Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к способу получения композитного нетканого листового материала и к листовому материалу, который можно получать таким способом.
Уровень техники
[0002] Абсорбирующие нетканые материалы применяются для протирки различных типов разливов и загрязнений в промышленных, медицинских, офисных и бытовых областях применения. Как правило, они включают в себя комбинацию термопластичных полимеров (синтетических волокон) и целлюлозной волокнистой массы для поглощения как воды и других гидрофильных веществ, так и гидрофобных веществ (масел, жиров). Нетканые салфетки такого типа в дополнение к их достаточной поглощающей способности одновременно являются прочными, гибкими и мягкими. Их можно производить путем мокрой укладки смеси, содержащей волокнистую массу, на полимерное полотно с последующим обезвоживанием и гидравлическое перепутыванием для закрепления волокнистой массы на полимере и последующей заключительной сушкой. Абсорбирующие нетканые материалы такого типа и способы их получения раскрыты, например, в публикации WO2005/042819.
[0003] В публикации WO99/22059 раскрыт способ получения нетканого листового материала путем обеспечения синтетических непрерывных филаментов типа "мелтблоун" или "спанлейд", нанесения на них с помощью напорного ящика пены с натуральными (целлюлозными) волокнами для получения комбинации синтетических филаментов и натуральных волокон с последующим гидравлическое перепутыванием полученной комбинации с применением водяных струй для получения композитного листового материала, в котором филаменты и натуральные волокна тесно интегрированы, что приводит к высокой прочности и высокой жесткости листового материала. Гидравлическому перепутыванию может предшествовать нанесение пены также на другую сторону полотна.
[0004] В публикациях WO96/02701 и WO96/02702 раскрыт способ получения гидравлически перепутанного нетканого материала путем образования пены для формирования волокнистого полотна с последующим орошением сформированного с использованием пены полотна водой для поддержания водного баланса в пенообразующей системе, причем образование пены и гидравлическое перепутывание осуществляются на одной и той же ленте конвейера (формующей сетке). Пена содержит 49-54 об.% воздуха.
[0005] В публикации WO2012/150902 раскрыт способ получения гидравлически перепутанного нетканого материала, в котором первое волокнистое полотно из синтетических штапельных волокон и натуральных волокон (волокнистой массы) укладывают мокрым способом и подвергают гидравлическому перепутыванию с применением относительно низких давлений порядка 10-50 бар; поверх гидравлически перепутанного первого волокнистого полотна укладывают филаменты типа "спанлейд", поверх филаментов укладывают мокрым способом второе волокнистое полотно из натуральных волокон и затем подвергают полотно гидравлическому перепутыванию. Затем полотно переворачивают и подвергают третьей обработке гидравлическое перепутыванием со стороны первого волокнистого полотна, получая при этом прочный композитный листовой материал по существу с идентичными передней и задней сторонами.
[0006] С точки зрения гибкости, прочности листа и поглощающей способности желательные результаты получают, когда волокнистое полотно изготавливают путем нанесения волокон в форме пены, содержащей поверхностно-активное вещество, на синтетические волокна и скрепления объединенных волокон волокнистой массы и синтетических волокон с помощью гидравлического перепутывания. Однако в конечном листовом материале могут возникать поверхностные дефекты или даже разреженные пятна или дырки, которые негативно влияют на свойства и эксплуатационные характеристики листа, а также на его внешний вид. Такую проблему можно уменьшить путем применения в пене относительно высоких уровней воздуха, однако это требует наличия в пене высоких уровней поверхностно-активного вещества, а высокие уровни поверхностно-активного вещества могут препятствовать процессу гидравлического перепутывания, приводя к недостаточному скреплению в нетканом продукте и потенциальному засорению системы оборотной воды.
[0007] В зависимости от состава формируемого с использованием пены полотна после цикла кондиционирования пены выходят разные количества поверхностно-активного вещества. Так, например, высокие содержания волокнистой массы, толстое полотно-предшественник и грубые или жесткие филаменты приводят к более значительным потерям пенообразующей жидкости и, следовательно, к более значительной потере поверхностно-активного вещества. Предварительное скрепление с применением высоких давлений может компенсировать потери жидкости, но при этом существует риск попадания листа в опорную конвейерную ленту, что затрудняет его перенос на следующую, менее проницаемую конвейерную ленту, необходимую для оптимального гидравлического перепутывания.
[0008] Поэтому существует потребность в способе получения гидравлически перепутанных нетканых материалов, который устраняет недостатки в виде нерегулярных или дефектных поверхностных характеристик и чрезмерного применения поверхностно-активных веществ.
Сущность изобретения
[0009] Желательно обеспечить гидравлически перепутанный, абсорбирующий нетканый материал с желательной прочностью и ограниченными уровнями поверхностно-активных веществ.
[0010] Также желательно обеспечить способ получения таких нетканых материалов, который включает в себя стадию предварительной интеграции уложенного с использованием пены волокнистого полотна с применением гидроструйной обработки полотна перед гидравлическое перепутыванием. Предварительная интеграция будет снижать уровень поверхностно-активного вещества, обеспечивая при этом более эффективное гидравлическое перепутывание, а также частично интегрировать компоненты полотна, в частности, волокнистого полотна и полимера, избегая при этом трудностей при переносе полотна на ленту конвейера и одновременно компенсируя потери воды в цикле (кондиционирования) пены.
Краткое описание чертежей
[0011] На прилагаемых фигурах 1 и 2 схематически изображена установка для получения абсорбирующего нетканого листового материала, содержащего волокнистую массу, согласно настоящему изобретению.
Подробное описание конкретных вариантов осуществления изобретения
[0012] Изобретение относится к способу получения гидравлически перепутанных нетканых материалов, как определено в п.1 прилагаемой формулы изобретения. Изобретение дополнительно относится к гидравлически перепутанным нетканым материалам, получаемым таким способом, как определено в п.16 прилагаемой формулы изобретения.
[0013] Настоящий способ получения гидравлически перепутанного нетканого листового материала включает в себя следующие стадии:
a) обеспечения трехфазной (газ-жидкость-твердое вещество) суспензии, содержащей:
- натуральные и/или искусственные волокна,
- поверхностно-активное вещество,
- 20-48 об.% воздуха;
b) обеспечения первого движущегося сетчатого носителя и необязательно укладки полимерного полотна на первый движущийся сетчатый носитель;
c) нанесения трехфазной суспензии на первый движущийся сетчатый носитель или на полимерное полотно для получения при этом волокнистого полотна;
d) сбора и удаления водного остатка трехфазной суспензии через первый сетчатый носитель;
e) рециркуляции водного остатка на стадию a);
f) предварительной интеграции волокнистого полотна путем его гидроструйной обработки с расходом 0,0005-0,05 м3 воды на м3 применяемой трехфазной суспензии при давлении 5-50 бар и сбора отработанной воды после гидроструйной обработки;
g) переноса предварительно интегрированного волокнистого полотна с упомянутого первого движущегося сетчатого носителя на второй движущийся сетчатый носитель, причем пористость упомянутого второго движущегося сетчатого носителя меньше пористости упомянутого первого движущегося сетчатого носителя;
h) гидравлического перепутывания волокнистого полотна на упомянутом втором движущемся носителе;
i) (необязательно) сушки гидравлически перепутанного полотна;
j) (необязательно) дополнительной обработки и заключительного оформления полотна для получения при этом конечного нетканого материала.
