Изобретение относится к производству плетеных металлических сеток, в частности для производства плетеных сеток, предназначенных для изготовления проволочных материалов.
Известно устройство для плетения металлических сеток из спиралей, имеющих сплюснутое поперечное сечение [1], содержащее механизм отсчета витков, механизм формообразования спирали, включающий нож и шнек, механизм резки спирали и механизм шагового перемещения, установленные на станине и технологически связанные между собой.
Причем шнек выполнен с постоянным шагом и увеличивающимся диаметром отверстия вдоль его оси, а нож - с переменным профилем сечения от круглого со входного конца до сплюснутого на другом конце.
Недостатками этого устройства являются, во-первых, невозможность плетения сетки из спиралей круглого сечения, во-вторых, невозможность плетения мелкоячеистой сетки из спиралей с диаметрами, меньшими 5 мм. Следовательно, это устройство непригодно для изготовления мелкоячеистой сетки из тонкой проволоки с диаметрами 0,12 мм ≅ d ≅ 0,4 мм и с отношением диаметра спирали D к диаметру проволоки D/d 8-10, применяемой для изготовления проволочного материала.
Кроме того, так как при изготовлении сетки на этом устройстве последовательно вплетается спираль за спиралью, оно недостаточно производительно.
Известно так же устройство для плетения сеток, содержащее механизм отсчета витков, механизм формообразования спирали, включающий нож и шнек; механизм резки спирали, направляющую для вплетаемой спирали и механизм шагового смещения. Нож выполнен с конической частью овального сечения на входном конце, проволоки, постепенно переходящей в круглую цилиндрическую часть на противоположном конце. Шнек выполнен с постоянным шагом с круглым отверстием, имеющим ответные ножу коническую и цилиндрическую части, а направляющая в поперечном сечении имеет форму швеллера, внутри которого с небольшими зазорами по его внутреннему периметру располагается виток вплетаемой спирали и с небольшим натягом по полкам виток спирали, контактирующей с вплетаемой. Причем натяг обеспечивается соответствующим профилированием концевых участков полок швеллера.
На этом устройстве можно изготавливать мелкоячеистую сетку с параметрами, пригодными для изготовления проволочного материала.
Недостатком этого устройства является его небольшая производительность, обусловленная тем, что сетка изготавливается последовательным вплетением спиралей (спираль за спиралью).
Целью предлагаемого устройства является повышение производительности изготовления плетеных мелко- и крупноячеистых металлических сеток.
Это достигается тем, что у устройства для плетения сеток, содержащего установленные по ходу технологического процесса на одной станине механизм счета витков, механизм формообразования спиралей, механизм отрезки спиралей, направляющую вплетаемых спиралей и механизм пошагового смещения, механизм формообразования спиралей включает сменную кассету с n блоками шнек-нож, размещенными в ряд с шагом, равным двум шагам сетки. Под шагом сетки здесь и ниже понимается расстояние между осями двух смежных спиралей, находящихся в положениях, удобных для взаимного вплетения. Это расстояние меньше расстояния между осями двух смежных спиралей в натянутой сетке, когда смежные спирали введены в непосредственный контакт друг с другом, укрепленную на стойке, закрепленной в свою очередь на суппорте вместе с механизмом счета витков, а суппорт установлен в направляющих на станине с возможностью его смещения вдоль торца сетки и соединен с исполнительным элементом механизма шагового смещения, смещение которого регулируемыми ограничителями ограничено величиной шага сетки (туда и обратно), а направляющая вплетаемых спиралей выполнена в виде гибкой бесконечной ленты, склеенной из трех слоев - наружного металлического, среднего из резины и внутреннего из магнитной резины, на наружной поверхности которой в направлении осей спиралей выполнены ряды направляющих гребешков с шагом, равным двум шагам сетки, расположенных парами вдоль винтовой линии спирали таким образом, что впадина между ними является фрагментом этой линии, и спрофилированных так, что гребешки образуют сектор резьбы гайки для ввинчивания спирали и служат направляющими для спиралей, соседних с этой спиралью, а в конце каждого ряда направляющих гребешков выполнен выступ для упора ввинчиваемой спирали.
