Предметом изобретения является выдачной узел с пластичным полимерным пакетом, соединительной деталью и жесткой непластичной деталью, причем соединительная деталь имеет внутренний полимерный слой, соединенный при помощи сварного соединения с жесткой деталью, и внешний полимерный слой, соединенный с внутренним материалом пластичного пакета при помощи сварного соединения, а также способ его изготовления и его применение.
Выдачные узлы такого рода служат для хранения и выдачи жидкостей и являются физиологически безвредными пакетами, устойчивыми к температурному воздействию при стерилизации, которые изготовлены из прозрачных полимеров, как, например, полиолефинов, и имеют, по меньшей мере, одну жесткую деталь, соединенную с материалом пакета при помощи соединительной детали, которую можно стерилизовать, то есть сварное соединение, соединяющее пакет и жесткую деталь, без проблем выдерживает стерилизацию паром температурой не менее 121oС. Пакет должен быть прозрачным, чтобы сразу можно было бы заметить изменения находящейся внутри жидкости, как, например, хлопьеобразование, помутнение и пр. Пакеты такого рода могут быть использованы, например, в медицине как емкости для крови, жидкостей для диализа, плазмы, но также пригодны и для других водных растворов, например, напитков и т.п.
Подобные пластичные емкости используются повсеместно и согласно уровню техники их сначала изготавливали большей частью из мягкого ПВХ. ПВХ является удобным материалом, так как он хорошо соединяется с поликарбонатом - материалом, из которого обычно изготавливают жесткие детали, к тому же он образует прозрачную и пластичную пленку. Однако в настоящее время применение ПВХ по ряду причин нежелательно. ПВХ должен содержать пластификатор, чтобы соответствовать требуемым физическим характеристикам по пластичности. Эти пластификаторы, например диизооктилфталат, имеют свойство переходить из ПВХ в находящуюся в пакете жидкость. Таким образом, может случиться, что в организм пациента, зависимого в течение длительного времени от диализа, за период длительного применения пакетов из ПВХ подобного рода перейдет несколько граммов пластификатора, что с точки зрения физиологии весьма нежелательно и может нанести пациенту заметный вред. Помимо этого переработка ПВХ проблематична, так как при его сжигании выделяются соединения хлора, и это также явилось одной из причин, чтобы попробовать заменить ПВХ на негалогенированные соединения. До сих пор было весьма трудно заменить ПВХ промышленными материалами, обладающими такими положительными качествами ПВХ, как очень хорошая способность к свариванию и прозрачность при высокой плотности жидкостей, а также непроницаемость для пара.
Например, из DE 3247294 А1 известен пакет из полиолефина, например полиэтилена, свариваемый посредством рукавной соединительной детали из сополимера полиэтилена с винилацетатом, с жесткой деталью, например из поликарбоната, затем это соединение подвергается радиационному перекрестному сшиванию, вследствие чего соединение между полиэтиленом пакета и полиэтиленом соединительной детали становится устойчивым при температуре стерилизации. Сополимер полиэтилена с винилацетатом, не подвергавшийся радиационному перекрестному сшиванию, начинает растекаться при температуре стерилизации, поэтому возникает необходимость подвергать сшиванию всю компоновку из данного материала.
Вследствие того, что сварной шов выполняется сначала между соединительной деталью и деталью из поликарбоната и лишь затем производится сшивание винилацетата/сополимеризата полиэтилена, чтобы соединение выдерживало высокотемпературный режим стерилизации, пакет можно подвергать стерилизации. Но для радиационного перекрестного сшивания необходимы значительные затраты, так как все комплектные выдачные узлы должны транспортироваться к источнику излучения и там обрабатываться.
Далее согласно этому уровню техники выбор материала для пакетов существенно ограничен, так как в качестве внутреннего материала пакета всегда должен применяться полиолефин, обладающий способностью к свариванию с полиолефином, содержащим сополимер этилена с винилацетатом, так как в противном случае не может быть осуществлено присоединение к детали из поликарбоната и к внутренней стороне пакета.
Аналогичная система известна из DE-A-3305365. Там описаны пакеты, не содержащие ПВХ, устойчивые к стерилизации, с внешним слоем из полиамида, обычно ПА 66, клейковины и полиэтилена средней плотности в качестве внутреннего слоя.
