Изобретение относится к области производства сотовых заполнителей для трехслойных панелей и оболочек, применяемых в разнообразных отраслях промышленности (ракетной, космической, авиационной, радиотехнической, судостроительной, автомобильной и других), в частности к технологиям изготовления в условиях опытного или мелкосерийного производства сотовых заполнителей с различными формами ячеек и специальными свойствами.
Сотовый заполнитель является одной из основных деталей трехслойных панелей и оболочек при изготовлении легких и прочных элементов конструкций. Он выступает в качестве сердечника, к которому присоединяются обшивки и элементы окантовки готовых панелей и оболочек.
Известен способ изготовления сотового заполнителя из стеклоткани (Берсудский В.Е. и др. Производство сотовых конструкций. М. Машиностроение, 1966, с. 82-85) [1] По этому способу сотовый заполнитель изготавливается на гребенках, которые имеют зубья-оправки с поперечным сечением в виде половины правильного шестиугольника. Вначале на нижнюю гребенку укладывают заготовку из стеклоткани и прикатывают ее шестеренкой, которая гофрирует ткань по форме зубьев гребенки. На верхние плоскости гофров с помощью штемпельной подушки наносят слой клея. После этого над нижней гребенкой устанавливают верхнюю гребенку так, чтобы ее зубья располагались между зубьями нижней гребенки, а нижние плоскости зубьев верхней гребенки были выше верхних плоскостей зубьев нижней гребенки. На верхнюю гребенку укладывают заготовку из стеклоткани и прикатывают ее шестеренкой, которая гофрирует ткань и одновременно прижимает нижние плоскости гофров второй заготовки к верхним плоскостям гофров первой заготовки, на которые нанесен клей. Далее профилированной плитой, нагретой до температуры 80oC, поджимают склеиваемые поверхности гофров двух заготовок стеклоткани до "схватывания" клея и предварительного скрепления этих заготовок. После этого на выступающие плоскости гофров второй заготовки наносят клей штемпельной подушкой. Из полученных шестигранных ячеек извлекают нижнюю гребенку и устанавливают ее над верхней гребенкой. На нижнюю (теперь она переместилась наверх и стала верхней) гребенку укладывают следующую заготовку стеклоткани и повторяют снова весь процесс соединения заготовок. Так, наращивая ряды ячеек, изготавливают сотовый заполнитель необходимых размеров. Его затем помещают в печь для отверждения клея, а затем пропитывают затвердевающей пластмассой. По окончании пропитки сотовый блок помещают в печь для отверждения пластмассы, которая необратимо фиксирует размеры и форму ячеек сотового заполнителя. После отверждения сотовый блок разрезают на панели необходимой толщины. В результате изготовления сотовый заполнитель имеет шестигранные ячейки с двумя гранями двойной и четырьмя гранями одинарной толщины. Волокна стеклоткани расположены вдоль и перпендикулярно оси ячеек сотового заполнителя. В этой же книге на с. 89-92 описан этот же процесс с применением специальной установки.
Недостатки известного способа состоят в следующем:
а) не обеспечивается получение сотового заполнителя с ячейками от треугольных до шестиугольных форм включительно и их комбинаций в одном сотовом блоке;
б) не обеспечивается получение сотового заполнителя, в котором все грани ячеек имеют одинаковую толщину;
в) не обеспечивается получение сотового заполнителя с максимальными механическими характеристиками, что обусловлено двумя причинами: во-первых, конструкция шестигранных ячеек не оптимальна и не приспособлена к восприятию нагрузок в некоторых направлениях, например, в направлениях, перпендикулярных оси ячеек, механические характеристики системы шестигранных ячеек практически равны нулю, это объясняется тем, что в этих направлениях шестигранные ячейки представляют собой механизм, который деформируется без сопротивления; во-вторых, в настоящее время все сотовые заполнители из армированных пластмасс имеют направление волокон в гранях ячеек для наилучшего восприятия только нагрузок сжатия, направленных вдоль оси ячеек;
г) не обеспечивается получение сотового заполнителя с нулевым или близким к нему коэффициентом термического расширения в заданных направлениях;
д) не обеспечивается оптимальное армирование граней ячеек сотового заполнителя для получения максимальных или оптимальных теплофизических характеристик при сложном нагружении.
Известен способ изготовления сотового заполнителя [2] выбранный в качестве прототипа. По этому способу процесс изготовления сотовых заполнителей состоит из четырех этапов: подготовка профилированных листов, сборка сотовых блоков, склеивание сотовых блоков, разрезка сотовых блоков на заготовки (панели).
Профилированные листы изготавливают из рулонов ткани (бязь, стеклоткань и другие). Ткань пропитывают затвердевающей пластической массой (лаки, связующие) на специальной пропиточной машине и подсушивают. Подсушенная ткань наматывается на бобину. После этого ткань разрезают на заготовки. Заготовки профилируют на прессе. На нагретую матрицу пресс-формы, выполненную в виде гофра, кладется заготовка пропитанной ткани основой перпендикулярно осям гофров. Для того, чтобы ткань при прессовании не разрушалась, ее предварительно прикатывают профилированным валиком к рабочей поверхности матрицы. Затем матрицу вдвигают под пресс и опускают нагретый пуансон, не доводя его до ткани на 20-30 мм. В таком положении ткань подсушивают в течение 15-20 с, после чего пресс-форму 3-5 раз смыкают и размыкают с выдержкой 10-15 с. По окончании процесса матрица выдвигается из пресс-формы и готовый профилированный лист ткани снимается. На склеиваемые поверхности полушестигранников с двух сторон листа наносят клей. Сотовые блоки собирают в специальном приспособлении. На дно приспособления укладывают разделительную пленку, чтобы исключить приклеивание блока к приспособлению. Сборку сотового блока ведут последовательно, совмещая склеиваемые поверхности смежных листов таким образом, чтобы между ними образовывались каналы шестигранной формы. Для предотвращения смещения листов друг относительно друга при сборке применяют шестигранные стержни, которые укладывают в трех-четырех местах на поверхность верхнего листа собираемого блока. После установки следующего листа стержни вынимают и укладывают на новый лист. В такой последовательности сборка ведется до получения заданной высоты блока. Собранный блок обертывается разделительной пленкой и накрывается плитой, масса которой зависит от толщины ткани и размера стороны шестигранника. Приспособление с собранным в нем блоком устанавливают в камеру предварительной сушки. После проведения режима предварительной сушки приспособление с сотовым блоком и снятой верхней плитой помещают в печь для окончательного склеивания. После проведения режима склеивания приспособление со склеенным блоком выгружают из печи и охлаждают. Охлажденные сотовые блоки разрезают на заготовки (панели) на ленточной пиле типа ЛС80-3.
В итоге сотовый блок состоит из шестиугольных ячеек, каждая из которых содержит две грани двойной и четыре грани одинарной толщины. Волокна ткани расположены вдоль и перпендикулярно оси ячеек сотового заполнителя.
Недостатки известного способа полностью повторяют недостатки, перечисленные для аналога.
Технические задачи изобретения:
получение ячеек сотового заполнителя от треугольных до шестиугольных форм включительно и их комбинаций в одном сотовом блоке;
получение ячеек сотовых заполнителей со всеми гранями одинаковой толщины;
получение сотовых заполнителей с максимальными механическими характеристиками для заданных нагрузок;
получение сотовых заполнителей с нулевым или заданным близким к нему коэффициентом термического расширения в заданном направлении и в заданном диапазоне температур.
Решение поставленных задач обеспечивается тем, что в способе изготовления сотовых заполнителей из армированных пластмасс, заключающемся в пропитке армирующего материала затвердевающей пластмассой и последующей его подсушке, разрезке пропитанного материала на заготовки, гофрировании заготовок, склеивании гофрированных заготовок в сотовый блок заданных размеров, отверждении клеевых соединений и разрезке сотового блока на панели заданной толщины, согласно изобретению, подсушку пропитанного затвердевающей пластмассой рулонного армирующего материала сотового заполнителя производят так, чтобы сохранилась клеящая способность пластмассы, из пропитанного армирующего материала или из рулонов различных армирующих материалов, пропитанных одной и той же пластмассой, изготавливают рулонное полотно с заданным направлением волокон по отношению к продольной оси полотна или, при необходимости, изготавливают многослойное рулонное полотно материала сотового заполнителя, при этом каждый слой располагают по отношению к смежному слою под заданным углом наклона продольной оси армирующего волокна, полученный рулонный материал сотового заполнителя размещают между двумя слоями разделительной пленки, часть рулонного материала сотового заполнителя разрезают на ленты, ширина которых равна ширине грани ячейки сотового заполнителя, и размещают их в кассетах, из лент и рулонного полотна материала заполнителя изготавливают ступенчатое рулонного полотно, для чего в лентах и рулонном полотне материала одну плоскость освобождают от разделительной пленки и по этим плоскостям приклеивают ленты вдоль рулонного полотна материала, располагая их по его ширине с шагом, равным двум ширинам граней ячеек сотового заполнителя, в полученном ступенчатом рулонном полотне с приклеенных лент удаляют разделительную пленку и открытую поверхность ступенчатого рулонного полотна покрывают разделительной пленкой во всю его ширину, после чего ступенчатое рулонное полотно разрезают на мерные листы перпендикулярно оси полотна, мерные листы гофрируют в пакетах пресс-форм или на оправках и при этом получают гофры в виде части или полных ячеек сотового заполнителя, полностью отвержденные гофрированные листы освобождают от разделительной пленки и соединяют их друг с другом либо по плоскостям соприкосновения, либо через плоские листы материала в сотовый блок с помощью клея. Для решения другой частной задачи получения гофров в виде трапеций мерные листы в пресс-формах располагают так, чтобы их участки с наклеенными лентами совпадали с боковыми сторонами трапецеидальных выступов пресс-форм, а отверждение пакетов гофрированных листов производят в нагревательных печах в пакетах пресс-форм. Для решения другой частной задачи получения гофров в виде прямоугольников или треугольников мерным листом обвивают три стороны каждой оправки, первый ряд которых располагают на плоском основании, а их концы фиксируют, например, в вертикальных пазах двух стенок специальной оснастки, при этом участки мерных листов с лентами располагают между параллельными плоскостями двух смежных оправок, а одинарные участки размещают под нижними и на верхних плоскостях оправок, ряд оправок с навитым на них мерным листом накрывают плоской плитой, на которой размещают следующий ряд оправок с навитым на них мерным листом, и так продолжают наращивание рядов гофрированных мерных листов до достижения их заданного количества, пакет рядов оправок с гофрированными мерными листами фиксируют крышкой, прижимают нажимными болтами и помещают в нагревательную печь, в которой по заданному режиму нагрева производят отверждение гофрированных листов. Для решения следующей частной задачи получения сотового заполнителя с комбинацией ячеек различных форм, расположенных по площади сотового блока по заданному рисунку, гофрирование мерных листов производят на оправках, которые располагают по заданному порядку их чередования вдоль рядов ячеек в зависимости от формы их поперечного сечения. Для решения очередной частной задачи обеспечения подачи максимального давления на склеиваемые поверхности гофрированных листов при образовании сотового блока во все или в часть гофров вставляют оправки, на которых были получены эти гофры, а сборку сотового блока производят на том же оборудовании, на котором изготавливают гофрированные мерные листы. Для решения следующей частной задачи получения сотового заполнителя из пластмасс, армированных волокнами, в том числе и тканями, с максимальными механическими характеристиками на сдвиг, волокна армирующего материала располагают под углом α, равным ± 42° ≅ α ≅ ± 48° к продольной оси рулонного полотна. Для решения шестой частной задачи получения сотового заполнителя из пластмасс, армированных волокнами, в том числе и тканями, с максимальными механическими характеристиками на растяжение и сжатие, волокна армирующего материала располагают под углами α и b, равными 0° ≅ α ≅ ± 3° 87° ≅ β ≅ 93° к продольной оси рулонного материала. Для решения очередной частной задачи получения сотового заполнителя из пластмасс, армированных волокнами, в том числе и тканями, с нулевым или заданным близким к нулевому коэффициентом термического расширения, в материале сотового заполнителя применяют органические или углеродные волокна или нити, объемное содержание и сочетание которых выполняют пропорциональным величине коэффициента термического расширения, а направление этих волокон или нитей в полотне материала сотового заполнителя и в материале промежуточных плоских листов согласовывают как с величиной коэффициента термического расширения, так и с направлением, вдоль которого он должен иметь минимальное значение. Для решения частной задачи получения сотового заполнителя с максимальными механическими характеристиками в трех взаимно перпендикулярных плоскостях, гофры в мерных листах выполняют в виде прямоугольных равнобедренных треугольников, гофрированные листы соединяют между собой через плоский промежуточный лист материала так, что вершины ячеек смежных рядов сходятся в одной точке, а основную долю волокон в промежуточном плоском листе материала располагают перпендикулярно оси ячеек сотового заполнителя. Для решения следующей частной задачи получения сотового заполнителя с треугольными ячейками и всеми гранями двойной толщины гофры в мерных листах выполняют треугольными, а гофрированные листы соединяют между собой по плоскостям соприкосновения так, что вершины ячеек одного ряда расположены напротив сторон ячеек смежных рядов. Для решения частной задачи получения сотового заполнителя с прямоугольными ячейками и всеми гранями двойной толщины гофры в мерных листах выполняют прямоугольными, а гофрированные листы соединяют между собой через плоский промежуточный лист материала так, что выступы гофров одного гофрированного листа расположены напротив впадин гофров смежных гофрированных листов или по выступающим плоскостям гофров. Для решения еще одной частной задачи получения сотового заполнителя с пятиугольными ячейками и всеми гранями двойной толщины гофры в мерных листах выполняют в форме прямоугольной трапеции, а гофрированные листы соединяют между собой по выступающим плоскостям гофров. Для решения двенадцатой частной задачи получения сотового заполнителя с шестигранными ячейками и всеми гранями двойной толщины гофры в мерных листах выполняют в форме равнобокой трапеции, а гофрированные листы соединяют между собой по плоскостям соприкосновения вершин гофров. Для решения частной задачи получения сотового заполнителя с максимальными механическими характеристиками при растяжении, сжатии, сдвиге и изгибе только в одной плоскости, расположенной вдоль рядов ячеек, материал для изготовления сотового заполнителя применяют в виде полотна без прикрепленных к нему лент, гофрированные листы соединяют между собой через плоский промежуточный лист материала, в котором основную объемную долю волокон направляют вдоль рядов ячеек. Наконец, для выполнения последней частной задачи получения сотового заполнителя, который легко принимает форму цилиндрической оболочки, имеет максимальные механические характеристики и заданный коэффициент термического расширения вдоль образующих цилиндрической оболочки и существенно повышает несущую способность трехслойной цилиндрической оболочки при действии нагрузок осевого сжатия и изгиба, материал для изготовления сотового заполнителя применяют в виде плоского полотна без прикрепленных к нему лент, гофры в мерных листах выполняют в виде равнобоких трапеций, а гофрированные листы соединяют между собой как по выступающим плоскостям гофров, так и через плоский промежуточный лист материала, в котором используют органические или углеродные волокна, или нити, и основную их объемную долю направляют вдоль образующих цилиндрической оболочки, при этом выступы гофров гофрированного листа, находящегося по одну сторону от плоского промежуточного листа, располагают напротив впадин гофров гофрированного листа, находящегося по другую сторону от плоского промежуточного листа.
