ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Данная заявка заявляет приоритет заявки на патент США № 62/095146, поданной 22 декабря 2014 г., которая включена в данный документ в полном объеме посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
Данное изобретение относится к областям материаловедения и химии материалов, в частности материалам и способам повышения коррозионной стойкости теплообменников.
УРОВЕНЬ ТЕХНИКИ
Коррозия металла представляет собой значительную проблему в области материаловедения и химии материалов. Коррозионная стойкость представляет собой требуемое свойство металлов, в частности металлов, использующихся в агрессивной окружающей среде, способствующей коррозии. Один из примеров такой агрессивной окружающей среды представляет собой морскую воду. Соответственно, коррозионная стойкость металлических материалов, использующихся в морских приложениях, представляет собой насущную проблему в области материаловедения.
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Термины «изобретение», «данное изобретение», «это изобретение» и «настоящее изобретение», использующиеся в данном документе, предназначены для широкого охвата всех объектов изобретения этой патентной заявки и пунктов формулы изобретения, приведенных ниже. Формулировки, содержащие эти термины, должны пониматься как такие, что не ограничивают объект изобретения, описанный в данном документе, или не ограничивают смысл или объем формулы изобретения патента, приведенной ниже. Охватываемые варианты реализации данного изобретения определяются формулой изобретения, а не этим кратким описанием. Это краткое описание представляет собой обобщенный обзор различных аспектов данного изобретения и представляет некоторые идеи, которые дополнительно описаны в разделе «подробное описание сущности изобретения», приведенном ниже. Это краткое описание не предназначено для определения ключевых или основных характерных особенностей заявляемого объекта изобретения, как и не предназначено использоваться отдельно для определения объема заявляемого объекта изобретения. Объект изобретения должен рассматриваться со ссылкой на соответствующие части полного описания изобретения, какой-либо фигуры или всех графических материалов, и каждого пункта формулы.
Описаны различные материалы из алюминиевых (Al) сплавов, которые могут быть использованы для производства способом соединения прокаткой пластинчатых теплообменников, которые содержат проточные каналы или трубки для переноса флюида. Такие теплообменники производятся относительно недорогими способами соединения прокаткой и демонстрируют высокую эффективность переноса тепла и великолепную коррозионную стойкость, в частности в морской окружающей среде.
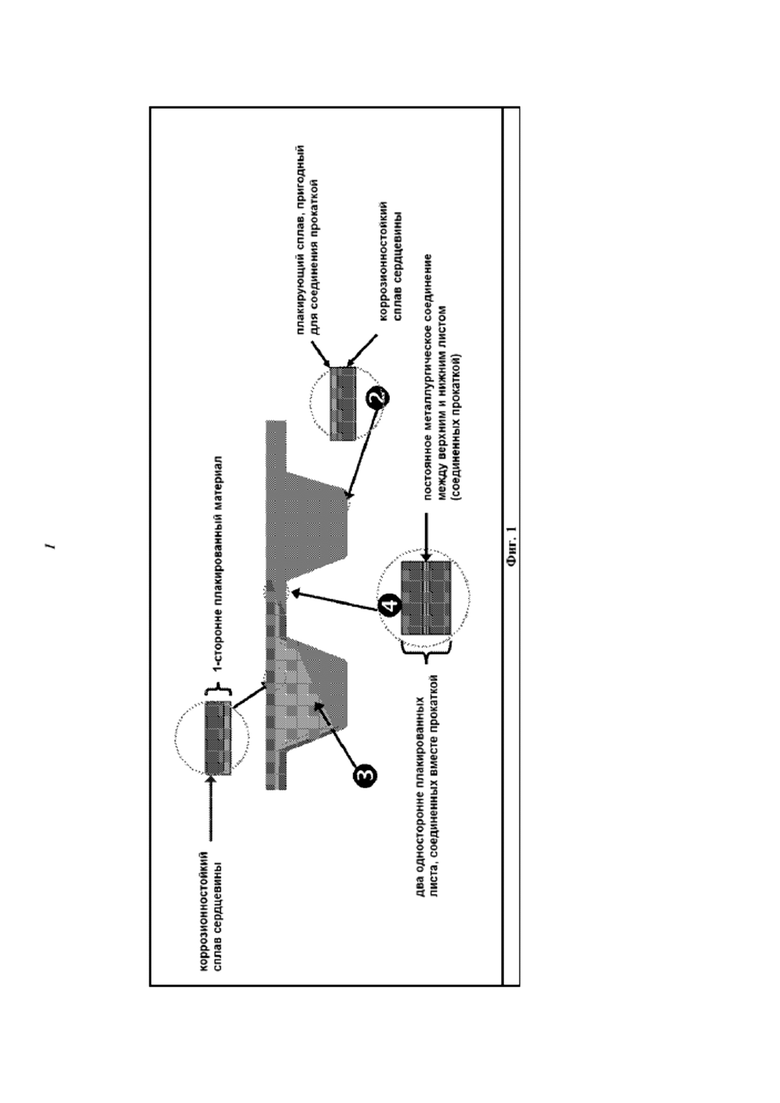
В одном способе, два отдельных алюминиевых листа проходят одновременно через клеть прокатного стана, обычно при повышенной температуре. Верхняя поверхность нижнего листа, которая контактирует с нижней поверхностью верхнего листа, обычно представляет собой поверхность, полученную трафаретной печатью с контуром, заданным путем нанесения противосварочной краски. Соответствующая температура обработки для соединения прокаткой может варьироваться в зависимости от общего обжатия по толщине и обрабатываемых сплавов, но желательной является температура примерно в диапазоне от 150 °C до 500 °C. После соединения прокаткой, между двумя листами создается постоянное металлургическое соединение (эффективно формируя единый лист). Тем не менее, области соприкасающейся поверхности, содержащие противосварочную краску, не формируют постоянное соединение. Эти области могут представлять собой разделенные и последовательные промежутки, раздутые таким образом, чтобы формировать встроенные проточные каналы, подходящие для рабочего флюида теплообменника (Фиг. 1).
ОДНОСТОРОННЕ ПЛАКИРОВАННЫЙ МАТЕРИАЛ
В одном из вариантов реализации изобретения обеспечивается материал, содержащий коррозионностойкую металлосплавную сердцевину и металлосплавной плакирующий слой, который наплавляется литьем из расплава на металлическую сплавную сердцевину для формирования односторонне плакированного листа. Литье из расплава известно в области техники, что подтверждено следующими патентами США: 7748434, 7762310, 7789124, 7882887, 7975752, 8336603, 8347949, 8415025 и 8418748.
Металлосплавной плакирующий слой выбирается для удобства соединения прокаткой. В этом варианте реализации изобретения плакирующие слои двух односторонне плакированных листов соединены прокаткой один с другим для производства двухпластинчатого теплообменника со встроенной трубкой (Фиг. 1). Этот способ соединения прокаткой образовывает постоянное металлургическое соединение между областями плакирующего слоя первого листа и плакирующего слоя второго листа.
