Изобретение относится к текстильной промышленности, а именно к способу контроля величины натяжения нити.
Известен способ контроля величины натяжения нити в зоне текстурирования нити методом ложного кручения на многоместной и текстурирующей машине, включающий задание значения положения исполнительного органа датчика ложной крутки, непрерывное или периодическое измерение величины натяжения нити за определенный интервал времени, а также формирование оповещения тревоги.
Недостатком известного способа является то, что производят управление кручением посредством измерения силы натяжения нити, но не осуществляют контроль качества посредством измерения силы натяжения.
Целью изобретения является повышение эффективности контроля качества.
Для достижения поставленной цели в способе контроля величины натяжения нити в зоне текстурирования методом ложного кручения на многоместной текстурирующей машине, включающем задание значения положения исполнительного органа датчика ложной крутки, непрерывное или периодическое измерение величины натяжения нити за определенный интервал времени, определение среднего значения величины натяжения нити, а также формирование сигнала тревоги в зависимости от среднего значения, дополнительно осуществляют временную фильтрацию результатов измерений текущего измеренного значения величины натяжения нити, сравнение результатов временной фильтрации с заданным значением положения исполнительного органа датчика ложной крутки, по результатам сравнения изменяют положение исполнительного органа и определяют среднюю величину натяжения.
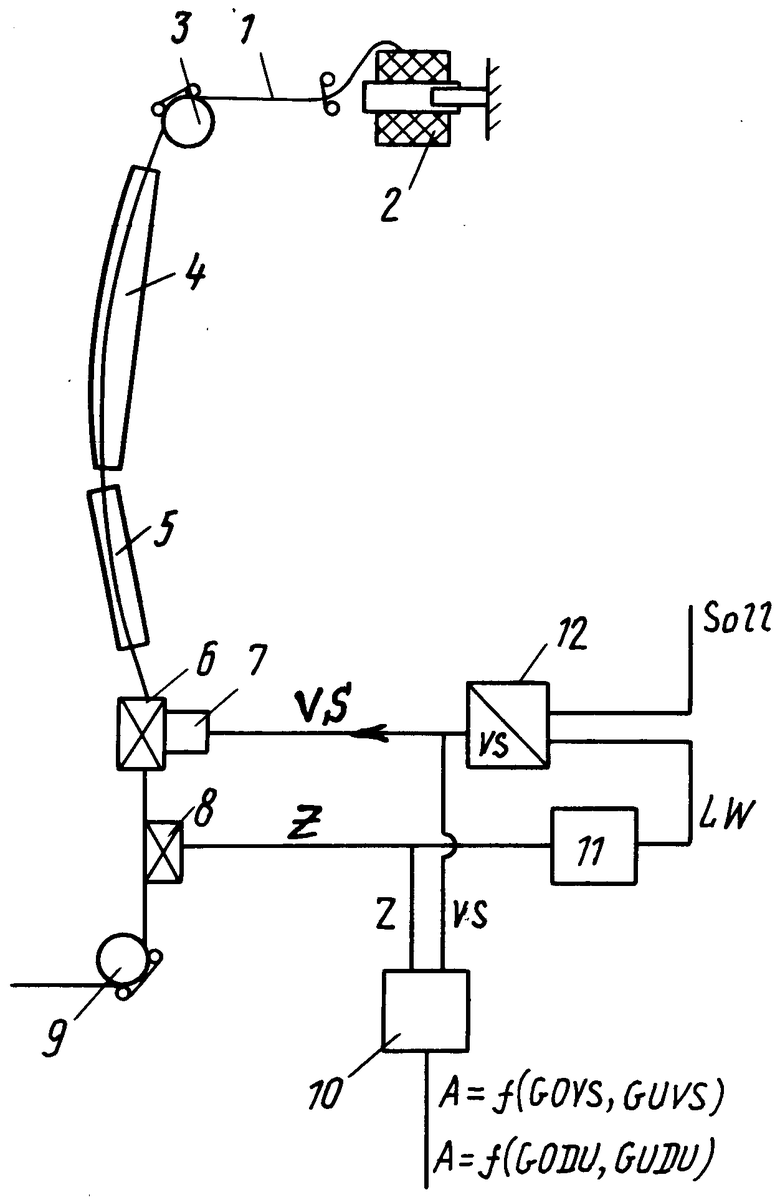
На чертеже представлено устройство для реализации способа. Оно содержит синтетическую нить 1, которая сматывается с питающей шпули 2 питающим устройством 3. Зона текстурирования содержит желобок нагревательной плиты 4, желобок охлаждающей плиты 5 и устройств ложного кручения фрикционного типа 6. Устройство также содержит исполнительный орган 7, прибор для измерения величины натяжения нити 8, выпускное устройство 9, вычислительное устройство 10, фильтр 11, преобразователь 12.
