Изобретение относится к трубопроводной технике. Известно, что обычные пластиковые трубы, как правило, пластиковые трубы, получаемые путем экструзии из термопластичных материалов, таких как поливинилхлорид. полипропилен, полиэтилен высокой плотности и т.п. широко используются для транспортировки жидкостей, поскольку они не только водонепроницаемы, но и стойки к агрессивным химическим продуктам.
Эти известные трубы имеют однако тот недостаток, что они недостаточно стойки к очень высоким давлениям, что исключает транспортировку по ним жидкостей под высоким давлением.
Известно также, что пластиковые трубы, как правило, пластиковые трубы, полученные путем пултрузии (экструзионным вытягиванием) из термопластичных, предпочтительно, однако, из термоотверждающихся материалов, таких как полиэфиры, виниловые эфиры, эпоксидные смолы и т.п. очень хорошо противостоят высоким давлениям.
Трубы этого типа имеют тот недостаток, что из-за присутствия в пластике волокон не может быть обеспечена его водонепроницаемость, в частности, поскольку жидкости при транспортировке их по таким полученным путем пултрузии или намотки пластиковым трубам просачиваются вдоль волокон, которые так или иначе обеспечивают им проход от одной стороны стенки пластиковой трубы к другой.
Наиболее близким к предлагаемому техническому решению является [1] в котором описана составная труба из двух элементов, выполненных из разных пластмасс. Связь между внутренним и наружным элементами обеспечивается благодаря механическому зацеплению продольных профилированных пазов.
Целью изобретения является получение композиционной пластиковой трубы, не обладающей вышеуказанными недостатками известных пластиковых труб, которая, таким образом, была бы не водопроницаемой и пригодной для транспортировки агрессивных химических продуктов, но и в то же время пригодной для транспортировки таких жидкостей под высоким давлением.
Полученная таким образом пластиковая труба имеет, кроме того, еще то преимущество, что обладает очень высокой ударной прочностью.
Композиционная пластиковая труба, имеющая вышеуказанные и другие характеристики, представляет собой комбинацию плотно прилегающих друг к другу части, полученной путем экструзии из термопластичного синтетического материала, и части, полученной путем пултрузии или намотки под напряжением из термопластичного или из термоотверждающегося синтетического материала.
По предпочтительному варианту осуществления для предотвращения возможности вращения частей друг относительно друга, с тем, чтобы композиционная труба была стойкой к скручиванию, внешнюю поверхность внутренней части, соответственно внутреннюю поверхность внешней части делают шероховатыми.
С этой целью внешняя поверхность внутренней части, соответственно внутренняя поверхность внешней части могут быть выполнены гофрированными или иметь иной аналогичный профиль. Благодаря гофру, выемкам и т.п. обеспечивается взаимосвязь между указанными поверхностями.
Хотя такое взаимодействие поверхностей внутренней и внешней частей трубы и является предпочтительным, оно не является обязательным. Прекрасные результаты могут быть получены и при использовании частей трубы, взаимодействующие поверхности которых являются гладкими.
По предпочтительному варианту для получения композиционных труб в соответствии с настоящим изобретением вначале, путем экструзии, изготавливают внутреннюю часть из термопластичного материала, например полипропилена, поливинилхлорида, полиэтилена высокой плотности, полиамида и т.п. после чего вокруг нее формируют внешнюю часть путем протягивания волокон или тканей, пропитанных термопластичным или термоотверждающимся синтетическим материалом, например полиэфиром, виниловым эфиром, эпоксидной смолой и т.п. через нагретую фильеру, иными словами, путем пултрузии вокруг внутренней части.
Композиционная труба может быть также получена путем пултрузии внутренней части в полученной экструзией внешней части.