Именно заявляемый способ изготовления сотовых заполнителей обеспечивает, согласно изобретению, выполнение всех поставленных задач.
Сравнение изобретения с прототипом позволяет установить соответствие его критерию "новизна". При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое изобретение от прототипа, не были выявлены и потому они обеспечивают заявляемому техническому решению соответствие критерию "существенные отличия".
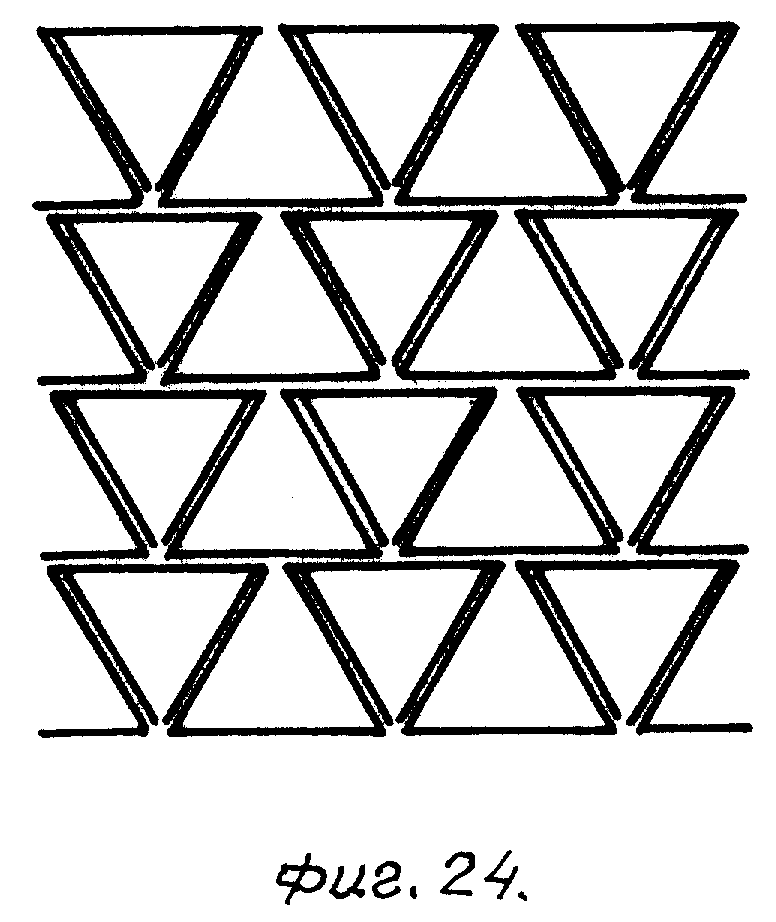
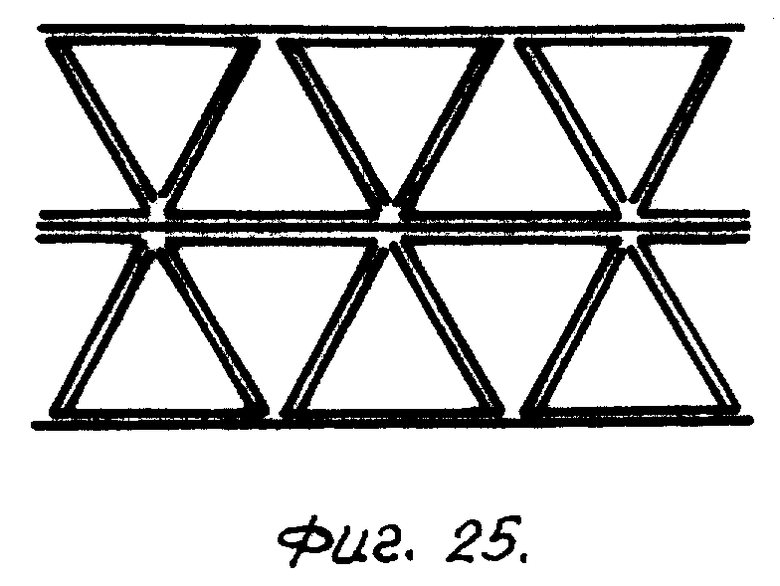
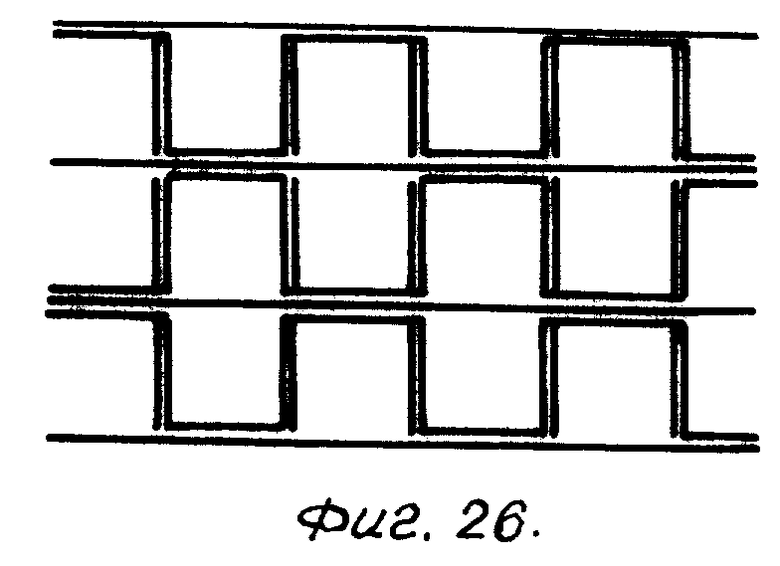
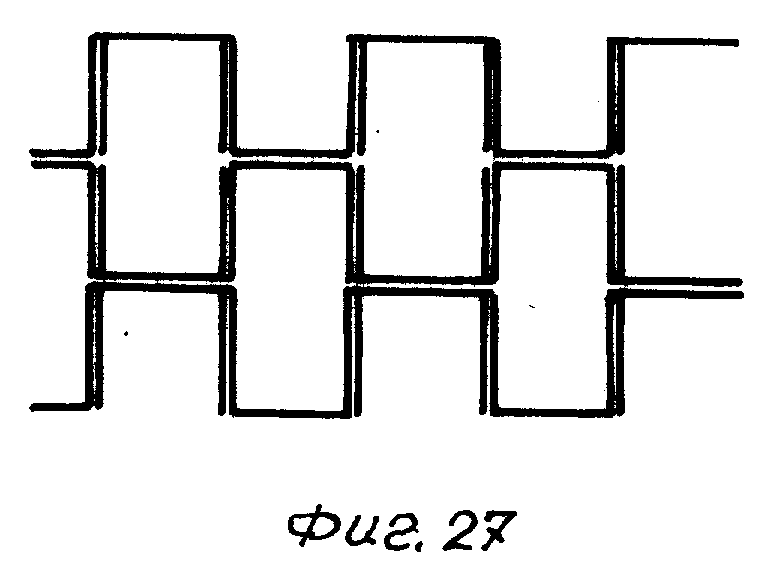
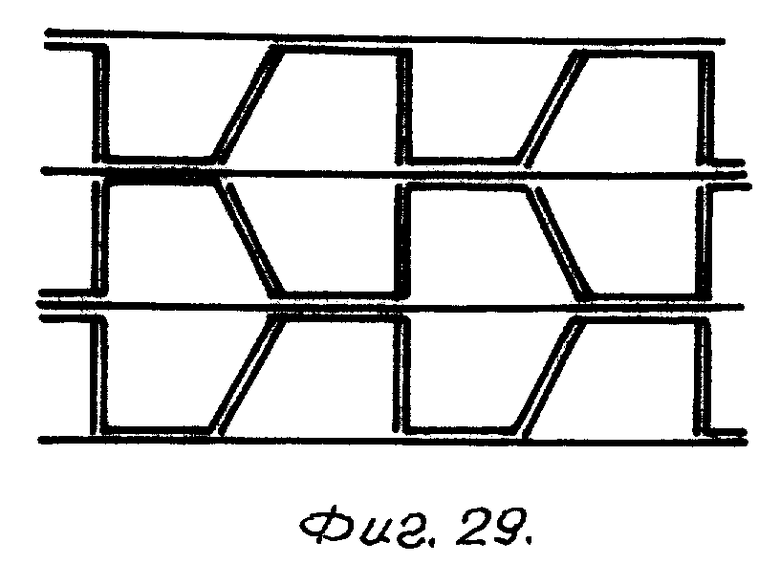
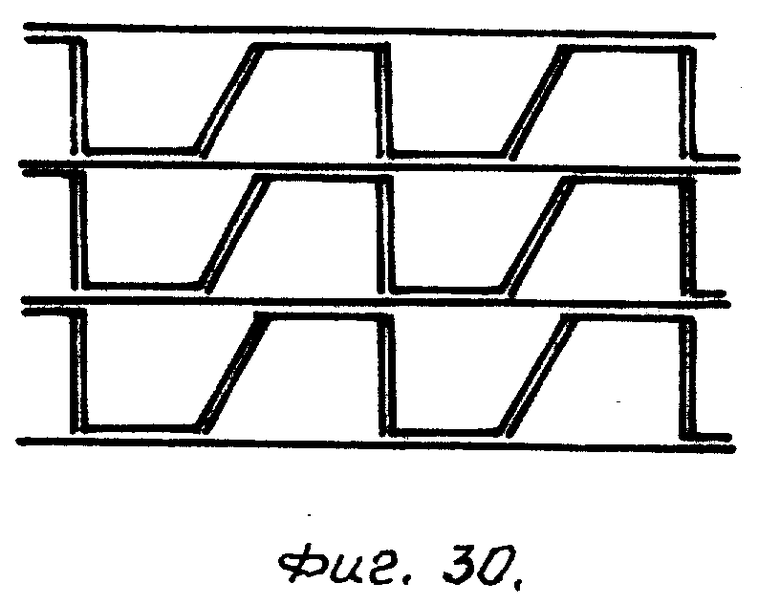
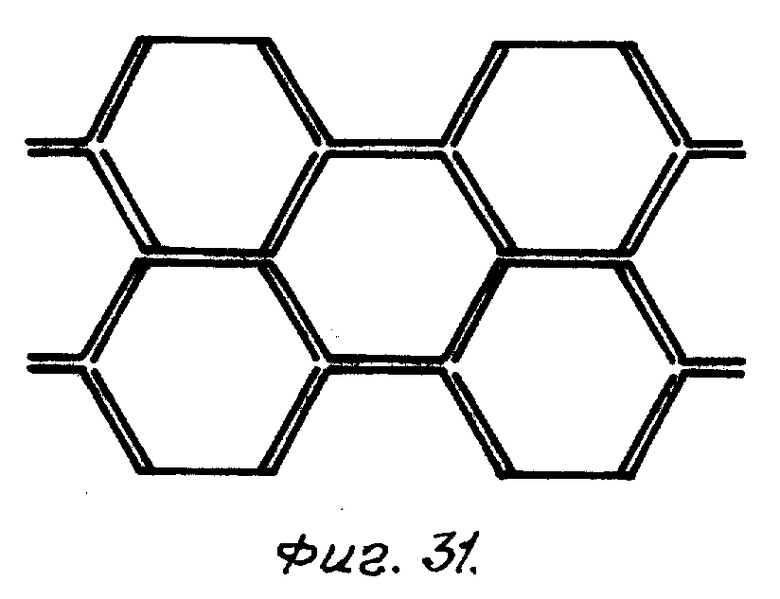
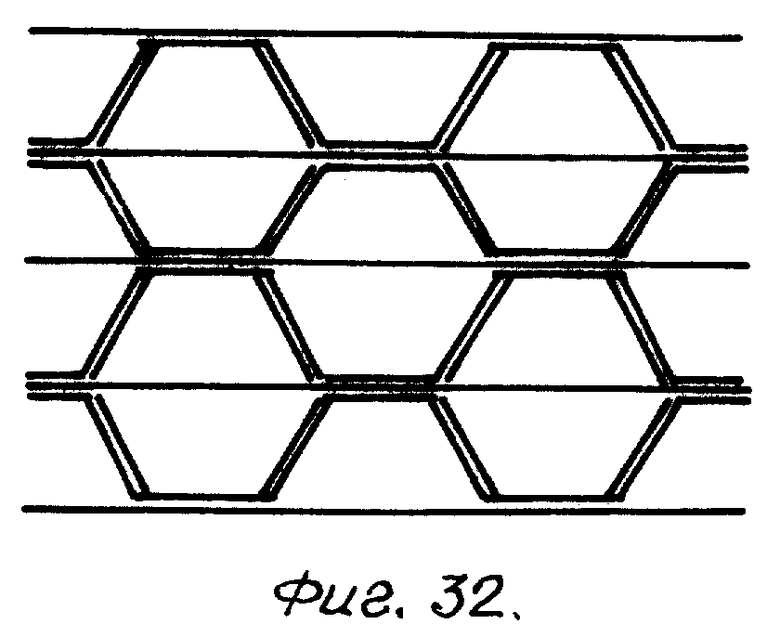
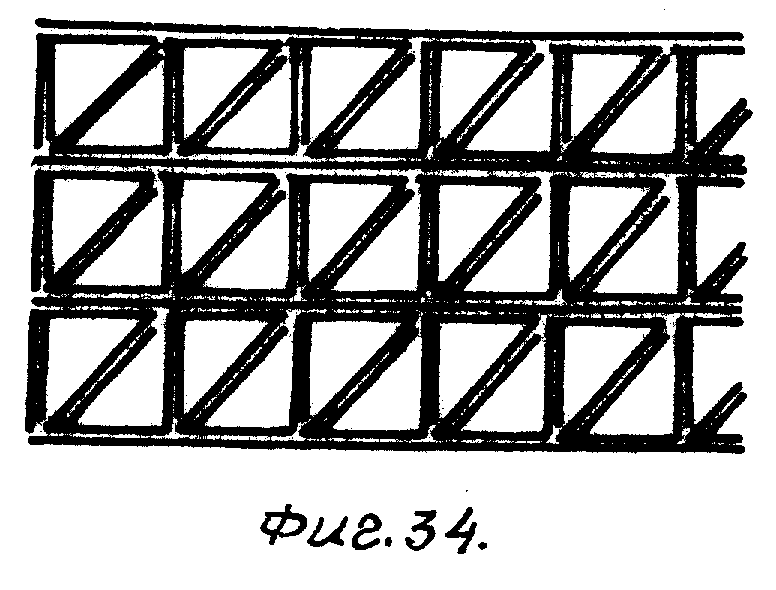
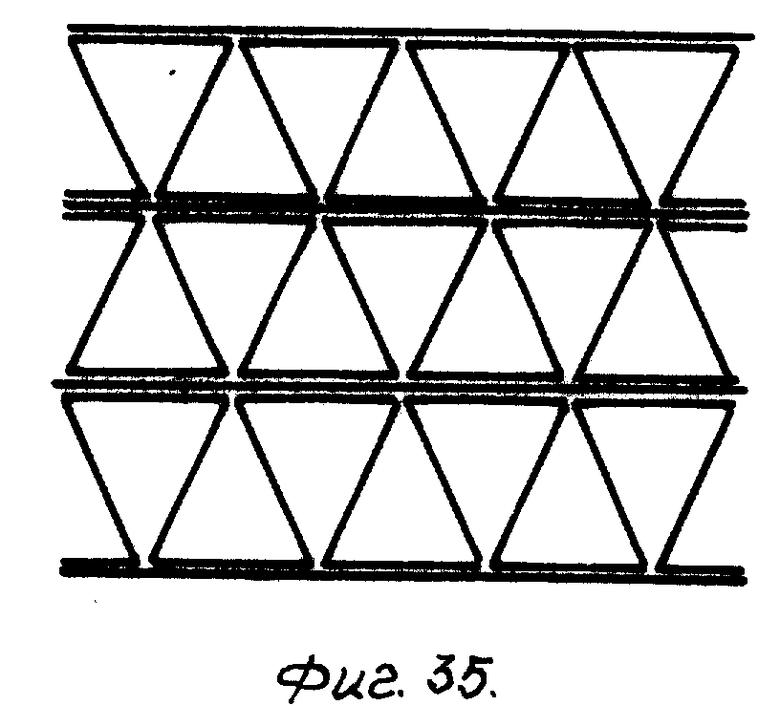
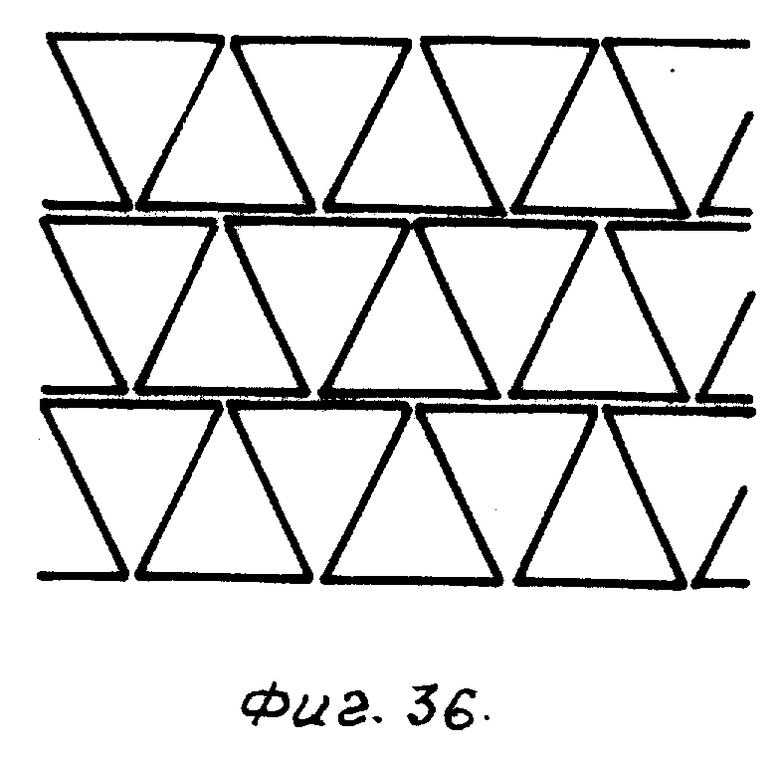
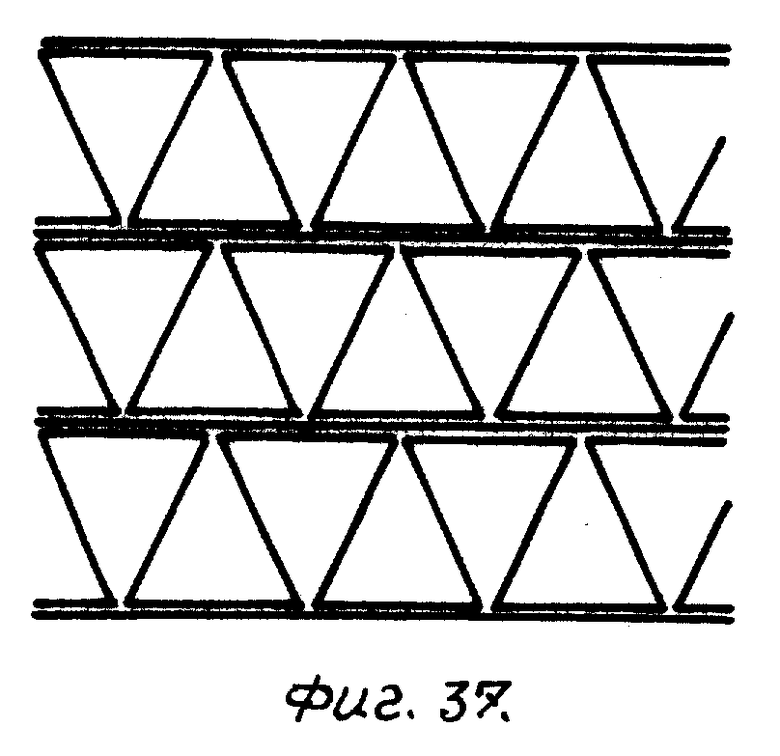
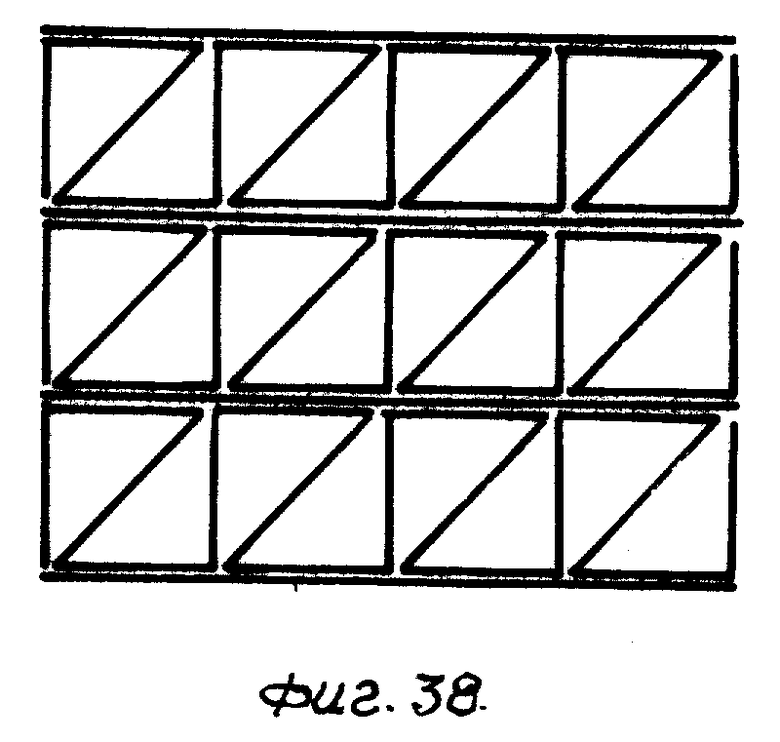
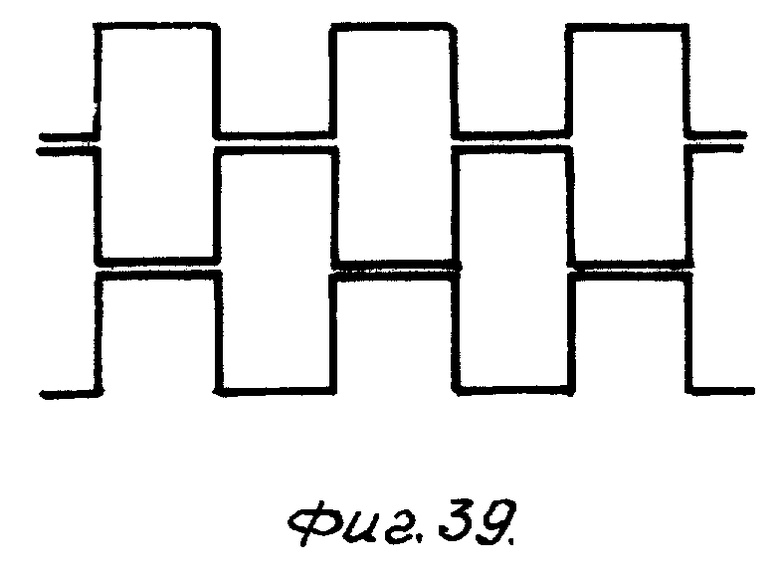
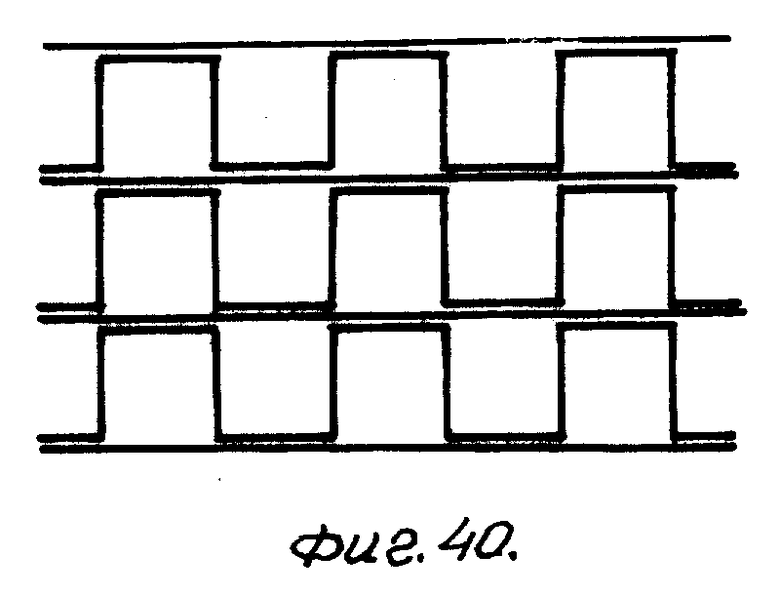
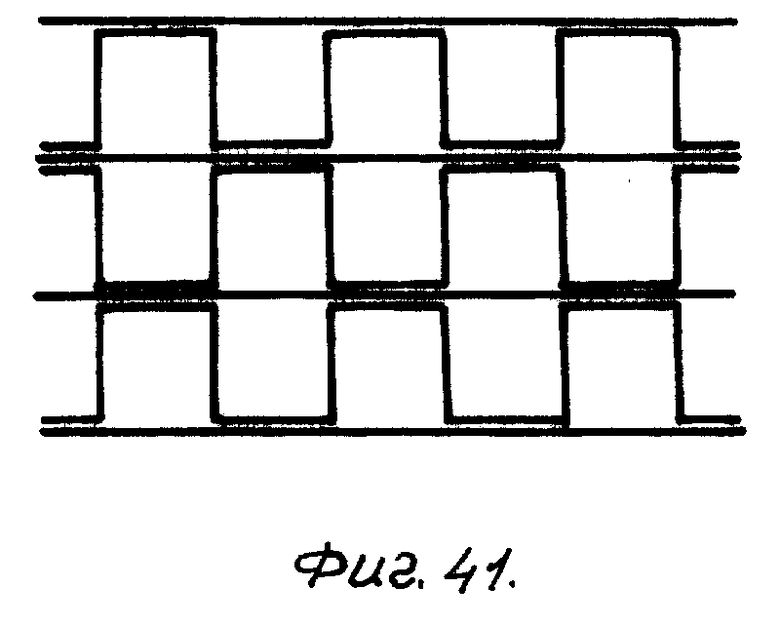
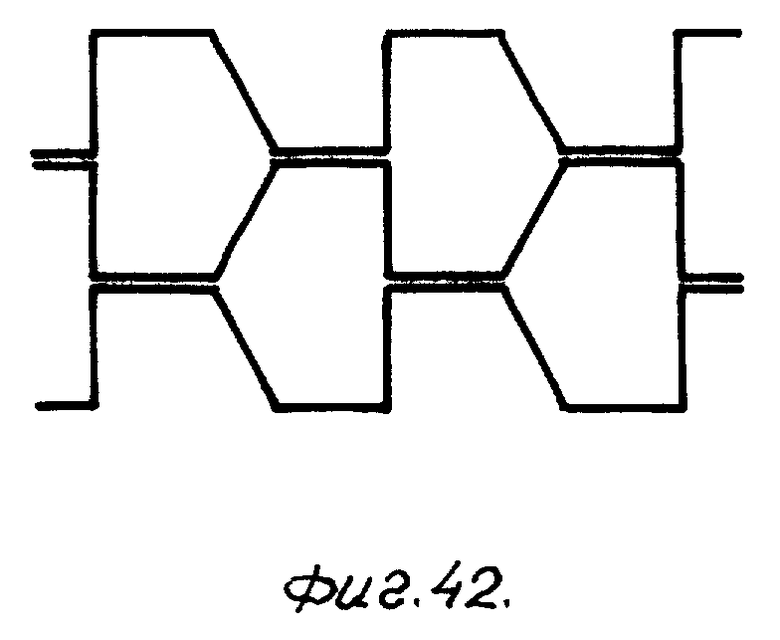
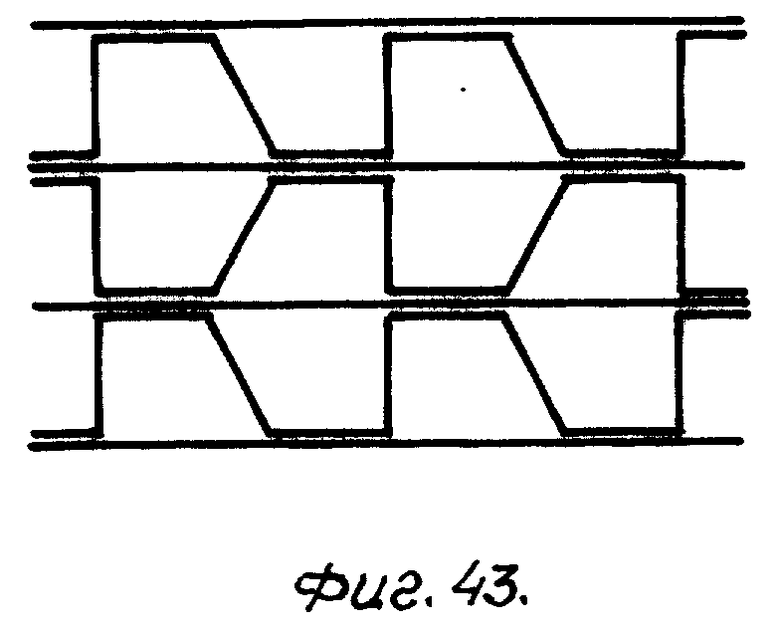
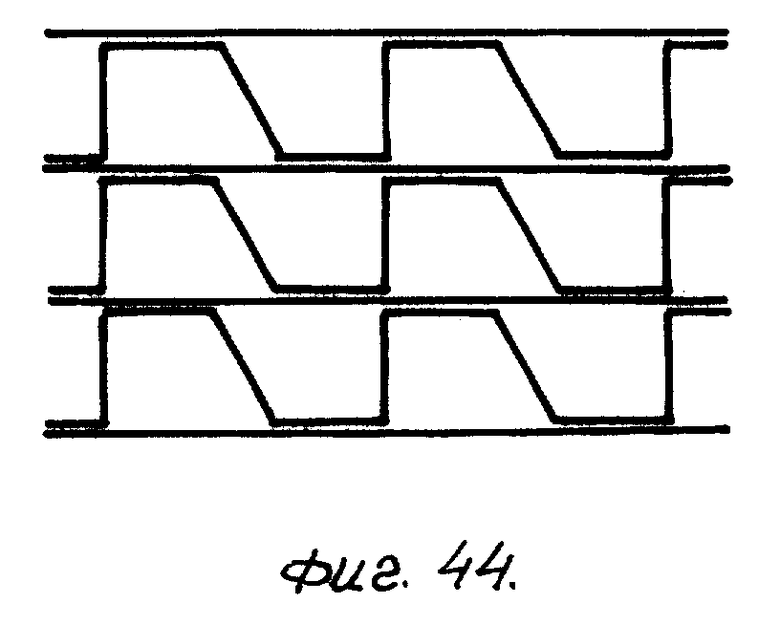
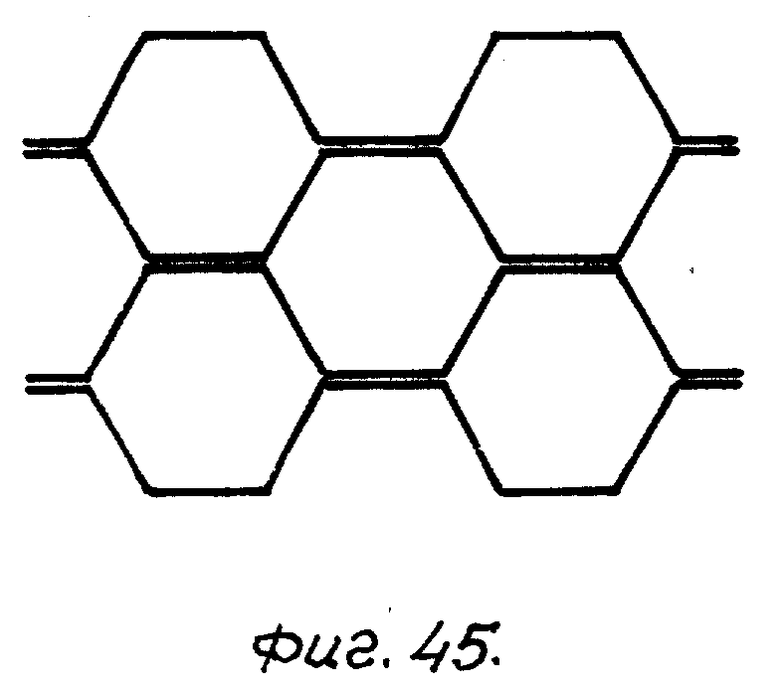
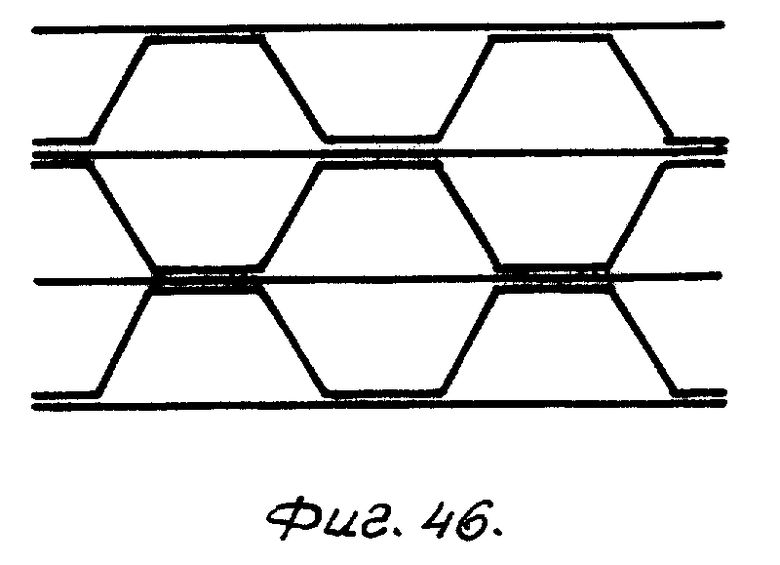
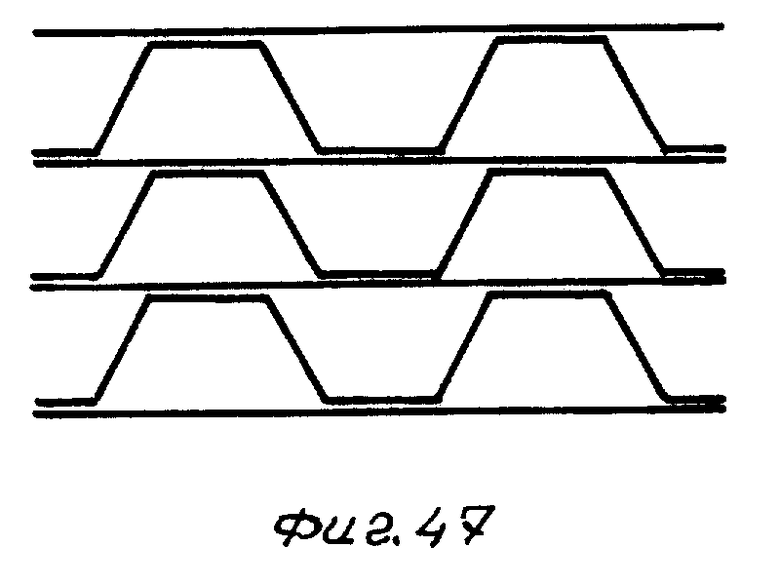
На фиг.1 изображен рулон пропитанной стеклоткани с разделительной пленкой; на фиг.2 разрезка стеклоткани на куски в виде параллелограммов; на фиг.3 рулонное полотно из двух слоев стеклоткани с расположением волокон под углом 45o к оси полотна; на фиг.4 сечение двухслойного рулонного материала сотового заполнителя с разделительными пленками; на фиг.5 разрезка двухслойного рулонного материала на ленты и сматывание их на кассеты; на фиг.6 процесс формирования ступенчатого полотна; на фиг.7 сечение ступенчатого рулонного полотна материала сотового заполнителя, заключенного между двумя слоями разделительной пленки; на фиг.8 процесс разрезки рулона ступенчатого полотна материала на мерные листы; на фиг.9 технологическая оснастка для гофрирования мерного листа и сборки сотового блока; на фиг.10 прижим; на фиг.11 промежуточная плита; на фиг.12 начало гофрирования мерного листа; на фиг.13 укладка мерного листа и двух первых оправок; на фиг.14 процесс гофрирования мерного листа; на фиг.15 первый гофрированный мерный лист; на фиг.16 процесс гофрирования второго мерного листа; на фиг.17 гофрированный лист; на фиг.18 нанесение клеевых полос на промежуточный лист; на фиг.19 - укладка