Настоящее изобретение относится к листу для высокотемпературной пайки из алюминиевых сплавов, содержащему припойную плакировку, которая содержит флюс, и к способу его производства. Изобретение дополнительно относится к плакирующей пластине, применимой в качестве полупродукта в производстве листа для высокотемпературной пайки. Наконец, изобретение относится к применению листа для высокотемпературной пайки при производстве паяного теплообменника и паяного продукта, в частности паяного теплообменника, изготавливаемого из такого листа.
Листы для высокотемпературной пайки из алюминиевых сплавов могут использоваться для производства паяных теплообменников, таких как радиаторы, конденсаторы, испарители и т.д., которые обычно используются в автомобильных системах охлаждения двигателя или кондиционирования воздуха, а также в промышленных системах теплообмена. Общепринятый тип теплообменника включает в себя множество параллельных трубок (сварных/свернутых/многокамерных и т.д.), причем каждая трубка обычно присоединяется с обоих концов к распределительным камерам и гофрированным ребрам, разделяющим любые две соседние трубки. Другие виды включают в себя пластинчатые теплообменники и пластинчато-стержневые теплообменники.
Листы для высокотемпературной пайки из алюминиевых сплавов обычно содержат основу и припойную плакировку, выполненную из алюминиевого сплава с более низкой температурой плавления, чем у основы. Операцию высокотемпературной пайки обычно выполняют в вакууме или в инертной атмосфере (обычно - сухом азоте), причем последний случай также называется высокотемпературной пайкой в контролируемой атмосфере (пайкой CAB). Поскольку оборудование для вакуумной высокотемпературной пайки является весьма сложным, да и сам процесс высокотемпературной пайки является сложным и требует управления внутри очень узких пределов, пайка CAB является теперь доминирующей технологией в коммерческих приложениях. Однако практическая операция пайки CAB требует добавления флюса, чаще всего - флюса на основе Al-K-F, такого как Nocoloc®, для удаления оксидов с поверхности листов алюминиевого сплава, подлежащих высокотемпературной пайке. Применение флюса требует трудозатратных дополнительных технологических стадий как для его нанесения, так и в некоторых случаях для удаления остаточного флюса, а также для очистки оборудования.
Были предприняты попытки разработать листы для высокотемпературной пайки, которые могли бы быть подвергнуты пайке CAB без использования флюса, как описано, например, в US6568584B2, US6635360B2, WO 2008/155067 A1, WO2011/034496 A2 и WO2013/180630A1. Однако эта технология требует тщательного управления процессом высокотемпературной пайки и используется лишь в очень ограниченной степени.
Другим подходом является введение флюса в присадочный алюминиевый сплав, как описано, например, в WO2008/110808A1, EP552567 A1 и FR2855085 A1. Листы для высокотемпературной пайки, содержащие такой присадочный сплав, показывают очень хорошие характеристики пайки, но плакирующие пластины из присадочного сплава с введенным флюсом сложны в производстве, а также вызывают проблемы при прокатке с целью получения листов для высокотемпературной пайки. Кроме того, лом, получаемый в производстве листов для высокотемпературной пайки, содержит флюс и поэтому сложен для повторного использования.
Еще одним подходом является механическое встраивание флюса в лист, как описано в EP1004390 A1 и JP2009-090330.
EP2907615 A1 описывает лист для высокотемпературной пайки на основе алюминия, содержащий слой основы, слой припоя и композиционный слой порошка припоя и порошка флюса, образующий внешний слой.
JPH06-315791 описывает флюсосодержащий алюминиевый лист для высокотемпературной пайки, покрытый облицовочным материалом, который состоит из содержащего флюс припоя из Al-го сплава, содержащего композицию припоя и композицию флюса, на по меньшей мере одной поверхности материала основы, состоящего из алюминия или его сплава. На по меньшей мере одной внешней поверхности облицовочного материала образован слой покрытия, состоящий из алюминия или его сплава.
Задача настоящего изобретения состоит в том, чтобы предложить самофлюсующийся лист для высокотемпературной пайки, который был бы сравнительно простым в производстве и проявлял хорошие характеристики высокотемпературной пайки при относительно низком содержании флюса.
Дополнительная задача настоящего изобретения состоит в том, чтобы предложить плакирующую пластину, применимую в качестве полупродукта для приготовления листа для высокотемпературной пайки.
Один аспект изобретения относится к листу для высокотемпературной пайки, охарактеризованному в пункте 1 формулы изобретения. Более конкретно, такой лист для высокотемпературной пайки содержит слой основы и припойную плакировку, причем упомянутый слой основы является алюминием или алюминиевым сплавом, упомянутая припойная плакировка содержит (a) композиционный слой флюса, который содержит матрицу из алюминия или алюминиевого сплава, содержащую частицы флюса; (b) слой присадочного сплава, не содержащий частиц флюса; и (c) не содержащий частиц флюса слой алюминия или алюминиевого сплава, образующий внешнюю поверхность по меньшей мере одной стороны упомянутого листа, причем композиционный слой (a) флюса расположен между упомянутым слоем (b) присадочного сплава и упомянутым слоем (c) алюминия или алюминиевого сплава. Слой (c) алюминия или алюминиевого сплава может состоять из алюминия, из присадочного сплава того же самого или иного вида, как в слое (b) присадочного сплава, или из неприсадочного алюминиевого сплава. Аналогичным образом, матрица композиционного слоя может состоять из алюминия, из присадочного сплава того же самого или иного вида, как в слое (b) присадочного сплава, или из неприсадочного алюминиевого сплава.
Во всех описаниях составов сплавов или предпочтительных составов сплавов все ссылки на проценты означают массовые проценты (мас.%), если явно не указано иное.
Использующийся здесь термин «лист» также включает в себя плоский прокат с толщиной в пределах от тонкой фольги до толстой пластины.
Использующийся здесь термин «композиционный слой флюса» означает не чистый флюс, а слой содержащей частицы флюса матрицы из алюминия или алюминиевого сплава.
Использующийся здесь термин «флюс» относится к флюсу для пайки, то есть к веществу, которое само по себе или в форме продукта его реакции во время высокотемпературной пайки способствует разрушению или растворению оксидной пленки на поверхности, подлежащей пайке.
Использующийся здесь термин «присадочный сплав» относится к алюминиевому сплаву с температурой ликвидуса, которая является более низкой, чем температура солидуса слоя основы, и упомянутый присадочный сплав предназначен плавиться и образовывать соединение с противостоящей поверхностью.
Лист для высокотемпературной пайки по изобретению может содержать описанную здесь припойную плакировку только на одной стороне основы или с обеих сторон основы (в этом случае последнюю можно назвать сердцевиной), в зависимости от предполагаемого применения (назначения).