[0014] В конкретных вариантах осуществления изобретения стадию f) предварительной интеграции осуществляют путем применения водяных струй перпендикулярно сформированному полотну при относительно низких давлениях, например, 2-60 бар, 5-50 бар, 5-25 бар или 5-10 бар. Струи могут покрывать всю ширину полотна, образующего конечный лист и, следовательно, также примерно всю ширину движущегося сетчатого носителя. Форсунки предпочтительно расположены друг от друга на расстоянии от 0,4 до 2 мм или от 0,5 до 1 мм и поэтому могут образовывать "завесу" воды для гидроструйной обработки. В конкретных вариантах осуществления изобретения количество воды для предварительной интеграции составляет от 0,001 до 0,03 м3 воды на 1м3 применяемой трехфазной суспензии, от 0,002 до 0,02 м3 или от 0,003 до 0,01 м3 или даже от 0,004 до 0,008 м3 воды на 1м3 суспензии. Альтернативно количество воды, применяемой на стадии f), можно независимо определять относительно сформированного листового материала (в расчете на сухую массу) или в абсолютном выражении, то есть в виде количества, применяемого за единицу времени. В случае использования выражения относительно сформированного листового материала количество воды, применяемой на стадии f), может составлять от 0,8 до 20 литров воды на 1 кг сформированного листового материала или от 1 до 10 л/кг или от 1,2 до 5 л/кг или даже от 1,5 до 3 л/кг сформированного листового материала. В случае выражения количества воды в абсолютном выражении количество воды, применяемой на стадии f), может составлять от 10 до 250 литров воды в минуту на 1 м ширины сформированного полотна (=0,6-15 м3/час/м) или от 13 до 170 л/мин.м (0,8-10 м3/час/м), или от 17 до 50 л/мин.м (1-3 м3/час/м), или даже от 20 до 33 л/мин.м (1,2-2 м3/час/м).
[0015] В конкретном варианте осуществления изобретения вода, применяемая для предварительной интеграции, может представлять собой пресную воду с низкими уровнями растворенных веществ, например, с TDS (общее количество растворенных твердых веществ), равным менее 5 г/л или даже менее 1 г/л, и по существу является нейтральной (например, pH от 5,5 до 8,5). Часть воды можно поставлять путем рециркуляции отработанной воды, собранной на стадии f) после гидроструйной обработки, необязательно после (микро)фильтрации. В одном из вариантов осуществления изобретения часть собранной после гидроструйной обработки воды подается в водную суспензию на стадию a), то есть параллельно со стадией е), а остаток собранного водного остатка возвращается на стадию f) предварительной интеграции.
[0016] Стадию f) предварительной интеграции и сбора (отработанной воды) можно осуществлять в несколько этапов, например, в два этапа f1) и f2) или даже в три этапа f1), f2), f3), или еще при большем числе этапов с применением нескольких серий водяных струй, причем каждая из серий покрывает всю ширину полотна, образующего листовой материал. В случае нескольких этапов стадии предварительной интеграции может быть предпочтительно рециркулировать воду после гидроструйной обработки, собранную с первого этапа f1), которая будет содержать относительно высокие уровни поверхностно-активного вещества, на стадию a) образования трехфазной (пенной) суспензии и, по меньшей мере, часть воды после гидроструйной обработки, собранной со второго или последнего этапа f2), которая будет содержать более низкие уровни поверхностно-активного вещества, рециркулировать на первый этап f1) стадии предварительной интеграции. Более точное распределение собранной после гидроструйной обработки воды между стадией образования суспензии и стадией предварительной интеграции можно выбрать таким образом, чтобы иметь оптимальное качество воды для суспензии и предварительной интеграции в сочетании с минимальным использованием исходных материалов, в том числе воды и поверхностно-активного вещества.
[0017] Суспензию для мокрой укладки обеспечивают и наносят в виде пены, которую получают путем введения в суспензию воздуха (или другого инертного газа). Суспензия (пена) может содержать от 12 до 48 об.% воздуха, от 20 до 40 об.% воздуха или от 24 до 39 об.% воздуха. В случае применения пены остаток, собранный после нанесения пены на полотно, также имеет форму пены.
[0018] Трехфазная суспензия может содержать поверхностно-активное вещество, которое дополнительно описано ниже. Подходящие уровни поверхностно-активного вещества могут составлять от 0,01 до 0,2 масс.% или от 0,02 до 0,1 масс.%. В результате применения стадии предварительной интеграции остаточный уровень поверхностно-активного вещества в конечном продукте будет очень низким, например менее 100 ч/млн поверхностно-активного вещества, менее 50 ч/млн, или менее 25 ч/млн поверхностно-активного вещества (в расчете на сухую массу).
[0019] В конкретных вариантах осуществления изобретения стадия (стадия c) нанесения трехфазной суспензии (пены) включает в себя применение напорного ящика для распределения пены на движущемся носителе, и стадия (стадия d) удаления водного остатка через первый носитель включает в себя применение отсасывающего ящика, который может быть разделен на несколько отсеков, например, на 2 5 отсеков, которые могут быть расположены последовательно вдоль направления перемещения носителя, как показано на фигурах и более подробно объясняется ниже.
[0020] Также может быть предпочтительно осуществлять стадию нанесения трехфазной суспензии c) и стадию d) удаления водного остатка, по меньшей мере, в два отдельных этапа c1), d1) и c2), d2). В таком случае каждый этап стадии нанесения суспензии предполагает применение напорного ящика, а каждый этап стадии удаления может включать в себя набор отсасывающих ящиков. Это дополнительно снизит требуемые уровни поверхностно-активного вещества и приведет к более ровному листовому продукту с меньшим количеством поверхностных дефектов. При таком варианте осуществления изобретения стадию предварительной интеграции можно осуществлять до или после второго (или последнего) этапа стадии укладки суспензии или укладки пены. Однако в конкретных вариантах осуществления изобретения стадию f) предварительной интеграции и сбора осуществляют после второго или последнего этапа c2), d2) стадий нанесения и удаления. В случае применения двух этапов стадии укладки суспензии также возможно применение двух этапов на стадиях предварительной интеграции и сбора. В таком случае порядок может быть следующим: укладка суспензии (c1, d1) -укладка суспензии (c2, d2) -предварительная интеграция (f1) - предварительная интеграция (f2); или альтернативный вариант: укладка суспензии (c1, d1) -предварительная интеграция (f1) -укладка суспензии (c2, d2) - предварительная интеграция (f2). Таким образом, первый этап f1) стадии предварительной интеграции и сбора можно осуществлять до второго или последнего этапа c2, d2) стадий нанесения и удаления, а второй или последний этап f2) стадии предварительной интеграции и сбора осуществляют после второго или последнего этапа c2), d2) стадий нанесения и удаления.