промежуточного листа на основание технологической оснастки; на фиг.20 прикрепление гофрированного листа к промежуточному листу; на фиг.21 - нанесение клеевых полос на гофры первого ряда ячеек; на фиг.22 прикрепление промежуточного плоского листа к первому ряду ячеек сотового блока; на фиг.23 - сотовый заполнитель с квадратными ячейками и всеми гранями двойной толщины; на фиг.24 сотовый заполнитель с треугольными ячейками и всеми гранями двойной толщины; на фиг.25 сотовый заполнитель с ячейками в виде остроугольных треугольников, у которых две грани имеют двойную толщину, а третья -тройную; на фиг.26 сотовый заполнитель с ячейками в виде прямоугольника, у которого две грани имеют двойную толщину, третья грань имеет одинарную толщину, а четвертная тройную; на фиг.27 сотовый заполнитель с прямоугольной формой ячеек, ряды которых сдвинуты друг относительно друга на половину шага ячеек, а все грани ячеек имеют двойную толщину; на фиг.28 сотовый заполнитель с пятиугольными ячейками, у которых все грани имеют двойную толщину; на фиг.29 -сотовый заполнитель с пятиугольной ячейкой, усиленной промежуточной плоской лентой; на фиг. 30 -сотовый заполнитель с ячейкой в виде прямоугольной трапеции, у которой три грани имеют двойную толщину, а часть большого основания имеет одинарную толщину; на фиг.31 сотовый заполнитель с шестигранной ячейкой, в которой все грани имеют двойную толщину; на фиг.32 - сотовый заполнитель с шестигранной ячейкой, усиленной промежуточной плоской лентой; на фиг.33 сотовый заполнитель с ячейками в виде равнобоких трапеций; на фиг.34 сотовый заполнитель с ячейками в виде прямоугольных треугольников с двумя гранями двойной и одной гранью тройной толщины; на фиг.35 -сотовый заполнитель с ячейками в форме остроугольных треугольников с двумя гранями одинарной и одной гранью двойной толщины; на фиг.37 сотовый заполнитель с ячейками в форме остроугольных треугольников, расположенных в рядах, сдвинутых друг относительно друга на половину шага ячеек; на фиг.38 сотовый заполнитель с ячейками в форме прямоугольных треугольников с двумя гранями одинарной и одной гранью тройной толщины; на фиг.39 сотовый заполнитель с ячейками прямоугольной формы, расположенными в рядах, сдвинутых друг относительно друга на половину шага ячеек; на фиг. 40 сотовый заполнитель с ячейками прямоугольной формы, каждая из которых расположена в двух взаимно перпендикулярных рядах; на фиг. 41 сотовый заполнитель с ячейками прямоугольной формы, каждая из которых расположена в двух взаимно перпендикулярных рядах