С любой стороны, на которой лист для высокотемпературной пайки содержит описанную здесь припойную плакировку, слой алюминия или алюминиевого сплава, не содержащий частиц флюса, образует внешнюю поверхность по меньшей мере одной стороны упомянутого листа. Такой слой может быть слоем присадочного сплава или неприсадочным слоем алюминия или алюминиевого сплава. Это, как было неожиданно найдено, улучшает высокотемпературную пайку и облегчает операцию прокатки в процессе производства, например за счет уменьшения риска отслаивания и т.д. внешнего слоя.
Припойная плакировка содержит по меньшей мере один слой присадочного сплава, а предпочтительно – по меньшей мере два слоя присадочного сплава. По меньшей мере один слой присадочного сплава расположен с той стороны композиционного слоя флюса, которая обращена к слою основы упомянутого листа, и может быть присоединен непосредственно к слою основы или к промежуточному слою между ними. Предпочтительно, композиционный слой флюса расположен между двумя слоями присадочного сплава, и в этом случае слой присадочного сплава образует внешнюю поверхность по меньшей мере одной стороны упомянутого листа, а не содержащий частиц флюса слой алюминия или алюминиевого сплава, образующий внешнюю поверхность упомянутого листа, предпочтительно составляет один из слоев присадочного сплава. Вышеописанная компоновка позволяет флюсу иметь относительно малое расстояние до поверхности без уменьшения общего количества присадочного сплава. Альтернативно, композиционный слой флюса может быть расположен между слоем присадочного сплава и не содержащим частиц флюса неприсадочным слоем алюминия или алюминиевого сплава, и в этом случае упомянутый слой другого алюминиевого сплава предпочтительно образует внешнюю поверхность по меньшей мере одной стороны упомянутого листа. В случае двух слоев присадочного сплава они находятся предпочтительно на каждой стороне композиционного слоя флюса.
Припойная плакировка предпочтительно составляет от 1 до 25%, более предпочтительно от 2 до 20%, особенно предпочтительно от 5 до 18% толщины листа для высокотемпературной пайки. Композиционный слой флюса предпочтительно составляет от 2 до 80%, наиболее предпочтительно от 5 до 50% толщины припойной плакировки. Слой, образующий внешнюю поверхность упомянутого листа, предпочтительно составляет от 2 до 20%, наиболее предпочтительно от 4 до 15% толщины припойной плакировки, в то время как композиционный слой флюса и внутренний слой или слои присадочного сплава предпочтительно составляют остальную часть. Полная толщина всего листа для высокотемпературной пайки зависит от его назначения и может составлять, например, от 50 мкм до 3 мм или от 100 мкм до 2 мм. Точные значения толщин индивидуальных слоев зависят от полной толщины, содержания флюса в композиционном слое флюса, а также от назначения такого листа.
Слой присадочного сплава представляет собой слой присадочного сплава, не содержащего частиц флюса. Присадочный сплав представляет собой алюминиевый сплав, предпочтительно содержащий Si, наиболее предпочтительно в количестве от 2 до 15 мас.%, в частности от 4 до 15 мас.%, например от 5 до 14 мас.% или от 6 до 13 мас.%. Необязательно, может присутствовать небольшое количество прочих элементов, таких как Bi, для улучшения смачивания, и Zn и Cu для регулировки коррозионного потенциала, а также небольшие количества различных элементов, которые присутствуют в ломе, используемом в качестве сырья, и которые являются приемлемыми в определенных количествах. Пригодные присадочные сплавы включают в себя сплавы AA4XXX, такие как AA4343, AA4045 и AA4047. Типичный присадочный сплав может, например, состоять из 4-15 мас.% Si, ≤0,5 мас.% Bi, ≤0,25 мас.% Cu, ≤0,1 мас.% Mn, ≤0,2 мас.% Ti, ≤0,8 мас.% Fe, ≤0,05 мас.% каждой и ≤0,2 мас.% в сумме неизбежных примесей, а остальное – Al. Точный состав должен быть задан таким образом, чтобы присадочный сплав плавился в пределах желаемого диапазона температур, предпочтительно от 550 до 615°C. В случае по меньшей мере двух слоев присадочного сплава они могут иметь идентичные или различные составы и, следовательно, могут также иметь различные температуры плавления или диапазоны температур плавления.
Неприсадочный слой алюминия или алюминиевого сплава представляет собой слой алюминия или неприсадочного алюминиевого сплава, имеющего более высокую температуру ликвидуса, чем температура солидуса присадочного сплава или присадочных сплавов в листе для высокотемпературной пайки. Такой неприсадочный алюминиевый сплав предпочтительно содержит <2 мас.% Si. Наиболее предпочтительно, неприсадочный алюминиевый сплав содержит ≤1,65 мас.% или ≤1,0 мас.% Si, что означает, что любой присутствующий Si находится в твердом растворе, а не в виде частиц. Материал для такого слоя может быть по существу чистым алюминием лишь с неизбежными примесями прочих элементов, обычно менее 0,05 мас.% каждого и менее 0,15 мас.% в сумме, либо алюминиевым сплавом, который, например, может быть любым алюминиевым сплавом AA1XXX, AA2XXX, AA3XXX, AA4XXX, AA7XXXX или AA8XXX. Чтобы гарантировать оптимальную высокотемпературную пайку, предпочтительно, чтобы количество Mg было ограничено, предпочтительно ≤0,4 мас.%, более предпочтительно ≤0,3 мас.%, наиболее предпочтительно ≤0,2 мас.%, в частности ≤0,1 мас.% или ≤0,05 мас.%. Возможные алюминиевые сплавы включают содержащие по меньшей мере 99 мас.% Al, такие как AA1050 (в мас.%: ≤0,25 Si, ≤0,4 Fe, ≤0,05 Cu, ≤0,05 Mn, ≤0,05 Mg, ≤0,05 Zn, ≤0,05 Ti, ≤0,05 каждого и ≤0,15 в сумме прочих элементов, остальное – Al). Другие возможные сплавы включают, например, сплав AA3003 (в мас.%: ≤0,6 Si, ≤0,7 Fe, 0,05-0,2 Cu, 1-1,5 Mn, ≤0,1 Zn, ≤0,05 каждого и ≤0,15 в сумме прочих элементов, остальное – Al). Использование слоя по существу чистого алюминия или слоя неприсадочного алюминиевого сплава позволяет регулировать конечный состав паяного соединения, например, для получения желаемого профиля коррозионного потенциала. Использование такого слоя в качестве внешнего слоя также уменьшает износ формующих инструментов, используемых при производстве листа для высокотемпературной пайки.