Зона текстурирования образуется между питающим устройством 3 и выпускным устройством 9. Устройство ложного кручения фрикционного типа имеет бесконечно подвижные поверхности, двигающиеся поперек оси нити, к которым прилегает нить. Эти поверхности придают нити в направлении питающего устройства кручение, вновь разрыхляющееся в направлении выпускного устройства 9.
Между устройством ложного кручения фрикционного типа 6 и выпускным устройством 9 расположен прибор для измерения силы натяжения нити 8, которым измеряется сила натяжения нити, названная также "силой натяжения", и ретранслируется в виде выходного сигнала. Следует заметить, что за выпускным устройством 9 следует наматывание или еще промежуточная обработка посредством нагревания.
Выходной сигнал Z прибора для измерения силы натяжения 8, представляющий измеренную силу натяжения нити, преобразуется фильтром 11 в долговременное значение LW. Долговременное значение LW вместе с заданным значением подается к регулирующему устройству 12. В регулирующем устройстве 12 заданное значение и долговременное значение сравнивается между собой и преобразуется в величину перестановки VS. Посредством величины перестановки VS переставляется исполнительный орган 7, которым управляется передача кручения устройства ложного кручения фрикционного типа 6 на нить.
Выходной сигнал Z прибора для измерения силы натяжения 8, точно так же, как сигнал перестановки VS, задается вычислительному устройству 10. В вычислительном устройстве 10 сигнал перестановки VS представляет среднее значение. Контроль сигнала перестановки VS в известных пределах, таким образом, заменяет согласно этому изобретению контроль среднего значения. Вычислительное устройство 10 дает обработку актуального выходного сигнала Z, который представляет актуально измеренную силу натяжения нити соответственно известным принципам. Это означает: в вычислительном устройстве 10 хранится верхнее предельное значение и нижнее предельное значение сигнала перестановки VS/GOVS; GUVS. Если сигнал перестановки VS превышает одно из этих предельных значений, подается сигнал тревоги. Далее, в вычислительном устройстве 10 образуется разностное значение DU между актуальным выходным сигналом Z и сигналом перестановки VS после того как оба были прежде преобразованы в совместимые, сравнимые величины. Наконец, в вычислительном устройстве 10 хранится верхнее предельное значение и нижнее предельное значение этого равностного сигнала DU(GODU, GUDU) и подается сигнал тревоги А, если разностный сигнал DU между сигналом перестановки и актуально измеренным выходным сигналом Z превышает одно из предельных значений GODU, GUDU.
Исполнительным органом 7 может быть, например, приводной двигатель устройства ложного кручения фрикционного типа. В этом случае в устройстве 12 происходит преобразование разностного сигнала из долговременного значения и заданного значения в величину, например, в частоту, определяющую скорость вращения рассчитанного как синхронный двигатель или как асинхронный двигатель приводного двигателя 7 устройства ложного кручения фрикционного типа.
Если устройство ложного кручения фрикционного типа состоит из трех осей, расположенных на вершинах равностороннего треугольника, на которых закреплены диски, соединенные внахлест в центре треугольника, то посредством исполнительного органа 7 альтернативно или дополнительно может переставляться межосевое расстояние, так как например, оси располагаются в каждом случае на одном эксцентрике, а эксцентрики в зависимости от сигнала перестановки VS соответственно вращаются.