Многие из наиболее коррозионностойких сплавов содержат значительные концентрации магния (Mg). Подобное содержание магния не позволяет использовать эти сплавы в соединении прокаткой из-за, по меньшей мере частично, неуправляемого образования оксида магния (MgO) в зоне контакта прокатки. Основной идеей является использование исходной заготовки односторонне плакированного листа в способе соединения прокаткой. Подобное асимметричное расположение позволяет контролировать металлургическое соединение в области соприкасающихся поверхностей с помощью композиции плакирующего слоя. Этот позволяет эффективно использовать произвольный сплав сердцевины в двухпластинчатом теплообменнике (Фиг. 1).
В другом варианте реализации изобретения плакирующие слои двух листов односторонне плакированного материала соединены вместе прокаткой. Для формирования слоя сердцевины могут использоваться сплавы AA5XXX. Как правило, предпочтительными являются сплавы AA5XXX, которые рассматриваются как «ненасыщенные» или «с малым содержанием магния». Эти сплавы являются устойчивыми к межкристаллитной коррозии и демонстрируют хорошую общую коррозионную стойкость. В одном варианте изобретения, не имеющем ограничительного характера, используется сплав AA5005. В другом варианте реализации изобретения, не имеющем ограничительного характера, используется сплав AA5052. Сплавы с содержанием магния в диапазоне от 0,5% до 2,7% (массовый процент (% мас.)) рассматриваются как реальные варианты для вышеописанной односторонне-плакированной конфигурации. В этой патентной заявке, все процентные числа, связанные с отдельными элементами в этих сплавах, выражены в % мас.. Нижний предел показывает минимум, необходимый для обеспечения хорошей коррозионной стойкости в морских условиях, в то время как верхний предел представляет максимум содержания магния, который может быть обеспечен без риска повышения чувствительности микроструктуры и увеличения подверженности межкристаллитной коррозии (МКК).
Для плакирующего слоя могут использоваться сплавы AA3XXX или AA1XXX. Как правило, для удобства соединения прокаткой используются сплавы AA3XXX и AA1XXX, которые рассматриваются как «ненасыщенные» или «с малым содержанием магния». Величина % мас. магния в этих сплавах представляет собой, как правило, диапазон 0,01-0,05% для сплава AA1XXX и 0,01-0,2% для сплава AA3XXX. В вышеописанной односторонне-плакированной конфигурации, основной целью плакирующего слоя AA3XXX или плакирующего слоя AA1XXX - обеспечить эффективное соединение прокаткой алюминиевого листа. Серьезное внимание при оценке содержания магния нужно уделить верхнему пределу, после превышения которого содержание оксида магния увеличится до значения, при котором не может происходить эффективное и стойкое соединение прокаткой. При нормальных внешних атмосферных условиях этот предел представляет собой, возможно, около 0,2% Mg; хотя потенциально допускается 0,4% Mg, если показатели обжатия по толщине достаточно высоки. Если были предприняты специальные меры (например, соединение прокаткой в инертной среде), тогда теоретически возможно соединение прокаткой с применением плакированных сплавов с >0,4% Mg.
В одном из вариантов изобретения, не имеющем ограничительного характера, для плакирующего слоя используется сплав AA3003. В другом варианте реализации изобретения, не имеющем ограничительного характера, для плакирующего слоя используется сплав AA1100, Пока содержание магния находится в пределах <0,2%, для использования могут рассматриваться подавляющее большинство, если не все, сплавов AA1XXX и AA3XXX.
ДВУСТОРОННЕ ПЛАКИРОВАННЫЙ МАТЕРИАЛ
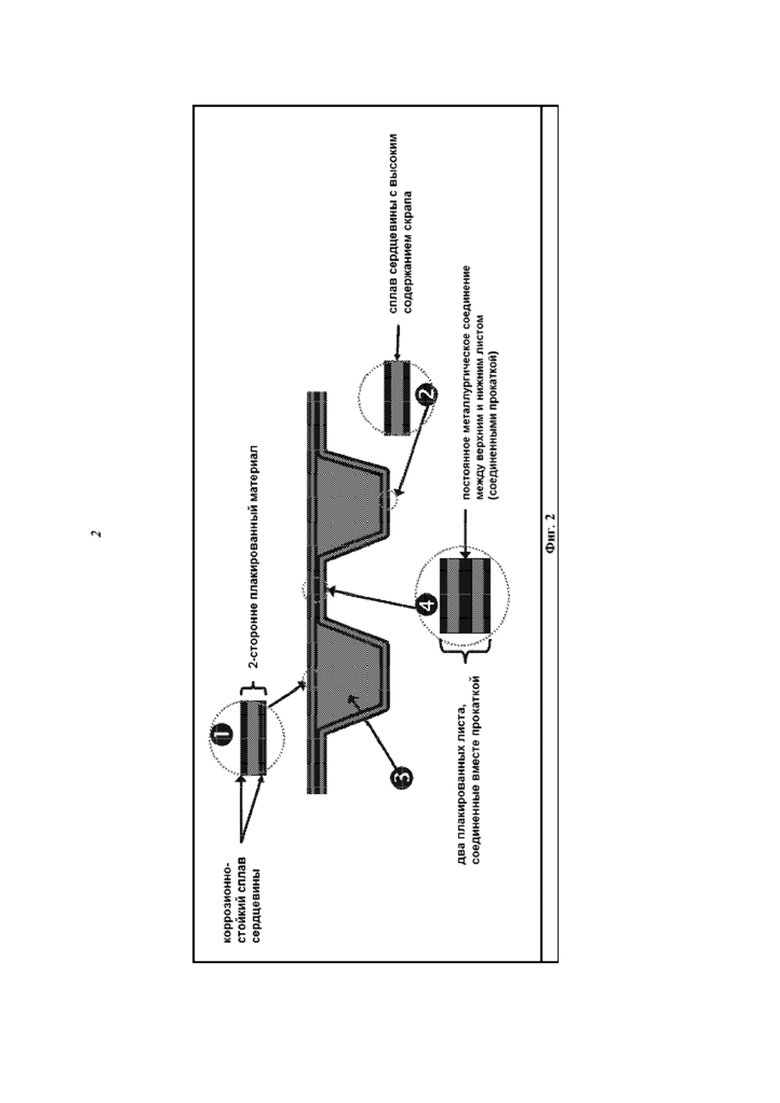
Также обеспечивается материал, содержащий металлическую сердцевину с высоким содержанием скрапа и содержащий две стороны, первый металлический плакирующий слой наплавлен на одну сторону сердцевины, а второй металлический плакирующий слой наплавлен на другую сторону сердцевины. Материал может иметь форму листа. Затем эти два плакированных листа соединяются вместе прокаткой для получения постоянного металлургического соединения между областями плакирующего слоя первого листа и плакирующего слоя второго листа (Фиг. 2).
