Изобретение относится к производству волокнистого материала, обладающего хорошими тепло- и звукоизоляционными свойствами и предназначенного для использования в строительстве, судостроении, авиационной технике, в легкой и мебельной промышленности и других отраслях народного хозяйства.
Известен изоляционный материал плотностью до 100-200 кг/м3, выполненный из стекловолокна путем напыления связующего на сформованный холст [1]
Стеклохолст, обладая относительно низкой плотностью, эластичностью, малой теплопроводностью и хорошими эвкоизоляционными свойствами, имеет ограниченную область применения из-за своей токсичности (вызывает раздражение кожи) и недостаточной прочности.
Известен изоляционный материал, обладающий высокими прочностными характеристиками и представляющий собой стеклохолст, покрытый с обеих сторон обкладками [2]
Однако материал, покрытый с одной или обеих сторон облицовочными листами (бумагой, нетканым материалом), не только упрочняется, но и становится тяжелее, что объясняется высокой плотностью облицовочных листов. Кроме того, традиционная технология изготовления стеклохолста практически исключает возможность введения в его композицию некоторых химических добавок, способных придать стеклохолсту специфические свойства, так как они (добавки) плохо удерживаются в материале, изготовленном сухим способом.
Ближайшим аналогом настоящего изобретения является материал, состоящий из пористого сердечника, сформованного из вспененной волокнистой суспензии и содержащего переплетенные минеральные и химические волокна, частицы вспученного перлита, связующее и поверхностно-активное вещество, и по меньшей мере один покровный слой. Покровный слой выполнен из тонкого пористого материала, например бумаги, нетканого материала и т.п. Плотность покровного слоя выше плотности сердечника и плотности материала в целом. Выполнение материала с неравномерной плотностью по толщине, а именно, когда поверхностные слои (слой) имеет более высокую плотностью, чем сердечник или материал в целом, обеспечивают ему (материалу) необходимую прочность и конструкционные свойства, например каркасность.
Способ изготовления этого материала заключается в следующем.
Готовят вспененную волокнистую водную суспензию, содержащую кроме минерального волокна частицы вспученного перлита, крахмал, катионную гуаровую смолу, поверхностно-активное и диспергирующее средства. Затем насыщают ее воздухом до содержания последнего в образовавшейся пене 10-30%
После этого формуют пористый сердечник из вспененной волокнистой суспензии на пористом полотне, которое подается на сетку бумагоделательной машины и движется вместе с ней. Пористое полотно (бумага, нетканое полотно) образует облицовочный слой для пористого сердечника, образованного переплетенными между собой волокнами. Одновременно с формованием ведут обезвоживание пористого сердечника в процессе его формования путем воздействия вакуума и последующую сушку сформованного сердечника в потоке горячего воздуха, в случае необходимости, на сердечник с другой стороны наносят покровный слой [3]
Материал, полученный описанным способом, имеет плотность 50-160 кг/м3, толщину 0,6-5,0 см. Материал облицован с одной или с двух сторон обкладками, плотность которых порядка 400-700 кг/м3, толщина 30-60 мкм.
Недостаток этого материала заключается прежде всего в его относительно высокой плотности. Это объясняется, во-первых, наличием поверхностных слоев (слоя), выполненных из материала более плотного, чем материал сердечника, что утяжеляет материал в целом, и, во-вторых, интенсивным обезвоживанием (под действием вакуума) сердечника в процессе его формования, которое способствует быстрому разрушению пузырьков пены, вследствие чего происходит уплотнение волокон между собой. Кроме того, облицовочные слои могут отслаиваться от сердечника, так как связь между ними чисто механическая и образуется только за счет сил сцепления, возникающих в процессе обезвоживания материала при формовании сердечника и прямо зависящих от величины вакуума.
Способ изготовления этого материала достаточно энергоемок и технологически трудно осуществим, так как предусматривает обязательное использование подкладочного полотна, лежащего на сетке бумагоделательной машины и движущегося вместе с ней.