[0021] Было обнаружено, что перед стадией e) рециркуляции выгодно подвергать водный остаток, удаляемый на стадии d) и при этом содержащий воздух, разделению на фазы, в частности, разделению на воду и воздух. Необязательное разделение водного остатка на фазы подразумевает снижение содержания воздуха в водном остатке (отработанной суспензии, образующей полотно). В конкретных вариантах осуществления изобретения содержание воздуха снижается до уровня ниже 20 об.%, ниже 15 об.% или ниже 10 об.%, что позволяет облегчить возможность перекачивания водного остатка насосом. Этого можно достичь путем удаления водного остатка через носитель и его сбора путем отсасывания с применением отсасывающего ящика, который может быть разделен на несколько отсеков, например, на 2 6 отсеков, расположенных вдоль направления перемещения носителя, а остаток, собранный в каждом отсеке, можно перекачивать в отдельную емкость для разделения фаз. Низкое давление в свободном пространстве емкостей для разделения фаз снижает содержание воздуха в водном остатке. Деаэрация дополнительно усиливается при разрушении пены, например, путем создания турбулентности с помощью вентилятора или путем орошения водой. После рециркуляции деаэрированного водного остатка путем перекачивания и введения на стадию a) получения пены, содержание воздуха восстанавливают до требуемого уровня, в частности, до уровня от 20 до 40 об.%.
[0022] В одном из вариантов осуществления изобретения после стадии b) настоящий способ включает в себя дополнительную стадию нанесения полимерного полотна, которое содержит, по меньшей мере, 50 масс.% синтетических филаментов, с помощью способа, по существу известного в данной области техники, например, путем укладки полимерного полотна по технологии "спанлейд", укладки с помощью воздушной струи или подачи волокна в виде прочеса с чесальной машины, которая дополнительно проиллюстрирована ниже. В еще одном варианте осуществления изобретения настоящий способ включает в себя необязательную стадию нанесения полимерного слоя на нанесенное (объединенное) волокнистое полотно после стадии с). После нанесения волокнистого полотна (содержащего короткие волокна) и полимерного полотна согласно такому варианту осуществления объединенное полотно может содержать от 10 до 60 масс.% или от 15 до 45 масс.% синтетических филаментов в расчете на массу сухого вещества объединенного полотна.
[0023] Следующей стадией настоящего способа является стадия h) гидравлического перепутывания сформированного волокнистого полотна, как такового или объединенного со слоем непрерывных синтетических филаментов, и таким образом интеграции полотна с применением водяных струй высокого давления. В конкретных вариантах осуществления изобретения гидравлическое перепутывание осуществляется на движущемся сетчатом носителе, отличающемся от носителя, на котором уложено волокнистое полотно. Гидравлическое перепутывание может включать в себя применение игольчатых водяных струй, покрывающих ширину движущегося полотна. В определенных вариантах осуществления изобретения стадия (или стадии) гидравлического перепутывания осуществляется на другом носителе (движущейся формующей сетке), который является более плотным (отверстия формующей сетки меньше), чем носитель, на который нанесены суспензии, содержащие волокно (и необязательно сначала полимерное полотно). В более конкретных вариантах осуществления изобретения стадия гидравлического перепутывания включает в себя применение множества струй для гидравлического перепутывания, следующих на небольшом расстоянии друг от друга. Применяемое давление может составлять порядка 20-200 бар. Общая подача энергии на стадию гидравлического перепутывания может составлять порядка 100-400 кВтч на тонну обработанного материала, которая была измерена и рассчитана, как описано в документе CA 841938, стр. 11-12.
[0024] Натуральные и/или искусственные волокна трехфазной суспензии включают в себя короткие волокна, которые могут иметь длину от 1 до 25 мм, и короткие волокна могут содержать, по меньшей мере, 25 масс.%, или 50-90 масс.% волокон целлюлозной волокнистой массы, которая может иметь длину волокон от 1 до 5 мм. Конкретные композиции волокон водной суспензии описаны ниже.
[0025] Листовой материал, полученный настоящим способом, может содержать 40-80 масс.% или 50 75 масс.% волокон в виде волокнистой массы и 15-60 масс.% или 25-50 масс.% термопластичных волокон.
[0026] Способ согласно настоящему изобретению может представлять собой высокоскоростной способ мокрой укладки, при котором трехфазную суспензию можно наносить на стадии b) с расходом от 2,1 до 6 м3/мин (35 100 л/сек; 126 360 м3/час) для формирования полотна шириной 1 м. Это соответствует нанесению примерно 5-25 кг волокон в минуту (в расчете на ширину 1 м) или 6-18 кг волокон в минуту в расчете на 1 м, а также скорости движения сетчатого носителя 1-8 м/сек или 2,5-6 м/сек. Такие значения расхода удовлетворительно сочетаются с количествами воды, применяемой на стадии f) предварительной интеграции, выраженными в следующих единицах: объем (масса) в единицу времени или объем на объем суспензии или объем на массу сформированного листового материала, в любой их комбинации.
[0027] Различные стадии способа обычно осуществляют на бесконечных движущихся формующих сетках (сетчатые носители: перфорированные материалы, способные поддерживать формируемое полотно на различных стадиях), позволяющих избытку текучей среды проходить через них и подвергаться удалению, например, путем отсасывания. В конкретных вариантах осуществления изобретения стадию b) укладки полимера, стадию c) нанесения суспензии и стадию f) предварительной интеграции осуществляют на первой движущейся формующей сетке, имеющей первую пористость, а стадию h) гидравлического перепутывания осуществляют на второй движущейся формующей сетке, имеющей вторую пористость, которая ниже первой пористости. Проницаемость первого движущегося носителя (формующей сетки) может составлять 250-750 куб.фт./мин (кубический фут в минуту) (=7,1-21,2 м3/мин) или 400-600 куб.фт/мин (= 11,3-17,0 м3/мин), в то время как проницаемость второго движущегося носителя может составлять 100-350 куб.фт/мин (= 2,8-9,9 м3/мин) или 150-250 куб.фт/мин (= 4,2-7,1 м3/мин).
[0028] Способ согласно настоящему изобретению дополнительно может включать в себя стадию i) сушки гидравлически перепутанного листа и необязательные дополнительные стадии тиснения, кондиционирования и придания нужного размера, упаковку высушенного листа для получения при этом готового к применению листового материала.
[0029] В настоящем изобретении обозначения "между x и y", "от x до y" и "x-y", где x и y являются цифрами, считаются синонимами, включая или исключая конкретные конечные точки x и y, которые имеют скорее теоретическое, чем практическое значение. Дополнительные детали конкретных вариантов осуществления различных стадий и материалы, которые должны применяться, описаны ниже.