В варианте реализации изобретения примере недорогой, но подверженный коррозии сплав сердцевины защищен от внешних воздействий коррозионностойким плакирующим слоем таким образом, который не допускает контакт сплава сердцевины ни с рабочим флюидом (в пределах встроенных проточных каналов), ни с внешней окружающей средой (например, морской водой).
В этом варианте реализации изобретения для плакирующих слоев используются сплавы, имеющие предрасположенность к соединению прокаткой. Сплав AA3XXX или AA1XXX может быть использован для одного или обоих плакирующих слоев. В одном варианте реализации изобретения оба плакирующих слоя представляют собой сплав AA3XXX. В другом варианте реализации изобретения оба плакирующих слоя представляют собой сплав AA1XXX. В еще одном варианте реализации изобретения, не имеющем ограничительного характера, один плакирующий слой представляет собой сплав AA1XXX, а другой плакирующий слой представляет собой сплав AA3XXX. В еще одном варианте реализации изобретения, не имеющем ограничительного характера, один плакирующий слой представляет собой сплав AA1XXX или AA3XXX, а другой плакирующий слой представляет собой сплав AA5XXX. Плакирующие слои могут окружать недорогой слой сердцевины, который может содержать относительно высокое содержание скрапа, содержащего алюминий.
Для формирования слоя сердцевины могут быть использованы различные источники скрапа, таким образом панели теплообменника могут действовать как эффективный потребитель алюминиевого скрапа. Двусторонне плакированный пример имеет сходство с сэндвичной конструкцией, разработанной для того, чтобы инкапсулировать практически любую композицию на основе алюминия в слое сердцевины, независимо от того, обозначена она буквами AA или нет. В одном варианте реализации изобретения в качестве слоя сердцевины используется сплав AA4045.
Сплав AA3XXX или AA1XXX может быть использован для одного или обоих плакирующих слоев. Как правило, для удобства соединения прокаткой используются сплавы AA3XXX и AA1XXX, которые рассматриваются как «ненасыщенные» или «с малым содержанием магния». % мас. магния в этих сплавах, как правило, находится в диапазоне 0,01-0,05% для сплавов AA1XXX и 0,05-0,2% для сплавов AA3XXX. В варианте реализации изобретения, не имеющем ограничительного характера, в качестве плакирующего слоя используется сплав AA3003. В другом варианте реализации изобретения, не имеющем ограничительного характера, для плакирующего слоя используется сплав AA1100, Пока содержание магния находится в пределах <0,2%, для применения в качестве плакирующего слоя может рассматриваться подавляющее большинство, если не все, сплавы AA1XXX и AA3XXX.
В другом варианте реализации изобретения традиционное валковое плакирование может использоваться как альтернатива наплавлению для производства исходных заготовок плакированных листов. Эти плакированные листы могут затем использоваться для производства двухпластинчатых теплообменников способом соединения прокаткой. В этом случае будут применяться все вышеупомянутые составы композиций для соединения прокаткой. Наиболее заметным ограничением будут показатели уровня магния, ограниченные до < 0,2% (возможно до 0,4%, если используются очень высокие значения силы обжатия).
Описанные листы на основе алюминия используются для производства теплообменников, которые обладают высокой коррозионной стойкостью в водной окружающей среде, как например морская вода.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На Фиг. 1 проиллюстрировано схематическое изображение алюминиевой панели, содержащей односторонне плакированный лист, при этом плакирующий слой одного плакированного листа обращен в сторону плакирующего слоя второго листа и они соединены вместе прокаткой для производства двухпластинчатого теплообменника со встроенной трубкой.
На Фиг. 2 проиллюстрировано схематическое изображение алюминиевой панели, содержащей сформированный двусторонним наплавлением плакированный лист, при этом два таких листа соединены вместе прокаткой для производства двухпластинчатого теплообменника со встроенной трубкой.
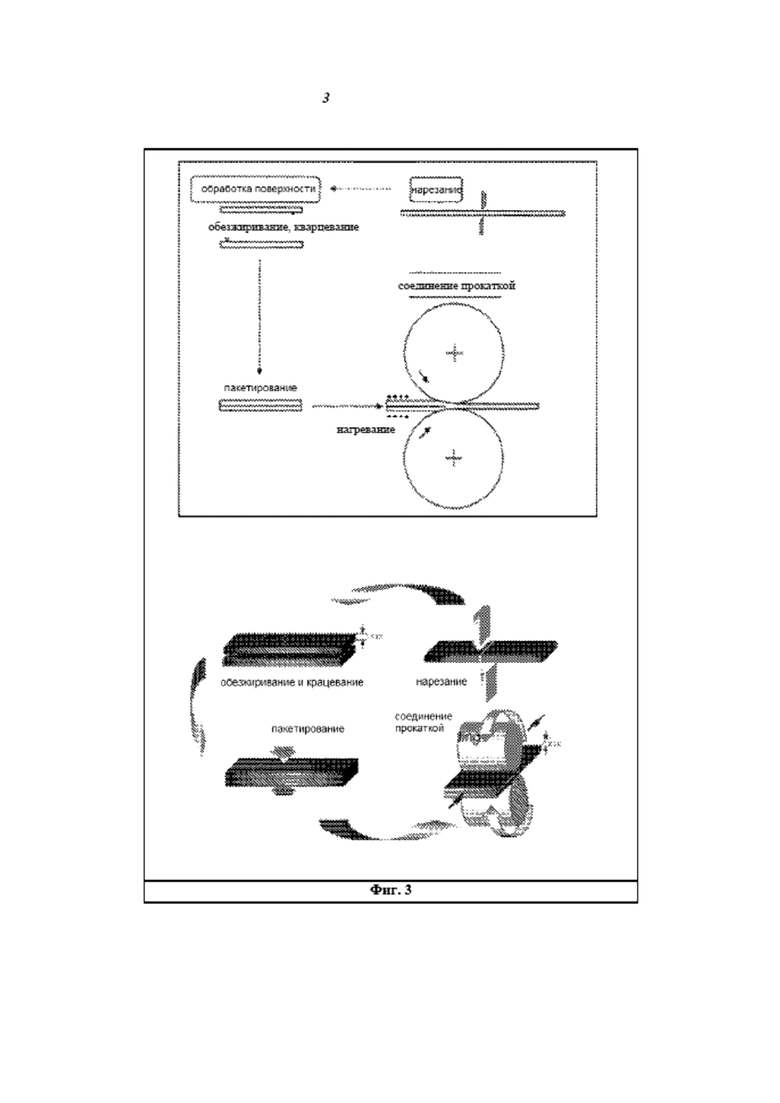
Фиг. 3 иллюстрирует схематические изображения прерывистого способа соединения алюминия прокаткой для производства двухпластинчатого теплообменника со встроенной трубкой.
ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В данном документе описаны усовершенствованные металлические материалы на основе алюминия, которые могут быть описаны как листы, содержащие сердцевину и плакирующий слой. В некоторых вариантах реализации изобретения усовершенствованные металлические материалы сформированы в листы и плакирующий слой нанесен на одну сторону листа (одностороннее плакирование) или нанесенный на обе стороны листа (двустороннее плакирование). Один пример усовершенствованного металлического материала представляет собой односторонне плакированный лист, содержащий металлосплавную сердцевину и металлосплавной плакирующий слой, который наплавлен на металлосплавную сердцевину. Другой пример усовершенствованного металлического материала представляет собой лист, содержащий металлическую сердцевину с первым металлическим плакирующим слоем, наплавленным на первую сторону сердцевины, и вторым плакирующим слоем, наплавленным на вторую сторону сердцевины. Также другой пример усовершенствованного металлического материала представляет собой лист, содержащий металлосплавную сердцевину и металлосплавной плакирующий слой, который присоединен к металлосплавной сердцевине прокаткой. Еще другой пример усовершенствованного металлического материала представляет собой лист, содержащий металлическую сердцевину с первым металлическим плакирующим слоем, соединенным прокаткой к первой стороной сердцевины, и второй плакирующий слой, присоединенный прокаткой ко второй стороне сердцевины. Примеры усовершенствованных металлических материалов, описанных в данном документе, могут обозначаться как «плакированные листовые сплавы».
Изобретатели обнаружили что, комбинируя различные металлосплавы в плакированные листовые сплавы, они могут достичь одно или больше из следующих преимуществ: повышение удобства производства металлических композитов; снижение стоимости производства из-за использования скрапа в слое сердцевины, повышения коррозионной стойкости и включения высокого содержания скрапа. Два несомненных преимущества комбинации наплавления/соединения прокаткой являются коррозионная стойкость (в силу возможности использовать коррозионностойкие сплавы, который в обычных условиях не могут быть соединены прокаткой) и включение скрапа в слой сердцевины, что невозможно в монолитном исполнении.
Также в данном документе описаны способы подготовки вышеописанных усовершенствованных металлических материалов и форм, изготовленных из этих материалов.
Коррозионная стойкость
Коррозионная стойкость металлических материалов представляет собой насущную задачу в области материаловедения, в частности, когда материалы используются в агрессивных окружающей среде. Один из пример агрессивной окружающей среды представляет собой морскую окружающую среду. Некоторые металлы, как например алюминий, который является обычно коррозионностойким при нормальных условиях, все же является предрасположенным к коррозии в морской окружающей среде. Алюминий может очень легко окисляться, формируя защитную пассивирующую оксидную пленку на поверхности металла. Формирование устойчивой оксидной пленки на алюминиевой поверхности как правило обеспечивает отличную стойкость к коррозии. Тем не менее, коррозия алюминия может происходить, если оксидная пленка повреждена или при определенных электрохимических условиях, включая наличие хлорид-анионов, как например в морской воде. Питтинговая коррозия представляет собой форму высоколокализованной коррозии, появляющаяся на поверхности металла, которая часто наблюдается начинающейся в слабых точках пассивирующей пленки, как например интерметаллические включения или частицы. После разрушения пассивирующей пленки в локальных точках, создаются пары «ион/электрон» и коррозия может протекать через половинные реакции, происходящие на анодных и катодных участках. Устойчивость к питтингу может быть оценена методами электрохимического тестирования, такими как эксперименты по линейной поляризации.
Некоторые алюминиевые сплавы обладают более высокой устойчивостью к питтингу чем другие сплавы и поэтому являются более коррозионностойкими при использовании в агрессивной окружающей среде, как например морской воде. Тем не менее, такие коррозионностойкие сплавы могут быть дорогими в производстве, а также необязательно обладать физическими свойствами, которые позволяют им эксплуатироваться в определенных применениях или технологических процессах. Например, некоторые из доступных коррозионностойких алюминиевых сплавов не могут быть легко обработаны с помощью соединения прокаткой.
Плакированные листовые сплавы
Соединение прокаткой представляет собой экономичную технологию изготовления, которая очень полезна для производства определенных композитных металлов, материалов и предметов. Изобретатели обнаружили, что возможно достичь преимуществ соединения алюминиевого материала прокаткой, но при этом также достичь более высокой коррозионной стойкости, чем позволяют сплавы, обычно подходящие для соединения прокаткой. Эта цель может быть достигнута путем комбинирования сплавов, подходящих для соединения прокаткой, с коррозионностойкими сплавами в одних и тех же материалах. В одном конкретном примере могут быть изготовлены металлические листы и другие связанные формы, которые включают как алюминиевые сплавы, подходящие для соединения прокаткой, так и сплавы с высокой коррозионной стойкостью.
Листы и другие формы материалов, описанные в данном документе, могут упоминаться как «плакированные листовые материалы», «плакированные листовые сплавы» и другие связанные термины. Плакированные листовые сплавы или материалы, описанные в данном документе, обычно включают сердцевину из коррозионностойкого сплава и по меньшей мере один плакирующий слой для удобства соединения прокаткой (Фиг. 1). В одном варианте реализации изобретения плакирование плакированных листовых сплавов или материалов, описанных в данном документе, изготовлено из сплава, совместимого со способом соединения прокаткой. Плакированные листовые материалы, описанные в данном документе, могут содержать второй плакирующий слой. Другими словами, плакированные листовые сплавы могут быть односторонне или двусторонне плакированные. Такие листы могут быть изготовлены с использованием обычных технологий соединения прокаткой или наплавлением литьем на слитки, с сердцевиной и одним или больше плакирующими слоями с последующей горячей прокаткой и холодной прокаткой в листы.
Сердцевина
Некоторые варианты изобретения плакированных листовых сплавов, описанных в данном документе, содержат сердцевину из алюминиевого сплава, совместимую с традиционным способом соединения прокаткой. Кроме того, сплавы сердцевины могут быть выбраны по одной или нескольким из следующих характеристик: формуемость; коррозионная стойкость, такая как долговременная коррозионная стойкость в теплой и холодной морской воде; подходящий гальванический баланс между сплавом сердцевины и сплавом плакирующего слоя для обеспечения самозащиты плакированного листового сплава по краям, подверженным коррозионной среде; возможность переплавки и возможность обычных способов прокатки.
Совместимые со способом соединения прокаткой алюминиевые сплавы содержат различные элементы, как проиллюстрировано в таблице, приведенной ниже.