Матрица композиционного слоя флюса может быть по существу чистым алюминием лишь с неизбежными примесями прочих элементов, обычно менее 0,05 мас.% каждого и менее 0,15 мас.% в сумме, либо алюминиевым сплавом, который, например, может быть любым алюминиевым сплавом AA1XXX, AA2XXX, AA3XXX, AA4XXX, AA7XXXX или AA8XXX. Чтобы гарантировать оптимальную высокотемпературную пайку, предпочтительно, чтобы количество Mg в матрице композиционного слоя флюса было ограничено, предпочтительно ≤0,3 мас.%, наиболее предпочтительно ≤0,2 мас.%, в частности ≤0,1 мас.% или ≤0,05 мас.%. Также предпочтительно, чтобы содержание Mn в матрице составляло ≤2 мас.%, наиболее предпочтительно ≤1,5 мас.%. Возможный алюминиевый сплав представляет собой описанный выше присадочный сплав, который может быть или не быть идентичным сплаву в одном или более из упомянутых слоев присадочного сплава (например, сплавом AA4XXX, таким как AA4343, AA4045 или AA4047). Другие возможные алюминиевые сплавы включают неприсадочные алюминиевые сплавы, описанные выше. Использование по существу чистого алюминия или неприсадочного алюминиевого сплава для композиционного слоя флюса позволяет регулировать конечный состав паяного соединения, например, для получения желаемого профиля коррозионного потенциала. Это также обеспечивает возможность регулировать и облегчать связывание композиционного слоя флюса со смежными слоями.
Флюс может быть любым веществом, которое само по себе или в форме продукта его реакции во время высокотемпературной пайки способствует разрушению оксидной пленки на поверхности, подлежащей пайке. Содержание флюса в композиционном слое флюса предпочтительно составляет от 1 до 20 мас.%, наиболее предпочтительно от 1 до 15 мас.%, в частности от 1 до 10 мас.%. Количество флюса в припойной плакировке предпочтительно составляет от 0,02 до 5 г/м2, наиболее предпочтительно от 0,1 до 2 г/м2 внешней поверхности. Точка плавления флюса предпочтительно является более низкой, чем точка плавления выполненной из алюминия или алюминиевого сплава матрицы композиционного слоя флюса. Флюс предпочтительно присутствует в виде частиц в матрице из алюминия или алюминиевого сплава, например, имеющих эквивалентный диаметр от 1 нм до 10 мкм или до 5 мкм. Предпочтительно, флюс является нерастворимым в матрице из алюминия или алюминиевого сплава. Подходящий флюс представляет собой по меньшей мере одну неорганическую соль, предпочтительно содержащую F и по меньшей мере один элемент из Li, Na, K, Rb, Cs, Fr, Al, Zn или Sn, в частности по меньшей мере один из K, Li, Cs, Na или Al. Примеры таких солей включают один или более фторалюминат калия, такой как тетра-, пента- и гексафторалюминаты калия (KalF4, K2AlF5·H2O, K3AlF6 и т.д.), и вышеупомянутые соли, которые могут также содержать гидроксифтор- или оксифторалюминиевые разновидности (AlF2OH·H2О, Al2F4O, AlF(OH)2, AlFO и т.д.). Другие возможные соли включают один или более из фторалюминатов калия (Na3AlF6), фторидов цезия-алюминия (CsAlF4, Cs2AlF5 и т.д.), силикофторидов калия (K2SiF6, K3SiF7 и т.д.), фторидов цинка-щелочного металла (KZnF3 и т.д.), а также фторидных солей калия-олова (KSnF3, KSnF5, K2SnF6, K3SnF7 и т.д.). Другие возможные соли включают AlF3, NaF, KF, LiF, K1-3AlF4-6, Cs1-3AlF4-6, Li3AlF6, и CsxAlyF2. Любые из вышеперечисленных солей могут использоваться по отдельности или в смесях. Также могут использоваться гидраты всех вышеупомянутых солей.
Слой основы листа для высокотемпературной пайки может быть любым подходящим алюминиевым сплавом, в частности алюминиевым сплавом AA3XXX или AA6XXX, но также могут быть рассмотрены сплавы AA2XXX, AA7XXX и AA8XXX. Примеры пригодных сплавов включают те, которые состоят из, в мас.%: ≤2 Si, ≤2 Fe, ≤3 Cu, ≤2 Mn, ≤1 Mg, ≤0,5 каждого из одного или более из Ti, Zr, Cr, V и Sn, а остальное – алюминий и ≤0,05 каждой и ≤ 0,15 в сумме неизбежных примесей.
Лист для высокотемпературной пайки по изобретению содержит слой основы и по меньшей мере одну описанную здесь припойную плакировку, либо только одну такую припойную плакировку, либо одну такую припойную плакировку с каждой стороны листа для высокотемпературной пайки. Упомянутая по меньшей мере одна припойная плакировка может быть присоединена непосредственно к слою основы или к промежуточному слою, расположенному между слоем основы и упомянутой по меньшей мере одной припойной плакировкой. Лист для высокотемпературной пайки по изобретению может также иметь описанную здесь припойную плакировку с одной стороны слоя основы и одну или более плакировок с другой стороны, таких как протекторная плакировка из менее благородного алюминиевого сплава. Такая протекторная плакировка предохраняет основу (сердцевину) от коррозии и, например, может быть предназначена для того, чтобы быть обращенной внутрь трубки, сформированной из листа для высокотемпературной пайки.
Подходящее состояние поставки зависит от назначения и может быть, например, любым состоянием из O, F, H1X, например H12, H14, H16 или H18, или H2X, например H24 или H26, или состоянием T4 или T6 в случае дисперсионно твердеющего сплава.
При высокотемпературной пайке предложенный лист нагревается до температуры, достаточной для плавления присадочного сплава, предпочтительно от 550 до 615°C. В том случае, когда матрица композиционного слоя флюса представляет собой присадочный сплав с точкой плавления ниже температуры пайки, она также будет плавиться и выделять флюс, служащий по своему назначению для разрушения или растворения какой-либо оксидной пленки, присутствующей на листе для высокотемпературной пайки. В том случае, когда матрица композиционного слоя флюса представляет собой алюминий или алюминиевый сплав с более высокой температурой плавления, Si, мигрирующий из упомянутого по меньшей мере одного слоя присадочного сплава, будет в достаточной степени понижать температуру плавления для плавления матрицы и выделения флюса, чтобы он и в этом случае служил по своему назначению.