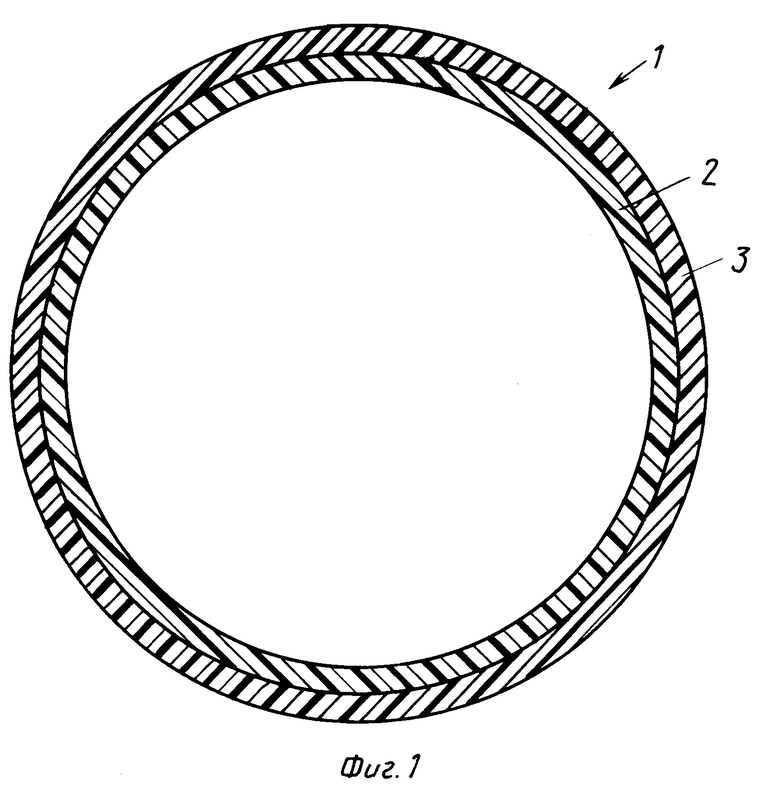
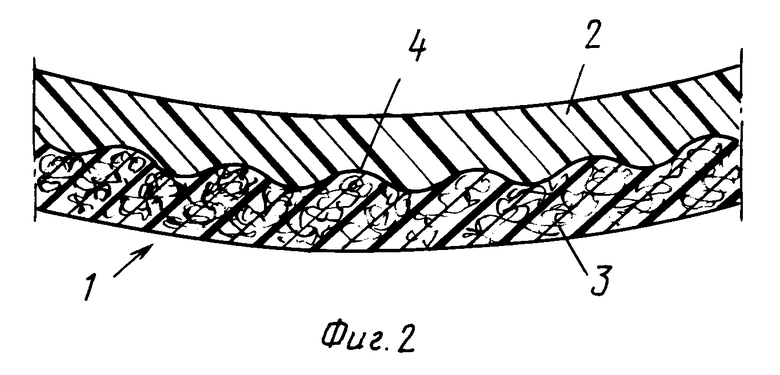
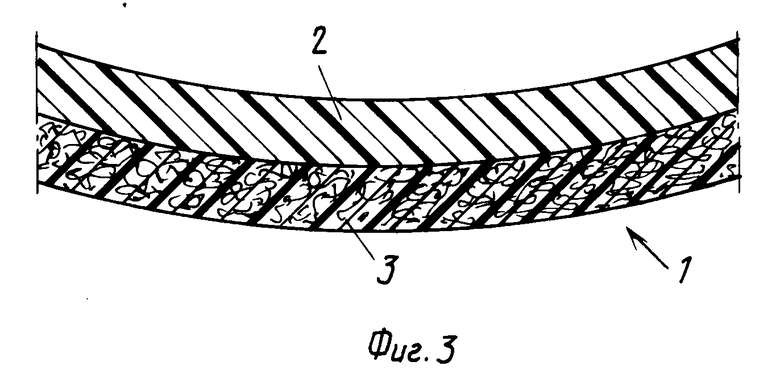
На фиг.1 изображена труба, поперечное сечение; на фиг. 2 часть конструкции; на фиг.3 другой вариант конструкции в соответствии с фиг.2.
