Изобретение относится к устройствам для хранения и дозированной выдачи вязких и высоковязких материалов и может использоваться в медицине, промышленности, быту.
Наиболее распространенным и дешевым способом хранения вязких материалов (кремы, мази, пасты и т.п.) в медицине и быту является использование банок различных конфигураций и емкости. К недостаткам такой тары следует отнести, во-первых, большую поверхность контакта материала с воздухом и, во-вторых, сложность точного дозирования материала при использовании. Эти недостатки особенно сказываются при применении отверждающихся материалов, например стоматологических пломбировочных композиций.
Данные недостатки устраняются при расфасовке материалов в трубы, в которых практически ликвидирован контакт материала с воздухом и обеспечена возможность получения дозы материала с воздухом и обеспечена возможность получения дозы материала. Однако тубы имеют недостатки, которые ограничивают область их применения, а именно невозможность выдавливания высоковязких материалов и большие неизвлекаемые остатки материала на стенках тубы.
Сохраняя преимущества туб, устраняют их недостатки устройства поршневого типа шприцы-дозаторы. Особенности использования в различных областях привели к их конструктивному разнообразию. Общие достоинства шприцев-дозаторов, а именно возможность регулированной подачи материала, в том числе высоковязкого, малые его потери, удобство хранения и постоянная готовность к работе объясняет их распространение, особенно в стоматологии. Особенности рабочих материалов, используемых в стоматологии, их высокая вязкость и дороговизна требуют применения механизма микроподачи поршня с большим усилием перемещения. Наибольшее распростpанение благодаря своей относительной простоте, дешевизне и традиционности получили шприцы-дозаторы из пластика с механизмом микроподачи типа винт-гайка, которые отличаются в основном его исполнением.
За прототип авторами принят пластиковый шприц-дозатор, содержащий цилиндрический корпус, в котором расположен поршень. На корпусе размещен механизм перемещения поршня типа винт-гайка, винт которого является штоком поршня и взаимодействует с последним. Гайка механизма перемещения поршня выполнена в виде цельного закладного элемента, установленного в сквозном отверстии корпуса перпендикулярно его оси. Выгрузка материала из корпуса осуществляется через соосное с корпусом отверстие, расположенное в удлиненной части его днища, поршнем, приводимым в движение при вращении маховика винта, взаимодействующего с резьбой гайки. После отбора материала из шприца-дозатора разгрузочное отверстие закрывается съемным колпачком.
Общим недостатком рассмотренного прототипа и аналогов является достаточная сложность и трудоемкость изготовления литьевых форм, содержащих выкручивающиеся знаки, необходимые для оформления резьбы в гайке, и длительный цикл литья и трудоемкость изготовления пластиковой гайки.
Целью изобретения является устранение указанного недостатка, а именно снижение трудоемкости изготовления, как формующей оснастки, так и пластиковых изделий.