По сравнению с известными из уровня техники листами для высокотемпературной пайки, содержащими флюс и описанными, например, в WO2013/180630 A1, было найдено, что лист для высокотемпературной пайки по изобретению позволяет выполнять адекватную высокотемпературную пайку, но с меньшим общим количеством флюса, чем ожидалось. Таким образом, применение листа для высокотемпературной пайки по изобретению понижает расход флюса, а также уменьшает количество остаточного флюса, остающегося после высокотемпературной пайки, например, на внутренней стороне трубок, которая трудно поддается очистке. Кроме того, необходимое для производства такого листа количество алюминия или алюминиевого сплава, содержащего частицы флюса, также является меньшим, что очень выгодно, поскольку такой материал сложен в производстве. И наконец, меньшее количество алюминия или алюминиевого сплава, содержащего частицы флюса, уменьшает количество получаемого в процессе производства и загрязненного флюсом лома, который трудно поддается переработке.
Изобретение также относится к способу производства описанного здесь листа для высокотемпературной пайки. Этот способ содержит стадии соединения слоя основы из алюминиевого сплава, слоя присадочного сплава, не содержащего частиц флюса, композиционного слоя флюса с матрицей из алюминия или алюминиевого сплава, содержащей частицы флюса, и слоя алюминия или алюминиевого сплава, не содержащего частиц флюса и образующего внешнюю поверхность по меньшей мере одной стороны упомянутого листа, причем композиционный слой флюса располагают между упомянутым слоем присадочного сплава и упомянутым слоем алюминия или алюминиевого сплава, с последующей прокаткой для получения листа для высокотемпературной пайки желаемой толщины. Что касается предпочтительных составов и расположения слоев, см. вышеприведенное описание листа для высокотемпературной пайки.
Материал для композиционного слоя флюса может быть произведен любым подходящим способом получения матрицы из алюминия или алюминиевого сплава, содержащей частицы флюса. Возможные способы включают в себя получение тела из материала струйным формованием, как описано в WO2008/110808A1, или путем подвергания порошка алюминия или алюминиевого сплава и частиц флюса воздействию высокого давления, как описано в EP552567 A1 или FR2855085 A1, в частности горячему изостатическому прессованию (ГИП). Другими возможными способами являются термонапыление, такое как пламенное напыление или плазменное напыление, или технология аддитивного производства, такая как трехмерная печать металла. В зависимости от размера и геометрической формы получаемого тела оно может быть экструдировано или обработано давлением любым другим подходящим способом с получением сляба или пластины, который(ая), при желании, может быть подвергнут(а) горячей и/или холодной прокатке до желаемой толщины.
Материалы для слоев присадочного сплава могут отливаться любым обычным способом, например литьем с прямым охлаждением (DC), и подвергаться прокатке c получением пластин желаемой толщины. Также материал для слоя основы может отливаться любым обычным способом, например литьем с прямым охлаждением (DC), с получением сляба желаемого размера.
В способе по изобретению пластина композита флюса (то есть алюминия или алюминиевого сплава, содержащего частицы флюса), пластина присадочного сплава, не содержащего частиц флюса, пластина слоя алюминия или алюминиевого сплава, не содержащего частиц флюса (который может быть или не быть присадочным сплавом), и сляб алюминиевого сплава для слоя основы могут быть соединены с последующей прокаткой для получения листа желаемой толщины для высокотемпературной пайки.
Особенно предпочтительный способ по изобретению включает соединение слоя присадочного сплава, не содержащего частиц флюса, композиционного слоя флюса и слоя алюминия или алюминиевого сплава, не содержащего частиц флюса (который может быть или не быть присадочным сплавом) с получением плакирующей пластины, содержащей композиционный слой флюса между упомянутым слоем присадочного сплава и упомянутым слоем алюминия или алюминиевого сплава, и соединение этой плакирующей пластины со слябом алюминиевого сплава для слоя основы, с последующей прокаткой с получением листа желаемой толщины для высокотемпературной пайки.
Прокатка в производстве листа для высокотемпературной пайки предпочтительно содержит горячую прокатку при предпочтительной температуре от 350 до 550°C и с предпочтительным обжатием от 90 до 99,5%, с последующей холодной прокаткой с предпочтительным обжатием от 25 до 99% или от 50 до 99%.
Перед прокаткой композиционный слой флюса может включать в себя боковые секции, расположенные вдоль краев в направлении прокатки с противоположных сторон композиционного слоя флюса, который затем образует центральную секцию слоя. Эти боковые секции состоят из другого материала, чем фактический композит флюса, и предпочтительно не содержат частиц флюса. Каждая боковая секция предпочтительно составляет от 1 до 20% или от 2 до 20%, наиболее предпочтительно от 3 до 20% или от 3 до 10% всей ширины (поперек направления прокатки) композиционного слоя флюса. На одной или нескольких стадиях во время и/или после процесса прокатки параллельные направлению прокатки края листа обрезают до такой степени, чтобы эти боковые секции входили в неизбежную боковую обрезь и, таким образом, не становились частью конечного продукта. Боковые секции могут быть выполнены из алюминия или любого алюминиевого сплава, имеющего подходящие механические свойства, чтобы прокатка могла быть выполнена без значительных проблем. Примеры возможных алюминиевых сплавов включают сплав AA4045 (в мас.%: 9,0-11,0 Si, ≤0,8 Fe, ≤0,30 Cu, ≤0,05 Mn, ≤0,05 Mg, ≤0,10 Zn, ≤0,2 Ti, ≤0,05 каждого и ≤0,15 в сумме прочих элементов, остальное – Al), AA3003, AA1050, а также любой сплав, идентичный или подобный сплаву, используемому для основы листа для высокотемпературной пайки или используемому для любого из слоев в припойной плакировке.
Использование боковых секций позволяет избежать попадания значительных количеств флюса в падающую боковую обрезь, таким образом способствуя повторному использованию упомянутой обрези. Для той же самой цели также возможно использовать секции из того же самого или подобного материала, что и боковые секции для головы и хвоста композиционного слоя флюса, которые также будут удалены во время и/или после процесса прокатки. Каждая секция головы и хвоста может перед прокаткой предпочтительно составлять от 3 до 20%, наиболее предпочтительно от 4 до 10% полной длины (в направлении прокатки) композиционного слоя флюса.
Способ производства листа для высокотемпературной пайки может также включить в себя другие традиционные стадии, обычно используемые в производстве листов на основе алюминия для высокотемпературной пайки, такие как термообработки, правка растяжением, продольная резка и т.д.
