Изобретение относится к оборудованию для производства алюминия, в частности к катодному устройству алюминиевого электролизера.
Известен разъемный катодный кожух алюминиевого электролизера, сущность которого заключается в том, что его продольные стенки шарнирно прикреплены к днищу и жестко соединены к торцовым стенкам кожуха (а.с. N 362063, кл. C 22 D 3/02, 1970).
В качестве прототипа принято техническое решение, сущность которого заключается в том, что металлический катодный кожух выполнен разъемным, т.е. с целью сокращения простоя и снижения стоимости ремонта разъемное соединение продольных и торцовых стенок, а также днища выполнены вдоль наружных кромок днища, а само соединение выполнено с помощью балок и чек.
Недостатком известных технических решений является то, что разъем кожуха выполнен по угловым периферийным сторонам кожуха, т.е. в местах, где в кожухе возникают наибольшие напряжения в процессе его эксплуатации, в результате чего элементы соединения чеки, струбцины и т.п. сминаются и становятся не пригодными для повторного применения.
Другим недостатком известной конструкции кожуха является значительная протяженность линий разъема, что, с одной стороны, приводит к ослаблению прочности кожуха, а, с другой, увеличивает трудоемкость монтажа и демонтажа кожуха.
Цель изобретения ускорение процессов монтажа и демонтажа катодного кожуха в процессе капремонта электролизера, снижение трудоемкости выполнения этих работ.
Поставленная цель достигается тем, что разъемное соединение катодного кожуха, содержащего продольные и торцовые стенки и днище, выполнено по продольной осевой линии. Соединение двух половин днища и торцовых стенок выполнено в виде фланцев и болтов, а также в виде накладок, жестко прикрепленных к торцовым стенкам каждой половины кожуха.
Основное отличие предложения заключается в том, что разъем кожуха выполнен по продольной осевой линии, тогда как у прототипа он выполнен вдоль наружных кромок днища. Такое отличие позволяет ускорить монтаж и демонтаж катодного кожуха во время капремонта, а также уменьшить трудоемкость выполнения этих работ за счет уменьшения длины разъема кожуха. Следовательно, предложение отвечает критерию "новизна".
Сравнение предложения с другими известными техническими решениями показало, что ни в одном из них не обнаружено разъема кожуха по продольной осевой линии. Следовательно данное предложение отвечает современному уровню техники.
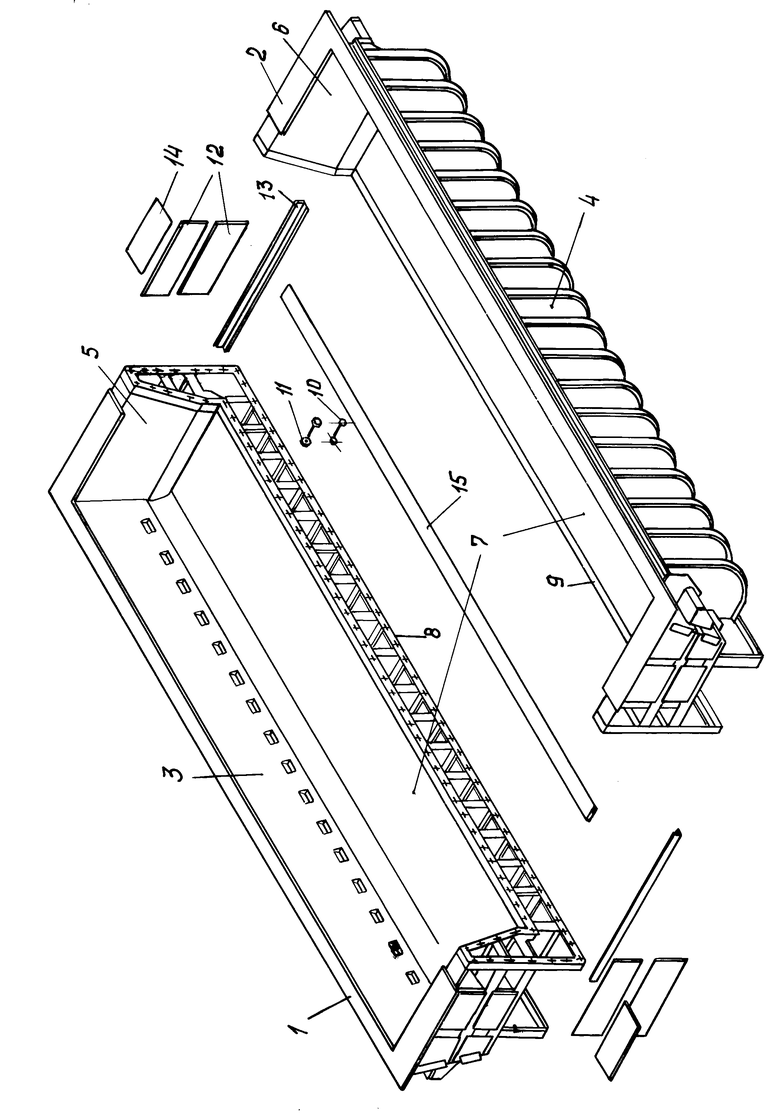
На чертеже показан катодный кожух, разделенный на две половины, в состоянии перед сборкой, общий вид.