и имеет три грани одинарной и одну тройной толщины; на фиг.42 сотовый заполнитель с ячейками пятиугольной формы; на фиг.43 - сотовый заполнитель с пятиугольными усиленными ячейками; на фиг.44 сотовый заполнитель с ячейками в виде прямоугольных трапеций; на фиг.45 сотовый заполнитель с шестигранными ячейками, у которых две грани имеют двойную, а четыре остальные одинарную толщину; на фиг.46 сотовый заполнитель с шестигранной усиленной ячейкой, на фиг.47 сотовый заполнитель с ячейками в форме равнобокой трапеции с двумя гранями одинарной толщины, малым основанием двойной толщины и большим основанием с частично двойной и одинарной толщиной; на фиг.48 пакет пресс-форм; на фиг.49 сечение промежуточного плоского листа; на фиг.50 сотовый блок для цилиндрической оболочки.
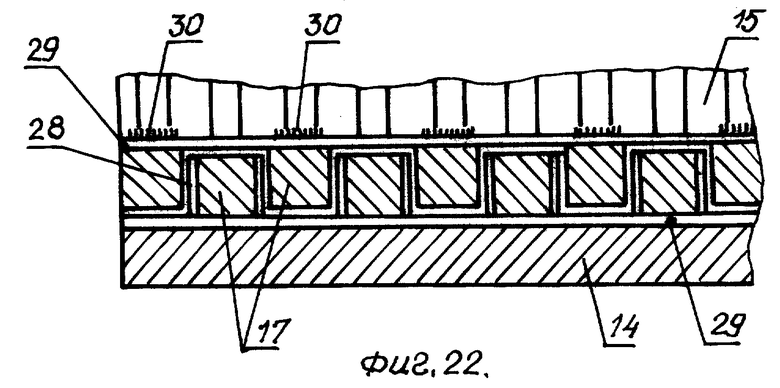
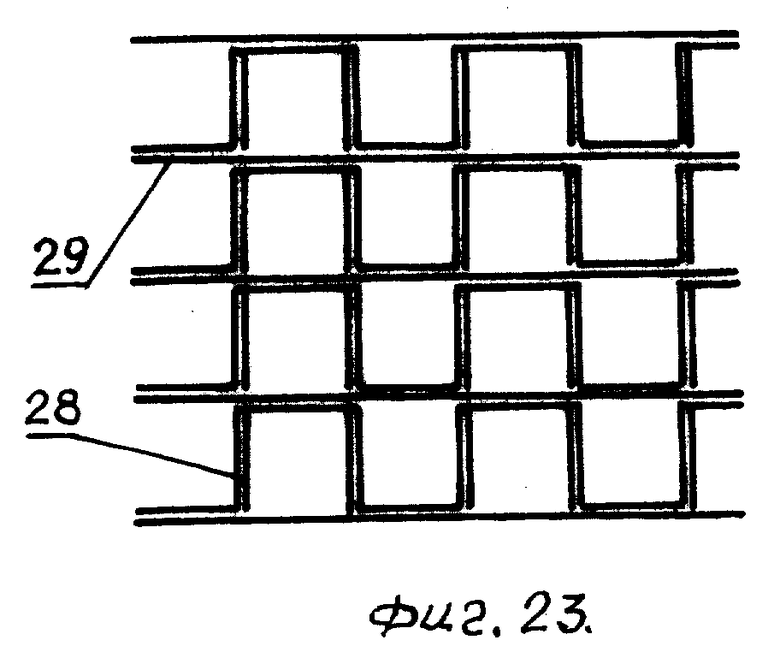
На фиг. 1-50 обозначено: 1 рулон пропитанной стеклоткани с подложкой из пленки; 2 стеклоткань; 3 разделительная пленка; 4 кусок стеклоткани в форме параллелограмма; 5 двухслойный рулонный материал; 6 лента; 7 - кассета; 8 стол; 9 ролик; 10 рулонное ступенчатое полотно; 11 рулон разделительной пленки; 12 рулон ступенчатого полотна материала сотового заполнителя; 13 мерный лист; 14 основание; 15 стенка; 16 паз; 17 - оправка; 18 -хвостовик оправки; 19 прижим; 20 отверстие гладкое; 21 - отверстие резьбовое; 22 плита промежуточная; 23 зуб; 24 винт; 25 - первая оправка; 26 вторая оправка; 27 третья оправка; 28 гофрированный лист; 29 промежуточный лист; 30 -клеевая полоса; 31 пакет пресс-форм; 32 - материал сотового заполнителя; 33 наружный слой; 34 средний слой.
Заявленный способ иллюстрируется примером изготовления сотового заполнителя с квадратной формой ячеек, у которых все грани имеют одинаковую двойную толщину. Предположим, что сотовый заполнитель будет использован в плоских трехслойных панелях и по условиям его эксплуатации он должен иметь максимальные механические характеристики на сдвиг и максимальную прочность на растяжение и сжатие в одном направлении вдоль рядов ячеек перпендикулярно их оси. Кроме того, заполнитель не должен быть токопроводен и должен обладать малым коэффициентом теплопроводности. Всем этим условиям удовлетворяет сотовый заполнитель из стеклотканей. Для изготовления сотового заполнителя будут использованы стеклоткани следующих марок: электроизоляционная стеклоткань ЭЗ-100 ГОСТ 19907-74 для изготовления гофрированных листов и стеклоткань марки Т10-80 ГОСТ 19170-73 для изготовления плоских промежуточных листов. В качестве пропиточной затвердевающей пластмассы будет использовано широко распространенное в России эпоксидное связующее марки ЭДТ-10П по ОСТ 92-095-74. Для сборки сотового блока могут быть использованы клеи БФ-2, БФ-4 по ГОСТ 12172-74. Примем размер стороны ячейки сотового заполнителя равным 10 мм.