Данные пакеты физиологически безвредны, так как полиэтилен не содержит пластификатор, и по меньшей мере, равноценны пакетам из ПВХ. Однако процесс их производства трудоемок и используемый в них полиэтилен средней плотности является дорогим материалом.
Из ЕР 380270 известен трехслойный рукавный материал для подключения к пациенту или для введения в пластичный пакет дополнительными материалами, который сваривают с жесткой деталью из поликарбоната и который с внешней стороны может быть сварен с поликарбонатом при помощи ультразвукового, микроволнового или теплового излучения.
Этот рукавный материал, устойчивый при температуре стерилизации, имеет внешний слой из полипропилена, сополимера этилена и пропилена или сополимера этилена и пропилена, модифицированного термопластичным эластомером, который может быть сварен с поликарбонатом, тогда как промежуточный слой, делающий соединительную часть пластичной, может быть выполнен из пропилена V L D, сополимера этилена с винилацетатом, модифицированного или немодифицированного сополимера этилен-метил-акрилата, поливинилиденхлорида, этилвинилацетата и модифицированного сополимера этилен-метил-акрилата, смеси этилвинилацетата и полиэтилена V L D или модифицированного этилвинилацетата; внутренний слой должен содержать полиэфирный материал, максимально устойчивый к температурному воздействию, как сополиэфир, полипропилен, сополимер этилена и пропилена, полиуретан, ПВХ или смесь сополиэфира с этилвинилацетатом.
Для изготовления рукава лучше всего использовать материал, который уже во время совместной экструзии может подвергаться перекрестному химическому сшиванию с целью улучшения устойчивости сварного соединения к температурному воздействию (способности к стерилизации) или потом подвергаться радиационному перекрестному сшиванию, так как в противном случае материал не сохраняет свои свойства при стерилизации и растекается. Эта известная соединительная деталь для внешнего соединения покрыта поликарбонатом и имеет сложное строение как соединение с пластичным пакетом. Таким образом, здесь идет речь не о соединительной детали, а о рукаве для жидкостей, который должен быть присоединен к детали из поликарбоната и, само собой разумеется, должен быть устойчивым в обработке в автоклаве.
В ЕР-А-56231 для решения проблемы соединения пластичного пакета с жесткой деталью из поликарбоната предлагается совместно экструдированная соединительная деталь, где в качестве внешнего слоя предусмотрено использование полиолефина в качестве полимерного материала, имеющего индекс Melt Flow около 12.
Здесь внутренний слой связан промежуточным слоем, который придает соединительной детали пластичность, может быть выполнен, например, из сополимера стирола и бутадиена и является этилвинилацетатсодержащим соединительным слоем для соединения с поликарбонатом. Подобная структура требует обычных мер по перекрестному сшиванию, например путем облучения, с целью достижения устойчивости при стерилизации.
Из DE 4472175 (COSTER) стало известно о пластичном пакете из многослойной пленки, которая в качестве внешнего слоя имеет слой из полиамида или полиэфира для повышения предельно допустимой механической нагрузки, с внутренним слоем из полиэтилена или полипропилена, сваренным с соединительной трубочкой, которая имеет внешний слой из полиэтилена, полипропилена или подобных материалов, так как полиэтилен и полипропилен хорошо свариваются исключительно сами с собой или между собой. В качестве жесткой детали, к которой приваривают внутренний слой соединительной детали, предлагается полиацеталь.
Но эта структура имеет тот недостаток, что ее нельзя подвергать стерилизации при высокой температуре.
В WO/93/23108 (BAXTER) предложено решение проблемы соединительной детали для пластичных пакетов с ПВХ, которую экструдируют в три слоя и которая в качестве внешнего слоя имеет слой из сополимера полипропилена/стирола/смеси сополимеров этилен-бутилен-стирола (SEBS), а в качестве внутреннего - слой из ПВХ. Однако по приведенным выше причинам использование ПВХ чаще всего нежелательно.
В противоположность этому изобретение ориентировано на решение проблемы соединения многослойного пакета, внутренний слой которого выполнен из полиолефина, с жесткой деталью, причем этот пакет должен выдерживать стерилизацию, а его производство должно быть в значительной степени упрощено.