Корпус катодного кожуха разделен по продольной осевой линии на две половины 1 и 2, содержит продольные стенки 3, 4, торцовые 5, 6 и днище 7. Обе половины кожуха связаны между собой с помощью фланцев 8, 9, болтов 10 и гаек 11. Торцы половин кожуха дополнительно усилены накладками 12, уголками 13 и отрезками фланцевого листа 14, жестко прикрепленными к обеим половинам кожуха. Стык по фланцам с внутренней стороны (сверху) закрыт полосой 15.
Изготовление половинок кожуха 1 и 2 выполняют на одном стенде снабженным мастер-плитой (кондуктором) для обеспечения совпадения отверстий на фланцах обеих половин кожуха. Сборку кожуха выполняют соединением обеих половин кожуха на болты 10, обеспечивая плотное прилегание фланцев 8, 9 по всему периметру. Затем торцы кожуха усиливают приваркой накладок 12 и уголков 13 и отрезков фланцевых листов 14. Стык по фланцам 8, 9 внутри кожуха закрывают полосой 15, прихватывая ее только к одной из половин кожуха. В таком виде кожух подается на футеровочные работы.
При демонтаже выполняют разборку кожуха, срезая (сваркой) торцевые накладки 12, уголки 13, фланцевые листы 14 и убирают болтовое соединение 10, 11 по периметру стыка. Затем, раздвинув половинки кожуха, удаляют футеровку, упрощая тем самым процесс разрушения отработанной футеровки.
Предложенная конструкция кожуха упрощает транспортировку кожуха по железной дороге от завода-изготовителя до потребителя.
Данное предложение упрощает изготовление кожуха, его сборку и демонтаж, улучшает условия труда за счет уменьшения сварочных работ по сравнению с существующими конструкциями.
| название | год | авторы | номер документа |
|---|---|---|---|
| АНОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2080419C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТЕПЛОВОГО РЕЖИМА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1998 |
|
RU2124586C1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2078852C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2294404C1 |
| КОЖУХ КАТОДНЫЙ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2121527C1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2001 |
|
RU2190041C1 |
| ГОРЕЛОЧНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1995 |
|
RU2080421C1 |
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 1993 |
|
RU2061796C1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2001 |
|
RU2200212C2 |
| ОПОРНОЕ УСТРОЙСТВО ПОД ПРОЕЗЖУЮ ЧАСТЬ КОРПУСА ЭЛЕКТРОЛИЗА | 2001 |
|
RU2210633C2 |
Использование: для производства алюминия. Сущность: разъемное соединение катодного кожуха выполнено по продольной осевой линии. Обе половины кожуха связаны с помощью фланцев, болтов и гаек. Торцы половин кожуха дополнительно усилены накладками, уголками и отрезками фланцевого листа, жестко прикрепленными к обеим половинам кожуха. Стык по фланцам с внутренней стороны закрыт полосой, жестко прикрепленной к одной из половин кожуха. 2 з.п. ф-лы, 1 ил.
| Й(;ЕСОЮЗНАК |ilAk^nKf-'iLA^'IL^AJ?? БИБЛИОТЕКА I | 0 |
|
SU378521A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