Полимерное полотно
Носитель и полимерное полотно
[0030] Движущийся сетчатый носитель, на который может наноситься водная композиция, может представлять собой формующий материал, который может представлять собой формующую сетку типа ленточного транспортера, имеющую, по меньшей мере, ширину получаемого листового материала, причем материал позволяет сливать через него жидкость, то есть материал является полупроницаемым. В одном из вариантов осуществления изобретения сначала на носитель может наноситься полимерное полотно путем укладки на носитель искусственных волокон. Волокна могут представлять собой отдельные короткие или длинные (штапельные) волокна и/или непрерывные филаменты. Применение или совместное применение филаментов является предпочтительным в определенных вариантах осуществления изобретения. В еще одном варианте осуществления изобретения полимерный слой можно наносить на волокнистое полотно, полученное на стадиях b) и c), но перед стадией g) переноса или даже перед стадией f) предварительной интеграции. Также возможно сначала наносить полимерный слой с последующим нанесением водной суспензии для формирования на полимерном полотне волокнистого полотна и нанесением на волокнистое полотно дополнительного полимерного слоя.
[0031] Филаменты представляют собой волокна, которые по сравнению с их диаметром являются очень длинными и в принципе бесконечными во время их производства. Их можно получать путем плавления и экструдирования термопластичного полимера через тонкие фильеры с последующим охлаждением, например с применением воздушного потока, и с отверждением в виде прядей, которые можно обрабатывать путем вытяжки, растяжения или придания им извитости. Филаменты могут представлять собой термопластичный материал, обладающий достаточными когерентными свойствами, чтобы обеспечить плавление, вытяжку и растяжение. Примерами полезных синтетических полимеров являются полиолефины, такие как полиэтилен и полипропилен, полиамиды, такие как найлон-6, сложные полиэфиры, такие как поли(этилентерефталат) и полилактиды. Конечно, также могут применяться сoполимеры таких полимеров, а также природные полимеры с термопластичными свойствами. Полипропилен особенно подходит для получения термопластичного искусственного волокна. Диаметры волокон, например, могут составлять порядка 1-25 мкм. Штапельные волокна могут быть изготовлены из тех же самых искусственных материалов, что и филаменты, например, из полиэтилена, полипропилена, полиамидов, сложных полиэфиров, полилактидов, целлюлозных волокон, и могут иметь длины, например, 2-40 мм или 5-25 мм. В конкретных вариантах осуществления изобретения полимерное полотно содержит, по меньшей мере, 50 масс.% термопластичных (синтетических) филаментов или, по меньшей мере, 75 масс.% синтетических филаментов. Объединенное полотно содержит от 15 до 45 масс.% синтетических филаментов в расчете на сухую массу объединенного полотна.
Трехфазная суспензия волокна
[0032] Водную суспензию получают путем смешивания в смесительной емкости коротких волокон и воды. Короткие волокна могут включать в себя натуральные волокна, в частности, целлюлозные волокна. Подходящими целлюлозными волокнами являются волокна семенного происхождения, например, хлопок, лен и целлюлозная волокнистая масса. Особенно хорошо подходят волокна древесной целлюлозы, и подходящими являются как волокна мягкой древесины, так и твердой древесины, а также могут применяться волокна вторичной переработки. Длины волокон волокнистой массы могут варьироваться от 0,5 до 5 мм, от 1 до 4 мм или приблизительно от 3 мм в случае волокон мягкой древесины до приблизительно 1,2 мм в случае волокон твердой древесины, и представлять собой смесь таких длин или даже быть более короткими в случае волокон вторичной переработки. Волокнистую массу можно вводить как таковую, то есть в виде предварительно полученной волокнистой массы, например, поставляемой в листовой форме, или производить на месте, и в этом случае смесительную емкость обычно упоминают как пульпообразователь, который предполагает применение высокого сдвига и возможно химических реагентов, таких как кислота или щелочь, для образования волокнистой массы.
[0033] В дополнение к натуральным волокнам или вместо них к суспензии можно добавлять другие натуральные или искусственные материалы, в частности, такие как другие короткие волокна. В качестве дополнительных волокон можно соответствующим образом применять штапельные (искусственные) волокна переменной длины, например, 5-25 мм. Длина штапельных волокон также может быть бимодальной, то есть одна часть волокон имеет среднюю длину 5-10 мм, а другая часть имеет среднюю длину 15-20 мм. Штапельные волокна могут представлять собой искусственные волокна, которые описаны выше, например, волокна из полиолефинов, сложных полиэфиров, полиамидов, поли(молочной кислоты) или производных целлюлозы, таких как лиоцелл. Штапельные волокна могут быть бесцветными или окрашенными по желанию, и могут дополнительно модифицировать свойства суспензии, содержащей волокнистую массу, и конечного листового продукта. Уровни дополнительных (искусственных) волокон, в частности, штапельных волокон, могут соответственно составлять от 3 до 100 масс.%, от 5 до 50 масс.%, от 7 до 30 масс.% или от 8 до 20 масс.% в расчете на массу сухих веществ водной суспензии.
[0034] В случае применения в качестве дополнительного материала полимерных волокон обычно к суспензии, содержащей волокнистую массу, необходимо добавлять поверхностно-активное вещество. Подходящие поверхностно-активные вещества включают в себя анионные, катионные, неионогенные и амфотерные поверхностно-активные вещества. Подходящие примеры анионных поверхностно-активных веществ включают в себя длинноцепочечные (lc) (то есть содержащие алкильную цепь, по меньшей мере, из 8 атомов углерода, в частности, по меньшей мере, из 12 атомов углерода) соли жирных кислот, длинноцепочечные (lc) алкилсульфаты, длинноцепочечные (lc) алкилбензолсульфонаты, которые необязательно являются этоксилированными. Примеры катионных поверхностно-активных веществ включают в себя длинноцепочечные (lc) соли алкиламмония. Подходящие примеры неионогенных поверхностно-активных веществ включают в себя этоксилированные длинноцепочечные (lc) жирные спирты, этоксилированные длинноцепочечные (lc) алкиламиды, длинноцепочечные (lc) алкилгликозиды, амиды длинноцепочечных (lc) жирных кислот, моно- и диглицериды и т.д. Примеры амфотерных (цвитерионных) поверхностно-активных веществ включают в себя длинноцепочечные (lc) алкиламмониоалкансульфонаты и поверхностно-активные вещества на основе холина или на основе фосфатидиламина. Уровень поверхностно-активного вещества (в расчете на массу водной суспензии) может составлять от 0,005 до 0,2, от 0,01 до 0,1 или от 0,02 до 0,08 масс.%.