Задача решается признаками п.1 формулы изобретения.
Далее к изобретению также относится способ изготовления выдачного узла по одному из предшествующих пунктов формулы изобретения, включающего следующие операции:
совместная экструзия многослойного материала пакета;
совместная экструзия многослойной соединительной детали;
сварка материала пакета;
приваривание многослойной соединительной детали;
приваривание жесткой детали.
Предметом изобретения также является использование выдачного узла по одному из предшествующих пунктов формулы изобретения в качестве выдачного узла для жидкостей, в частности водных растворов, используемых в медицине или ветеринарии или являющихся пищевыми продуктами.
В этом случае преимуществом может быть то, что совместно экструдированная соединительная деталь в качестве внутреннего слоя содержит полиэтилен с высоким содержанием сополимера этилена с винилацетатом и что лишь эта деталь подвергается перед сваркой радиационному перекрестному сшиванию.
Предпочтительные варианты исполнения поясняются в зависимых пунктах формулы изобретения.
При этом целесообразным является то, чтобы жесткая деталь выполнялась из такого полимера, как поликарбонат, полиацеталь или полиэтилен.
Вследствие того, что лишь внутренний слой соединительной детали должен быть пригоден для закрепления на жесткой детали, причем у наиболее часто используемого поликарбоната соответствующий соединительный олефин по большей части должен быть перекрестно прошит (в частности, радиационным методом), является возможным подвергнуть трудоемкому процессу сшивания лишь соединительные детали, тогда как собственно пакет можно изготавливать из дешевого полиолефина, относительно стабильного к термической обработке.
Таким образом, более нет необходимости транспортировать на радиационную обработку уже снабженные соединительной деталью пакеты, содержащие в качестве внутреннего материала пакета и внешнего слоя соединительной детали значительное количество сополимера этилена с винилацетатом, а лишь соединительные детали, что сокращает производственные расходы и нагрузку на окружающую среду.
Благодаря применению многослойного рукава согласно изобретению как соединительной детали в качестве материала для пакета можно применять полипропилен, который имеет высокую температуру плавления (140-160oС). Поэтому можно использовать значительно более высокую температуру стерилизации - в частности непроблематичной становится стерилизация пакетов паром, и это дополнительно приводит к сокращению продолжительности стерилизации.
Особенно предпочтительными являются многослойные пакеты из полипропилена, известные, в частности из DE-A-19640038.4, на который дается ссылка в полном объеме во избежание повторов.
Стерилизация паром не приводит к склеиванию внутренних поверхностей между собой; благодаря этому становится возможной надежная высокотемпературная стерилизация.
Для того чтобы предотвратить склеивание внутренних поверхностей пакета, выполненного из ПВХ или полиэтилена, поверхности до сих пор использовавшихся полиэтилена, а также ПВХ придавали определенную степень шероховатости, чего можно избежать благодаря заявляемому решению, согласно которому используются лишь высокоплавкие полимерные материалы, которые не должны соединяться с поликарбонатом, и тем самым пакет становится еще более прозрачным.
Может быть необходимым введение в пленку пакета дополнительного защитного слоя. В качестве защитного слоя может быть использован этиленвиниловый спирт, который создает полноценную преграду для кислорода, азота, углекислого газа и других газов.
Далее посредством тонкослойной технологии следующий слой (например, полиэтилен) может быть покрыт SiOx или оксидом алюминия. Как описано в уровне техники, конечно, возможно, как и ранее, использование в качестве материала пакета многослойной пленки из полиамида/полиэтилена, но в любом случае, благодаря выбору согласно изобретению соединительной детали в комбинации с обычными материалами, нет необходимости в радиационной перекрестной сшивке пакета в целом.
Положительным фактором является то, что в состав пластичного пакета входят ПВХ, полиэтилен, полипропилен, полиамид и их комбинации, в частности комбинации с термопластичными эластомерами, как SEBS-комбинации из них или многослойные пленки из последних, как полиэтилен/ сополимер этила с винилацетатом, ПА/полиэтилен, полипропилен/SEBS и пр. Преимуществом является изготовление пакета методом совместной экструзии, но возможны также любые другие способы производства, обычные для специалиста.