Задача настоящего изобретения состоит в создании очень легкого (до 10-50 кг/м3) конструкционного волокнистого пористого материала с хорошими тепло- и звукоизоляционными характеристиками, свободного от недостатков, присущих прототипу.
Поставленная задача решается благодаря тому, что в соответствии с предлагаемым изобретением, изоляционный волокнистый пеноматериал с пористой структурой выполнен монолитным, т.е. в отличие от прототипа он не образован двумя или тремя отдельными структурами, связанными между собой, а представляет собой однородный по композиции расслаивающийся пористый материал из переплетенных между собой волокон плотностью до 10-50 кг/м3. Плотность материала у поверхности в 5-20 раз превосходит плотность материала в целом.
Это обеспечивает материалу хорошие конструкционные свойства при очень низкой общей плотности. Изготовление материала монолитным полностью исключает его расслаиваемость.
Предметом настоящего изобретения является также способ изготовления монолитного пористого волокнистого материала плотностью до 10-50 кг/м3, имеющего плотность у поверхности в 5-20 раз выше, чем плотность материала в целом.
Предлагаемый способ включает приготовление водной суспензии из волокна, связующего и поверхностно-активного вещества, насыщение его вакуумом до содержания его в образующейся пене 60-80% формование материала с одновременным обезвоживанием, которое ведут под действием гравитационных сил не менее 5 мин, преимущественно 5-25 мин, и последующей сушкой.
В отличие от прототипа волокнистая суспензия в момент начала обезвоживания содержит 60-80% воздуха (по прототипу 10-30%) и обезвоживание ведут под действием гравитационных сил, а не под вакуумом, как это делают в способе по прототипу.
Совокупность признаков способа позволяет довольно простым техническим путем получить пористый волокнистый монолитный материал с исключительно низкой плотностью в целом и с разной плотностью по толщине: плотность материала у его поверхности в 5-20 раз превосходит плотность материала в целом. Это стало возможным как благодаря высокому содержанию воздуха в водной волокнистой суспензии в момент начала его обезвоживания (60-90%), так и вследствие того, что процесс обезвоживания на сетке, а следовательно и формование самого материала идет под действием гравитационных сил в течение 5-25 мин, но не менее. В способе исключено любое физическое воздействие на пену в стадии формования материала, тогда как в прототипе на пену воздействуют несколькими кратковременными перепадами давления, чтобы вызывать отток воды, вследствие чего происходит разрушение пузырьков пены.
Время обезвоживания вспененной волокнистой водной суспензии или время формования материала (листа, мата, панели) колеблется в широких пределах, но в любом случае это должно быть время, достаточное для завершения процесса формования структуры материала за счет переплетения волокон при одновременном отводе воды под действием гравитационных сил и для формирования поверхностного слоя материала за счет адсорбции молекул поверхностно-активного вещества, мелких волокон и частиц связующего на поверхности раздела материала и воздуха.
Для приготовления водной волокнистой суспензии используют следующие материалы и реактивы. В качестве волокна материал может содержать древесную целлюлозу, например сульфатную беленую (ГОСТ 14940-75), хризолитовый асбест (ГОСТ 12871-83), базальтовое волокно (РСТ Украины 1970-86), полиэфирное волокно (ТУ 6-06-0172-87), полиарамидное волокно (ТУ 6-06-0200-84), полимерное волокнисто-пленочное связующее полифенилен изофталимид (ТУ 6-06-И69-80). В качестве связующего рекомендуется латекс синтетического каучука "Неопол" (ТУ 38.103581-85), кремнийорганический лак марки КО-08 (ГОСТ 15081-78), КО-87 (ТУ 6-02-885-79), или поливинилацетатная дисперсия (ПВА) (ТУ 18992-80). В качестве поверхностно-активного средства в волокнистую суспензию можно вводить моющее вещество прогресс (ТУ 38-10719-77), сульфанол (СТУ 108-37-60) и другие ПАВ.