[0035] Для эффективного нанесения водной суспензии суспензия содержит воздух, то есть она представляет собой трехфазную суспензию, применяемую в виде пены. Количество воздуха, вводимого в суспензию (например, путем перемешивания суспензии), может составлять от 12 до 48 об.% конечной суспензии (включая воздух). Содержание воздуха в трехфазной суспензии может составлять от 20 до 40 об.% или от 24 до 39 об.%. Обычно, чем больше воздуха присутствует в пене, тем более высокие уровни поверхностно-активных веществ требуются. Термин "воздух" следует понимать в широком смысле как любой нетоксичный газ, обычно содержащий, по меньшей мере, 50% молекулярного азота, и кроме того, переменные уровни молекулярного кислорода, диоксида углерода, инертных газов и т.д. Дополнительную информацию об образовании пены как таковой можно найти, например, в публикации WO03/040469.
Нанесение волокносодержащей суспензии
[0036] Водную суспензию, содержащую короткие волокна, наносят либо непосредственно на носитель, либо на полимерное полотно, например, с применением напорного ящика, который направляет и распределяет суспензию равномерно по ширине полотна в направлении движения материала, заставляя суспензию частично проникать в полимерное полотно. Волокносодержащую суспензию наносят со скоростью движения материала (формующей сетки), и поэтому обычно скорость равна скорости укладки полимерного полотна, которая может быть высокой, например, от 1 до 8 м/сек (60-480 м/мин), в частности, от 3 до 5 м/сек. Общее количество жидкости, циркулирующей при мокрой укладке или укладке пены, при формировании полотна шириной 1 м может составлять порядка 1200-5400 кг/мин, 1800-4500 кг/мин или 2100-3600 кг/мин (20-90 кг/сек, 30-75 кг/сек или 35-60 кг/сек). Количество, которое отводится через полотно шириной 1 м, то есть та часть, которая не подвергается рециркуляции, будет составлять порядка 20-57 кг/мин жидкости (36-66 кг/мин, включая твердый материал).
Удаление водного остатка после нанесения суспензии
[0037] Избыток жидкости и газовую фазу отсасасывают через полотно и материал, оставляя короткие волокна и другие твердые вещества в полотне и на полотне. Отработанную жидкость и газ можно разделять, обрабатывать и возвращать в смесительную емкость для получения свежей суспензии, содержащей волокнистую массу.
Необязательное дополнительное нанесение суспензии, содержащей волокнистую массу
[0038] Можно подходящим образом наносить водную суспензию, содержащую волокнистую массу, на полимерное полотно, по меньшей мере, в два отдельных этапа (c1 и c2) с одной и той же стороны полимерного полотна с применением двух напорных ящиков. В конкретных вариантах осуществления изобретения такие два (или более) этапа разделены этапом (d1) стадии отсасывания или этапом (d1) стадии отсасывания и этапом (f1) стадии предварительной интеграции, а также последующим этапом (d2) стадии отсасывания и этапом (f2) стадии предварительной интеграции. Это приводит к тому, что в результате нанесения и последующего (или практически одновременного) удаления избытка воды и воздуха часть твердых веществ суспензии вводится на полимерное полотно и в полимерное полотно и, следовательно, оставшаяся часть (части) суспендированного твердого вещества должна еще более равномерно распределяться по ширине полотна и еще больше интегрироваться в полотно. Содержание воды в объединенном полотне перед вторым этапом стадии нанесения волокнистой массы может составлять до 85 масс.%, до 80 масс.% или до 60-75 масс.%. Таким образом, содержание сухих твердых веществ в волокнистом полотне после первого этапа стадии нанесения может составлять, по меньшей мере, 15 масс.%, от 20 до 40 масс.% или от 25 до 40 масс.%, или даже от 25 до 30 масс.%.
[0039] Относительные количества суспензии (или твердых веществ), применяемые на первом и втором (и, возможно, третьем и дополнительных этапах) этапах (стадии нанесения), могут быть равны, но в определенных вариантах осуществления изобретения можно наносить суспензию при немного более низких уровнях. Таким образом, на первом этапе можно наносить от 25 до 75 масс.% водной суспензии (в расчете на волокнистую массу), на втором этапе можно наносить от 15 до 60 масс.% водной суспензии и на необязательном третьем или дополнительном этапе можно наносить от 0 до 40 масс.% водной суспензии. Состав суспензий, содержащих волокнистую массу, в первом напорном ящике (первое нанесение) и во втором напорном ящике (и в необязательных дополнительных напорных ящиках), в частности, является одинаковым.
Предварительная интеграция
[0040] Стадию f) предварительной интеграции осуществляют, как описано выше. Таким образом, волокнистое полотно подвергают обработке водяными струями, в частности, при уровне расхода 0,0005-0,05 м3 воды на 1 м3 нанесенной трехфазной суспензии или при соответствующих уровнях, рассчитанных в зависимости от массы полученного листового материала или в зависимости от времени, как описано выше. Водяные струи могут образовывать ряд перпендикулярных (вертикальных) струй, покрывающих ширину движущегося полотна, и могут находиться под давлением 5-50 бар. Стадию f) предварительной интеграции и сбора можно осуществлять в несколько этапов, например, в два этапа f1) и f2) или даже в три этапа f1), f2), f3), или даже при большем числе этапов с применением нескольких серий водяных струй, причем каждая из серий покрывает всю ширину полотна, образующего листовой материал
Гидравлическое перепутывание
[0041] После стадий укладки пены и предварительной интеграции объединенное полотно подвергают гидравлическому перепутыванию, то есть обработке игольчатыми водяными струями, покрывающими ширину движущегося полотна. В конкретных вариантах осуществления изобретения стадия гидравлического перепутывания (или этапы стадии) осуществляется на другом материале (движущейся формующей сетке), который является более плотным (с меньшими отверстиями сита), чем материал, на который наносят полимерное полотно и суспензии, содержащие волокнистую массу. В более конкретных вариантах осуществления изобретения стадия гидравлического перепутывания включает в себя применение множества струй для гидравлического перепутывания, следующих на небольшом расстоянии друг от друга. Применяемое давление может составлять порядка 20-200 бар. Общая подача энергии на стадию гидравлического перепутывания может составлять порядка 100-400 кВтч на тонну обработанного материала, которая была измерена и рассчитана, как описано в документе CA 841938, стр. 11-12. Специалист в данной области техники осведомлен о технических деталях гидравлического перепутывания, которые описаны, например, в документах CA 841938 и WO96/02701.
Сушка
[0042] Объединенное гидравлически перепутанное полотно можно сушить, например, с применением дополнительного отсасывания и/или сушки в печи при температурах выше 100°C, таких как от 110 до 150°C.
Дополнительная обработка
[0043] Высушенный нетканый материал можно дополнительно обрабатывать путем добавления добавок, например, для повышения прочности, отдушки, путем нанесения рисунка, окрашивания, узорообразования, пропитывания, увлажнения, разрезания, фальцовки, намотки в рулоны и т.д., что определяется конечным применением листового материала, например, в промышленности, в медицине, в быту.