Благоприятным является тот фактор, что соединительная деталь имеет внутренний слой, образующий с поликарбонатом соединение, устойчивое к высокотемпературной стерилизации, как, например, сшитый полиэтилен с высоким содержанием сополимера этилена с винилацетатом или также ПВХ, который в качестве внутреннего слоя практически не входит в контакт с материалом или жидкостью, находящимися в пакете, и так как он применяется на этом месте лишь в качестве соединительного материала, его использование не представляется проблематичным.
Выдачной узел согласно изобретению может быть выполнен таким образом, что известным способом, например путем совместной экструзии многослойного пакета или т. п. , изготовляют стерильный полимерный пакет; независимо от этого, например методом совместной экструзии, изготовляют многослойную полимерную соединительную деталь в форме рукава, внешний слой которого сваривают с внутренним слоем пакета, а его внутренний слой - с внешним слоем жесткой детали, причем соединительная деталь обычно подвергается радиационному перекрестному сшиванию, чтобы достичь устойчивости к стерилизации; жесткую деталь изготавливают из материала, свариваемого с внешним слоем соединительной детали, и затем жесткую деталь сваривают с соединительной деталью, а последнюю - с внутренним слоем пакета, так что образуется сварное соединение, устойчивое к температурному воздействию, например к обычной температуре стерилизации.
Выдачные узлы такого рода особенно показаны для хранения жидкостей, используемых в медицине, например, жидкостей для диализа, растворов для искусственного питания, крови, плазмы и пр.
Благодаря использованию заявляемой комбинации пакета, соединительной детали и жесткой детали в отдельном случае можно избежать трудоемкого процесса радиационного перекрестного сшивания всего выдачного узла с жесткой деталью, устойчивого к стерилизации, чтобы полиолефин, используемый для соединения с жесткой деталью, сделать устойчивым к воздействию высокотемпературной обработки, а достаточно сшить соединительную деталь, так как только она содержит этот сшитый слой полиэтилена с высоким содержанием сополимера этила с винилацетатом, который необходим для надежного соединения с поликарбонатом.
Также при изготовлении многослойного пакета можно избежать использования пленок, содержащих полиамид/полиэтилен со специальным, дорогим полиэтиленом средней плотности, который выдерживает стерилизацию при температуре 121oС, а вместо него согласно изобретению в качестве внешнего слоя соединительной детали и внутреннего слоя пакета может быть использован обычный недорогой и устойчивый к высокотемпературной обработке полиолефин.
Для пластичного пакета преимущественно используются ПВХ, полиэтилен, полипропилен, полиамид и их комбинации или многослойные пленки из этих материалов, например полиэтилен/сополимер этила с винилацетатом, полиамид/полиэтилен.
Многослойная полимерная трубка соединительной детали может иметь внешний слой, например из полиэтилена, ПВХ, причем многослойную полимерную трубку и пластичный пакет сваривают между собой.
Далее изобретение поясняется с привлечением чертежей, которыми оно однако не ограничивается.
На них изображены:
фиг. 1 - продольный разрез в области соединения соединительной детали, жесткой детали и пакета;
фиг.2 - поперечный разрез в области соединения по фиг.1;
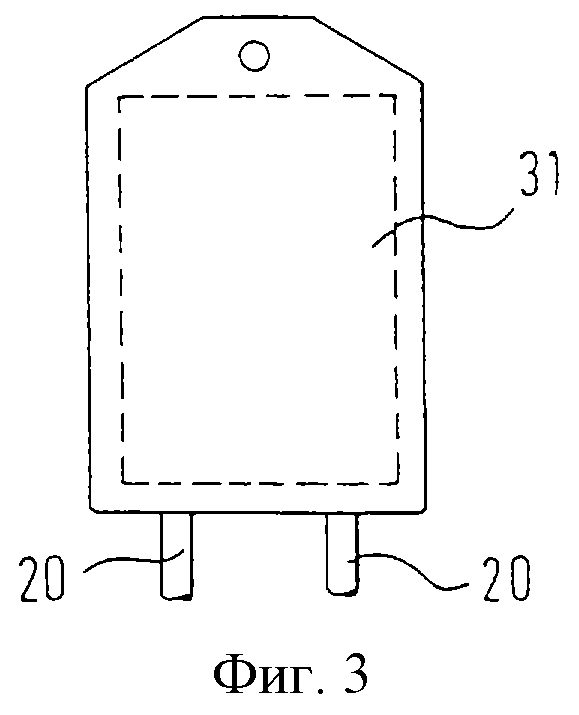
фиг.3 - изображение пакета, изготовленного согласно изобретению.
