Изобретение относится к цветной металлургии, в частности к производству алюминия электролизом расплавленных солей, и касается монтажа подин алюминиевых электролизеров.
Набойка швов подины при монтаже катодного узла является весьма ответственной операцией, во многом определяющей срок службы электролизера. Заполнение межблочных швов подовой массой с последующим ее уплотнением (трамбовкой) должно служить препятствием для проникновения металла и электролита к катодным блюмсам и огнеупорной изоляции катода. Набойку швов подины ведут постепенно (послойно) 8ю-10ю засыпками подовой массы с последующим ее уплотнением после каждой засыпки специальными пневматическими трамбовками (Ветюков М. М. и др. Электрометаллургия алюминия и магния. - М.: Металлургия, 1987, с. 109-111).
При этом, как показали инструментальные замеры, подовые блоки смещаются от своего исходного положения вдоль продольной оси катода при формировании каждого последующего слоя периферийных и межблочных швов.
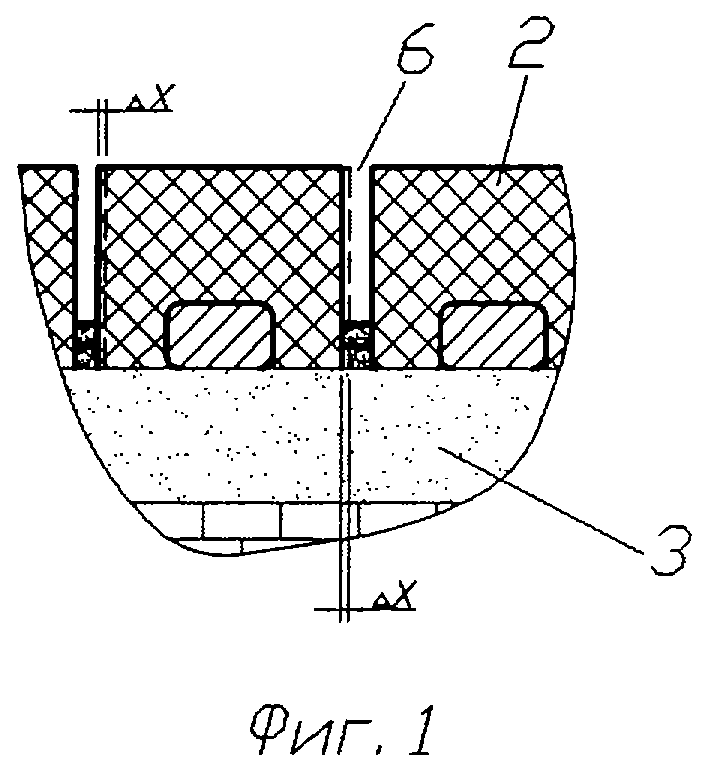
Объясняется это явление горизонтальными усилиями, возникающими при уплотнении подовой массы и воздействующими на боковые поверхности подовых секций. Смещения эти носят неорганизованный, хаотический характер и зависят от последовательности уплотнения межблочных швов. Эти горизонтальные подвижки приводят к образованию пустот внутри межблочных швов, а также внутри периферийных швов в торцах катода. Межблочные и периферийные швы могут иметь пустоты по всей высоте швов, исключая последний уплотненный слой (фиг. 1, где показан механизм смещения подового блока и образования зазора при набойке швов подины алюминиевого электролизера).
Для устранения вышеуказанных дефектов необходимо исключить горизонтальные смещения подовых секций. Достичь этого возможно жесткой фиксацией всех секций по отношению друг к другу и к бортовой футеровке.
Известен способ монтажа подины алюминиевого электролизера, включающий укладку на катодный цоколь жаропрочного и химически стойкого бетона и установку углеродистых блоков с обращенными вниз пазами с токопроводящими стержнями на бетон.
Перед укладкой бетона на катодном цоколе выполняют по длине блоков выступы из огнеупоров шириной, соответствующей ширине нижней поверхности токоподводящих стержней, стержни на выступы устанавливают соосно длине блоков, на верхние грани стержней наносят слой углеродистой пасты с последующей установкой поверх стержней на незатвердевший бетон углеродистых блоков. После затвердевания бетона производится набойка межблочных и периферийных швов подовой массой (А.С. СССР 1770452 A1, С 25 С 3/06, 1986).