В случае необходимости в волокнистую суспензию вводят другие функциональные и технологические добавки: красители, пигменты, антиоксиданты, биоциды, водоотталкивающие и огнестойкие вещества, стабилизаторы пены и т.д.
П р и м е р 1. 50 г сульфатной беленой целлюлозы диспергируют в гидроразбивателе до степени помола 19оШР, вводят 100 мл 50%-ного раствора поливинилацетатной дисперсии и перемешивают в течение 1 мин, затем загружают 180 г полиэфирного волокна и ведут диспергирование в течение 3 мин. В смесь вводят 100 мл поверхностно-активного вещества "Прогресс" и продолжают перемешивание состава до достижения содержания воздуха в нем 90% Для стабилизации пены вводят полиакриламид.
Полученную водную волокнистую вспененную суспензию заливают в форму с сетчатым дном, в которой формуется и одновременно обезвоживается материал пористой структуры за счет удаления воды под действием гравитационных сил. Формование материала и его обезвоживание ведут в течение 15 мин, после чего его подвергают сушке в два этапа: сначала при температуре 90оС, затем при 130оС. Полученную отливку испытывают на теплопроводность по ГОСТ 17177-87. Для определения плотности материала у поверхности, от него отделяют (срезают) верхний слой толщиной 30-60 мкм, взвешивают и расчетным путем определяют плотность.
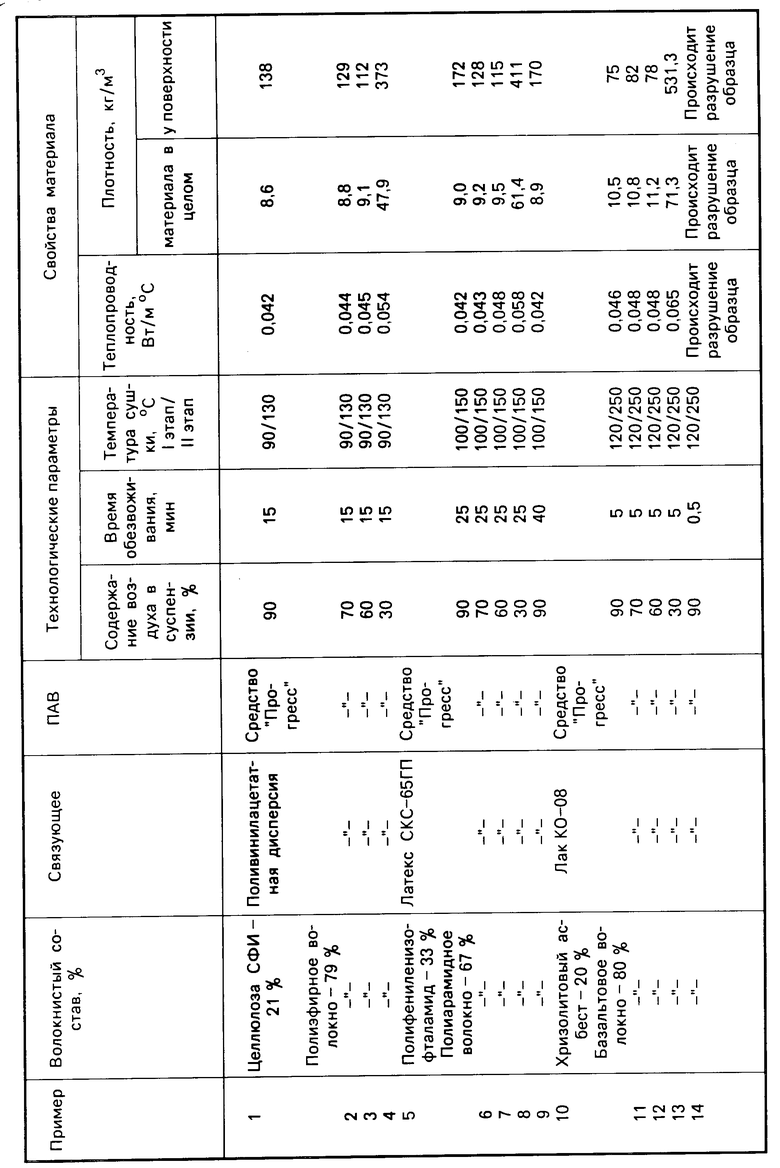
В таблице представлены сводные данные, характеризующие качественный состав материала, технологические параметры процесса и свойства материала.