Как ясно из фиг.1, согласно предпочтительной форме исполнения изобретения выдачной узел имеет пакет из многослойной пленки, где в качестве внутреннего слоя используется полиолефин, обладающий способностью к свариванию и при температуре стерилизации образующий плотные сварные швы, как, например, полипропилен или полиэтилен, комбинированный полипропилен или т.п.
Соединительная деталь, которая в данном случае выполнена как двухслойный полимерный рукав, имеет в качестве внешнего материала 10 полиолефин, свариваемый с материалом внутреннего слоя 30 пакета, например полипропилен или полиэтилен, комбинированный полипропилен или т.п., который сварен с внутренним слоем 30 пленки пакета.
В качестве внутреннего слоя 11 соединительная деталь имеет сополимер полиэтилена с высоким содержанием комбинированного сополимера этила с винилацетатом, после радиационного перекрестного сшивания ее сваривают с деталью 20 из поликарбоната таким образом, что образуется сварной шов, устойчивый к стерилизации и непроницаемый для жидкостей, пластичность и эластичность которого сохраняется также после стерилизации.
После радиационного перекрестного сшивания к соединительной детали приваривают трубку из поликарбоната.
Пример 1
Двухслойные рукава диаметром 8 мм из внешнего слоя, скомбинированного из CRATON и полиэтилена, толщиной 0,45 мм и внутренего слоя толщиной 0,5 мм из полиэтилена с высоким содержанием сополимера этила с винилацетатом подвергают известным способом совместной экструзии как соединительную деталь. Данный рукавный материал затем подвергается радиационному перекрестному сшиванию, благодаря чему материал внутреннего слоя выдерживает температуру до 160oС.
Совместно экструдированный двухслойный пакет с внешним слоем из полипропилена, как внешнего слоя, и полипропилена, комбинированного с помощью такого же термопластичного эластомера, как и во внешнем слое соединительной детали, в качестве внутреннего слоя, затем соединяют посредством высокочастотной сварки с соединительным рукавом, подвергнутым радиационному перекрестному сшиванию. Далее жесткую деталь из поликарбоната с патрубком вставляют известным способом в соединительную деталь и затем сваривают с ней. При этом сшитый полиэтилен с высоким содержанием этилвинилацетата образует плотный, не разрушающийся в температурных условиях стерилизации паром сварной шов.
Пример 2
Двухслойные рукава с внешним диаметром 6 мм, с внешним слоем из полиэтилена толщиной около 0,5 мм и внутренним слоем из полиэтилена с высоким содержанием этилвинилацетата толщиной около 0,5 мм совместно экструдируют известным способом. Данный рукавный материал затем подвергают радиационному перекрестному сшиванию, причем материал внутреннего слоя получает достаточную температурную устойчивость к температуре до 160oС.
Совместно экструдированный двухслойный пакет с внешним слоем из полиэтилена и внутренним слоем из комбинированного полиэтилена с эластомером соединяют затем при помощи высокочастотной сварки с соединительным рукавом, подвергавшимся радиационному перекрестному сшиванию, который с внешней стороны состоит из комбинированного полиэтилена, а с внутренней стороны - из перекрестного сшитого полипропилена с высоким содержанием этилвинилацетата. Затем деталь из поликарбоната вставляется и приваривается известным способом.
Пример 3
Двухслойные рукава с внешним диаметром 8 мм и внутренним диаметром около 6 мм, с внешним слоем толщиной 0,45 мм из сополимера этилвинилацетата и полипропилена и внутренним слоем толщиной 0,5 мм из полиэтилена с высоким содержанием этилвинилацетата совместно экструдируют известным способом. Этот рукавный материал затем подвергают радиационному перекрестному сшиванию, благодаря чему материал внутреннего слоя выдерживает температуру до 160oС.
