Изобретение относится к обработке металлов, а более точно к устройству для охлаждения зоны резания металлорежущего станка.
Изобретение может быть использовано при обработке металлов резанием.
Известно устройство для охлаждения зоны резания металлорежущего станка, содержащее соединенную с источником сжатого влажного воздуха вихревую трубу с патрубками горячего и холодного потока, а также ионизатор с подключенным к источнику питания электродами кольцевым положительным и игольчатым отрицательным, расположенным острием вдоль патрубка холодного потока.
Однако степень влажности воздуха, подаваемого в вихревую трубу ограничена из-за ограничений, налагаемых на степень его расширения непосредственно в самой вихревой трубе, в случае повышения влажности воздуха, подаваемого в вихревую трубу, резко снижается эффективность ее работы.
Кроме того при повышенной влажности воздуха, подаваемого в патрубок, коронный разряд гаснет, т.е. практически не происходит ионизация холодного потока воздуха, направляемого в зону резания. Вследствие этого на выходе устройства имеется либо распыляемая механически воздушная масса с жидкостью, но не ионизированная, или ионизированный воздух без жидкости, что приводит к низкой эффективности охлаждения зоны резания и, как следствие, отсутствию окисных пленок на трущихся поверхностях и соответственно высокому тепловыделению.
В основу изобретения положена задача создать устройство для охлаждения зоны резания металлорежущего станка, которое за счет дополнительного увлажнения ионизированного потока воздуха обеспечивает повышение производительности механической обработки, стойкости инструмента и улучшению санитарно-гигиенических условий в зоне обслуживания станка.
Поставленная задача решается тем, что устройство для охлаждения зоны резания металлорежущего станка, содержащее соединенную с источником сжатого влажного воздуха вихревую трубу с патрубками горячего и холодного потоков, а также ионизатор с подключенными к источнику питания электродами, кольцевым положительным и игольчатым отрицательным, расположенным острием вдоль патрубка холодного потока, согласно изобретению, снабжено эжектором, установленным на выходе патрубка холодного потока с возможностью перемещения относительно ионизированного холодного потока, и соединенным с источником жидкой среды.
Целесообразно эжектор выполнять в виде полого винта и установленной на нем с возможностью вращения и фиксированно от осевого перемещения гайки.
Кроме того, возможно эжектор выполнять в виде втулки, на одном конце которой установлен штуцер, соединяющий внутреннюю полость втулки с источником жидкой среды, а внутреннюю полость втулки выполнять в виде сопла Лаваля.
Такое конструктивное выполнение устройства для охлаждения зоны резания металлорежущего станка обеспечивает за счет установки эжектора на выходе ионизированного холодного потока охлаждение зоны резания, создание окисной пленки на трущихся поверхностях, и как следствие, уменьшение износа инструмента, а также создание санитарно-гигиенических условий в зоне обслуживания станка.
На фиг. 1 изображено устройство для охлаждения зоны резания металлорежущего станка, с одним из вариантов выполнения эжектора, согласно изобретению; на фиг.2- еще один вариант выполнения эжектора.
Устройство для охлаждения зоны резания металлорежущего станка, согласно изобретению, содержит вихревую трубу 1 (фиг.1) с сопловым вводом 2, через который в вихревую трубу 1 поступает сжатый влажный воздух от источника сжатого влажного воздуха (не показан), преимущественно от стационарной компрессорной установки. Вихревая труба 1 имеет патрубок 3 холодного потока и патрубок 4 горячего потока, на выходе которого установлен дроссель 5 для отвода горячего потока воздуха. Патрубок 3 выполнен в виде полого цилиндра, в котором размещен ионизатор, выполненный в виде кольцевого положительного электрода 6, установленного на выходе патрубка 3, и отрицательного электрода 7, выполненного игольчатым и расположенного острием вдоль патрубка 3 холодного потока. Электроды 6 и 7 подключены к источнику 8 питания. На выходе патрубка 3 холодного потока в зоне прохождения ионизированного холодного потока установлен эжектор 9, подключенный через гибкий шланг 10 к источнику 11 жидкой среды.
Эжектор может иметь различное конструктивное выполнение. Возможно выполнение эжектора в виде полого винта 12 (фиг.1) с гайкой 13, соединенной гибким шлангом 10 с источником 11 жидкой среды.
Возможно выполнение эжектора в виде втулки 14 (фиг.2), на одном конце которой установлен штуцер 15, соединяющий внутреннюю полость втулки через гибкий шланг 10 с источником 11 жидкой среды. Внутренняя полость втулки 14 выполнена в виде сопла Лаваля. Возможны и любые другие конструкции эжектора.
Работа устройства для охлаждения зоны резания металлорежущего станка заключается в следующем.