Прежде всего рулоны стеклотканей пропитывают затвердевающей пластмассой и подсушивают. При этом электроизоляционную стеклоткань подсушивают так, чтобы связующее не потеряло своей клеящей способности. Подсушенные надлежащим образом стеклянные ткани сматывают в рулоны с подложкой из разделительной пленки, в качестве которой могут быть использованы фторопластовые, полиэтиленовые и другие пленки толщиной до 0,1 мм. На фиг.1 в качестве примера показан рулон 1 пропитанной стеклоткани 2 с подложкой из разделительной пленки 3. Стрелками обозначены направления волокон.
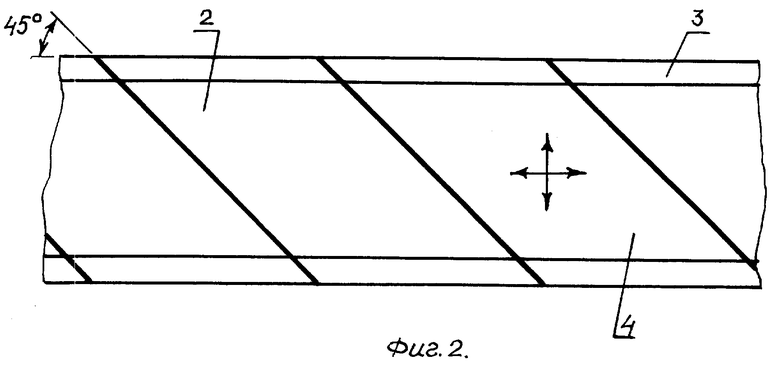
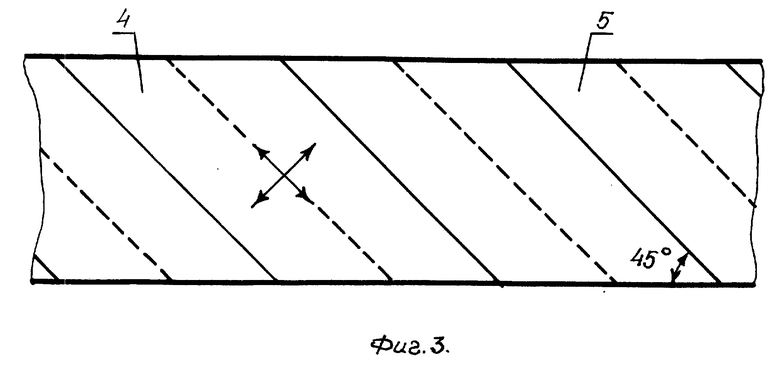
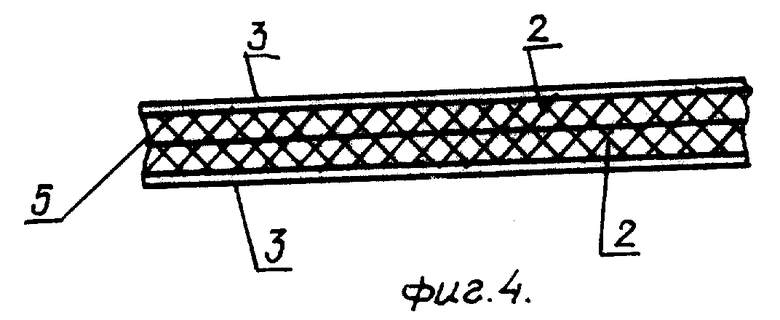
Экспериментальные исследования показывают, что максимальные механические характеристики на сдвиг имеют те сотовые заполнителя, у которых армирующие волокна расположены под углами ±45o ±3o к оси ячеек. Следовательно, для выполнения условия обеспечения максимальных механических характеристик сотового заполнителя на сдвиг необходимо получить рулонный материал с расположением волокон ткани под углами ±45o ±3o к направлению его продольной оси. Это достигается тем, что рулоны пропитанной стеклоткани 2 марки ЭЗ-100 разрезают вместе с подложкой 3 на куски 4 (фиг.2) в виде параллелограммов заданных размеров. Линии разрезки (показаны утолщенными линиями) составляют угол 45 ±3o к направлению продольной оси пропитанного полотна ткани. После этого куски 4 стеклоткани собирают в рулонное полотно 5 (фиг.3) встык. Полученное рулонное полотно имеет уже направления волокон (показаны стрелками) под углами ±45o к его продольной оси. Для ликвидации стыков на первый слой кусков 4 стеклоткани укладывают второй слой кусков 4 стеклоткани так, чтобы один слой перекрывал стыки второго слоя (показаны пунктиром). Уложенные друг на друга куски 4 стеклоткани обращены открытыми клеящими плоскостями друг к другу и для получения монолитного рулонного полотна должны быть тщательно прикатаны друг к другу подогретыми валиками. Работа производится, как правило, на подогреваемых столах. В результате получают двухслойный рулонный материал 5 (фиг.3, 4), который размещен между двумя слоями разделительной пленки 3. Его поперечное сечение изображено на фиг.4.