Совместно экструдированные трехслойные пакеты с внешним слоем из полипропилена толщиной 200 мкм, промежуточным слоем из полипропилена толщиной 200 мкм, комбинированного с термопластичным эластомером (CAWITON, получаемый фирмой Wittenburg, город Bissum, Нидерланды), и комбинированным полипропиленом с высоким содержанием термопластичного эластомера (CAWITON) толщиной около 250 мкм, в качестве внутреннего слоя, которые изготавливают методом экструзии в водяную баню, затем соединяют методом высокочастотной сварки с перекрестно сшитым соединительным рукавом, который с внешней стороны состоит из полипропилена, комбинированного с термопластичным эластомером (CAWITON), а с внутренней стороны - из перекрестно сшитого полиэтилена с высоким содержанием этилвинилацетата. Затем деталь из поликарбоната вставляется и приваривается известным способом. В данный пакет можно поместить, стерилизовать паром и хранить, например, растворы для диализа, например для непрерывного амбулаторного перитонеального диализа.
Несмотря на то, что изобретение было пояснено на основании предпочтительных примеров испольнения, оно ни в коем случае не ограничивается представленными формами исполнения. Напротив, специалисту доступны любые другие формы исполнения, подпадающие под объем защиты формул изобретения.

Изобретение относится к медицинским средствам для хранения и выдачи жидкостей и представляет собой полимерный пакет, соединенный с соединительной деталью и жесткой непластичной деталью, причем соединительная деталь имеет внутренний слой, сваренный с жесткой деталью, и внешний полимерный слой, сваренный с внутренним материалом пластичного пакета. Внутренний материал пластичного пакета соответствует внешнему материалу соединительной детали и их соединение устойчиво к высокотемпературному воздействию при стерилизации. Способ изготовления выдачного узла включает следующие этапы: совместную экструзию многослойного материала пакета, сваривание материала пакета, приваривание многослойной соединительной детали и приваривание жесткой детали. Изобретение обеспечивает возможность многократной стерилизации выдачного узла и упрощение его изготовления. 2 c. и 10 з.п. ф-лы, 3 ил.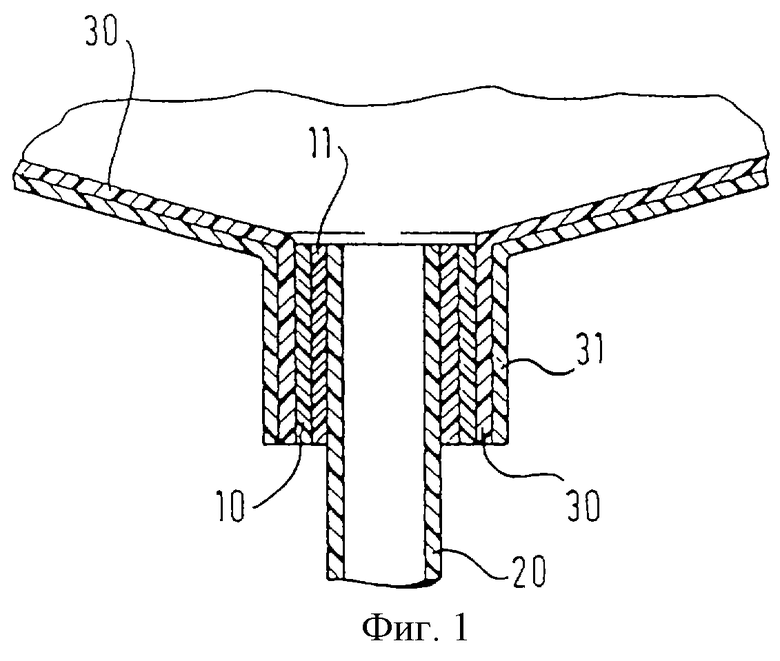
| ЕР 0232171 А, 12.08.1987 | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
| DE 3200264 А, 14.07.1983 | |||
| ФЛАКОН ИЗ ПЛАСТИЧЕСКОГО МАТЕРИАЛА С ПОДВЕСНЫМ ПРИСПОСОБЛЕНИЕМ | 0 |
|
SU208579A1 |
