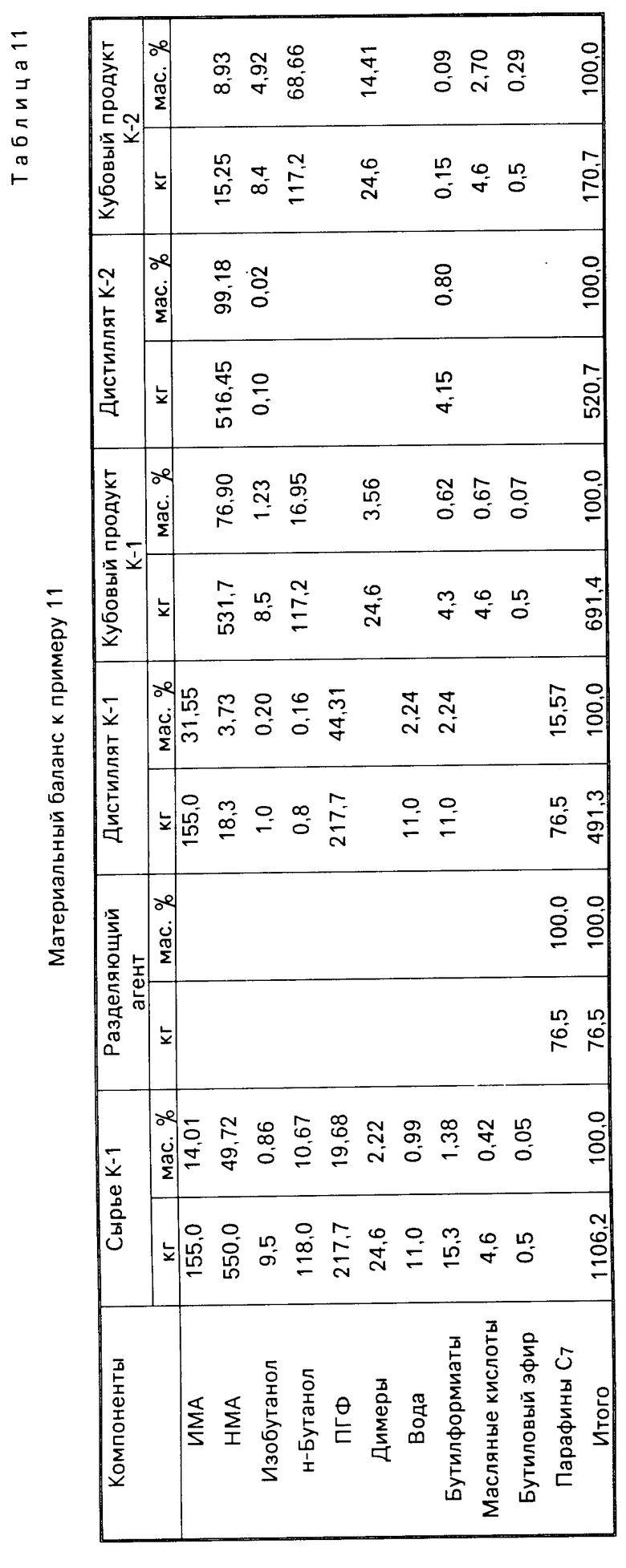
П р и м е р 11 (сравнительный, сырье примера 1, разделяющий агент-н-гептан).
Сырье состава, приведенного в примере 1, подвергают разделению аналогично примеру 1 с тем отличием, что в качестве разделяющего агента используют н-гептан. Покомпонентный материальный баланс опыта приведен в табл.11. В результате выделяют целевой н-масляный альдегид чистотой 99,18 мас. с выходом от потенциала 93,8 мас.
Сводные данные по примерам приведены в табл. 12.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫДЕЛЕНИЯ Н-МАСЛЯНОГО АЛЬДЕГИДА ИЗ ПРОДУКТА ГИДРОФОРМИЛИРОВАНИЯ ПРОПИЛЕНА | 1997 |
|
RU2130917C1 |
| СПОСОБ ВЫДЕЛЕНИЯ Н-МАСЛЯНОГО АЛЬДЕГИДА | 2006 |
|
RU2310644C1 |
| СПОСОБ РАЗДЕЛЕНИЯ ПРОДУКТОВ ГИДРОФОРМИЛИРОВАНИЯ ПРОПИЛЕНА | 2004 |
|
RU2254323C1 |
| СПОСОБ ВЫДЕЛЕНИЯ МЕТАНОЛЬНО-АЛЬДЕГИДНОЙ ФРАКЦИИ ПРОИЗВОДСТВА БУТИЛОВЫХ СПИРТОВ | 2004 |
|
RU2254321C1 |
| Способ выделения N-метилпирролидона из побочных продуктов | 1989 |
|
SU1735284A1 |
| Способ очистки н-бутилового спирта от примесей кетонов С @ | 1987 |
|
SU1498750A1 |
| Способ выделения изобутилового спирта из эфирных головок производства бутиловых спиртов методом оксосинтеза | 1986 |
|
SU1402593A1 |
| СПОСОБ ПОЛУЧЕНИЯ БУТИЛОВЫХ СПИРТОВ | 2004 |
|
RU2259345C1 |
| Способ разделения продуктов гидроформилирования олефинов с @ -с @ | 1979 |
|
SU927792A1 |
| Способ выделения изобутилового спирта из спиртоэфирных фракций производства бутиловых спиртов методом оксосинтеза | 1986 |
|
SU1330122A1 |
Использование: в нефтехимическом синтезе. Сущность изобретения: продукт-н-масляный альдегид. Условия выделения: ректификация, разделяющий агент парафиновые углеводороды C7, массовое соотношение разделяющего агента и бутилформиатов (1 8) 1, исходное сырье: н-масляный альдегид, изомасляный альдегид, пентан-гексановая фракция, бутилформиаты, бутанолы, димерные и тримерные продукты, вода. 1 з.п.ф-лы, 12 табл.
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Отчет о научно-исследовательской работе "Разработка мероприятий, направленных на усовершенствование технологии производства бутиловых спиртов (цех N52) и переработки кубовых продуктов ПО "Салаватнефтеоргсинтез" УДК 661.725.4 N гос.регистрации 01880036924. | |||
