Изобретение относится к литым контактным линзам, в частности к способу упаковки линз.
Во время литого формования линза после вулканизации будет иметь тенденцию сцепляться с одной или другой частями литейной формы случайным образом, если только литейная форма не сконструирована для поддержания линзы на одной определенной половине. Преимуществом данного решения является способность управлять, т. е. определять на какой половине литейной формы будет линза, когда части литейной формы разделяют после вулканизации. Литейные формы, которые строятся на гибких кромках для компенсации сжатия мономера, имеют тенденцию удерживать линзу на части литейной формы, которая имеет кромку, так как кромка отклоняется вообще в полость линзы, где мономер твердеет вокруг нее. Хотя данный процесс до некоторой степени может строиться на фиксации линзы на одной половине, конечный результат заключается в деформации кромки линзы, что приводит к несоответствующим профилям края, отбраковке линз и полировке подходящих линз, т.е. тех, которые не были повреждены механическим удалением из удерживающей половины литейной формы. Другой способ для удерживания линзы на одной определенной части литейной формы состоит в том, чтобы вызвать возврат на кромку полости линзы таким образом, чтобы заклинить твердую линзу. Например, полость линзы на вогнутой литейной форме может иметь обратный профиль кромки, которая будет удерживать твердую линзу, что создает значительные реакции связи на конструкции профиля кромки линзы и относительно толстые неудобные кромки линзы.
Во время процесса литого формования линзу транспортируют через ряд различных контейнеров, где ее подвергают контролю, измерению энергии, экстракции, гидратации и передают в окончательную упаковку, обычно стеклянный пузырек. Могут быть достигнуты преимущества по стоимости и качеству, если данные операции могут быть выполнены в литейной форме, которая является также основным компонентом в окончательной упаковке. Кроме того, имеются пpеимущества, когда часть литейной формы, образующая деталь упаковки, имеет такую конструкцию, что линза соответствующим образом сориентирована и легко удаляется пользователем. Это может быть достигнуто в случае линз с выпуклой вверх поверхностью. С другой стороны, возможно получить преимущество, предусматривая "корзину" или несущее устройство внутри упаковки, которая содержит линзу и которая доступна пользователю, посредством чего легко удаляют линзу из упаковки.
Во время литого формования чрезвычайно важно защитить оптические поверхности частей литейной формы, так как незначительные повреждения могут передаваться линзе, приводя к отбраковке. Повреждение может иметь место, например, когда литейная форма выбрасывается из формовочной машины. В гигиенических целях важно свести к минимуму возможность вхождения в контакт оптической поверхности даже с мягкими предметами.
Известен способ упаковки контактной линзы, при котором ее оставляют на одной из поверхностей формы после того, как форму открывают, герметизируют посредством примыкающей к поверхности формы крышки.
Цель изобретения более совершенный способ упаковки контактной линзы в контейнере, образованном деталью литейной формы.
Цель достигается за счет того, что в способе упаковки, при котором линзу оставляют на одной из поверхностей формы после того, как форму открывают, герметизируют посредством примыкающей к поверхности формы крышки, линзу оставляют на выпуклой поверхности формы, перед раскрытием форму поворачивают в пространстве так, чтобы выпуклая поверхность была направлена вверх, выпуклую поверхность шлифуют пламенем для лучшего удержания линзы на ней при открытии формы, в форму подают гидратирующую жидкость для гидратирования линзы после того, как форму открывают и перед тем, как ее герметизируют посредством крышки. Полимеризацию мономера осуществляют в полости литейной формы между выпуклой поверхностью литейной формы в первой детали литейной формы и вогнутой поверхностью литейной формы во второй детали литейной формы, затем осуществляют открытие литейной формы, чтобы оставить незащищенной литую линзу при поддержке на указанной выпуклой поверхности литейной формы, и герметизацию линзы в упаковке путем герметизации покрывающего элемента на указанной первой детали литейной формы.