Также известен способ монтажа подины алюминиевого электролизера, включающий установку углеграфитовых подовых блоков с токоподводящими стержнями катодных секций на несущее днище, набойку межблочных и периферийных швов подовой массой. Установку катодных секций осуществляют на незатвердевший слой жаропрочного и химически стойкого бетона, предварительно уложенного на несущее днище электролизера. Швы между секциями заполняют на 1/4-1/3 их высоты вытесненным при укладке секций жидким бетоном. Оставшуюся часть швов после затвердевания бетона набивают подовой массой (А.С. СССР 1261973 A1, С 25 С 3/06, 1992).
По назначению, технической сущности и наличию сходных признаков данное решение выбрано в качестве ближайшего аналога.
При обжиге нагрев подины осуществляют сверху, следовательно, коксование подовой массы происходит сверху вниз. Верхние слои подовой массы коксуются быстрее и образуют корку, перекрывая выход газам, образующимся при коксовании, вследствие чего эти газы уходят вниз в углеродистую подушку катода.
Недостатком известного способа является то, что газы, образующиеся при обжиге подины и направляющиеся вниз, не имея выхода через слой бетона, уложенного на цоколь, увеличивают пористость подовой массы, снижая ее механическую прочность и электропроводность.
Задачей предлагаемого способа является увеличение срока службы электролизера, а техническим результатом - предотвращение сдвигов подовых секций (жесткая фиксация) при набойке швов подины.
Технический результат достигается тем, что в способе монтажа подины алюминиевого электролизера, включающего установку подовых секций, послойную засыпку периферийных и межблочных швов подовой массой с последующим ее уплотнением, жесткая фиксация подовых секций по отношению друг к другу и к бортовой футеровке осуществляется точечно, путем, например, заливки жаропрочного и химически стойкого бетона в нижнюю часть шва на 1/8-1/10 высоты секции, по крайней мере, в двух точках на один поперечный межблочный или один поперечный периферийный шов для каждой подовой секции. Также жесткую фиксацию каждой подовой секции осуществляют, по крайней мере, в одной точке на продольный периферийный шов и центральный межблочный шов.