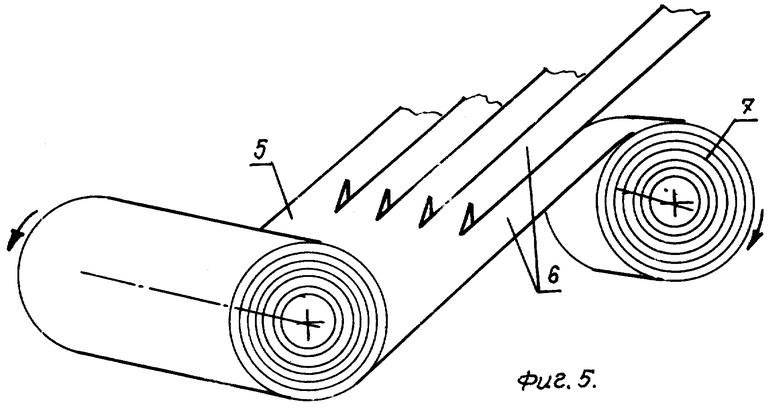
Часть рулонного материала 5 разрезают на ленты 6 (фиг.5) и сматывают их на кассеты 7. При заданной ширине граней ячеек ширину ленты выполняют равной 9,5±0,1 мм.
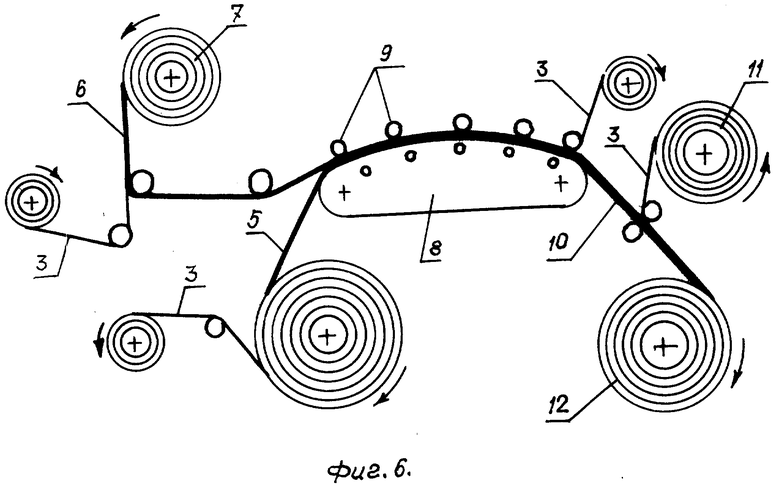
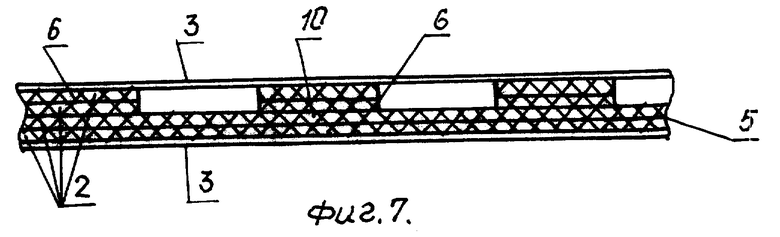
Из нарезанных лент и плоского рулонного полотна формируют ступенчатое рулонное полотно материала сотового заполнителя. Схема этого процесса изображена на фиг.6. Процесс протекает следующим образом. Неразрезанный рулонный материал 5 и ленты из этого же рулонного материала подают одновременно на стол 8 с нагревом (фиг.6). При движении из кассет 7 к столу 8 с одной стороны ленты 6 снимают разделительную пленку 3. Таким же образом поступают и с двухслойным рулонным материалом 5. В результате этого на столе 8 ленты 6 соприкасаются с двухслойным рулонным материалом по клейким плоскостям без разделительной пленки 3. По ширине двухслойного рулонного материала 5 ленты 6 укладывают с шагом, равным двум сторонам ячейки сотового заполнителя. Для плотного прилегания друг к другу и надежного приклеивания при движении по столу 8 ленты 6 прикатываются роликами 9. Перед сходом со стола с наружных поверхностей лент снимают разделительную пленку 3. В результате этой операции ступенчатое полотно 10 материала сотового заполнителя с одной стороны оказывается лишенным разделительного слоя пленки. Для восстановления второго слоя разделительной пленки ее наносят на всю ширину ступенчатого полотна из рулона 11 (фиг.6). После этого рулонное ступенчатое полотно 10 сматывают в рулон 12. На фиг.7 показано сечение ступенчатого рулонного полотна 10 материала сотового заполнителя, заключенного между двумя слоями разделительной пленки 3.
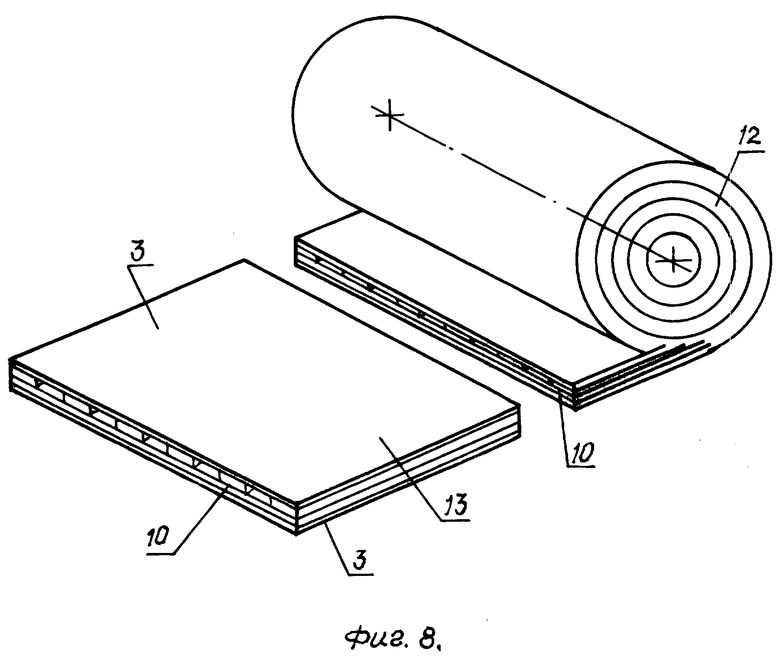
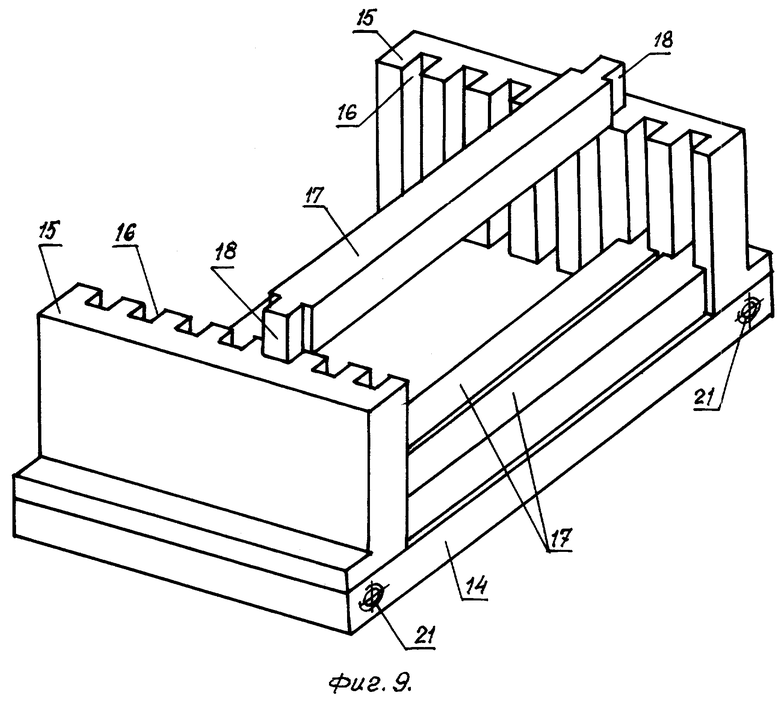
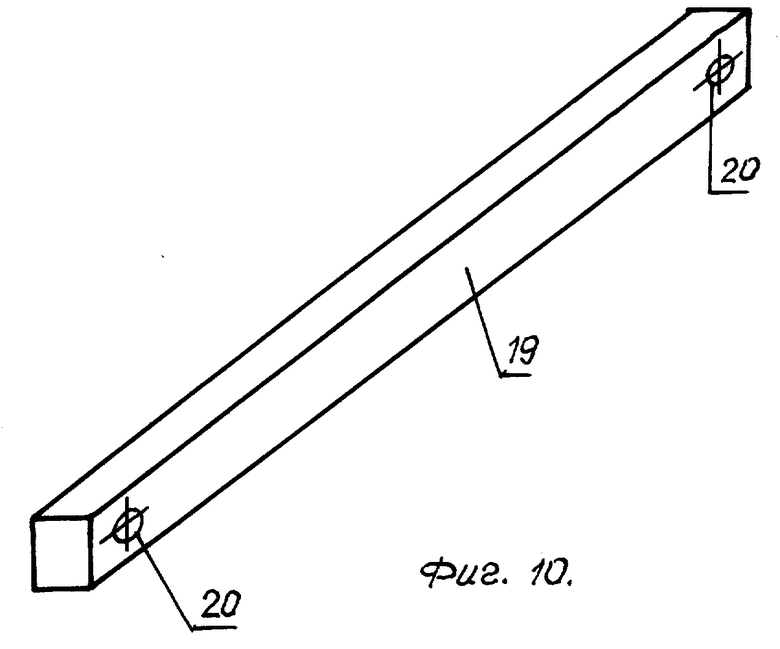
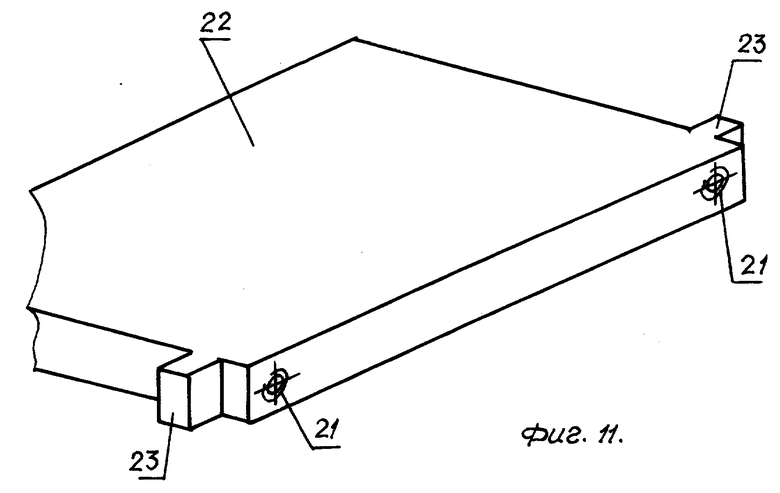
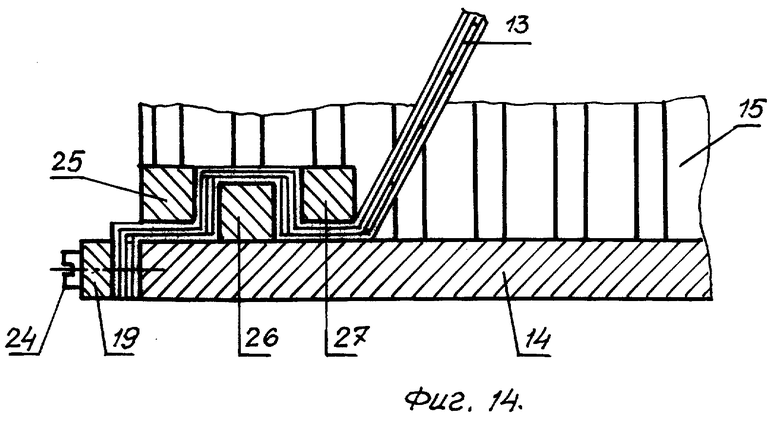
Последующая операция состоит в разрезке ступенчатого рулонного полотна 10 на мерные листы 13 перпендикулярно его продольной оси (фиг.8). После выполнения этой операции все готово для изготовления гофрированных листов. Гофрирование мерных листов производится либо в пакетах пресс-форм, либо с помощью оправок в специальной технологической оснастке. В рассматриваемом случае гофрирование производится с помощью оправок. Общий вид технологической оснастки схематично показан на фиг.9. В данном случае изображен вариант конструкции оснастки. Могут быть использованы и другие варианты. Оснастка состоит из основания 14, двух стенок 15 с пазами 16 и комплекта оправок 17 с прямоугольной (в данном случае квадратной) формой поперечного сечения с хвостовиками 18, которые соответствуют пазам 16. Обе стенки закреплены на основании болтами. В комплект оснастки входят также прижимы 19 (фиг.10), с помощью которых фиксируется мерный лист. Прижим 19 закрепляется на основании 14 винтами через гладкие отверстия 20 по его концам и резьбовые отверстия 21 на основании. Кроме того, в комплект оснастки входят промежуточные плиты 22 (фиг.11). Они располагаются между рядами оправок в оснастке и имеют зубья 23 для фиксации в пазах 16 стенок 15 (фиг.9) и резьбовые отверстия 21 для установки прижимов 19 (фиг.10). При необходимости в корпуса плит могут быть встроены электрические нагреватели.