Цель достигается тем, что в шприце-дозаторе, включающем механизм перемещения поршня в корпусе, содержащий гайку, гайка выполнена разрезной. Разрезная гайка выполнена из двух частей, которые соединены гибкой перемычкой. Разрезная гайка выполнена в виде цанги и снабжена проточкой, в которой размещен буртик корпуса, расположенный на его внутренней цилиндрической поверхности. Части разрезной гайки соединены с поршнем посредством гибких разрушаемых связей, усилие разрыва которых не превышает осевых усилий, создаваемых механизмом перемещения поршня, причем части гайки снабжены элементами их фиксации в корпусе. Разрезная гайка выполнена непосредственно в корпусе в виде цанги и снабжена охватывающим ее бандажом. Выполнение гайки разрезной позволило осуществить ее изготовление в литьевой форме с одной плоскостью разъема без выкручивающего резьбового знака. Это упростило конструкцию оснастки, сократило цикл литья на время операции выкручивания резьбознака, что снизило ее металлоемкость и трудоемкость изготовления пластиковой гайки. Так исполнение разрезной гайки из двух частей позволило проводить формование резьбы на половинах гайки, обращенных плоскостью реза к плоскости разъема литьевой формы, т.е. со свободным доступом резьбооформляющего знака к формуемой поверхности, что и обеспечило технологичность изготовления. Соединение частей гайки гибкой перемычкой обеспечило определенность сборки шприца-дозатора. Вариант исполнения разрезной гайки в виде цанги и выполнение резьбовой цанги непосредственно на корпусе также позволяют проводить оформление резьбы в литьевой