Композиционная пластиковая труба 1 состоит из внутренней части 2 из термопластичного материала, например полипропилена, поливинилхлорида, полиэтилена высокой плотности и т.п. полученной путем экструзии, к внешней части 3 из термопластичного или термоотверждающегося материала, например полиэфира, винилового эфира, эпоксидной смолы и т.п. полученной путем пултрузии и/или намотки и смонтированной таким образом, чтобы они плотно прилегали друг к другу вокруг внутренней части 2.
В полученной таким образом трубе внутренняя часть является непроницаемой и по ней могут транспортироваться химически агрессивные продукты. Смонтированная же вокруг нее внешняя часть трубы обладает очень высокой стойкостью к ударным нагрузкам и может работать при высоких давлениях.
Из фиг.2 видно, что для обеспечения высокой стойкости полученной трубы к скручиванию внутренняя поверхность внешней части трубы и внешняя поверхность внутренней части трубы могут быть выполнены гладкими или шероховатыми.
Для создания такой шероховатой поверхности внутренняя часть 2 может быть получена, например, путем экструзии с гофрами 4, вытянутыми в осевом направлении трубы, вокруг которой путем пултрузии изготавливается внешняя часть 3, причем весь процесс проводится таким образом, что внутренняя поверхность части 3 автоматически повторяет форму внешней поверхности части 2.
Возможны и другие формы для обеспечения взаимодействия поверхностей частей 2 и 3, такие как, например, поперечные канавки и т.п.
Из фиг.3 видно, что возможна и комбинация внутренней части трубы с гладкой внешней поверхностью с внешней частью с гладкой внутренней поверхностью.
Изобретение не ограничивается вышеприведенным примером осуществления. Такого типа композиционные пластиковые трубы могут иметь любую форму и любые размеры, они могут представлять собой композиты из пластика и металла, железных и цветных металлов и могут быть взаимозаменяемы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Композиция на основе полиолефинов для производства труб | 2023 |
|
RU2835708C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛИЭТИЛЕНОВЫХ ТРУБ | 2020 |
|
RU2733368C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛИЭТИЛЕНОВЫХ ТРУБ | 2019 |
|
RU2722503C1 |
| ФОРМОВОЧНАЯ КОМПОЗИЦИЯ, СПОСОБ ПОЛУЧЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ И ФОРМОВАННОЕ ИЗДЕЛИЕ | 2004 |
|
RU2326910C2 |
| ВЫДАЧНОЙ УЗЕЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2197219C2 |
| ОТДЕЛОЧНАЯ ПАНЕЛЬ И СПОСОБ ПОЛУЧЕНИЯ ОТДЕЛОЧНЫХ ПАНЕЛЕЙ | 2016 |
|
RU2725579C2 |
| Многослойная гибкая полимерная труба, способ ее непрерывного изготовления и устройство для осуществления способа | 2019 |
|
RU2717736C1 |
| ОБОЛОЧКА ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ С ПОРИСТЫМ ВНЕШНИМ СЛОЕМ | 2005 |
|
RU2363575C2 |
| Термопластичный пултрузионный усилительный вкладыш в полой пластиковой раме оконного или дверного блока | 2020 |
|
RU2738062C1 |
| МНОГОСЛОЙНАЯ ОБОЛОЧКА ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ С НЕОРГАНИЧЕСКИМИ ЧАСТИЦАМИ ВО ВНЕШНЕМ СЛОЕ | 2005 |
|
RU2369482C2 |
Использование: для транспортировки агрессивных химических продуктов. Сущность изобретения: труба содержит две плотно прилегающие друг к другу части. Одна часть выполнена путем экструзии из термопластичного синтетического материала. Другая часть выполнена путем пултрузии или намотки с натяжением из термопластичного или термоотверждающегося синтетического материала. Наружная поверхность внутренней части выполнена в виде гофр, вытянутых вдоль ее оси или в виде поперечных канавок. 4 з. п. ф-лы, 3 ил.
| СПОСОБ ПРИГОТОВЛЕНИЯ МУЧНОГО КОНДИТЕРСКОГО ИЗДЕЛИЯ | 2007 |
|
RU2342837C1 |
| Солесос | 1922 |
|
SU29A1 |