Один дополнительный аспект изобретения относится к плакирующей пластине, содержащей описанный здесь композиционный слой флюса, по меньшей мере один описанный здесь слой присадочного сплава, не содержащего частиц флюса, и описанный здесь слой алюминия или алюминиевого сплава, не содержащего частиц флюса, причем композиционный слой флюса расположен между упомянутым слоем присадочного сплава и упомянутым слоем алюминия или алюминиевого сплава. Эта плакирующая пластина может содержать или состоять из композиционного слоя флюса и двух или более слоев, не содержащих частиц флюса, таких как два слоя присадочного сплава (в этом случае слой алюминия или алюминиевого сплава предпочтительно является слоем присадочного сплава) или один слой присадочного сплава и один слой неприсадочного сплава. Например, плакирующая пластина может содержать или состоять из одного слоя присадочного сплава с каждой стороны композиционного слоя флюса, или из слоя присадочного сплава и слоя неприсадочного сплава с каждой стороны композиционного слоя флюса. Эта плакирующая пластина может дополнительно содержать слой алюминиевого сплава, предназначенного для образования промежуточного слоя в конечном листе для высокотемпературной пайки, например служащего для подавления миграции Si в основу во время высокотемпературной пайки. Как было описано ранее, такая плакирующая пластина применима в качестве полупродукта в способе производства листа для высокотемпературной пайки по изобретению.
Плакирующая пластина может содержать боковые секции и/или головную и хвостовую секции из материала, отличающегося от композита флюса, как описано выше.
Плакирующая пластина предпочтительно имеет толщину от 5 до 250 мм, наиболее предпочтительно от 10 до 150 мм. Композиционный слой флюса предпочтительно составляет от 2 до 80%, наиболее предпочтительно от 5 до 50% или от 10 до 50% полной толщины плакирующей пластины. Слой или слои присадочного сплава предпочтительно составляют остальную часть. Слой, предназначенный образовывать внешнюю поверхность конечного листа для высокотемпературной пайки, предпочтительно составляет от 2 до 20%, наиболее предпочтительно от 4 до 15%, например от 5 до 15% или от 10 до 15% толщины плакирующей пластины.
Что касается подходящих и предпочтительных материалов и составов слоев, см. вышеприведенное описание листа для высокотемпературной пайки.
Изобретение дополнительно относится к применению листа для высокотемпературной пайки по изобретению для производства паяного продукта, такого как теплообменник.
И, наконец, изобретение относится к паяному продукту, в частности паяному теплообменнику, изготовленному формованием листа для высокотемпературной пайки по изобретению в детали желаемой формы, сборкой упомянутых деталей и необязательных дополнительных деталей, если требуются, с последующей высокотемпературной пайкой для соединения деталей и получения теплообменника. Предпочтительно, высокотемпературная пайка выполняется без какого-либо флюса в дополнение к тому флюсу, который уже содержится в листе для высокотемпературной пайки.
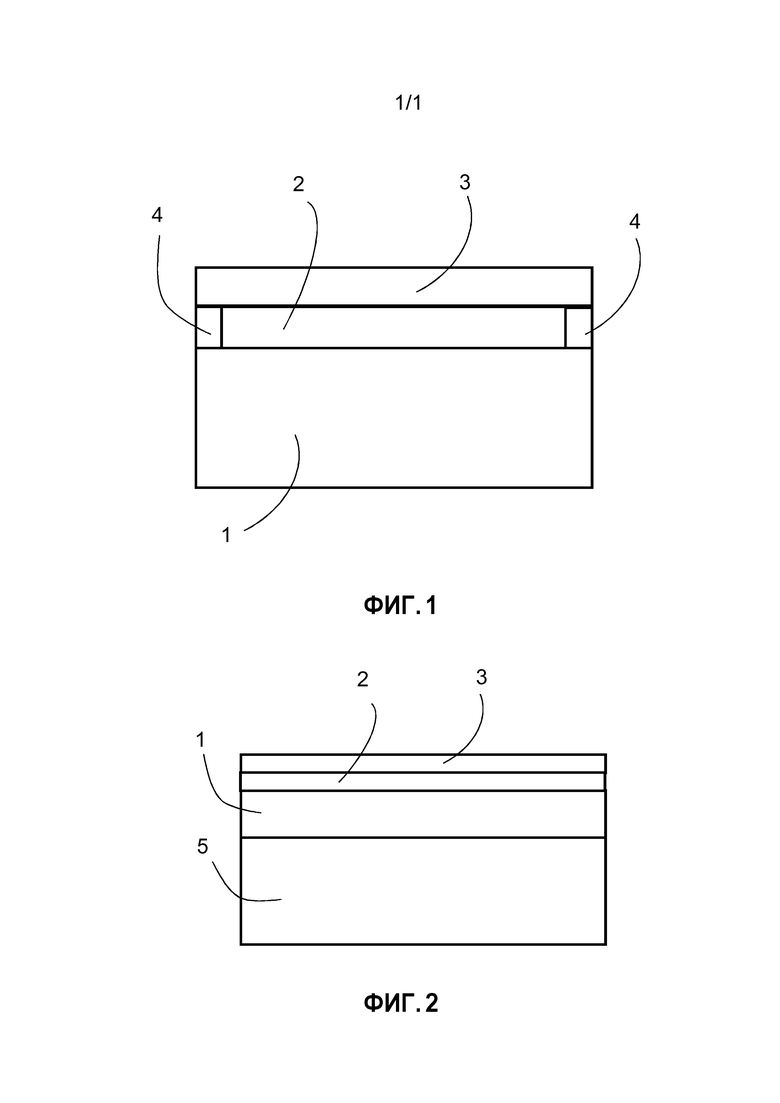
Фиг. 1 схематично показывает варианты осуществления плакирующей пластины в соответствии с изобретением, в то время как Фиг. 2 схематично показывает вариант осуществления листа для высокотемпературной пайки в соответствии с изобретением.
Обращаясь к фиг. 1, там показано поперечное сечение плакирующей пластины в направлении прокатки. Плакирующая пластина содержит два слоя 1, 3 присадочного сплава, расположенные с каждой стороны композиционного слоя 2 флюса. Альтернативно, один из слоев 1, 3, предпочтительно самый тонкий слой 3, может быть неприсадочным слоем алюминия или алюминиевого сплава. Вдоль краев композиционного слоя флюса, вдоль намеченного направления прокатки, расположены боковые секции 4. Слой 1 присадочного сплава предназначен быть обращенным к основе листа для высокотемпературной пайки, в то время как самый тонкий слой присадочного сплава (или неприсадочный слой алюминия или алюминиевого сплава) 3 предназначен составлять внешнюю поверхность по меньшей мере одной стороны листа для высокотемпературной пайки.
Обращаясь к фиг. 2, лист для высокотемпературной пайки содержит основу 5 с припойной плакировкой, имеющей два слоя 1, 3 присадочного сплава, расположенные с каждой стороны композиционного слоя 2 флюса. Альтернативно, внешний слой 3 может быть неприсадочным слоем алюминия или алюминиевого сплава. Лист для высокотемпературной пайки может быть произведен путем присоединения плакирующей пластины, показанной на фиг. 1, с последующей прокаткой и обрезанием боковых секций.
ПРИМЕРЫ
Изобретение дополнительно иллюстрируется в связи со следующими примерами, которые, однако, не предназначены ограничивать объем изобретения.