форме с одной плоскостью разъема без выкручивающихся знаков: при использовании в качестве материала мягких пластиков, например полиолефинов, за счет упругой деформации разрезной детали, а в случае жестких пластиков (полистирол) при нормально раскрытых лепестках цанги. В первом случае элементом, собирающим лепестки цанги с резьбой на их внутренних поверхностях, является корпус шприца-дозатора, во втором охватывающий цангу корпуса бандаж. Оба варианта обеспечивают технологичность изготовления пластиковых деталей. Выполнение частей разрезной гайки, соединенных с поршнем гибкими разрушаемыми связями, позволило получать поршень и гайку за одну отливку и сократить число операций при сборке шприца-дозатора, что повышает технологичность изготовления. Соблюдение условия непревышения усилием разрыва разрушаемых связей осевых усилий, создаваемых механизмом перемещения поршня в корпусе, обеспечивается отрыв поршня от гайки по связям в собранном и заполненном шприце-дозаторе при зафиксированной от проворота гайке. При вращении винта механизма создается усилие разрыва связей, обеспечиваются перемещение поршня и выгрузка материала.
Сопоставительный анализ с прототипом показывает, что заявляемый шприц-дозатор отличается выполнением гайки разрезной и конкретными вариантами ее исполнения. Таким образом, заявляемый дозатор соответствует критерию "Новизна". Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволяет выявить признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии критерию "Изобретательский уровень".
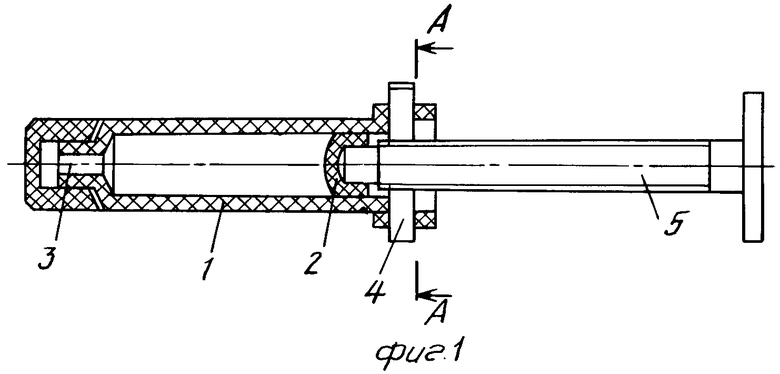