Мономер подают в указанную полость литейной формы в то время, как вогнутая поверхность литейной формы обращена вверх, и переворачивают литейную форму так, чтобы при открытии указанная выпуклая поверхность литейной формы была обращена вверх.
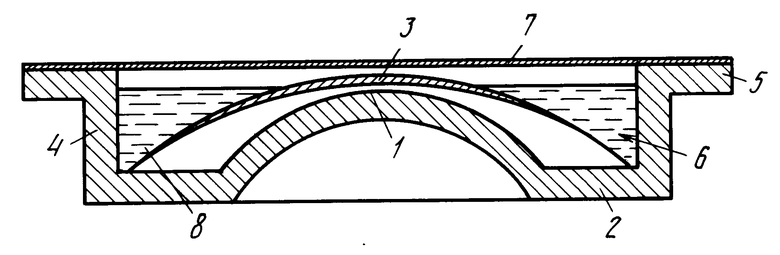
На чертеже представлена герметизированная упаковка с гидратированной контактной линзой, образованной в соответствии с изобретением.
В изобретении оптические поверхности выпуклой и вогнутой деталей литейной формы остаются в контакте с мономером, когда он изменяется от жидкости через гель к твердому телу. Удается избежать кавитации мономера при его сокращении. Оптическая поверхность выпуклой поверхности 1 литейной формы в данном примере была обожжена (процесс, который улучшает чистоту поверхности и увеличивает энергию сцепления поверхностей).
Это обеспечивает то, что полимеризованная линза остается в контакте с выпуклой охватываемой деталью литейной формы для последующей обработки. После обработки в печи высокого давления, литейную форму поворачивают и отделяют две половины. Половину 2 литейной формы удаляют, и литая линза 3 остается на выпуклой поверхности 1 литейной формы в чашечном элементе 4 ниже уровня фланца 5. Таким образом удобно поддерживают литую линзу при ее внешней оптической поверхности, выставленной для любых последующих шагов обработки. Передняя поверхность линзы 3 является выпуклой поверхностью. Кольцевая стенка чашечного элемента 4 простирается вверх на высоту выше выпуклой поверхности 1 литейной формы, и, когда открывают литейную форму, фланец 5 на верхнем торце кольцевой стенки чашечного элемента 4 лежит выше линзы, образованной на выпуклой поверхности литейной формы. Так как линзу поддерживают внутри чашечного элемента 4, литейная форма и линза могут быть аккуратно размещены без риска повреждения, которое может произойти, если линза была отделена от литейной формы. Чашечный элемент 4 обеспечивает эффективную восприимчивость для экстракции и/или гидратации текучих сред, которые могут служит для нетравматического удаления линзы с оптической поверхности литейной формы. Литейной формой и, следовательно, линзой можно эффективно управлять с помощью автоматизированного оборудования без опасности повреждения хрупкой линзы.
После того, как форму открывают, и перед тем, как ее герметизируют, находящуюся в чашечном элементе 4 линзу гидратируют. Это включает наполнение области 6 желоба в чашке физиологическим раствором и не требует никакого манипулирования с линзой, что обеспечивает применение методики выборочного контроля по сравнению со 100 контролем, который обычно используют в промышленности линз. Это приводит к более низкой стоимости линз и, по крайней мере, одинаковому качеству линз, производимых по способам интенсивного контроля.
Наконец, съемную крышку 7 уплотняют на фланце 5 чашечного элемента 4 литейной формы так, что линзу 3 и физиологический раствор 8 уплотняют внутри упаковки. Как материал крышки, так и уплотнение имеют достаточно хорошие барьерные свойства, чтобы гарантировать, что упаковывающий раствор не испортится значительное время. Материал, выбранный для упаковки, способен выдерживать условия стерилизации, например обработку в автоклаве.
Используемая крышка 7 может быть отслоена от чашечного элемента, держащего линзу 3. Когда удаляют линзу, физиологичекий раствор может вытечь из упаковки, это также может произойти при удалении линзы 3, находящейся в положении на выпуклой поверхности 1 литейной формы. Особенно важным является ориентация линзы и, следовательно, предопределенное положение упаковки и гораздо более простое извлечение линзы при знании ее ориентации. Это устраняет необходимость вынимать линзу из контейнера в неизвестном направлении до подбирания линзы для введения ее в глаз. Кроме того, внешняя сторона линзы направлена вверх в упаковке и, следовательно, ее можно коснуться рукой, не загрязняя линзу перед ее введением в глаз.
С целью удаления литой линзы из упаковки и обеспечения достаточного пространства вокруг линзы, чтобы помочь пользователю взять линзу для ее удаления из упаковки, служит область 6 кольцевого желоба вокруг выпуклой поверхности 1 литейной формы.
Стадия обработки до герметизации упаковки может включать пpопитывание линзы лекарствами.
Кроме того, как выпуклая, так и вогнутая поверхности могут быть обожжены для улучшения чистоты поверхности на обеих сторонах линзы. Для освобождения линзы из литейной формы и определения, на какой поверхности находится линза после освобождения, линза должна быть частично открыта, чтобы увеличить полость между выпуклой и вогнутой поверхностями при наклоне литейной формы и подаче физиологического раствора. Поток физиологического раствора освободит линзу и, наклоняя литейную форму в вертикальное или перевернутое положение перед удалением физиологического раствора, освобожденная линза придет в состояние покоя и будет находиться по необходимости или на выпуклой поверхности, или на вогнутой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ литьевого формования контактной линзы и литьевая форма | 1989 |
|
SU1838134A3 |
| УПАКОВКА ДЛЯ ОДНОРАЗОВЫХ МЯГКИХ КОНТАКТНЫХ ЛИНЗ | 2005 |
|
RU2548476C2 |
| УПАКОВКА ДЛЯ ОДНОРАЗОВЫХ МЯГКИХ КОНТАКТНЫХ ЛИНЗ | 2010 |
|
RU2587793C2 |
| СПОСОБ ОБРАБОТКИ ИМЕЮЩЕЙ ВЫПУКЛУЮ И ВОГНУТУЮ ПОВЕРХНОСТИ КОНТАКТНОЙ ЛИНЗЫ | 1991 |
|
RU2050285C1 |
| УПАКОВКА ДЛЯ ОДНОРАЗОВЫХ МЯГКИХ КОНТАКТНЫХ ЛИНЗ | 2005 |
|
RU2419366C2 |
| УПАКОВКА КОНТАКТНЫХ ЛИНЗ С ОДНИМ КАСАНИЕМ | 2021 |
|
RU2837604C1 |
| Форма для изготовления контактных линз | 1977 |
|
SU674658A3 |
| ФОРМЫ ДЛЯ ПРИМЕНЕНИЯ ПРИ ПРОИЗВОДСТВЕ КОНТАКТНЫХ ЛИНЗ | 2007 |
|
RU2484964C2 |
| СИЛИКОНОВЫЕ ГИДРОГЕЛЕВЫЕ ЛИНЗЫ СО СШИТЫМ ГИДРОФИЛЬНЫМ ПОКРЫТИЕМ | 2018 |
|
RU2712195C1 |
| СИЛИКОНОВЫЕ ГИДРОГЕЛЕВЫЕ ЛИНЗЫ СО СШИТЫМ ГИДРОФИЛЬНЫМ ПОКРЫТИЕМ | 2020 |
|
RU2754524C1 |
Использование: в производстве литых контактных линз с осуществлением упаковки готового изделия в форме. Сущность изобретения: в способе упаковки контактной линзы, при котором ее оставляют на одной из поверхностей формы после того, как форму открывают, герметизируют посредством примыкающей к поверхности формы крышки, линзу оставляют на выпуклой поверхности формы. 3 з. п. ф-лы, 1 ил.
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОДИСПЕРСНОГО ПОРОШКА КАРБОНИЛЬНОГО ЖЕЛЕЗА | 2001 |
|
RU2185933C1 |
| Солесос | 1922 |
|
SU29A1 |