Материалы
Во всех примерах материал основы из безмагниевого сплава AA3003 брали из негомогенизированного сляба, имеющего следующий состав: 0,14 мас.% Si, 0,50 мас.% Fe, 1,09 мас.% Mn, 0,12 мас.% Cu, остальное – Al и неизбежные примеси. Материал основы подогревали со скоростью 80°C/ч до 400°C, 20°C/ч до 480°C и выдерживали в течение 2 ч перед естественным охлаждением на воздухе.
Присадочными сплавами, используемыми для слоев присадочного сплава, были либо AA4045 (Al с 10 мас.% Si, взятый из пластины, подвергнутой горячей прокатке с разрушением первичной литой структуры), либо AA4343 (Al с 7,8 мас.% Si, взятый из пластины, подвергнутой горячей прокатке с разрушением первичной литой структуры).
В Примерах 1 и 2 материал для композиционного слоя флюса брали из тела, приготовленного струйным формованием в соответствии с WO2008/110808, с последующими экструдированием и лабораторной холодной прокаткой. Алюминиевым сплавом для матрицы композиционного слоя флюса был сплав AA4045, а флюсом был AlKF4.
В Примерах 3 и 4 материалы для композиционного слоя флюса брали из тел, приготовленных горячим изостатическим прессованием (ГИП) смесей металлического порошка и Nocolok®100 – порошка флюса на основе фторалюмината калия. Как химический состав металла, так и количество флюса варьировали. Металлические порошки были получены посредством распыления газом с использованием аргона, дающего средний диаметр частиц порошка примерно 100 мкм. Порошки сплава и флюса тщательно смешивали для получения однородных смесей, засыпавшихся в цилиндрические алюминиевые банки, которые герметично запечатывали под вакуумом. Горячее изостатическое прессование выполняли при температуре 500°C и давлении 1000 бар в течение 6 часов. После горячего изостатического прессования банки удаляли, и плотный материал подвергали экструдированию и лабораторной холодной прокатке с помощью той же самой процедуры, что и полученный струйным формованием материал в Примерах 1 и 2.
Плакировочный лист толщиной 0,5 мм, состоящий из безмагниевого сплава AA3003 в качестве материала основы, плакированный обычным сплавом AA4045 с долей плакировки 10%, испытывали в качестве контрольного материала при пайке с использованием испытания «уголок на образце». В испытании «мини-ТОК» (см. раздел «Испытания пайкой») использовали неплакированное рифленое оребрение толщиной 70 мкм из Al-го сплава, содержащего, в мас.%: 0,8 Si, 0,23 Fe, 1,62 Mn, 1,5 Zn и 0,12 Zr.
Производство плакировочного пакета
Материалы основы подвергали лабораторной холодной прокатке до толщины, подходящей для пакетной прокатки, то есть нанесения прокаткой дополнительных слоев металлического сплава с получением ламинированного металлического листа. Затем эти основы термообрабатывали при температуре 250°C.
Слои присадочного сплава были выполнены из сплавов AA4343 и AA4045, которые подвергали холодной прокатке до толщины, подходящей для плакирования пакетной прокаткой, а затем термообрабатывали при температуре 380°C. Материал для композиционного слоя флюса подвергали холодной прокатке до толщины, подходящей для плакирования пакетной прокаткой, а затем термообрабатывали при температуре 380°C. Плакирующие пластины изготавливали путем объединения композиционного слоя флюса с одним или несколькими слоями присадочного сплава с использованием плакирования лабораторной холодной прокаткой до толщины, подходящей для пакетной прокатки, а затем термообрабатывали при температуре 380°C.
Плакирующие пластины и основы затем присоединяли друг к другу с использованием плакирования холодной прокаткой и прокатывали до окончательных толщин. Наконец, плакированные образцы подвергали частичному отжигу при температуре 250°C до состояния H24.
Химические составы и толщины плакировок определяли с использованием оптической эмиссионной спектроскопии тлеющего разряда (GDOES) и оптического микроскопа. Количество флюса выражается как количество AlKF4 и основано на измерении содержания K.
Испытания пайкой
В зависимости от полной толщины материала использовали два различных испытания пайкой, основанные на двух различных испытываемых геометриях. Изготавливали и испытывали пайкой либо миниатюрную модель теплообменника («мини-ТОК»), либо при пайке использовали так называемое испытание «уголок на образце» (от англ. angle-on-coupon, AOC). Никакого дополнительного флюса на образцы не наносилось.
В испытании «уголок на образце» плакированный материал в соответствии с изобретением использовали в качестве плоского образца, к которому присоединяли согнутый под 90° неплакированный угол, выполненный из безмагниевого сплава AA3003. Эти испытания выполняли в стеклянной паяльной печи. Скорость нагревания от комнатной температуры до температуры высокотемпературной пайки 600°C была линейной и составляла 60°C/мин, затем следовала выдержка в течение 1 мин при этой температуре, а конце следовало охлаждение на воздухе. Расход газообразного азота устанавливали на 11 стандартных литров в минуту (ст.л/мин).
По практическим причинам обращения с образцом и для моделирования реальной ситуации с лучшим контактом между поверхностями, чем при пайке уголка на образце, листы для высокотемпературной пайки из каждого из образцов 7-12, приготовленных в Примере 1 (т.е. самых тонких образцов), использовали в качестве трубной заготовки для изготовления мини-ТОКа. Мини-ТОК изготавливали из двух параллельных листов трубной заготовки в соответствии с изобретением с шириной 16 мм и длиной 200 мм и рифленым оребрением, расположенным между пластинами. Этот пакет удерживали вместе с использованием подходящего крепежного приспособления. Пайку выполняли в печи для периодической CAB с атмосферой, которая имела <50 миллионных долей (млн-1) O2 и точку росы <-40°C. Цикл нагрева содержал нагревание от комнатной температуры до 600°C за 15 мин и выдержку в течение 3 мин при этой температуре, прежде чем снова охладить до комнатной температуры.
Изготовили по четыре экземпляра всех образцов. Все паяные соединения контролировали на предмет наличия прерывистых швов и других типов дефектов, и результаты пайки оценивали по шкале 1-5. Лучшая оценка 1 означает немедленное смачивание при плавлении присадочного сплава и превосходные бездефектные соединения, 2 означает чуть более медленное смачивание и образование соединения, но все еще бездефектные соединения, 3 означает более длительное время смачивания, но приемлемые соединения с небольшим количеством дефектов, которые имеют эстетический характер, 4 означает, что один или более экземпляров имели дефектные соединения, а 5 означает, что соединение отсутствовало.