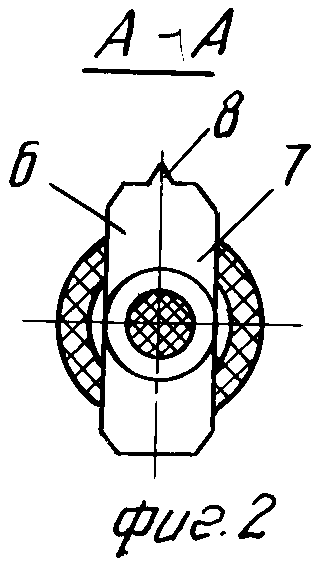
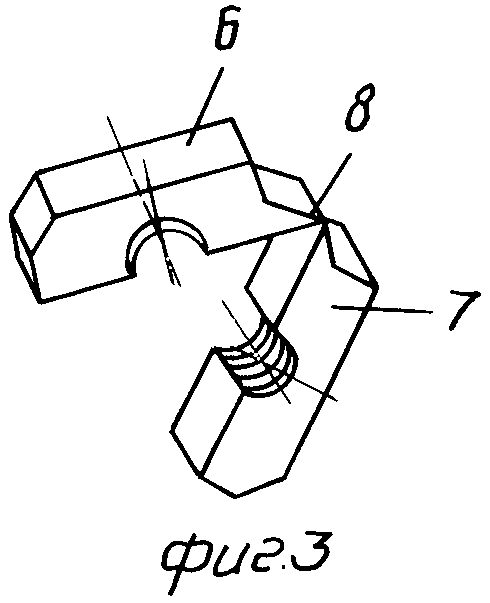
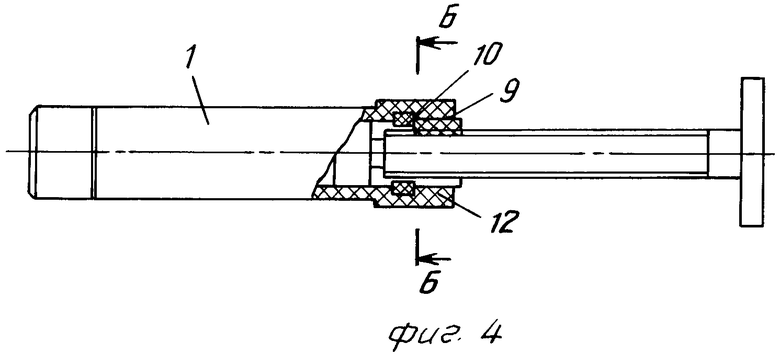
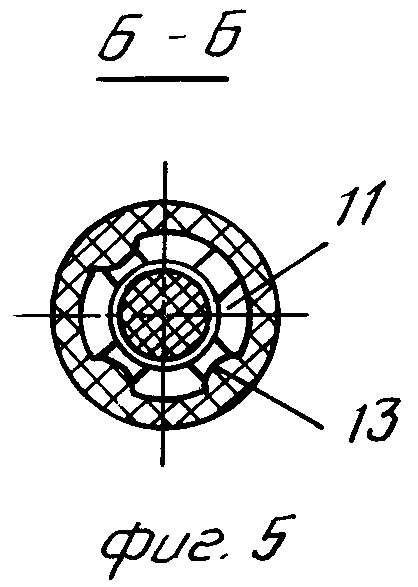
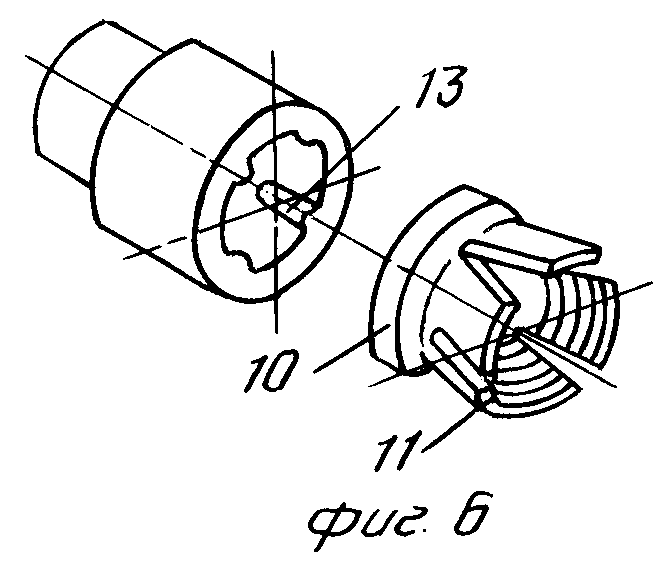
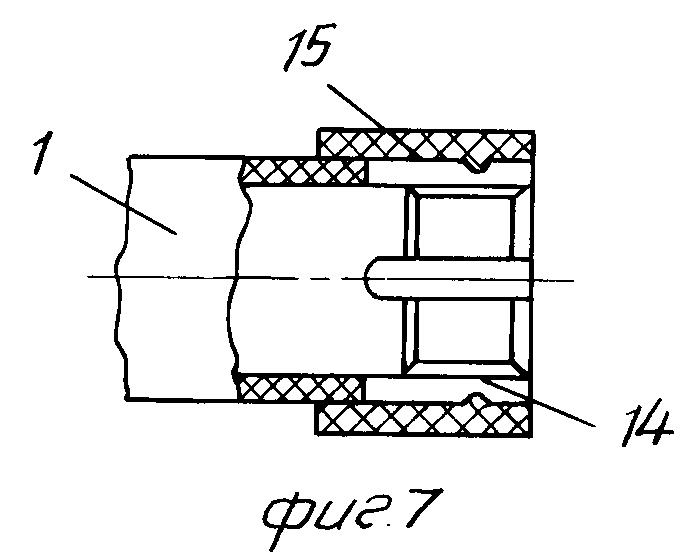
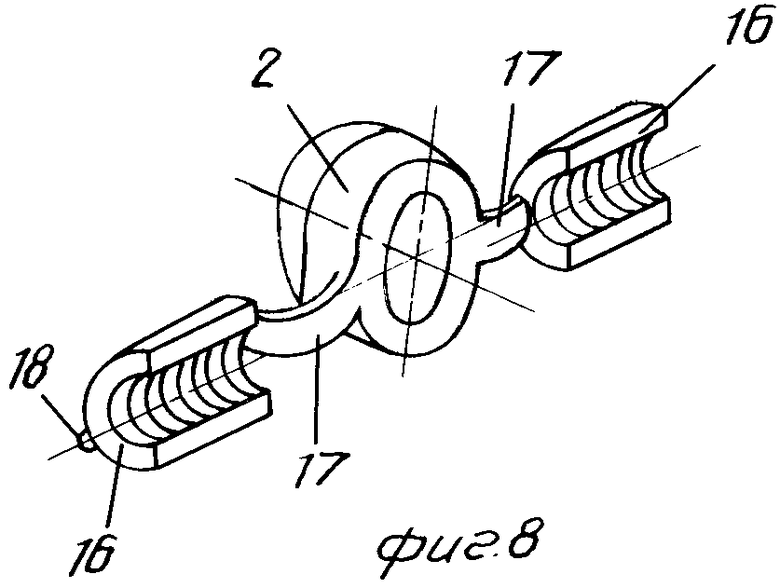
На фиг. 1 представлен дозатор с использованием гайки из двух частей с гибкой перемычкой, сечение вдоль оси; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 аксонометрическое изображение гайки с гибкой перемычкой; на фиг. 4 дозатор с гайкой в виде цанги; на фиг. 5 сечение Б-Б на фиг. 3; на фиг. 6 аксонометрическое изображение цанговой гайки; на фиг. 7 исполнение цанговой гайки непосредственно в корпусе дозатора; на фиг. 8 вариант исполнения гайки, соединенной с поршнем посредством разрушаемых связей.
Шприц-дозатор состоит из цилиндрического корпуса 1, в полости которого расположен поршень 2. В днище корпуса имеется разгрузочное отверстие 3. На корпусе 1 со стороны, противоположной отверстию 3, установлен механизм перемещения поршня 2 в полости корпуса. Механизм перемещения поршня выполнен в виде разрезной гайки 4 и винта 5, упирающегося в поршень 2. Гайка 4 выполнена из двух частей 6 и 7, связанных гибкой перемычкой 8. Изготовление разрезной гайки 4 происходит в литьевой форме в раскрытом положении плоскости реза, обращенной к плоскости разъема формы. При установке гайки 4 в корпус 1 половинки 6 и 7, связанные гибкой перемычкой 8, смыкаются по плоскости реза, после чего гайка фиксируется в корпусе 1. Цанговая гайка 9 снабжена буртиком 10, резьба оформляется на ее лепестках 11.