Если устройство ложного кручения фрикционного типа состоит из двух дисков, зажимающих между собой нить, из которых один эластичный диск прижимным устройством прижимается к другому диску, то сила прижима может регулироваться сигналом перестановки VS.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ СИЛЫ НАТЯЖЕНИЯ БЕГУЩЕЙ НИТИ В МАШИНЕ ДЛЯ ТЕКСТУРИРОВАНИЯ НИТЕЙ МЕТОДОМ ЛОЖНОГО КРУЧЕНИЯ | 1993 |
|
RU2098525C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ СИЛЫ НАТЯЖЕНИЯ ДВИЖУЩЕЙСЯ НИТИ ПОЗАДИ ВЬЮРКА ФРИКЦИОННОГО ТИПА МАШИНЫ ДЛЯ РАТИНИРОВАНИЯ ТКАНИ | 1991 |
|
RU2092633C1 |
| СПОСОБ КОНТРОЛЯ ДВИЖУЩЕЙСЯ НИТИ | 1994 |
|
RU2073865C1 |
| НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО К МАШИНЕ ТЕКСТУРИРОВАНИЯ НИТИ МЕТОДОМ ЛОЖНОГО КРУЧЕНИЯ | 1993 |
|
RU2090674C1 |
| ФИЛЬЕРА ДЛЯ ТЕКСТУРИРОВАНИЯ СИНТЕТИЧЕСКОЙ НИТИ | 1990 |
|
RU2041981C1 |
| НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ НАГРЕВАНИЯ НИТИ К МАШИНЕ ДЛЯ ТЕКСТУРИРОВАНИЯ НИТИ МЕТОДОМ ЛОЖНОГО КРУЧЕНИЯ | 1993 |
|
RU2097455C1 |
| НАГРЕВАТЕЛЬ ДЛЯ НАГРЕВА ДВИЖУЩЕЙСЯ ТЕРМОПЛАСТИЧНОЙ НИТИ | 1993 |
|
RU2101400C1 |
| Устройство для ложной крутки синтетических нитей на текстурирующей машине | 1980 |
|
SU1192630A3 |
| УСТРОЙСТВО ДЛЯ ТЕКСТУРИРОВАНИЯ НИТИ МЕТОДОМ ЛОЖНОЙ КРУТКИ | 1992 |
|
RU2041982C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИАМИДНОЙ ТЕКСТУРИРОВАННОЙ НИТИ ЭЛАСТИК МАЛОЙ ЛИНЕЙНОЙ ПЛОТНОСТИ | 1992 |
|
RU2021396C1 |
Использование: текстильная промышленность. Сущность изобретения: в способе контроля величины натяжения нити в зоне текстурирования нити методом ложного кручения на многоместной текстурирующей машине, включающем задание значения положения исполнительного органа датчика ложной крутки, непрерывное или периодическое измерение величины натяжения нити за определенный интервал времени, а также формирование оповещения тревоги, дополнительно осуществляют временную фильтрацию результатов измерений текущего измеренного значения величины натяжения нити, сравнение результатов временной фильтрации с заданным значением положения исполнительного органа датчика ложной крутки, по результатам сравнения изменяют положение исполнительного органа и формируют оповещение тревоги. 1 ил.
СПОСОБ КОНТРОЛЯ ВЕЛИЧИНЫ НАТЯЖЕНИЯ ДВИЖУЩЕЙСЯ НИТИ в зоне текстурирования нити ложного кручения на многоместной текстурирующей машине, включающий задание значения положения исполнительного органа датчика ложной крутки, непрерывное или периодическое измерение величины натяжения нити за определенный интервал времени, определение среднего значения величины натяжения нити, а также формирование сигнала тревоги в зависимости от среднего значения, отличающийся тем, что дополнительно осуществляют временную фильтрацию результатов измерений текущего измеренного значения величины натяжения нити, сравнение результатов временной фильтрации с заданным значением положения исполнительного органа датчика ложной крутки, по результатам сравнения изменяют положение исполнительного органа и определяют среднюю величину натяжения.
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО КОНТРОЛЯ | 0 |
|
SU207471A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |

