Изобретение относится к строительству, в частности к изготовлению полов, стеновых панелей, других декоративных панелей, используемых для внутренней отделки помещений.
Известен способ изготовления щитов торцового паркета, включающий формование фриза в прямоугольном шаблоне и заполнение шаблона заготовками торцовых деревянных шашек произвольного поперечного сечения из заданной породы дерева. Свободные места между шашками, а также места стыков шашек заполняют клеевым составом. Полученную таким образом заготовку выдерживают под прессом до высыхания клеевого состава. После этого производят сверление отверстий между шашками в местах, заполненных клеевым составом, в полученные отверстия устанавливают на клею цилиндрические деревянные вставки и обрабатывают лицевой слой панели механическим способом до получения ровной сплошной поверхности.
Общими с предлагаемыми признаками являются установка прямоугольного шаблона, размещение в нем торцовых деревянных заготовок, заполнение швов между торцовыми деревянными заготовками клеевым составом, выдержка под прессом, сверление отверстий между торцовыми заготовками, вклеивание в отверстия цилиндрических деревянных вставок, поверхностная обработка лицевого слоя панели.
Недостатками известного способа являются произвольная форма паркетных шашек и хаотичное их размещение на щите, что снижает технологичность изготовления панелей, а также значительный вес и габариты получаемых панелей и дополнительный расход древесины за счет применения в технологии изготовления панелей подстилочного слоя.
Задача изобретения повышение технологичности изготовления панелей из торцовых заготовок дерева за счет унификации формы торцовых заготовок, а также снижение расхода древесины, уменьшение веса и габаритов панели за счет исключения подстилочного слоя.
Задача выполняется за счет того, что в способе изготовления деревянных торцовых панелей, включающем установку прямоугольного шаблона, размещение в нем торцовых деревянных заготовок, заполнение швов между ними клеевым составом, выдержку под прессом, сверление отверстий между торцовыми заготовками, вклеивание в отверстия цилиндрических деревянных вставок, поверхностную обработку лицевого слоя панели, новым является то, чо торцовые заготовки выполняют прямоугольной формы, преимущественно квадратной, сверление отверстий осуществляют в углах на стыке четырех заготовок, а после вклеивания цилиндрических деревянных вставок панель повторно выдерживают под прессом при комнатной температуре и влажности не выше 65%
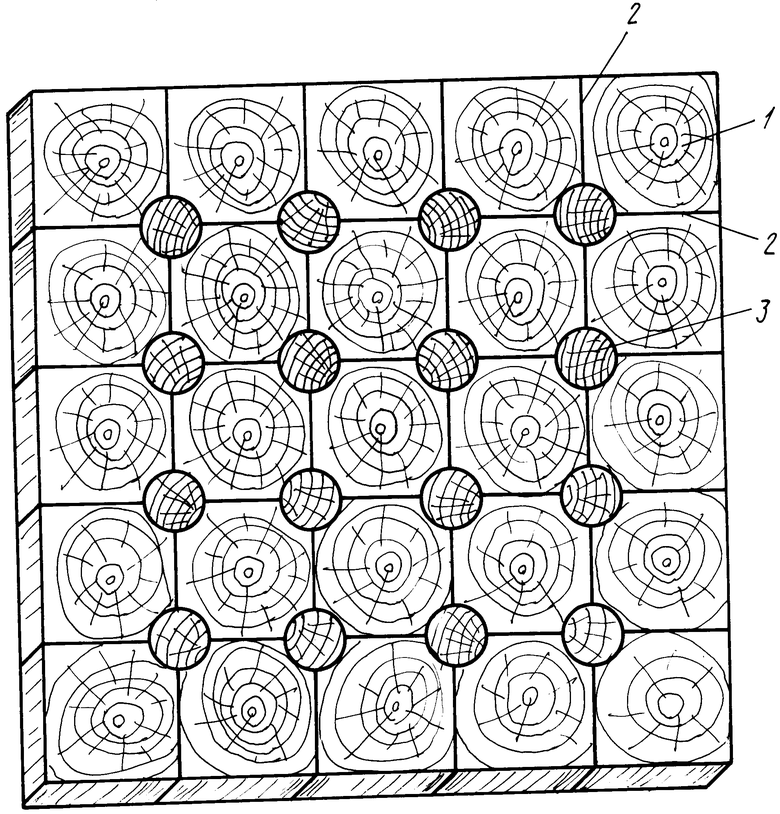
На чертеже изображена получаемая по предлагаемому способу деревянная торцовая панель.
Способ осуществляют следующим образом.