Устройство имеет механизм смещения фрагмента сетки, исполнительным элементом которого является направляющая вплетаемых спиралей, которая надета на шкивы и натянута натяжным механизмом, ведущий шкив механизма вместе с диском, имеющим кольцевую прорезь, концентричную оси шкива, центральный угол которой определяет длину шага перемещения сетки, надеты на ведущий вал и неподвижно прижаты к его фланцу прихватами, установленными на шкиве, внутри ведущего вала установлен тормоз, состоящий из цангового зажима, фиксирующего вал, и управляющего им цилиндра, ведущий вал расположен внутри другого вала, снаружи которого установлен тормоз, также состоящий из цангового зажима, фиксирующего вал, и управляющего им цилиндра. На конце вала выполнен фланец, к которому прикреплен диск с запрессованным в него пальцем, входящим в кольцевую прорезь диска шкива. Оба вала установлены в подшипниковые опоры, расположенные в корпусе, а на валах с небольшим зазором между ними неподвижно закреплены одинаковые зубчатые колеса так, что зуб одного колеса служит продолжением зуба другого, а на выходной вал редуктора привода механизма с возмжностью смещения вдоль оси вала надето зубчатое колесо, последовательно входящее в зацепление с каждым из зубчатых колес и расположенное между зубцами вилки, смещающей зубчатое колесо в положение нового зацепления, соединенной с цилиндром, управляющим зацеплением, а к свободному концу сетки подвешен груз, располагающийся либо в наклонном лотке, либо в свободно подвешенном состоянии.
Кроме того, с целью обеспечения производства плетеных металлических сеток со сплюснутым профилем спирали, на выходе из лотка устройства могут быть установлены валки с приводом.
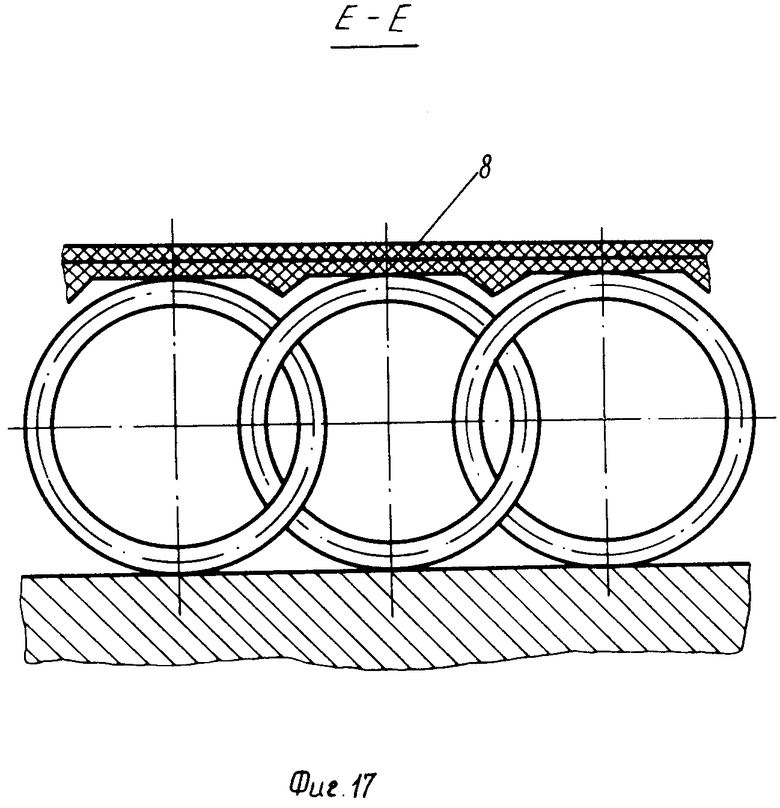
С целью упрощения технологии изготовления направляющей вплетаемых спиралей для крупноячеистой сетки, на наружной поверхности направляющей в направлении осей спиралей на всю ее ширину выполнены треугольные гребешки, расположенные с шагом, равным шагу сетки, и с такими размерами, что они с небольшими зазорами вписываются в пространство, образованное двумя пересекающимися цилиндрами, описанными вокруг двух контактирующих спиралей сетки.