ПРИМЕР 1 (ПО ИЗОБРЕТЕНИЮ)
Плакирующие пластины с тремя слоями изготавливали с использованием присадочного сплава AA4045 в качестве верхнего слоя (слоя присадочного сплава, составляющего внешнюю поверхность конечного листа для высокотемпературной пайки) и основного слоя (слоя присадочного сплава, обращенного к основе в листе для высокотемпературной пайки), а также композиционного слоя флюса со сплавом AA4045 в качестве матрицы, расположенного между верхним и основным слоями. Полученные трехслойные плакирующие пластины присоединяли к основам, как указано выше. Все образцы показаны в Таблице 1, и у них меняется толщина продукта, толщина плакировки, доля композиционного слоя флюса в плакировке, а значит, и толщина композиционного слоя флюса, поверхностная плотность флюса и общее количество присадочного сплава. Это создает вариацию в доступном количестве флюса и поверхностной плотности флюса, а также в расстоянии диффузии до границы раздела оксид/металл.
Контрольный образец не обеспечивал паяных соединений, тогда как все образцы в соответствии с изобретением, со столь низкой поверхностной плотностью флюса, как 0,05 г/м2, по сравнению с 2-5 г/м2, обычно рекомендуемыми в коммерческом производстве, обеспечили соединения, которые были признаны по меньшей мере приемлемыми, а чаще – очень хорошими.
Таблица 1
ПРИМЕР 2 (СРАВНИТЕЛЬНЫЙ)
Изготовили двухслойные плакирующие пластины, состоящие из композиционного слоя флюса как в Примере 1, объединенного со слоем присадочного сплава AA4343 с образованием двухслойной плакировки на основе. Листы для высокотемпературной пайки изготавливали с различными пропорциями припойной плакировки, образованной композиционным слоем флюса. Также выполнили сравнения между листами для высокотемпературной пайки с композиционным слоем флюса плакировки, обращенным к поверхности основы (обозначены как «основа»), и листами для высокотемпературной пайки с композиционным слоем флюса, составляющим внешнюю поверхность (обозначены как «воздух»).
Обозначение и строение образцов, а также результаты пайки показаны в Таблице 2. Сравнивая результаты таблиц 1 и 2, представляется, что для образцов с аналогичной поверхностной плотностью флюса трехслойные припойные плакировки в Примере 1 давали лучшие результаты пайки, чем двухслойные припойные плакировки этого Примера 2. Также представляется, что немного более лучшие результаты пайки были получены в тех случаях, когда композиционный слой флюса не образовывал внешнюю поверхность листа для высокотемпературной пайки.
Таблица 2
ПРИМЕР 3 (ПО ИЗОБРЕТЕНИЮ)
Плакирующие пластины приготовили и присоединили к основам из сплава AA3003 тем же самым образом, что и в Примере 1, за исключением материалов композиционного слоя флюса, которые были приготовлены методом ГИП из различных количеств порошка флюса и металлического порошка различных алюминиевых сплавов. Каждая плакирующая пластина состояла из 10% верхнего слоя сплава AA4045, 10% композиционного слоя флюса и 80% основного слоя сплава AA4045. Полная толщина полученных листов для высокотемпературной пайки составляла 0,3 мм с 30 мкм припойной плакировки, состоящей из примерно 3 мкм верхнего присадочного сплава, 3 мкм композита флюса и 24 мкм основного присадочного сплава на 270-микрометровой основе из сплава AA3003. Испытания пайкой AOC выполняли как в Примере 1. Состав сплава в мас.% для использованных композитов флюса и результаты пайки показаны в нижеприведенной Таблице 3:
Таблица 3
В дополнение к элементам, указанным в этой Таблице, остальное составляли алюминий и неизбежные примеси ≤0,05 каждой и ≤0,15 мас.% в сумме.
ПРИМЕР 4 (ПО ИЗОБРЕТЕНИЮ)
Плакирующую пластину приготовили и присоединили к основам из сплава AA3003 таким же образом, как и в Примере 3, за исключением верхнего сплава, которым был AA1050 (0,19 мас.% Si, 0,22 мас.% Fe, остальное – Al и неизбежные примеси). Основной слой представлял собой сплав AA4045, как и в Примере 1, а материал для композита флюса был тем же самым, что и в № 1 в Таблице 3. Поверхностная плотность флюса составляла 0,4 г/м2, и результат того же самого испытания пайкой, что и в Примере 3, был оценен как 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНЫЙ АЛЮМИНИЕВЫЙ ЛИСТ ДЛЯ БЕСФЛЮСОВОЙ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ В РЕГУЛИРУЕМОЙ АТМОСФЕРЕ | 2013 |
|
RU2642245C2 |
| МАТЕРИАЛ В ВИДЕ ПОЛОСЫ С ПРЕВОСХОДНОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ ПОСЛЕ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2013 |
|
RU2635052C2 |
| СВЕРХСТОЙКИЙ К ПРОГИБУ И ПЛАВЛЕНИЮ МАТЕРИАЛ ОРЕБРЕНИЯ С ОЧЕНЬ ВЫСОКОЙ ПРОЧНОСТЬЮ | 2013 |
|
RU2635675C2 |
| АЛЮМИНИЕВЫЙ ЛИСТОВОЙ ПРИПОЙ | 2010 |
|
RU2537052C2 |
| КОМПОЗИЦИОННАЯ АЛЮМИНИЕВАЯ ПАНЕЛЬ | 1999 |
|
RU2237578C2 |
| ПЛАКИРОВАННЫЕ ЛИСТЫ ДЛЯ ТЕПЛООБМЕННИКОВ | 2015 |
|
RU2672652C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| ЛИСТ ДЛЯ ПАЙКИ ТВЕРДЫМ ПРИПОЕМ С СВЕРХДЛИТЕЛЬНЫМ СРОКОМ СЛУЖБЫ И ВЫСОКОЙ ФОРМУЕМОСТЬЮ | 2003 |
|
RU2312020C2 |
| ЛИСТЫ ДЛЯ ПАЙКИ, ПОКРЫТЫЕ ФЛЮСОМ | 2003 |
|
RU2334604C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА | 1990 |
|
RU2043885C1 |