Значительное внимание при анализе содержания магния следует уделить верхнему пределу, превысив который оксидирование магния увеличится до значения, при котором не может происходить эффективное и стойкое соединение прокаткой. При нормальных внешних атмосферных условиях этот предел представляет собой, возможно, около 0,2% Mg; хотя потенциально может быть обеспечено 0,4% Mg, если показатели обжатия по толщине достаточно высоки. Если были предприняты специальные меры (например, соединение прокаткой в инертной среде), тогда теоретически возможно соединение прокаткой с применением плакированных сплавов с >0,4% Mg. Как правило, вариантами для соединения прокаткой являются сплавы, содержащие < 0,2% Mg.
Состав некоторых сплавов, совместимых со способом соединения прокаткой (массовый процент (% мас.)):
В некоторых других примерах, плакированные листовые сплавы, описанные в данном документе, содержат алюминиевый сплав сердцевины с высоким содержанием скрапа.
Плакирующий слой
Плакированные листовые сплавы, описанные в данном документе, содержат плакирующий слой на одной или обеих сторонах листа. Сплавы, использующиеся для плакирующего слоя, или «сплавы плакирующего слоя» представляют собой алюминиевые сплавы. Некоторые из сплавов плакирующего слоя выбираются для обеспечения коррозионной стойкости. Например, в некоторых случаях, сплавы плакирующего слоя выбираются для обеспечения высокой коррозионной стойкости или для удобства соединения прокаткой, или для того и другого. Например, сплавы плакирующего слоя могут выбираться так, чтобы проявлять долгосрочную коррозионную стойкость в теплой и холодной морской воде. Некоторыми другими факторами, на основе которых выбираются сплавы плакирующего слоя, являются один или больше из следующих: совместимость со способом соединения прокаткой; совместимость с наплавлением литьем; формуемость; коррозионная стойкость, как например долгосрочная коррозионная стойкость в теплой и холодной морской воде; подходящий гальванический баланс между сплавом сердцевины и сплавом плакирующего слоя для обеспечения самозащиты плакированного листового сплава по краям подверженным воздействию коррозионной окружающей среде; возможность переплавки и возможность обычных способов прокатки.
В этом варианте реализации изобретения желательные плакированные композиции представляют собой совместимые с соединением прокаткой (т.е. с очень низким содержанием магния), при этом все еще обладают хорошей морской коррозионной стойкостью. В таком случае могут быть использованы базовые композиции с более высокой чистотой (при сведении к минимуму примесей железа, меди, марганца и других общих фоновых примесей). Это обусловлено тем, что эти элементы обычно присутствуют в качестве катодных компонентов второй фазы в матрице сплава. Таким образом, они, как правило, способствуют микрогальванической активности в хлоридных средах и, следовательно, разрушению пассивирующей пленки и питтинговой коррозии. Соответственно, могут использоваться такие сплавы как например AA1050, AA1060, AA1070 (или даже более чистый AA1080). Для 3XXX могут использоваться базовые композиции с более высокой чистотой, как например AA3003, AA3004 и AA3104.
Примеры плакированного листового сплава
Односторонне плакированный лист
В одном примере варианта реализации изобретения плакированный лист представляет собой односторонне плакированный листовой сплав. Односторонне плакированный листовой сплав содержит плакирование алюминиевого сплава, выбранного для обеспечения совместимости с соединением прокаткой, и одностороннюю сердцевину алюминиевого сплава, выбранную на основании максимальной стойкости к питтинговой коррозии в агрессивной окружающей среде, как например в морской окружающей среде. Важно отметить, что типичные алюминиевые сплавы, подходящие для морской окружающей среды из-за их высокой коррозионной стойкости, не могут быть соединены прокаткой из-за присутствия в таких сплавах термооксидов на основе магния. В одном варианте реализации изобретения плакирующий слой наносится технологией наплавления литьем с последующей горячей прокаткой и холодной прокаткой в листы. В другом варианте реализации изобретения плакирующий слой наносится на слой сердцевины технологией традиционного соединения прокаткой.
Алюминиевая панель, содержащая односторонне плакированный лист, соединяется прокаткой со вторым односторонне плакированным листом, с двумя плакирующими слоями, обращенные навстречу друг другому, для производства двухпластинчатого теплообменника со встроенной трубкой. Односторонне плакированный лист, содержащий коррозионностойкий сплав сердцевины и плакирующий сплав, выбираются для удобства соединения прокаткой (Фиг. 1). В этом примере сплав сердцевины представляет собой сплав AA5XXX, а плакирующий сплав представляет собой сплав AA3XXX. Многие из наиболее коррозионностойких сплавов содержат значительные концентрации магния. Это содержание магния не позволяет использовать эти сплавы в соединении прокаткой из-за неуправляемого образования оксида магния на поверхности контакта прокатки. В этом примере односторонне плакированный лист используется как исходная заготовка в способе соединения прокаткой. Это асимметричное расположение позволяет управлять металлургическим соединением в сопряженных поверхностях через композицию плакирующего слоя. Этот позволяет эффективно использовать любой сплав сердцевины в двухпластинчатом теплообменнике. Не имеющие ограничительного характера примеры теплообменников, содержащих пластины теплообменника, которые могут быть произведены, применяя сплавы и листы данного изобретения, проиллюстрированы патентами WO2013/025797, WO2013/025802 и WO2014/062653.
Два отдельных алюминиевых листа проходят одновременно через клеть прокатного стана, обычно при повышенной температуре (Фиг. 3). Соответствующая температура обработки для соединения прокаткой может варьироваться в зависимости от силы общего обжатия по толщине и обрабатываемых сплавов, но желательной является температура где-то в диапазоне от 150 °C до 500 °C. Верхняя поверхность нижнего листа обычно представляет собой поверхность, полученную трафаретной печатью с контуром, заданным противосварочной краской. После соединения прокаткой между двумя листами образовывается постоянное металлургическое соединение, которое эффективно формирует единый лист. Тем не менее, области соприкасающейся поверхности, содержащие противосварочную краску, не формируют постоянное соединение. Эти области могут представлять собой разделенные и последовательные раздутые промежутки для образования встроенных проточных каналов, подходящих для рабочего флюида теплообменника.
В одном варианте реализации изобретения обеспечивается материал, содержащий коррозионностойкую металлосплавную сердцевину и металлосплавной плакирующий слой, который наплавляется литьем из расплава на металлическую сплавную сердцевину. Металлосплавной плакирующий слой выбирается для удобства соединения прокаткой. В этом варианте реализации изобретения два односторонне плакированных листа соединены прокаткой один с другим для производства двухпластинчатого теплообменника со встроенной трубкой. Этот способ соединения прокаткой образовывает постоянное металлургическое соединение между областями плакирующего слоя первого листа и плакирующего слоя второго листа.