С целью увеличения прочности направляющей ее резиновые слои могут быть армированы - слой резины проволочным материалом из немагнитной проволоки, слой магнитной резины - из магнитной проволоки.
С целью упрощения технологии изготовления блок шнек-нож может быть выполнен из тонкостенной трубки, причем на части ножа у входа проволоки с одной или двух сторон трубка смята на протяжении пяти-шести шагов спирали таким образом, что в каждом сечении этой части периметр витка намотанной проволоки меньше периметра (или равен) витка проволоки, намонтанной на цилиндрическую круглую часть ножа (недеформированную), расположенную на выходе спирали, в которую плавно переходит деформированный участок ножа, а шнек, выполненный в виде втулки с винтовой сквозной канавкой с постоянным шагом, свернут из плоской полосы со скошенными краями и отверстие в шнеке спрофилированы таким образом, что на длине рабочей части ножа минимальное значение зазора между шнеком и ножом меньше половины диаметра проволоки.
Кроме того, возможны и другие варианты конструктивного исполнения предлагаемого устройства.
Например, механизм формообразования спиралей выполняется в виде двух стоек с кассетами с блоками шнек-нож, закрепленных непосредственно на станине с двух сторон стола для формирования сетки и смещенных друг относительно друга на шаг сетки, причем механизм отсчета витков спирали, закрепленный также непосредственно на станине, содержит механизм переключения привода, поочередно приводящий во вращение ножи то одной, то другой стойки, а механизм резки спиралей выполнен в виде двух гильотинных ножниц, размещенных по обе стороны стола.
Естественно, в этом случае механизм пошагового перемещения механизма формообразования спирали не нужен.
Каждая стойка механизма формообразования спирали может иметь привод и от своего механизма отсчета витков.
Плетение сетки из круглой спирали позволяет сплетать сразу фрагмент сетки, чем и достигается увеличение производительности по сравнению с известными решениями.
Так как блоки шнек-нож невозможно расположить с шагом сетки, приходится располагать их с шагом, равным двум шагам сетки, и сплетать фрагмент сетки в два этапа.
В этом случае формирование сетки может происходить только в направляющей - матрице.
Причем перед началом каждого этапа механизм формообразования спирали или направляющую надо точно смещать на шаг сетки (туда и обратно).
В предлагаемой конструкции это выполняется механизмом пошагового смещения механизма формообразования спирали.
Перед каждым смещением сформированные спирали должны быть обрезаны, что выполняется механизмом резки спирали - гильотинными ножницами.
Выполнение направляющей с гребешками, расположенными вдоль винтовой линии спирали, обусловлено малыми диаметрами спирали мелкоячеистой сетки, так как их в этом случае можно выполнить с достаточной высотой, обеспечивающей надежное направление и фиксацию спиралей.
Направляющая выполнена в виде гибкой бесконечной ленты для организации непрерывного процесса изготовления сетки. Она служит одновременно исполнительным элементом механизма передвижения готового фрагмента сетки.
При изготовлении мелкоячеистой сетки смещение готового фрагмента сетки должно производиться с высокой точностью. Поэтому в конструкции механизма смещения фрагмента сетки эти смещения ограничены ограничителем, который каждый раз перед новым смещением автоматически точно устанавливается в нужное положение. Причем положение, в которое устанавливается ограничитель, жестко задано его предыдущим положением (длиной прорези на ведущем шкиве).
Перемещение же ограничителя после каждого смещения фрагмента сетки в новое положение обусловлено необходимостью смещения этих фрагментов в одну сторону.
Подбором геометрии некруглых сечений ножа можно добиться того, что при формообразовании спирали остаточные растягивающие напряжения будут превышать остаточные напряжения изгиба. Тогда после схода спирали с ножа последняя под действием остаточных напряжений изгиба не будет перекручиваться вокруг оси и плоскостность сетки повысится, т.е. повысится качество сетки.