Конечный продукт
[0044] Настоящее изобретение также охватывает гигиенический и/или чистящий продукт, включая кондиционированный, доведенный до нужных размеров и необязательно упакованный листовой материал, полученный описанным выше способом. Его можно применять для протирания или очистки в промышленных, медицинских, офисных и бытовых областях применения. Полученный нетканый листовой материал может иметь любую форму, но обычно он будет иметь форму прямоугольных листов размером от менее 1 м до нескольких метров. Подходящие примеры включают в себя салфетки размером 40 см x 40 см. В зависимости от предполагаемого применения он может иметь различную толщину, например, от 100 до 2000 мкм, в частности, от 250 до 1000 мкм. Толщина может быть определена, как описано ниже. Вдоль своего поперечного сечения листовой материал может быть по существу однородным, или он может постепенно меняться от относительно обогащенного волокнистой массой у одной поверхности до относительно обедненного волокнистой массой у противоположной поверхности (в результате, например, мокрой укладки или укладки пены, содержащей волокнистую массу, только с одной стороны полимерного полотна); или, альтернативно, от относительно обогащенного волокнистой массой у обоих поверхностей до относительно обедненного волокнистой массой в центре (в результате, например, мокрой укладки или укладки пены, содержащей волокнистую массу, с обеих сторон полимерного полотна - и/или в несколько этапов с одной и той же стороны). В конкретном варианте осуществления изобретения полученный нетканый материал имеет переднюю и заднюю поверхности разного состава, поскольку суспензию, содержащую волокнистую массу, наносят с одной и той же стороны на каждом отдельном этапе, и/или гидравлическое перепутывание осуществляется только с одной стороны. В равной степени осуществимы другие структуры.
[0045] Состав также может варьироваться в довольно широких диапазонах. В качестве предпочтительного примера листовой материал может содержать от 25 до 85 масс.% (целлюлозной) волокнистой массы и от 15 до 75 масс.%, 15-60 масс.% или 25-50 масс.% искусственного (нецеллюлозного) полимерного материала, будь то (полу)непрерывные филаменты или относительно короткие (штапельные) волокна или то и другое. В более подробном примере листовой материал может содержать от 40 до 80 масс.% волокон в виде волокнистой массы или от 50 до 75 масс.% волокон в виде волокнистой массы, от 10 до 60 масс.% филаментов и от 0 до 50 масс.% штапельных волокон или в конкретных вариантах осуществления изобретения от 50 до 75 масс.% волокнистой массы, от 15 до 45 масс.% филаментов и от 3 до 15 масс.% штапельных волокон. В результате настоящего способа нетканый листовой материал имеет незначительные, если таковые имеются, недостатки в сочетании с низкими остаточными уровнями поверхностно-активного вещества, составляющими менее 100 ч/млн, менее 50 ч/млн или менее 25 ч/млн.
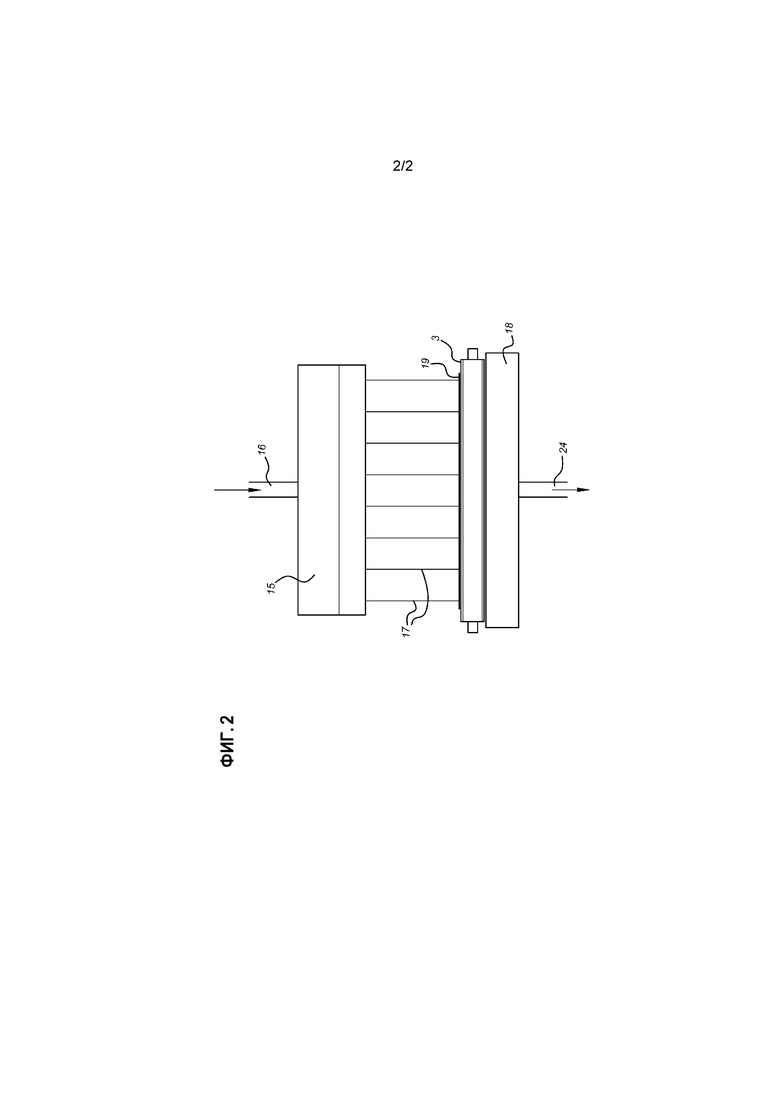
[0046] На прилагаемой фигуре 1 показано оборудование для осуществления описанного здесь способа. Термопластичный полимер подается в нагретое вытягивающее устройство 1 для получения филаментов 2, которые наносятся на первую движущуюся формующую сетку 3. Смесительная емкость 4 имеет впускные отверстия для волокнистой массы 5, штапельного волокна 6, воды 7 и воздуха 8, причем любые два впускные отверстия могут быть объединены. Полученная суспензия (пена) 9, содержащая волокнистую массу, подается в напорный ящик 10 через впускное отверстие 14. Отсасывающие ящики 12, находящиеся под движущейся формующей сеткой, удаляют большую часть жидкого (и газообразного) остатка отработанной суспензии, содержащей волокнистую массу, и полученная водосодержащая жидкость возвращается в смесительную емкость через трубопроводы 13. Манифольд 25 для предварительной интеграции снабжается из источника 16 пресной воды и подвергает объединенное полотно 19 гидрообработке с помощью водяных струй 17 под давлением около 17 бар. Вода после гидрообработки собирается под формующей сеткой в ящике 18 и отводится через трубопровод 24. Всю отработанную воду или часть отработанной воды можно подавать в смеситель 4, чтобы компенсировать потерю воды в цикле 9-13 укладки пены. Объединенное предварительно интегрированное полимерно-волокнистое полотно 19 переносят на вторую движущуюся формующую сетку 20 и подвергают воздействию устройств 21 для гидравлического перепутывания, генерирующих множество струй 22 для гидравлического перепутывания с устройствами 23 для отвода воды. Затем гидравлически перепутанное полотно 29 сушат в сушилке 30 и высушенное полотно 31 подвергат дополнительной обработке (не показана).