Настоящее изобретение относится к области высокотемпературной пайки. Лист для высокотемпературной пайки содержит слой основы (5) и припойную плакировку. Слой основы (5) выполнен из алюминия или алюминиевого сплава. Припойная плакировка содержит (a) композиционный слой (2) флюса, содержащий матрицу из алюминия или алюминиевого сплава, включающую частицы флюса; (b) по меньшей мере один слой (1) присадочного сплава, не содержащий частиц флюса; и (c) не содержащий частиц флюса слой (3) алюминия или алюминиевого сплава, образующий внешнюю поверхность по меньшей мере одной стороны упомянутого листа. Композиционный слой (a) флюса расположен между упомянутым слоем (b) присадочного сплава и упомянутым слоем (c) алюминия или алюминиевого сплава. Самофлюсующийся лист для высокотемпературной пайки прост в производстве и проявляет хорошие характеристики высокотемпературной пайки при относительно низком содержании флюса. Настоящее изобретение раскрывает дополнительно способ производства этого листа, плакирующую пластину, применение этого листа и паяный теплообменник. 4 н. и 10 з.п. ф-лы, 2 ил., 3 табл., 4 пр.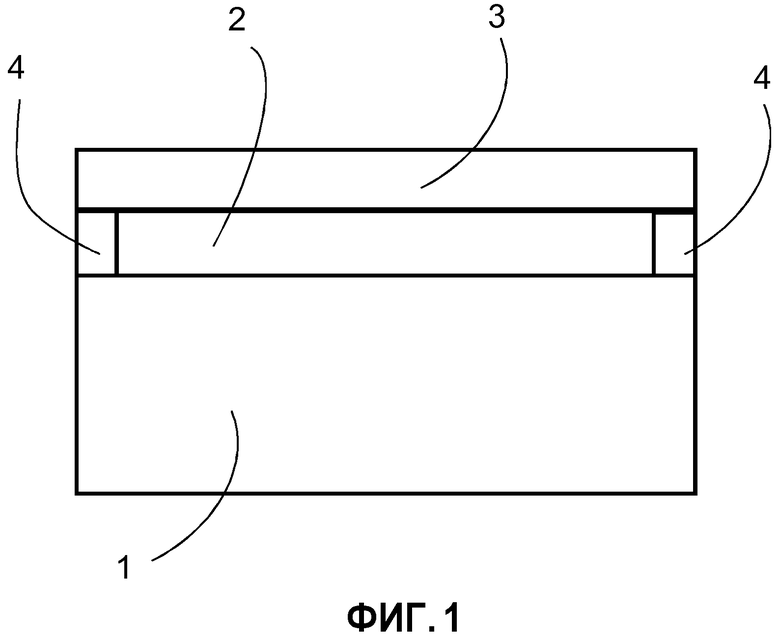
1. Лист для высокотемпературной пайки, содержащий слой основы и припойную плакировку, причем упомянутый слой основы является алюминием или алюминиевым сплавом, упомянутая припойная плакировка содержит (a) композиционный слой флюса, который содержит матрицу из алюминия или алюминиевого сплава, содержащую частицы флюса; (b) слой присадочного сплава, не содержащий частиц флюса; и (c) не содержащий частиц флюса слой алюминия или алюминиевого сплава, образующий внешнюю поверхность по меньшей мере одной стороны упомянутого листа, причем композиционный слой флюса (a) расположен между упомянутым слоем присадочного сплава (b) и упомянутым слоем алюминия или алюминиевого сплава (c).
2. Лист для высокотемпературной пайки по п. 1, в котором слой алюминия или алюминиевого сплава (c), образующий внешнюю поверхность по меньшей мере одной стороны упомянутого листа, является слоем присадочного сплава.
3. Лист для высокотемпературной пайки по п. 1, в котором слой алюминия или алюминиевого сплава (c), образующий внешнюю поверхность по меньшей мере одной стороны упомянутого листа, является неприсадочным слоем алюминия или алюминиевого сплава.
4. Лист для высокотемпературной пайки по любому из пп. 1-3, в котором упомянутый по меньшей мере один слой присадочного сплава является алюминиевым сплавом, содержащим от 2 до 15 мас. % Si.
5. Лист для высокотемпературной пайки по любому из пп. 1-4, в котором матрица в композиционном слое флюса представляет собой алюминий или алюминиевый сплав AA1XXX, AA2XXX, AA3XXX, AA4XXXX, AA7XXXX или AA8XXX.
6. Лист для высокотемпературной пайки по п. 5, в котором матрица в композиционном слое флюса представляет собой присадочный сплав.
7. Лист для высокотемпературной пайки по п. 5, в котором матрица в композиционном слое флюса представляет собой алюминий или неприсадочный алюминиевый сплав.
8. Лист для высокотемпературной пайки по любому из пп. 1-7, в котором количество Mg в матрице композиционного слоя флюса составляет ≤0,3 мас. %.
9. Лист для высокотемпературной пайки по любому из пп. 1-8, в котором флюс представляет собой по меньшей мере одну неорганическую соль, содержащую F и по меньшей мере один из Li, Na, K, Rb, Cs, Fr, Al, Zn или Sn.
10. Лист для высокотемпературной пайки по любому из пп. 1-9, в котором содержание флюса в композиционном слое флюса составляет от 1 до 20 мас. %.
11. Способ производства листа для высокотемпературной пайки по любому из пп. 1-10, включающий стадии соединения слоя основы из алюминиевого сплава, слоя присадочного сплава, не содержащего частиц флюса, композиционного слоя флюса с матрицей из алюминия или алюминиевого сплава, содержащей частицы флюса, и слоя алюминия или алюминиевого сплава, не содержащего частиц флюса и образующего внешнюю поверхность по меньшей мере одной стороны упомянутого листа, причем композиционный слой флюса располагают между упомянутым слоем присадочного сплава и упомянутым слоем алюминия или алюминиевого сплава, с последующей прокаткой с получением листа для высокотемпературной пайки желаемой толщины.
12. Плакирующая пластина, применимая в качестве полупродукта для получения припойной плакировки в производстве листа для высокотемпературной пайки по любому из пп. 1-10, содержащая (a) композиционный слой флюса, который содержит матрицу из алюминия или алюминиевого сплава, содержащую частицы флюса; (b) по меньшей мере один слой присадочного сплава, не содержащий частиц флюса; и (c) не содержащий частиц флюса слой алюминия или алюминиевого сплава, причем композиционный слой флюса (a) расположен между упомянутым слоем присадочного сплава (b) и упомянутым слоем алюминия или алюминиевого сплава (c).
13. Плакирующая пластина по п. 12, в которой композиционный слой флюса включает в себя расположенные вдоль краев в намеченном направлении прокатки с противоположных сторон композиционного слоя флюса боковые секции из материала, отличающегося от композиционного слоя флюса.
14. Применение листа для высокотемпературной пайки по любому из пп. 1-10 для производства паяного продукта.
| WO 2013038934 A1, 21.03.2013 | |||
| АЛЮМИНИЕВЫЙ ЛИСТОВОЙ ПРИПОЙ | 2010 |
|
RU2537052C2 |
| ЛИСТЫ ДЛЯ ПАЙКИ, ПОКРЫТЫЕ ФЛЮСОМ | 2003 |
|
RU2334604C2 |
| JP 0006315791 A, 15.11.1994 | |||
| US 2011244262 A1, 06.10.2011. | |||