Для удобства графического изображения последовательных операций изготовления гофрированного листа они показаны в поперечном сечении технологической оснастки.
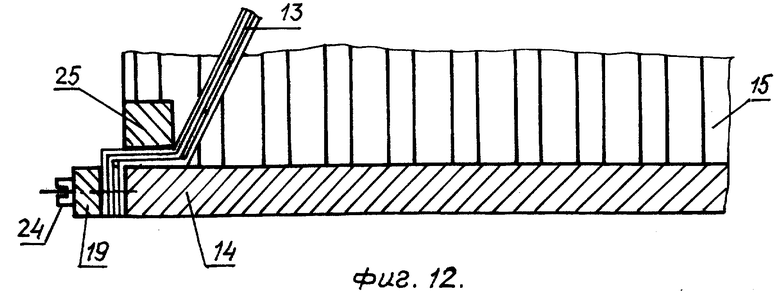
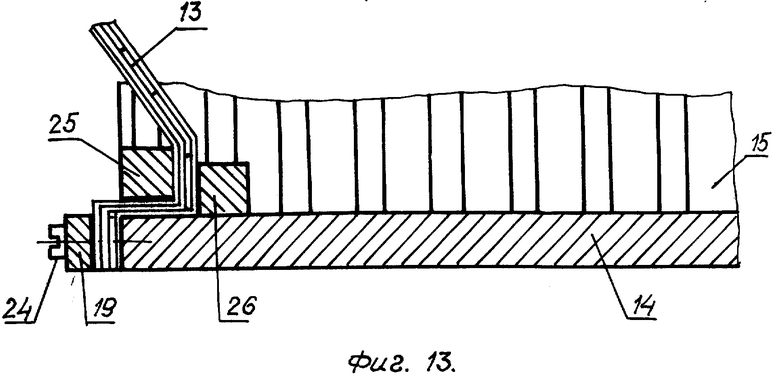
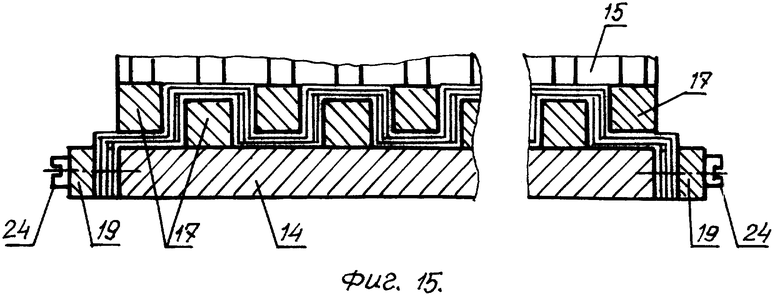
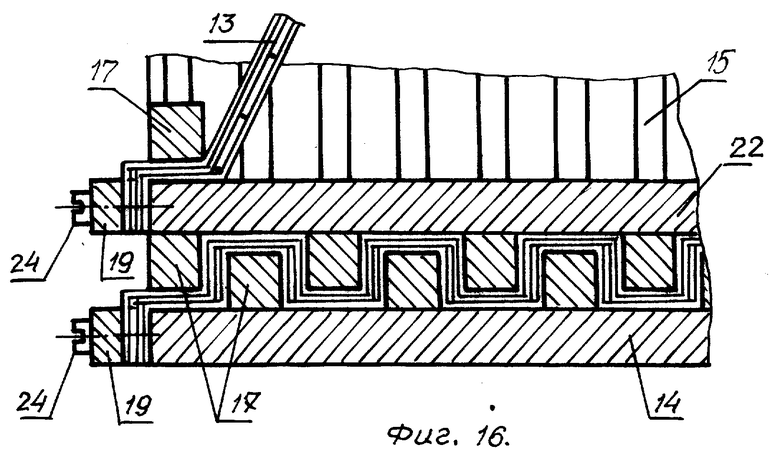
Гофрирование начинают с того, что мерный лист 13 укладывают на основание 14 технологической оснастки и фиксируют его прижимом 19 с помощью винтов 24 (фиг. 12). Сверху на мерный лист 13 укладывают первую оправку 25. Далее на основание 14 (фиг.13) устанавливают вторую оправку 26 и мерным листом 12 обвивают ее с трех сторон (фиг.14) с одновременной установкой третьей оправки 27. Таким образом производится гофрирование первого мерного листа с заполнением технологической оснастки первым рядом оправок (фиг.15) и закреплением второго конца мерного листа прижимом. После этого поверх гофров первого мерного листа устанавливают промежуточную плиту 22 (фиг.16) и на ней гофрируют второй мерный лист 13 тем же способом, что и первый. И так наращивают число гофрированных мерных листов до заполнения технологической оснастки. На верхнюю промежуточную плиту подают необходимое давление прижатия, например, с помощью грузовых болтов и помещают оснастку в нагревательную печь или осуществляют режим отверждения гофрированных мерных листов с помощью нагревателей, размещенных в теле промежуточных плит.
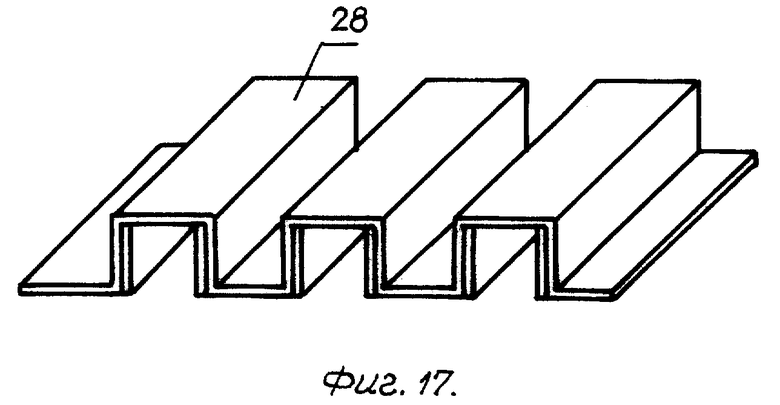
По окончании режима отверждения эпоксидного связующего, которое имеет максимальную температуру нагрева 165±5oC, и остывании технологической оснастки гофрированные листы извлекают и освобождают от разделительной пленки. В результате получают гофрированный лист 28, изображенный для рассматриваемого случая на фиг.17.
Одновременно с изготовлением гофрированных листов материала заполнителя из пропитанной стеклоткани марки Т10-80 прессуют плоские промежуточные листы, площадь которых равна площади промежуточной плиты 11. Их также освобождают от разделительной пленки.
Сборку сотового блока производят на той же технологической оснастке в следующей последовательности.
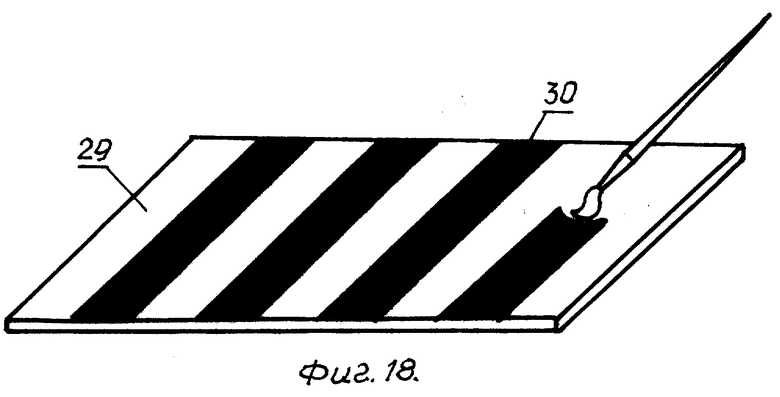
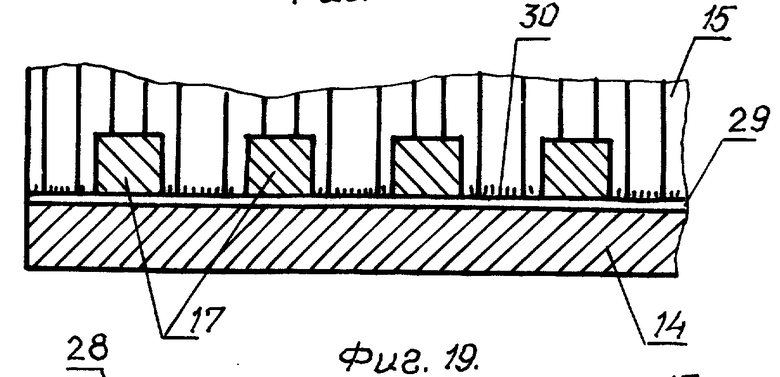
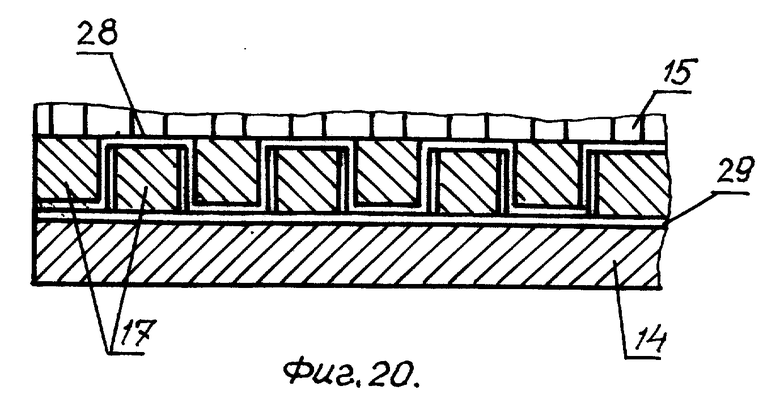
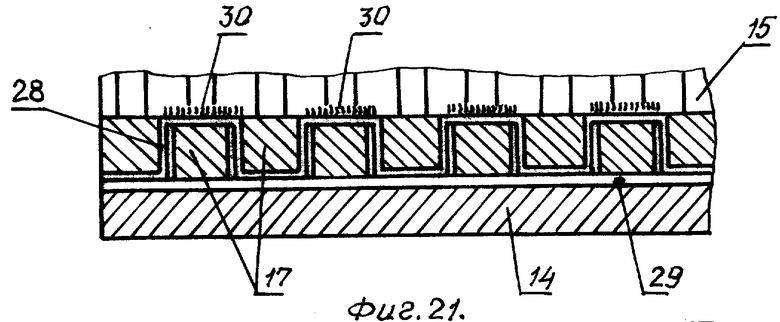
На промежуточный лист 29 (фиг.17) наносят клеевые полосы 30. Шаг клеевых полос равен шагу гофров гофрированного листа 28 (фиг.17). Ширина клеевых полос соответствует ширине гофров гофрированного листа с учетом допуска на растекание в процессе приклеивания. Промежуточный лист 29 с клеевыми полосами располагают на основании 14 технологической оснастки (фиг.19) так, чтобы основа армирующей ткани была перпендикулярна оси оправок. На промежуточный лист 29 между полосами клея 30 устанавливают оправки 17 и на них укладывают гофрированный лист 28 (фиг.20), а в углубления гофров размещают оправки 17, которые прижимают склеиваемые поверхности гофров и промежуточного листа друг к другу. После этого на выступающие плоскости гофров (фиг.21), а также на второй промежуточный лист 29 (фиг.18) наносят клеевые полосы 30. Второй промежуточный лист 29 укладывают на гофры гофрированного листа 28 (фиг.22) и описанным выше способом прикрепляют к нему второй гофрированный лист 28, образуя тем самым второй ряд ячеек сотового блока. И так наращивают ряды ячеек до заполнения ими технологической оснастки. Сверху сотовый блок закрывают плитой и через нее подают необходимое давление склеивания. При необходимости отверждение клея производят в нагревательной печи. По окончании процесса склеивания сотовый блок извлекают из оснастки, разрезают на панели необходимой толщины и производят другие операции. Фрагмент вида в плане на полученный сотовый блок представлен на фиг.23. На описанной или подобной технологической оснастке могут быть изготовлены сотовые заполнители с ячейками, изображенными на фиг.24-35. Среди указанных типов сотовых заполнителей максимальные механические характеристики имеют сотовые заполнители с ячейками, изображенными на фиг.34 и 25. Сотовые заполнители, изображенные на фиг.27, 28, 31, удовлетворительно облегают различные криволинейные поверхности. Остальные конструкции сотовых заполнителей имеют достаточно высокую жесткость и используются, в основном, в плоских панелях или весьма пологих оболочках.