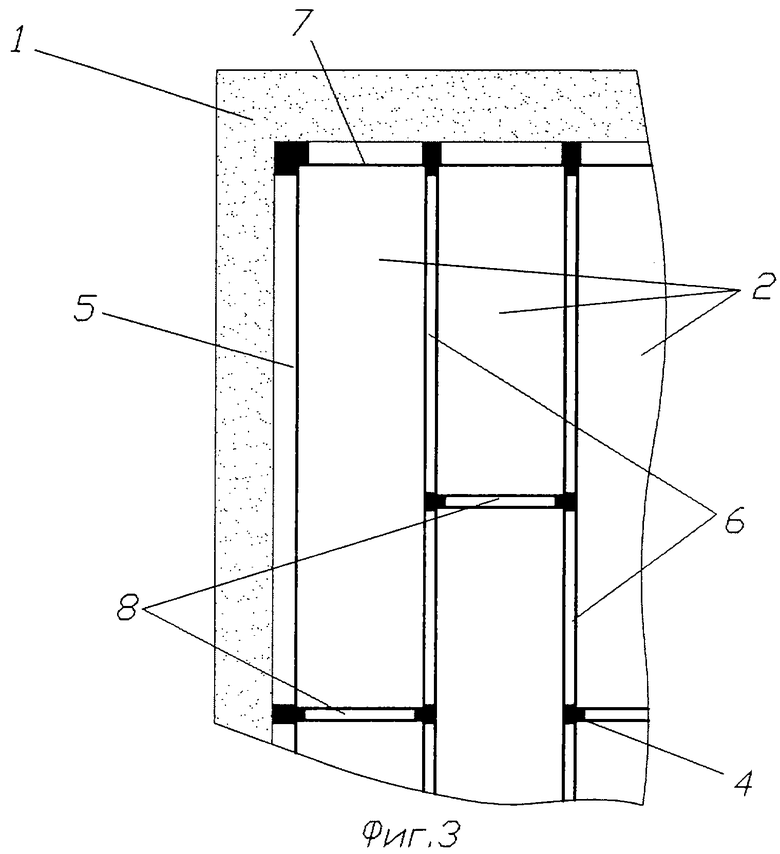
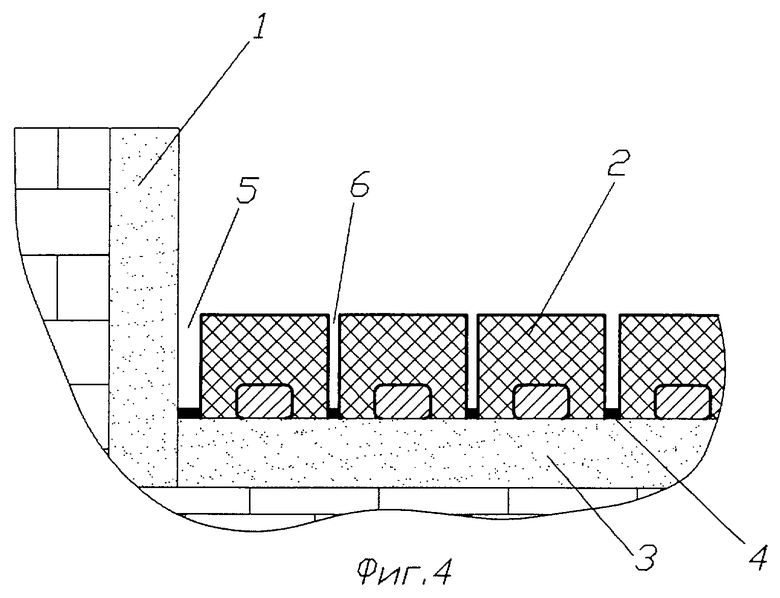
Техническая сущность предлагаемого изобретения поясняется фиг. 2 - 4, где показаны варианты жесткой фиксации подовых секции между собой и с бортовой футеровкой.
На фиг. 2 и 3 показаны фрагменты плана с вариантами размещения фиксирующих элементов и подовых секций. На фиг. 4 показан фрагмент продольного разреза подины.
Подина алюминиевого электролизера состоит из бортовой футеровки 1, подовых секций 2, подушки из углеродистого материала 3, фиксирующих элементов 4, выполненных из жаропрочного и химически стойкого бетона, поперечного периферийного шва 5, поперечного межблочною шва 6, продольного периферийного шва 7 и центрального межблочного шва 8.
Фиксацию каждой подовой секции осуществляют точечно в двух точках на каждый поперечный межблочный 6 и поперечный периферийный 5 швы и в одной точке на продольный периферийный шов 7 и центральный межблочный шов 8 путем заливки в нижнюю часть шва жаропрочного и химически стойкого бетона 4 на 1/8-1/10 высоты подовой секции. Наиболее предпочтительный вариант фиксации подовых секций показан на фиг. 4.
То, что подовые секции будут фиксироваться точечно, позволит после набойки швов при обжиге и пуске электролизера газам, образующимся при коксовании подовой массы и направленным к днищу электролизера, проходить сквозь массу в углеродистую подушку подины электролизера, не увеличивая пористость подовой массы, что уменьшает снижение ее механической прочности и электропроводности.
Предлагаемый способ монтажа подины алюминиевого электролизера осуществляют следующим образом. После установки бортовых и подовых секций порции раствора (бетона) подают в межблочные швы локально, причем раствор (бетон) заливают на 1/8-1/10 высоты подовой секции и в течение 10-12 часов происходят его затвердевание и фиксация подовых секций.
Предлагаемая операция по фиксации подовых секций не увеличивает время монтажа катодного устройства алюминиевого электролизера, т.к. одновременно производятся приварка фланцевых листов, монтаж бровки и другие операции по монтажу катодного устройства.