[0047] На фигуре 2 показано оборудование для предварительной интеграции, если смотреть в направлении движущейся ленты конвейера. Совпадающие детали имеют те же номера, что на фигуре 1.
[0048] Фигуры служат только для иллюстрации варианта осуществления изобретения и никоим образом не ограничивают заявленное изобретение. То же самое относится к приведенным ниже примерам.
Примеры и способы испытаний
[0049] Теперь будут объяснены более подробно способы испытаний, применяемые для определения свойств и параметров нетканого материала, описанного в настоящем документе. Также представлен способ измерения содержания воздуха в трехфазной пенообразующей суспензии.
[0050] Кроме того, ниже представлены некоторые примеры, иллюстрирующие преимущества применения способа, определенного в прилагаемой формуле изобретения, и продукта, обеспечиваемого с помощью такого способа.
Способ испытания: определение толщины
[0051] Толщину листового материала, описанного в настоящем документе, можно определять с помощью способа испытания, следующего из основных положений документа "Стандартный метод испытания толщины нетканого материала согласно Европейской ассоциации производителей нетканых материалов (EDANA)" (Standard Test Method for Nonwoven Thickness), WSP 120.6.R4 (12). Устройство, соответствующее стандарту, доступно от компании IM TEKNIK AB, Швеция; устройство с микрометром доступно от компании Mitutoyo Corp, Япония (модель ID U-1025). От листа материала, подлежащего измерению, отрезают кусок размером 200×200 мм и подвергают его кондиционированию (23°C, 50% RH, ≥4 часа). Измерение следует осуществлять в тех же условиях. Во время измерения лист помещают под прижимную лапку, которая затем опускается. После того, как давление стабилизируется, считывают значение толщины листа. Измерение выполняют с помощью прецизионного микрометра, в котором измеряется расстояние, создаваемое образцом между неподвижной контрольной пластиной и параллельной прижимной лапкой. Измеряемая область под прижимной лапкой составляет 5×5 см. Применяемое во время измерения давление составляет 0,5 кПа. На разных участках отрезанного куска может быть выполнено пять измерений, чтобы определить среднее значение толщины по пяти измерениям.
Способ испытания: определение содержания воздуха
Оборудование
[0052] Спираль, которая соединяется с впускным отверстием для пены, воздуха или воды и соответствующим выпускным отверстием, причем объем спирали составляет 2 л. Спираль помещают на чашу пружинных весов/рычажных весов.
Калибровка
[0053] Калибровку выполняют путем опорожнения спирали при продувке через нее сжатого воздуха и установки нулевого значения пружинных весов, когда спираль является пустой, то есть заполненной только воздухом, который уравновешивают, чтобы получить откалиброванное значение нуля (0), то есть в спирали находится 0 об.% жидкости. Затем спираль заполняют водой и определяют вес этой воды, что дает используемое для калибровки значение 100, то есть в спирали находится 100 об.% жидкости.
Измерение
[0054] Пустую спираль заполняют суспензией/пеной, подлежащей испытанию, и взвешивают, а вес линейно соотносят с откалиброванными граничными значениями 0 и 100, представляющими собой объемный процент жидкости, присутствующей в спирали. Таким образом, измеренное значение соответствует процентному содержанию жидкой части пены. Затем рассчитывают содержание воздуха как остающийся процент до суммы, то есть до 100 процентов.
Пример 1
[0055] Абсорбирующий нетканый протирочный материал для промышленного применения получали путем укладки полотна из полипропиленовых филаментов на движущийся конвейерный материал с последующим нанесением на полимерное полотно дисперсии, содержащей около 0,5 масс.% смеси древесной волокнистой массы и полиэфирных штапельных волокон с массовым отношением 88:12 и 0,01-0,1 масс.% неионогенного поверхностно-активного вещества (этоксилированного жирного спирта) для образования пены в напорном ящике путем введения в общей сложности примерно 30 об.% воздуха (в расчете на общий объем пены). Расход пены в контуре составлял примерно 4200 мг/мин (6,0 м3/мин). Ширина свежевыложенного полотна составляла около 1,4 м при ширине сформированного полотна 1 м, расход пены составлял примерно 3000 кг/мин. Массовая доля полипропиленовых филаментов составляла 25 масс.% в расчете на сухую массу конечного продукта. Количества выбирали таким образом, чтобы получить конечный продукт с основной массой 55 г/м2. Объединенное волокнистое полотно затем подвергали предварительной интеграции на первом движущемся конвейерном материале с применением водяных струй под давлением 6 бар с расходом примерно 34 л/мин, то есть примерно 24 л/мин на 1 м ширины сформированного полотна. Затем предварительно интегрированное полотно подвергали гидравлическому перепутыванию на втором движущемся конвейерном материале с применением множества водяных струй при повышенном давлении 40-100 бар и затем сушили. Скорость намотки высушенного листа шириной 1,3 м составляла 225 м/мин. Полученный продукт содержит очень низкие уровни поверхностно-активного вещества 25 ч/млн или ниже.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЛАЖНОЙ УКЛАДКИ НЕТКАНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2711264C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОГО МАТЕРИАЛА С УЛУЧШЕННЫМИ ПОВЕРХНОСТНЫМИ СВОЙСТВАМИ | 2015 |
|
RU2700916C1 |
| РИСУНЧАТЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2015 |
|
RU2717928C2 |
| КОМПОЗИЦИОННЫЙ НЕТКАНЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ МОНОНИТИ И КОРОТКИЕ ВОЛОКНА | 2004 |
|
RU2363786C2 |
| ТИСНЕНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2005 |
|
RU2392363C2 |
| ТИСНЕНЫЙ КОМПОЗИТНЫЙ НЕТКАНЫЙ РУЛОННЫЙ МАТЕРИАЛ | 2012 |
|
RU2614602C2 |
| ГИДРОПЕРЕПУТЫВАНИЕ С ИСПОЛЬЗОВАНИЕМ ТКАНИ, СОДЕРЖАЩЕЙ УПЛОЩЕННЫЕ НИТИ | 2003 |
|
RU2337189C2 |
| ПРОДУКТЫ ИЗ НЕТКАНЫХ МАТЕРИАЛОВ С УЛУЧШЕННЫМИ СВОЙСТВАМИ ПЕРЕНОСА | 2010 |
|
RU2555510C2 |
| АБСОРБЕНТ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2018 |
|
RU2763679C2 |
| ПОЛОТНО ДЛЯ ПРОТИРКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2608283C2 |