В одном варианте реализации изобретения используются два листа односторонне плакированного материала, которые соединены вместе прокаткой. В качестве слоя сердцевины могут использоваться сплавы AA5XXX. Как правило, используются сплавы AA5XXX, которые рассматриваются как «ненасыщенные» или «с малым содержанием магния». Эти сплавы являются относительно устойчивыми к межкристаллитной коррозии и демонстрируют хорошую коррозионную стойкость. В одном примере используется сплав AA5005. В другом примере используется сплав AA5052.
Для плакирующего слоя могут использоваться сплавы AA3XXX или AA1XXX. Как правило, для удобства соединения прокаткой используются сплавы AA3XXX и AA1XXX, которые рассматриваются как «ненасыщенные» или «с малым содержанием магния». % вес. магния в этих сплавах, как правило, находится в диапазоне 0,01-0,05% для сплавов AA1XXX и 0,05-0,2% для сплавов AA3XXX. В одном варианте реализации изобретения для плакирующего слоя используется сплав AA3003. В другом примере для плакирующего слоя используется сплав AA1100, Пока содержание магния находится в пределах <0,2%, для применения в качестве плакирующего слоя может рассматриваться подавляющее большинство, если не все, сплавов AA1XXX и AA3XXX.
Двусторонне плакированный лист
Другой пример плакированных листовых сплавов данного изобретения представляет собой двусторонне плакированный листовой сплав (Фиг. 2). В одном примере двусторонне плакированный листовой сплав содержит по меньшей мере плакирующий слой на одной стороне, выбранный по причине обеспечения коррозионной стойкости. Плакирующий слой на второй стороне листа может быть таким же коррозионностойким сплавом (симметричный лист) или другим сплавом (асимметричный лист). Применение различных комбинаций сердцевины и плакирующего слоя позволяет применять различные свойства сплава и способы изготовления для создания экономичных плакированных листовых сплавов с желаемыми свойствами. Один пример двусторонне плакированного листового сплава представляет собой асимметричный двусторонне плакированный листовой сплав, содержащий сердцевину с высоким содержанием скрапа, плакирование одной стороны слоем сплава с высокой коррозионной стойкостью, что подходит для морских применений, и плакирование второй стороны слоем сплава со средней коррозионной стойкостью, совместимым со способом соединения прокаткой. Этот асимметричный двухсторонний листовой сплав использует высокое содержание скрапа и соединение прокаткой, что упрощает изготовление и снижает издержки производства, но в то же время обеспечивает высокую степень коррозионной стойкости.
Также обеспечивается материал, содержащий металлическую сердцевину с высоким содержанием скрапа и содержащий две стороны, первый металлический плакирующий слой наплавлен на одну сторону сердцевины, а второй металлический плакирующий слой наплавлен на другую сторону сердцевины. Материал может быть в форме листа. Затем эти два плакированных листа соединяются вместе прокаткой для получения постоянного металлургического соединения между областями плакирующего слоя первого листа и плакирующего слоя второго листа.
В этом примере недорогой, но подверженный коррозии сплав сердцевины защищен от внешних воздействий коррозионностойким плакирующим слоем таким образом, который не позволяет контактировать сплаву сердцевины ни с рабочим флюидом (в пределах встроенных проточных каналов), ни с внешней окружающей средой (например, морской водой).
В этом варианте реализации изобретения используются сплавы с предрасположенностью к соединению прокаткой. Сплав AA3XXX или AA1XXX может быть использован для одного или обоих плакирующих слоя. В одном варианте реализации изобретения оба плакирующих слоя представляют собой сплав AA3XXX. В другом варианте реализации изобретения оба плакирующих слоя представляют собой сплав AA1XXX. В еще одном варианте реализации изобретения один плакирующий слой представляет собой сплав AA1XXX, а другой плакирующий слой представляет собой сплав AA3XXX. В этом же еще одном варианте реализации изобретения один плакирующий слой представляет собой сплав AA1XXX или AA3XXX, а другой плакирующий слой представляет собой сплав AA5XXX.
Плакирующие слои могут окружать недорогой слой сердцевины, который может содержать относительно высокое содержание скрапа, содержащего алюминий.
В одном варианте реализации изобретения, как проиллюстрировано выше, сплав сердцевины представляет собой сплав AA4045. Термин «скрап» означает, что он содержит более высокое содержание кремния (Si), железа (Fe), меди (Cu) и цинка (Zn).
Сплав AA3XXX или AA1XXX может быть использован для одного или обоих плакирующих слоев. Как правило, для удобства соединения прокаткой используются сплавы AA3XXX и AA1XXX, которые рассматриваются как «ненасыщенные» или «с малым содержанием магния». Пока содержание магния находится в пределах <0,2%, для применения в качестве плакирующего слоя может рассматриваться подавляющее большинство, если не все, сплавы AA1XXX и AA3XXX. Массовый процент (% мас.) магния в этих сплавах, как правило, находится в диапазоне 0,01-0,05 для сплавов AA1XXX и 0,05-0,2 для сплавов AA3XXX. В одном варианте реализации изобретения для плакирующего слоя используется сплав AA3003. В другом варианте реализации изобретения для плакирующего слоя используется сплав AA1100,
Способы производства коррозионностойкого теплообменника
Плакированные листовые сплавы, описанные в данном документе, могут быть изготовлены способами, которые включают по меньшей мере некоторые из технологий, описанных в данном документе. Способы производства литых листовых сплавов включены в объем настоящего описания.
Два отдельных Al листа проходят одновременно через клеть прокатного стана (обычно при повышенной температуре) (Фиг. 3). Верхняя поверхность нижнего листа обычно представляет собой поверхность, полученную трафаретной печатью с контуром, заданным с помощью противосварочной краски, прежде чем она контактирует с нижней поверхностью верхнего листа. После соединение прокаткой между двумя листами образовывается постоянное металлургическое соединение (эффективно формируя единый лист). Тем не менее, области соприкасающихся поверхностей, содержащие противосварочную краску, не формируют постоянное соединение. Эти области могут представлять собой разделенные и последовательные промежутки, раздутые так, чтобы образовывать встроенные проточные каналы, подходящие для рабочего флюида теплообменника.
Диапазон температур соединения прокаткой может представлять собой приблизительно от 150°C до 500°C в зависимости от сплавов/калибров и общей силы обжатия по толщине, которые используются, как известно специалисту, квалифицированному в область техники. Максимальная высота раздутия будет зависеть от требований к конструкции и характеристик теплой/горячий формовки сплава(ов), которые соединяются прокаткой; особенно максимального относительного удлинения полосы сплава.