На плоское основание устанавливают прямоугольный шаблон (не показан), представляющий собой прямоугольную рамку, внутренние размеры которой определяют габаритные размеры изготавливаемой панели. Внутри шаблона размещают торцовые заготовки 1, места стыка 2 которых предварительно промазывают клеем на основе ПВА. Форму заготовок 1 выполняют прямоугольной, преимущественно квадратной. Размер заготовок 1 подбирают кратным внутренним размерам шаблона, чем обеспечивают плотное прилегание расположенных в шаблоне заготовок 1 по местам их стыка 2. Заполнение шаблона заготовками 1 осуществляют рядами, что наиболее технологично с точки зрения обеспечение клеевых соединений заготовок 1 между собой. После заполнения шаблона заготовками 1 панель, не извлекая ее из шаблона, подвергают сушке под прессом при комнатной температуре в течение 12 ч. После этого выполняют сверление в углах на стыке заготовок 1, т.е. в местах, в которых наиболее вероятно образование зазоров между прямоугольными заготовками 1. В высверленные отверстия устанавливают на клею цилиндрические деревянные вставки 3, диаметр которых выполняют равным диаметру отверстий. После этого панель повторно выдерживают под прессом при комнатной температуре и влажности не выше 65% в течение не менее 12 ч. Далее панель извлекают из шаблона, выполняют механическую обработку лицевого слоя шлифованием с последующей полировкой и нанесением защитного лакового слоя.
Предлагаемый способ является более технологичным по сравнению с прототипом, позволяет автоматизировать технологические операции и наладить рентабельное серийное производство торцовых деревянных панелей с минимальными затратами ручного труда. Кроме того, значительно сокращается расход древесины, так как предлагаемая технология в отличие от прототипа не требует применение подложки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления щитов торцового паркета | 1989 |
|
SU1642957A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРКЕТНЫХ ЩИТОВ | 1994 |
|
RU2074935C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1997 |
|
RU2120854C1 |
| СПОСОБ ПРОИЗВОДСТВА ПАРКЕТНОГО ЩИТА | 1994 |
|
RU2081978C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦОВЫХ ЩИТОВЫХ ЭЛЕМЕНТОВ ИЗ ДРЕВЕСИНЫ | 2012 |
|
RU2512359C2 |
| МОЗАИЧНЫЙ СТРОИТЕЛЬНЫЙ НАБОР ИЗ ДЕРЕВА ДЛЯ ОБЛИЦОВКИ СТЕН И ПОТОЛКОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ И КОМПЛЕКТАЦИИ | 2020 |
|
RU2738827C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВЫХ ЩИТОВЫХ ЭЛЕМЕНТОВ ИЗ ДРЕВЕСИНЫ | 2012 |
|
RU2522727C1 |
| СТЕНОВАЯ ДЕРЕВЯННАЯ КОНСТРУКЦИЯ | 2017 |
|
RU2663854C1 |
| КЛЮШКА ДЛЯ ИГРЫ В ХОККЕЙ С ШАЙБОЙ | 2002 |
|
RU2218964C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
Использование: в строительстве, в частности при изготовлдении полов, стеновых панелей, дверных панелей, других декоративных панелей, используемых для внутренней отделки помещений. Сущность изобретения: способ включает установку прямоугольного шаблона, размещение в нем торцовых деревянных заготовок, заполнение швов между ними клеевым составом, выдержку под прессом, сверление отверстий между торцовыми заготовками, вклеивание в отверстие цилиндрических деревянных вставок и поверхностную обработку лицевого слоя панели. Торцовые заготовки выполняют прямоугольной формы, сверление отверстий осуществляют в углах на стыках четырех заготовок, а после вклеивания цилиндрических деревянных вставок панель повторно выдерживают под прессом при комнатной температуре и влажности не выше 65% 1 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННОЙ ПАНЕЛИ, включающий установку прямоугольного шаблона, размещение в нем торцевых деревянных заготовок, заполнение швов между ними клеевым составом, выдержку под прессом, сверление отверстий между торцевыми заготовками, вклеивание в отверстия цилиндрических деревянных вставок, поверхностную обработку лицевого слоя панели, отличающийся тем, что торцевые заготовки выполняют прямоугольной формы, преимущественно квадратной, сверление отверстий осуществляют в углах на стыке четырех заготовок, а после вклеивания цилиндрических деревянных вставок панель повторно выдерживают под прессом при комнатной температуре и влажности не выше 65%
| Способ изготовления щитов торцового паркета | 1989 |
|
SU1642957A3 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