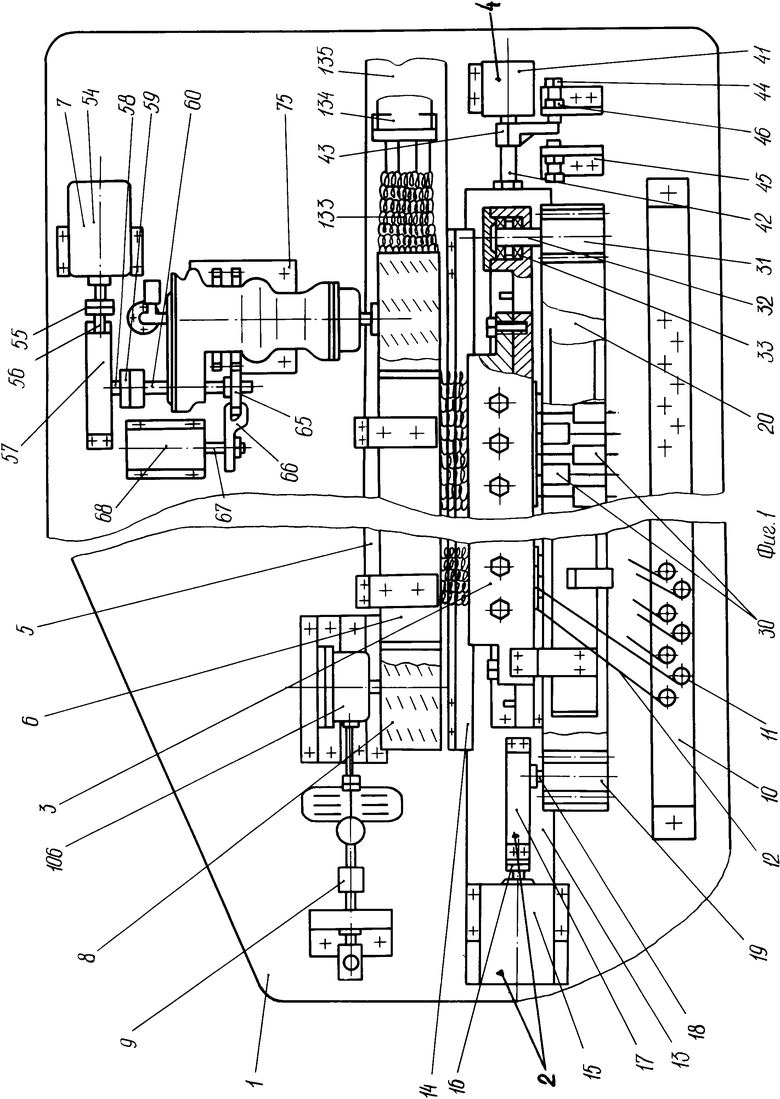
На фиг. 1 изображено устройство для плетения сеток, общий вид; на фиг. 2 - механизм формообразования спирали (фронтальный вид) с фрагментом стола, на котором плетется сетка; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 3; на фиг. 6 - разрез Г-Г на фиг. 3; на фиг. 7 - разрез Д-Д на фиг. 3; на фиг. 8 - привод ножей механизма формообразования спирали, вид спереди; на фиг. 9 - фрагмент направляющей, вид снизу; на фиг.10 - разрез Е-Е на фиг. 9; на фиг. 11 - механизм смещения фрагмента сетки,общий вид; на фиг. 12 - разрез Ж-Ж на фиг. 11; на фиг. 13 - вид по стрелке И на фиг. 12; на фиг. 14 - механизм натяжения направляющей со стойкой механизма смещения фрагмента сетки; на фиг. 15 - разрез К-К на фиг. 14, на фиг. 16 - механизм резки спирали (гильотинные ножницы); на фиг. 17 - вариант выполнения направляющей для крупноячеистой сетки (разрез Е-Е на фиг. 9).