Использования и применения
Плакированные листовые сплавы, описанные в данном документе, могут быть использованы во множестве прикладных задач. Одно типовое применение представляет собой производство моделей алюминиевой панели теплообменника для силовых установок. В более общем смысле, плакированные листовые сплавы с высокой коррозионной стойкостью плакирующего слоя являются подходящими для различного использования в морской окружающей среде. Эти плакированные листовые сплавы могут быть использованы для получения полезной энергии из относительно непродуктивных теплопотерь, таких как теплая вода, находящаяся в верхних слоях океана, или из других потоков теплопотерь, например сбросов электростанций, или сливов, связанных с другими промышленными процессами.
Свойства и преимущества
Плакированные листовые сплавы, описанные в данном документе, могут обладать различными конструктивными и функциональными характеристиками и свойствами. Эти характеристики и свойства могут использоваться для описательных и отличительных целей, но также могут быть выгодно использованы в различных применениях и прикладном использовании комбинированных покрытий, описанных здесь. Некоторыми, но не всеми характеристиками и свойствами пленок и покрытий являются доступность и меньшая стоимость изготовления, что может быть достигнуто, например, использованием технологии соединения прокаткой и/или скрапа и отличной коррозионной стойкостью. Примеры плакированных листовых сплавов, подходящих для отдельных прикладных задач, могут обладать некоторыми характеристиками, ориентированными на конкретное применение.
Объекты, формы, устройства и аналогичные объекты, изготовленные или содержащие плакированные листовые сплавы, включены в объем настоящего изобретения. Один типовой объект представляет собой теплообменник.
Следующие примеры будут служить для дополнительной иллюстрации данного изобретения, но при этом не несут никакого ограничительного смысла. Напротив, должно быть четко понятно, что можно получить различные варианты реализации изобретения, модификации и их эквиваленты, которые после прочтения описания в данном документе могут представить специалисты, квалифицированные в данной области техники, не отступая от сущности изобретения. Во время исследований, описанных в следующих примерах, соблюдались обычные процедуры, если не указано иное. Некоторые из операций описаны ниже с иллюстративной целью.
Пример 1
Слиток, содержащий сердцевину АА5005А и плакировку АА3003, был отлит в литейной форме шириной 1900 мм. Слиток представлял собой приблизительно 12000 кг с 10% (% мас.) плакировки. Поверхность сердцевины была обработана до приблизительно 12мм. Поверхность покрытия была обработана до приблизительно 11мм. Слиток был разделен по центру для повышения эффективности производства. Обработанный слиток пропускали через реверсивный прокатный стан с вкладышем 3003 на нижней поверхности на горячей линии и на верхней поверхности на холодной и чистовой линии. Были сделаны два среза кромок. После обрезки холодный слиток пропускали через реверсивный прокатный стан, а затем передавали на чистовой прокатный стан. Для обозначения плакированной поверхности листа использовался валик для шлифования с особой шлифовкой.
Пример 2
Алюминиевая панель, содержащая односторонне плакированный лист, произведенный по Примеру 1, соединяется прокаткой с вторым односторонне плакированным листом, произведенным по Примеру 1, с двумя плакирующими слоями, обращенными в сторону один к другому, для производства двухпластинчатого теплообменника со встроенной трубкой.
Многие из наиболее коррозионностойких сплавов содержат значительные концентрации магния. Это содержание магния не позволяет использовать эти сплавы в соединении прокаткой из-за неуправляемого образования оксида магния на поверхности контакта прокатки. В этом примере односторонне плакированный лист используется как исходная заготовка в способе соединения прокаткой. Это асимметричное расположение позволяет управлять металлургическим соединением в сопряженных поверхностях через композицию плакирующего слоя. Этот позволяет эффективно использовать любой сплав сердцевины в двухпластинчатом теплообменнике.
Два отдельных алюминиевых листа проходят одновременно через клеть прокатного стана, обычно при повышенной температуре (Фиг. 3). Верхняя поверхность нижнего листа обычно представляет собой поверхность, полученную трафаретной печатью с контуром, заданным противосварочной краской. После соединение прокаткой между двумя листами образовывается постоянное металлургическое соединение, эффективно формируя единый лист. Тем не менее, области соприкасающейся поверхности, содержащие противосварочную краску, не формируют постоянное соединение. Эти области могут представлять собой разделенные и последовательные раздутые промежутки для образования встроенных проточных каналов, подходящих для рабочего флюида теплообменника.
Пример 3
В этом примере, алюминиевая панель, содержащая двусторонне плакированный лист, соединена прокаткой с другим двусторонне плакированным листом для производства двухпластинчатого теплообменника со встроенной трубкой. Плакированная верхняя поверхность нижнего листа обычно представляет собой поверхность, полученную трафаретной печатью с контуром, заданным противосварочной краской. В этом варианте реализации изобретения двусторонне плакированный лист представляет собой содержащий коррозионностойкий плакированный сплав и недорогую сердцевину с высоким содержанием скрапа. Между верхним и нижним листами, путем приложения давления к областям, полученным трафаретной печатью с противосварочной краской, создается встроенный проточный канал для рабочего флюида. В зависимости от используемых сплавов и общих калибров, раздувание каналов может быть достигнуто с помощью технологий, известных квалифицированному в данной области техники специалисту, таких как сжатым воздухом или гидравлической жидкостью (если требуются более высокие показатели давления). Поперечное сечение через область соединения между верхним и нижним сплавленными листами с использованием соединения прокаткой демонстрирует постоянное металлическое соединение. Таким образом подверженный коррозии сплав сердцевины, который содержит недорогой скрап, защищен от внешних воздействий коррозионностойким плакирующим слоем таким образом, который не позволяет допустить контакт ни с рабочим флюидом (в пределах встроенных проточных каналов), ни с внешней окружающей средой (например, морской водой).