Описан способ получения нетканых материалов. Способ содержит следующие стадии: a) обеспечения трехфазной (газ-жидкость-твердое вещество) суспензии, содержащей: натуральные и/или искусственные волокна, поверхностно-активное вещество, 20-48 об.% воздуха; b) обеспечения первого движущегося сетчатого носителя; c) нанесения трехфазной суспензии на первый движущийся сетчатый носитель для получения при этом волокнистого полотна; d) удаления водного остатка трехфазной суспензии через первый сетчатый носитель; e) рециркуляции водного остатка на стадию a); f) предварительной интеграции волокнистого полотна путем гидроструйной обработки полотна 0,0005-0,05 м3 воды на 1 м3 наносимой трехфазной суспензии при давлении 5-50 бар и сбор воды после гидроструйной обработки; g) переноса предварительно интегрированного волокнистого полотна с упомянутого первого движущегося сетчатого носителя на второй движущийся сетчатый носитель, причем пористость упомянутого второго движущегося сетчатого носителя меньше пористости упомянутого первого движущегося сетчатого носителя; h) гидравлического перепутывания волокнистого полотна на упомянутом втором движущемся носителе. 2 н. и 14 з.п. ф-лы, 2 ил.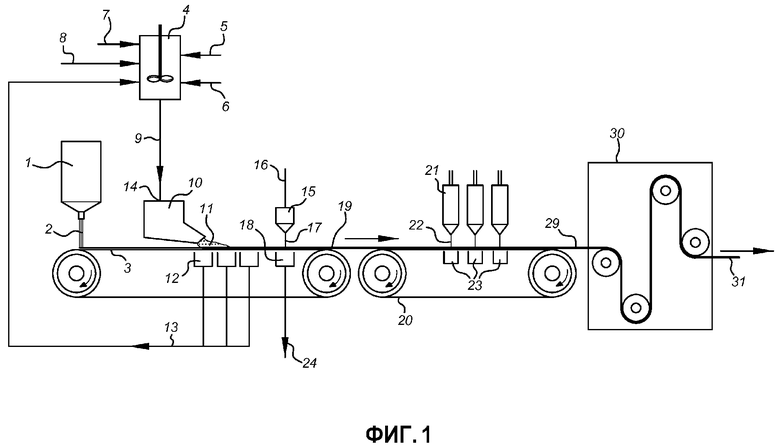
1. Способ получения гидравлически перепутанного композитного нетканого листового материала из натуральных и/или искусственных волокон, содержащий:
a) обеспечение трехфазной (газ-жидкость-твердое вещество) суспензии, содержащей:
- натуральные и/или искусственные волокна,
- поверхностно-активное вещество,
- 20-48 об.% воздуха;
b) обеспечение первого движущегося сетчатого носителя;
c) нанесение трехфазной суспензии на первый движущийся сетчатый носитель для получения при этом волокнистого полотна;
d) удаление водного остатка трехфазной суспензии через первый сетчатый носитель;
e) рециркуляцию водного остатка на стадию a);
f) предварительную интеграцию волокнистого полотна путем гидроструйной обработки полотна с применением 0,0005-0,05 м3 воды на 1 м3 наносимой трехфазной суспензии при давлении 5-50 бар, сбор воды после гидроструйной обработки и добавление воды, полученной после гидроструйной обработки, на стадию e) рециркуляции;
g) перенос предварительно интегрированного волокнистого полотна с упомянутого первого движущегося сетчатого носителя на второй движущийся сетчатый носитель, причем второй движущийся сетчатый носитель имеет пористость меньше, чем пористость упомянутого первого движущегося сетчатого носителя;
h) гидравлическое перепутывание волокнистого полотна на упомянутом втором движущемся носителе.
2. Способ по п. 1, в котором на стадии f) полотно подвергают гидроструйной обработке водой при давлени от 5 до 10 бар.
3. Способ по п. 1 или 2, в котором на стадии f) полотно подвергают гидроструйной обработке с применением 0,001-0,03, предпочтительно 0,002-0,02 м3 воды на 1 м3 наносимой трехфазной суспензии.
4. Способ по любому из пп. 1-3, в котором стадию f) предварительной интеграции и сбора осуществляют, по меньшей мере, в два этапа f1) и f2).
5. Способ по п. 4, в котором воду после гидроструйной обработки, собранную после первого этапа f1), добавляют на стадию e) рециркуляции и, по меньшей мере, часть воды после гидроструйной обработки, собранной после второго или последнего этапа f2), возвращают на этап f1) стадии предварительной интеграции.
6. Способ по любому из предшествующих пунктов, в котором водный остаток, удаляемый на стадии d), перед возвращением на стадию e) рециркуляции подвергают разделению на воду и воздух.
7. Способ по любому из предшествующих пунктов, в котором водная суспензия содержит от 0,01 до 0,2 масс.% неионогенного поверхностно-активного вещества, а гидравлически перепутанный нетканый листовой материал содержит менее 100 ч./млн, предпочтительно менее 50 ч./млн поверхностно-активного вещества.
8. Способ по любому из предшествующих пунктов, в котором нанесение трехфазной суспензии на стадии c) и удаление водного остатка на стадии d) осуществляют, по меньшей мере, в два отдельных этапа c1),d1) и c2),d2).
9. Способ по п. 8, в котором стадию f) предварительной интеграции и сбора осуществляют после вторых или последних этапов c2), d2) стадий нанесения и удаления.
10. Способ по пп. 3 и 8, в котором первый этап f1) стадии предварительной интеграции и сбора осуществляют перед вторыми или последними этапами c2),d2) стадий нанесения и удаления; а второй или последний этап f2) стадии предварительной интеграции и сбора осуществляют после вторых или последних этапов c2), d2) стадий нанесения и удаления.
11. Способ по любому из предшествующих пунктов, в котором трехфазную суспензию наносят на стадии c) при расходе от 2,1 до 6,0 м3/мин на 1 м ширины формируемого волокнистого полотна.
12. Способ по любому из предшествующих пунктов, в котором стадия b) дополнительно содержит укладку полимерного полотна на первый движущийся сетчатый носитель, а на стадии c) на полимерное полотно наносят трехфазную суспензию, получая при этом объединенное полотно, причем полимерное полотно предпочтительно содержит, по меньшей мере, 50 масс.% синтетических филаментов.
13. Способ по любому из предшествующих пунктов, в котором натуральные и/или искусственные волокна трехфазной суспензии содержат короткие волокна длиной от 1 до 25 мм, причем короткие волокна предпочтительно содержат, по меньшей мере, 25 масс.%, предпочтительно 50-90 масс.% целлюлозных волокон волокнистой массы, более предпочтительно с длиной волокон от 1 до 5 мм.
14. Способ по любому из предшествующих пунктов, в котором листовой материал содержит 40-80 масс.%, предпочтительно 50-75 масс.% целлюлозных волокон волокнистой массы и 15-60 масс.%, предпочтительно 25-50 масс.% термопластичных волокон.
15. Способ по любому из предшествующих пунктов, дополнительно содержащий стадию i) сушки гидравлически перепутанного листа и возможные дополнительные стадии тиснения, кондиционирования и придания требуемого размера и упаковки высушенного листа с получением при этом готового к применению листового материала.
16. Гигиенический или чистящий продукт, такой как продукт типа салфетки, содержащий кондиционированный, имеющий определённый размер и, возможно, упакованный листовой материал, полученный с помощью способа по п. 15.
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