В случае применения в качестве материала гайки полиолефинов осуществляется раскрытие формы при осевом перемещении резьбознака и срыве по мягкому пластику за счет его упругой деформации, а при использовании жестких пластиков формование резьбы происходит в раскрытом положении лепестков 11 цанги. В процессе сборки шприца-дозатора осуществляется установка гайки 9 в корпус 1 при смыкании лепестков 11 и фиксация охватывающим их корпусом с упругим защелкиванием буртика 10 гайки на буртике 12 внутренней поверхности корпуса. Для исключения проворота гайки 9 в процессе вращения винта 5 на корпусе предусмотрены элементы 13 фиксации. В случае выполнения лепестков гайки 14 непосредственно в корпусе их смыкание и фиксация производятся бандажом 15. Части разрезной гайки 16 соединены с поршнем 2 посредством гибких разрушаемых связей 17. В этом случае изготовление гайки и поршня производится в одной литьевой форме одновременно, их установка в корпус осуществляется также за одну операцию. Для исключения проворота гайки при вращении винта 5 ее части 16 снабжены элементами 18 фиксации в корпусе. При вращении винта 5 осуществляются разрушение связей 16, дальнейшее перемещение поршня 2 и выгрузка материала через отверстие 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАНЕТАРНЫЙ СМЕСИТЕЛЬ | 1991 |
|
RU2046009C1 |
| КОНВЕЙЕРНАЯ ПЕЧЬ | 1992 |
|
RU2040750C1 |
| ШПРИЦ ОДНОРАЗОВЫЙ | 2017 |
|
RU2666274C1 |
| КЛАПАН-ОТСЕКАТЕЛЬ | 2018 |
|
RU2672898C1 |
| СКВАЖИННЫЙ КЛАПАН-ОТСЕКАТЕЛЬ | 2017 |
|
RU2651860C1 |
| ИНСТРУМЕНТ ПОСАДОЧНЫЙ ГИДРАВЛИЧЕСКИЙ | 2008 |
|
RU2380513C1 |
| УСТРОЙСТВО ДЛЯ ПЛЕТЕНИЯ СЕТОК | 1991 |
|
RU2020016C1 |
| Пакер механический двухстороннего действия | 2018 |
|
RU2689946C1 |
| ШПИНДЕЛЬ С ЗАЖИМНЫМ ЦЕНТРИРУЮЩИМ ПАТРОНОМ | 2009 |
|
RU2400331C1 |
| Прецизионная регулируемая опора | 1991 |
|
SU1799906A1 |
Использование: хранение и дозированная выдача вязких материалов. Сущность изобретения: вязкий материал наполняется в цилиндрический корпус шприца-дозатора, в котором установлен поршень. Сущность изобретения: смещение поршня осуществляется с помощью механизма типа винт-гайка, гайка которого выполнена разрезной и установлена на корпусе. Разрезная гайка может быть выполнена из двух частей, соединенных гибкой перемычкой, возможно исполнение в виде цанги, расположенной в корпусе. Гайка может быть выполнена непосредственно в корпусе в виде цанги и снабжена охватывающим ее бандажом. Возможно выполнение частей резервной гайки, соединенных с поршнем посредством гибких разрушаемых связей, усилие разрыва которых не превышает осевых усилий, создаваемых механизмом перемещения поршня, части гайки снабжены элементами их фиксации в корпусе. Разрезная гайка формируется из пластика в литьевой форме с одной плоскостью разъема без выкручивающихся знаков, что снижает трудоемкость изготовления оснастки и пластиковой детали. 4 з. п. ф-лы, 8 ил.
| Дозирующее устройство | 1989 |
|
SU1682803A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