Если сотовый заполнитель должен иметь разнообразные технологические характеристики, например, выкладываемость по форме криволинейных поверхностей и оболочек различной конфигурации, то для изготовления гофрированных листов применяют рулонное полотно без прикрепленных к нему лент. Если, кроме того, сотовый заполнитель должен еще иметь максимальные механические характеристики в одной плоскости вдоль рядов ячеек, то гофрированные листы соединяют друг с другом через плоские промежуточные листы. Такие конструкции сотовых заполнителей показаны на фиг. 35-47. Они легче изображенных на фиг.23-34, значительно дешевле и производительность их изготовления выше сотовых заполнителей с двойными гранями ячеек, так как исключаются технологические операции по изготовлению ступенчатого полотна.
Из всего сказанного следует, что описанный способ изготовления сотовых заполнителей из армированных пластмасс наиболее эффективен там, где предъявляются жесткие требования к величинам физико-механических характеристик сотового заполнителя, и эти требования приводят к необходимости армирования материала в строго определенных направлениях. Наиболее ярко это проявляется при изготовлении сотовых заполнителей, которые должны обладать постоянным и близким к нулевому значению коэффициентом теплового (термического) расширения в заданных направлениях в определенном диапазоне действующих температур.
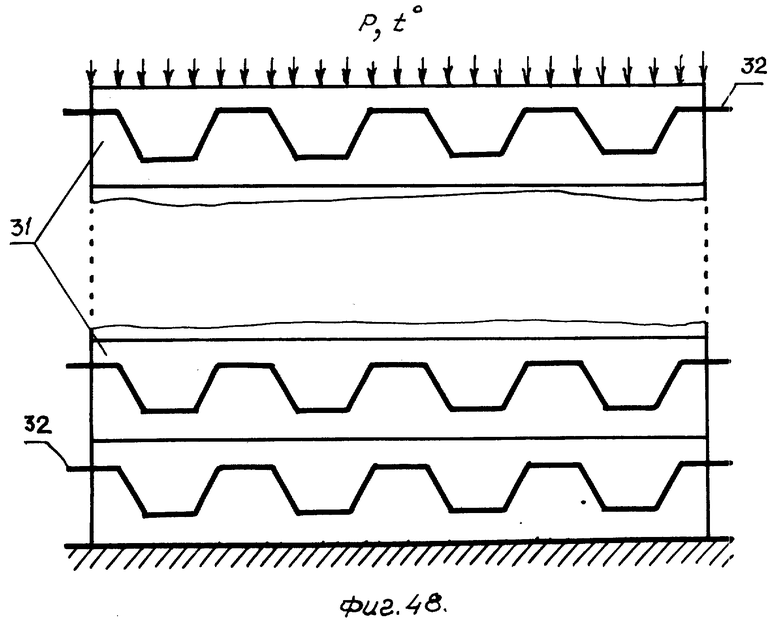
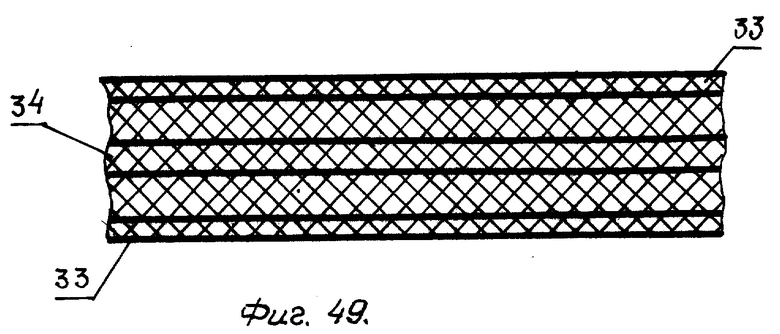
Простейший пример приближенно описывает проект корпуса космического объекта, который представляет собой цилиндрическую оболочку. По условиям эксплуатации корпус испытывает максимальную нагрузку осевого сжатия и изгиба во время выведения объекта на орбиту, а уже на орбите цилиндрическая оболочка должна иметь близкий к нулю коэффициент термического расширения для обеспечения совместной работы оптических средств ориентации и наведения, расположенных в районе торцевых шпангоутов корпуса. Заданным условиям удовлетворяет сотовый заполнитель с шестигранной формой ячеек с усилениями, которые выступают в качестве стрингеров оболочки, и без усиления для обеспечения лучшего облегания по цилиндрической форме. Шестигранные ячейки были образованы гофрированными листами. Форма гофров выполнялась трапециевидной. В качестве материала для сотового заполнителя была использована ткань из органических волокон без наклеенных на нее лент. Формообразование гофров проводилось в пакете пресс-форм 31 (фиг.48), в которые укладывались мерные листы пропитанной ткани, заключенной между двумя слоями разделительной пленки. Под воздействием давления прессования P и температурного режима отверждения связующего образовывались гофрированные листы из материала 32 сотового заполнителя. Сотовый блок изготавливался на технологическом приспособлении, напоминающем оснастку (фиг. 9). Гофрированные листы присоединялись друг к другу как по плоскостям их соприкосновения друг с другом, так и через промежуточный плоский лист, который состоял из пяти слоев. Два наружных слоя 33 (фиг.49) изготавливались из органической ткани, средний слой 34 из однонаправленных органических нитей, остальные два слоя из углеродных лент марки ЛУ-II с чрезвычайно редким утком.
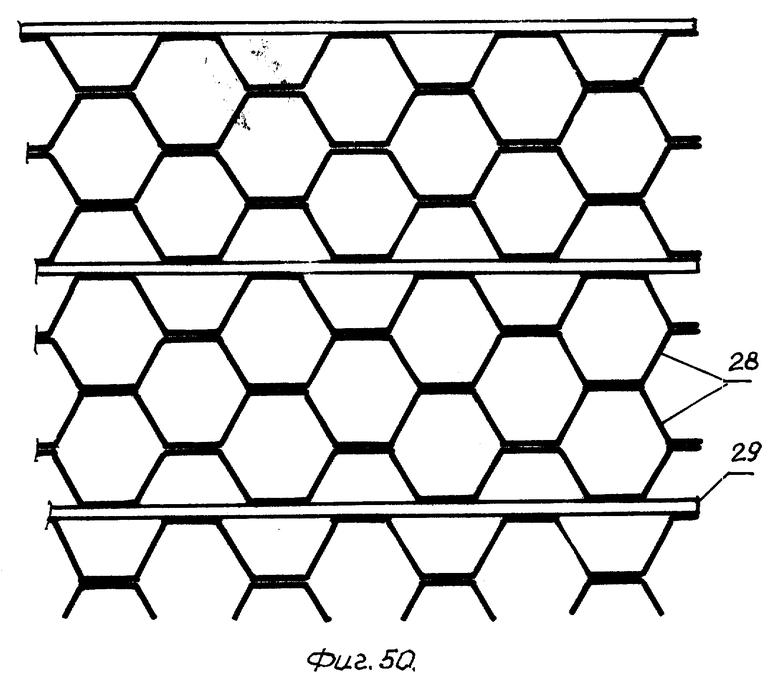
На фиг.50 схематически показан плоский сотовый блок для изготовления цилиндрической оболочки. Сотовый заполнитель состоит из гофрированных листов 28 и плоских промежуточных листов 29, шаг установки которых пропорционален действующей нагрузке сжатия и изгиба, а также допускаемой величине удлинения цилиндрической оболочки в осевом направлении. Концы промежуточных листов 29 входят в пазы торцевых шпангоутов оболочки и закрепляются в них. Гибкость для облегания цилиндрической поверхности сотовому заполнителю придают шестигранные ячейки, способные деформироваться при изгибе. Трехслойная оболочка с сотовым заполнителем (фиг.50) в заданной диапазоне температур сохраняет линейные размеры по торцам шпангоутов в пределах ±0,1 мм и обеспечивает угловую деформацию в пределах ±2 угловых секунд.
Следует заметить, что применение оправок различной формы при изготовлении гофрированных листов позволяет получать сотовые заполнители с ячейками различной формы в одном готовом блоке.
Эффективность способа состоит в том, что:
с его помощью можно получать как известные, так и не менее десятка сотовых заполнителей с новыми конструкциями ячеек;
с его помощью можно изготавливать сотовые заполнители с ячейками от треугольных до шестиугольных форм включительно и их комбинации в одном сотовом блоке;
с его помощью можно изготавливать оптимальные по прочности и жесткости сотовые заполнители с ячейками, у которых грани имеют одинаковую толщину;
с его помощью можно изготавливать сотовые заполнители с заданным коэффициентом термического расширения и получать размеростабильные трехслойные панели и оболочки. Последнее обстоятельство на сегодняшнем этапе развития техники является чрезвычайно актуальным и в настоящее время не имеет мировых аналогов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ МЕТОДОМ СКЛЕИВАНИЯ | 1995 |
|
RU2094237C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ДЛЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2083373C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1995 |
|
RU2081267C1 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ ДЛЯ СОТОВЫХ КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СОТОВЫХ КОНСТРУКЦИЙ С ЕГО УЧАСТИЕМ | 1994 |
|
RU2084349C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НА НЕЙ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ И СПОСОБ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2067949C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2067950C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2014236C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1991 |
|
RU2015914C1 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ СТРУКТУР | 1993 |
|
RU2035313C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2022 |
|
RU2797465C1 |


Изобретение относится к области производства сотовых заполнителей для трехслойных панелей и оболочек, применяемых в космической, ракетной, радиотехнической, авиационной и других отраслях промышленности. Оно применимо в мелкосерийном производстве и в лабораторных условиях для изготовления уникальных изделий с оптимальными физико-механическими характеристиками, в частности для производства рефлекторов антенн высокой точности, панелей и оболочек с неизменяемыми геометрическими размерами (термостабильные конструкции) в заданном диапазоне температур. Сущность изобретения: способ предусматривает изготовление новых конструкций сотовых ячеек, получаемых склейкой гофрированных листов, предварительно полностью отвержденных и полученных из ступенчатого рулонного полотна после его разрезания и гофрирования полученных мерных листов. 14 з.п. ф-лы, 50 ил.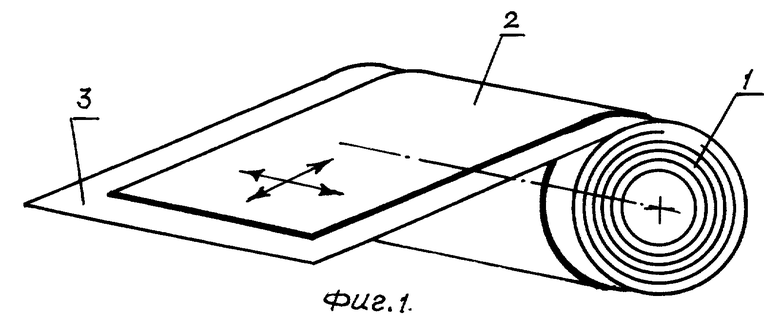
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Берсудский В.Е | |||
| и др | |||
| Производство сотовых кострукций | |||
| - М.: Машиностроение, 1966, с.82 - 85 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с.86 - 89. | |||