Сжатый воздух от источника (на фиг.1 показано стрелкой А) поступает в сопловой ввод 2 вихревой трубы 1, в которой происходит разделение подаваемого воздуха на горячий и холодные потоки. Горячий поток через дроссель 5, установленный на выходе патрубка 4 горячего потока, отводится в атмосферу, причем увеличением или уменьшением проходного сечения дросселя 5 осуществляется регулирование температуры холодного потока. Холодный поток поступает в патрубок 3 холодного потока и обтекает отрицательный электрод, выполненный игольчатым. На электроды 6 и 7 от источника 8 подается высокое напряжение. Под действием высокого напряжения между электродами 6 и 7 возникает коронный разряд. В электрическом поле коронного разряда происходит ионизация холодного потока воздуха, который через отверстие в положительном электроде 6, направленной струей подается в зону резания металлорежущего станка (не показана). Струя ионизированного воздуха с высокой скоростью обтекает полость эжектора 9, создавая в ней разряжение. В результате чего в эжектор 9 через гибкий шланг 10 из источника 11 засасывается жидкость, которая впрыскивается в поток ионизированного холодного потока. Эта заряженная воздушно-дисперсная смесь, содержащая ионы кислорода, азота и их производных, поступает в зону резания металлорежущего станка. Она обеспечивает охлаждение зоны резания, и смазку трущихся частей при обработке материалов и смачивает графитную пыль в случае обработки чугуна, тем самым препятствуя ее распылению в помещении.
Кроме того, отрицательные ионы ионизированного холодного потока воздуха заряжают (или перезаряжают) пыль и микрофлору, находящуюся в воздухе вокруг зоны резания станка определенного потенциала, и оседают на окружающие поверхности станка, пола.
Осевшие частицы периодически удаляются. Гибкий шланг 10, подаваемый к эжектору 9, обеспечивает размещение эжектора 9 в необходимом месте относительно места резания (сверху, снизу, сбоку станка), а возможность регулирования объема подаваемой из эжектора 9 жидкости в ионизированный холодный поток осуществляется либо вращением гайки 13, фиксированной от осевого перемещения, либо вращением втулки 14 со штуцером 15 вокруг продольной оси.
Таким образом, устройство для охлаждения зоны резания металлорежущего станка обеспечивает охлаждение зоны резания металлорежущих станков, смазку трущихся частей (деталь-инструмент) и, как следствие, уменьшение износа режущего инструмента, смачивание мелкодисперсных частиц в зоне резания и их оседание и улучшение санитарно-гигиенических условий в зоне работы станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ | 1991 |
|
RU2016739C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ | 1990 |
|
RU2016738C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2007 |
|
RU2355549C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2007 |
|
RU2355548C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2009 |
|
RU2410228C1 |
| РАСПЫЛИТЕЛЬ | 2000 |
|
RU2187383C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2324582C2 |
| Способ охлаждения и смазки режущих инструментов | 2016 |
|
RU2677441C1 |
| Устройство для обработки влажного воздуха | 1987 |
|
SU1483205A1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ ЗАГОТОВОК ИЗ АУСТЕНИТНЫХ СТАЛЕЙ | 2018 |
|
RU2688967C1 |
Использование: обработка металлов резанием, а именно для охлаждения зоны резания металлорежущего станка. Сущность изобретения: устройство содержит соединенную с источником сжатого воздуха вихревую трубу 1 с патрубками 3 и 4 холодного и горячего потоков, соответственно, а также ионизатор с подключенными к источнику питания электродами, кольцевым положительным 6 и игольчатым отрицательным 7, расположенным острием вдоль патрубка 3 холодного потока. При этом устройство снабжено эжектором 9, установленным на выходе патрубка 3 холодного потока с возможностью перемещения относительно него и соединенным с источником жидкой среды. Одним из вариантов выполнения эжектора является выполнение его в виде полого винта 12 и установленной на нем с возможностью вращения и фиксированно от осевого перемещения гайки 13. 1 з. п. ф-лы, 2 ил.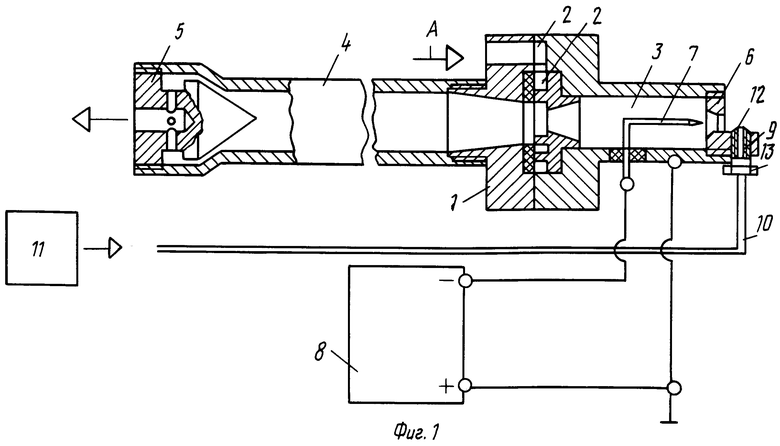
| Устройство для обработки влажного воздуха | 1987 |
|
SU1483205A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