Все патенты, публикации и рефераты, упомянутые выше, включены в данный документ в полном объеме посредством ссылки. Возможны различные расположения и комбинации элементов и характерных особенностей, описанных в данном документе. Аналогичным образом, некоторые функции и подкомбинации являются полезными и могут использоваться без ссылок на другие функции и подкомбинации. Различные варианты реализации данного изобретения были описаны при выполнении различных задач изобретения. Следует понимать, что эти варианты реализации просто иллюстрируют принципы данного изобретения. Многочисленные модификации и их адаптации будут очевидны квалифицированным в данной области техники специалистам без отхода от сущности и объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНЫЙ АЛЮМИНИЕВЫЙ ЛИСТ ДЛЯ БЕСФЛЮСОВОЙ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ В РЕГУЛИРУЕМОЙ АТМОСФЕРЕ | 2013 |
|
RU2642245C2 |
| ЛИСТ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2017 |
|
RU2731572C2 |
| ПЛАКИРОВАННОЕ ИЗДЕЛИЕ НА ОСНОВЕ СПЛАВА СЕРИИ 2XXX ДЛЯ АВИАКОСМИЧЕСКОЙ ТЕХНИКИ | 2020 |
|
RU2783714C1 |
| СВЕРХСТОЙКИЙ К ПРОГИБУ И ПЛАВЛЕНИЮ МАТЕРИАЛ ОРЕБРЕНИЯ С ОЧЕНЬ ВЫСОКОЙ ПРОЧНОСТЬЮ | 2013 |
|
RU2635675C2 |
| ПЛАКИРОВАННОЕ ИЗДЕЛИЕ НА ОСНОВЕ СПЛАВА СЕРИИ 2XXX ДЛЯ АВИАКОСМИЧЕСКОЙ ТЕХНИКИ | 2020 |
|
RU2785724C1 |
| Способ получения сверхпластичного плакированного материала на основе алюминия | 2016 |
|
RU2637842C1 |
| МАТЕРИАЛ В ВИДЕ ПОЛОСЫ С ПРЕВОСХОДНОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ ПОСЛЕ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2013 |
|
RU2635052C2 |
| КОМПОЗИЦИОННАЯ АЛЮМИНИЕВАЯ ПАНЕЛЬ | 1999 |
|
RU2237578C2 |
| ПРИГОДНОЕ ДЛЯ СВАРКИ МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ | 2010 |
|
RU2533989C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОЙ КОРРОЗИОННОСТОЙКОЙ ПЛАКИРОВАННОЙ СТАЛИ | 2016 |
|
RU2642242C1 |
Изобретение может быть использовано при производстве композитных металлических листов и изделий из них, в частности коррозионно-стойких теплообменников. Один или оба плакирующих слоя листа содержат алюминиевый сплав АА1ХХХ или АА3ХХХ, при этом содержание магния <0,2 мас.%. Слой сердцевины содержит сплав АА5005, или АА5052 или АА4045. При производстве композитного металлического листа первый плакирующий слой, слой сердцевины и второй плакирующий слой могут быть соединены прокаткой или наплавлены литьем для формирования слитка с последующей его прокаткой. При производстве теплообменников на выбранные области поверхностей композитных металлических листов наносят противосварочную краску и после соединения их прокаткой раздувают выбранную область между первым и вторым композитными металлическими листами для формирования каналов. Изобретение обеспечивает получение композитных листов и полученных из них объектов с высокими коррозионными свойствами плакирующего слоя. 9 н. и 1 з.п. ф-лы, 3 ил., 1 табл., 3 пр.
1. Композитный металлический лист, содержащий первый плакирующий слой, содержащий алюминиевый сплав АА1ХХХ или АА3ХХХ, при этом содержание магния представляет собой <0,2 мас.%, и слой сердцевины, содержащий сплав АА5005, АА5052 или АА4045,
при этом первый плакирующий слой связан с первой стороной слоя сердцевины.
2. Композитный металлический лист по п. 1, дополнительно содержащий второй плакирующий слой, который содержит алюминиевый сплав АА1ХХХ или АА3ХХХ, при этом содержание магния находится в пределах <0,2 мас.% и второй плакирующий слой связан со второй стороной слоя сердцевины.
3. Способ производства композитного металлического листа по п. 1, включающий этап, на котором соединяют прокаткой первый плакирующий слой и слой сердцевины.
4. Способ производства композитного металлического листа по п. 2, включающий этап, на котором наплавляют литьем первый плакирующий слой, слой сердцевины и второй плакирующий слой для формирования слитка и выполняют последующую прокатку слитка для производства композитного металлического листа.
5. Применение композитных металлических листов по п. 1 или 2 для формирования теплообменника.
6. Теплообменник, содержащий композитные металлические листы по любому из пп. 1 или 2.
7. Способ производства теплообменника, включающий этапы, на которых:
a) получают первый композитный металлический лист, содержащий первый плакирующий слой, который содержит алюминиевый сплав АА1ХХХ или АА3ХХХ, при этом содержание магния находится в пределах <0,2 мас.%, и слой сердцевины, при этом первый плакирующий слой связан с первой стороной слоя сердцевины, а слой сердцевины содержит сплав АА5005, АА5052 или АА4045;
b) получают второй композитный металлический лист, содержащий первый плакирующий слой, который содержит алюминиевый сплав АА1ХХХ или АА3ХХХ, при этом содержание магния находится в пределах <0,2 мас.%, и слой сердцевины, при этом первый плакирующий слой связан с первой стороной слоя сердцевины, а слой сердцевины содержит сплав АА5005, АА5052 или АА4045;
c) наносят противосварочную краску на выбранные области первого плакирующего слоя первого композитного металлического листа;
d) размещают первый плакирующий слой первого композитного металлического листа сопряженно с первым плакирующим слоем второго композитного металлического листа, при этом выбранные области расположены между первым композитным металлическим листом и вторым композитным металлическим листом;
e) соединяют прокаткой два композитных металлических листа и
f) раздувают выбранную область для формирования каналов.
8. Способ производства теплообменника, включающий этапы, на которых:
a) получают первый композитный металлический лист, содержащий первый плакирующий слой, который содержит алюминиевый сплав АА1ХХХ или АА3ХХХ, при этом содержание магния находится в пределах <0,2 мас.%, слой сердцевины, содержащий сплав АА5005, АА5052 или АА4045, и второй плакирующий слой, который содержит алюминиевый сплав АА1ХХХ или АА3ХХХ, при этом содержание магния находится в пределах <0,2 мас.%, при этом первый плакирующий слой связан с первой стороной слоя сердцевины, а второй плакирующий слой связан со второй стороной слоя сердцевины;
b) получают второй композитный металлический лист, содержащий первый плакирующий слой, который содержит алюминиевый сплав АА1ХХХ или АА3ХХХ, при этом содержание магния находится в пределах <0,2 мас.%, слой сердцевины, содержащий сплав АА5005, АА5052 или АА4045, и второй плакирующий слой, содержащий алюминиевый сплав А1ХХХ или АА3ХХХ, при этом содержание магния находится в пределах <0,2 мас.%, при этом первый плакирующий слой связан с первой стороной слоя сердцевины, а второй плакирующий слой связан со второй стороной слоя сердцевины;
c) наносят противосварочную краску на выбранные области первого или второго композитного металлического листа;
d) соединяют первый композитный металлический лист со вторым композитным металлическим листом таким образом, что выбранные области располагаются между первым композитным металлическим листом и вторым композитным металлическим листом;
e) соединяют прокаткой два композитных металлических листа и
f) раздувают выбранные области для формирования каналов.
9. Теплообменник, произведенный способом по п. 7.
10. Теплообменник, произведенный способом по п. 8.
| US 2008008903 А1, 10.01.2008 | |||
| US 2009214891 A1, 27.08.2009 | |||
| US 6329075 B1, 11.12.2001 | |||
| EA 201170542 А1, 31.10.2011 | |||
| RU 2012119533 А1, 20.11.2013. |