Были проведены опытно-промышленные испытания, в результате которых выявлено следующее:
- увеличились механическая прочность и электропроводность подовой массы за счет снижения ее пористости;
- снижен по сравнению с прототипом расход жаропрочного и химически стойкого бетона;
- снижены трудозатраты при монтаже подины,
и, как следствие вышеуказанных преимуществ, - повышение срока службы электролизера.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2004 |
|
RU2284375C2 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1991 |
|
RU2037566C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ХОЛОДНОНАБИВНОЙ ПОДОВОЙ МАССЫ ДЛЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 1996 |
|
RU2128731C1 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2270889C2 |
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2004 |
|
RU2270891C2 |
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 1993 |
|
RU2061796C1 |
| СПОСОБ ГАЗОПЛАМЕННОГО ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2004 |
|
RU2284374C2 |
| ПОДИНА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2120500C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ЛОКАЛЬНЫХ МЕСТ РАЗРУШЕНИЯ ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2180367C2 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2121528C1 |
Изобретение относится к цветной металлургии, в частности к производству алюминия электролизом расплавленных солей, и касается монтажа подин алюминиевых электролизеров. Техническим результатом изобретения является предотвращение сдвигов подовых секций при набойке швов подины. Способ включает установку подовых секций, их жесткую фиксацию, послойную засыпку межблочных и периферийных швов подовой массой с последующим ее уплотнением. Подовые секции жестко фиксируют по отношению друг к другу и к бортовой футеровке точечно, по крайней мере, в двух точках на один поперечный межблочный и/или один поперечный периферийный шов для каждой подовой секции. Фиксацию осуществляют путем заливки жаропрочного и химически стойкого бетона в нижнюю часть шва на 1/8-1/10 высоты секции. Кроме того, жесткую фиксацию каждой подовой секции осуществляют, по крайней мере, в одной точке на продольный периферийный шов и центральный межблочный шов. 2 з.п. ф-лы, 4 ил.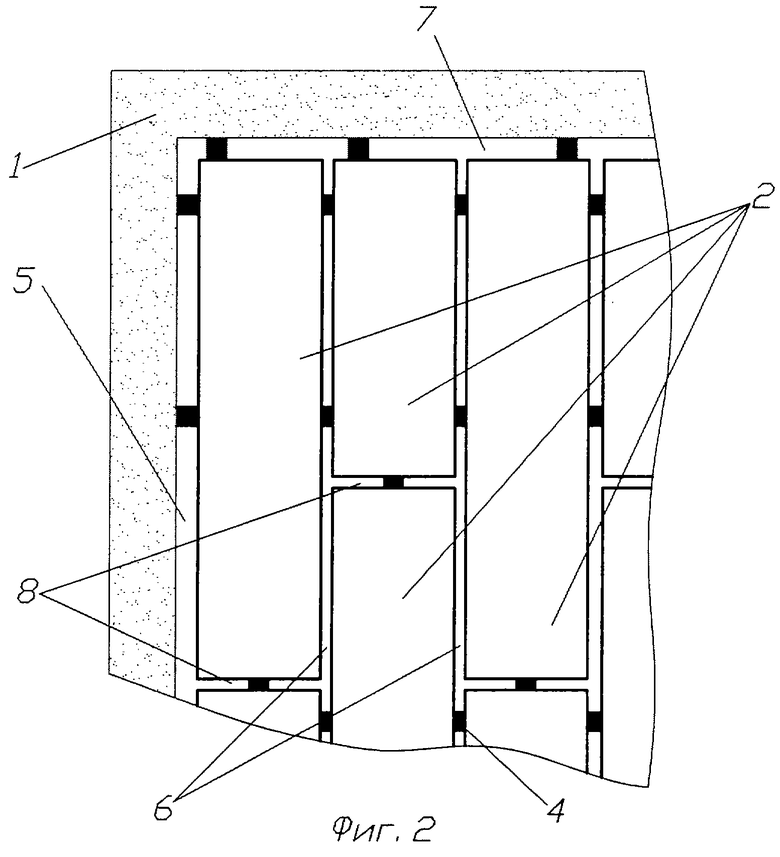
| Способ монтажа подины алюминиевого электролизера | 1985 |
|
SU1261973A1 |
| Способ монтажа подины алюминиевого электролизера | 1990 |
|
SU1770452A1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082828C1 |
| СПУСКОВОЕ УСТРОЙСТВО С ДВУМЯ И БОЛЕЕ УСТОЙЧИВЫМИ СОСТОЯНИЯМИ ДИНАМИЧЕСКОГО РАВНОВЕСИЯ | 0 |
|
SU219877A1 |