Примеры 4,8,9,13,14 даны для сравнения и показывают, что в случае снижения содержания воздуха в суспензии до 30% (примеры 4,8,13) при одних и тех же композиционном составе, времени обезвоживания и режиме сушки теплопроводность материала возрастает до 0,054-0,065 Вт/м ˙ оС по сравнению с 0,042-0,048, а плотность материала в целом увеличивается с 8,6-11,2 кг/м3 до 47,3-71,3 кг/м3.
Если время обезвоживания сократить до 30 с (пример 14) и образец сразу поместить в сушку, то вследствие большого содержания жидкости, которая вскипает, образец разрушается,
Увеличение времени обезвоживания образца сверх 25 мин (пример 9) существенного эффекта не дает.
Предлагаемый материал обладает:
исключительно низкой плотностью (8-11 кг/м3);
хорошими конструкционными свойствами;
удовлетворительной теплопроводностью.
Процесс характеризуется относительно простым аппаратурным оформлением.
Для изготовления материала может быть использована широкая гамма волокон и отходов их производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОКНИСТОЕ ПОЛОТНО БУМАГИ ИЛИ КАРТОНА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2013 |
|
RU2621113C2 |
| КОНСТРУКЦИИ СУБСТРАТОВ ДЛЯ ВЫРАЩИВАНИЯ РАСТЕНИЙ НА ОСНОВЕ МХА SPHAGNUM И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2014 |
|
RU2656551C2 |
| ГИДРОФОБНО ПРОКЛЕЕННЫЙ ВОЛОКНИСТЫЙ МАТЕРИАЛ И СПОСОБ ПОЛУЧЕНИЯ СЛОЯ ПРОКЛЕЕННОГО МАТЕРИАЛА | 2013 |
|
RU2635615C2 |
| ФАСОННЫЙ ЛОТОК ИЛИ ТАРЕЛКА ИЗ ВОЛОКНИСТОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2715652C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЛАЖНОЙ УКЛАДКИ НЕТКАНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2711264C1 |
| СПОСОБ ПРОИЗВОДСТВА ГИДРАВЛИЧЕСКИ ПЕРЕПЛЕТЕННОГО НЕТКАНОГО МАТЕРИАЛА | 2012 |
|
RU2596099C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОГО МАТЕРИАЛА | 2016 |
|
RU2705616C1 |
| КОМПОЗИЦИОННЫЙ НЕТКАНЫЙ ЛИСТОВОЙ МАТЕРИАЛ | 2018 |
|
RU2751707C1 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ ИЛИ МАТЕРИАЛ ДЛЯ ПРИЕМА, РАСПРЕДЕЛЕНИЯ И УДЕРЖАНИЯ ВЫДЕЛЯЕМЫХ ИЗ ОРГАНИЗМА ЖИДКОСТЕЙ | 1991 |
|
RU2090170C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТЫХ ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2005 |
|
RU2272797C1 |
Использование: для производства тепло- и звукоизоляционных материалов, используемых в строительстве. Сущность изобретения: монолитный материал содержит переплетенные между собой волокна, связующее и поверхностно-активное вещество. При этом плотность материала в целом в 5 20 раз. Материал готовят следующим образом. Готовят вспененную волокнистую водную суспензию из волокна связующего и поверхностно-активного вещества, производят формование материала из суспензии, содержащей 60 90% воздуха. Одновременно осуществляют обезвоживание в течение не менее 5 мин, лучше 5 25 мин под действием гравитационных сил. Обезвоженный материал сушат. 2 с. п. ф-лы, 1 табл.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Шланговое соединение | 0 |
|
SU88A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