Устройство для плетения сеток (см.фиг.1) содержит станину 1, на которой установлены технологически связанные между собой механизм 2 отсчета витков, механизм 3 формообразования спиралей, механизм 4 шагового перемещения механизма формообразования спиралей (на шаг сетки туда и обратно), нижний 5 и верхний 6 столы для формования фрагмента сетки (см.фиг. 1,2), механизм 7 смещения готового фрагмента сетки с натянутой на его шкивы направляющей 8 вплетаемых спиралей и с механизмом 9 натяжения направляющей, механизм отрезки спиралей (см.фиг.16), стойку 10 с катушками 11 с проволокой 12.
Механизм 2 отсчета витков и механизм 3 формообразования спиралей установлен на суппорте 13, который соединен с механизмом 4 шагового перемещения мезханизма 3 и может смещаться в направляющих 14, установленных на станине.
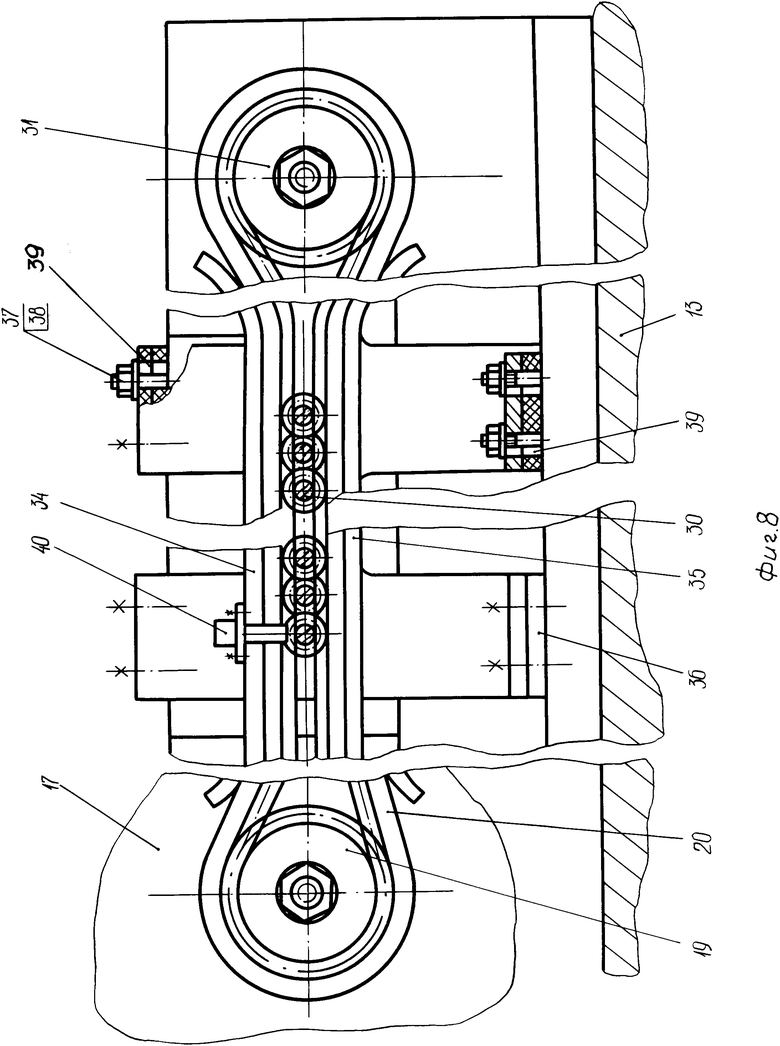
Механизм 2 отсчета витков содержит привод 15, соединенный муфтой 16 с редуктором 17, на выходном валу 18 которого установлен тормоз, выполненный, например, в виде соленоида, тормозящего зубчатое колесо выходного вала при отключении привода 15. На конце выходного вала 18 установлено зубчатое колесо 19, находящееся в зацеплении с гибкой бесконечной рейкой 20 (см.фиг. 1 и 8), приводящей во вращение ножи механизма 3 формообразования спиралей.
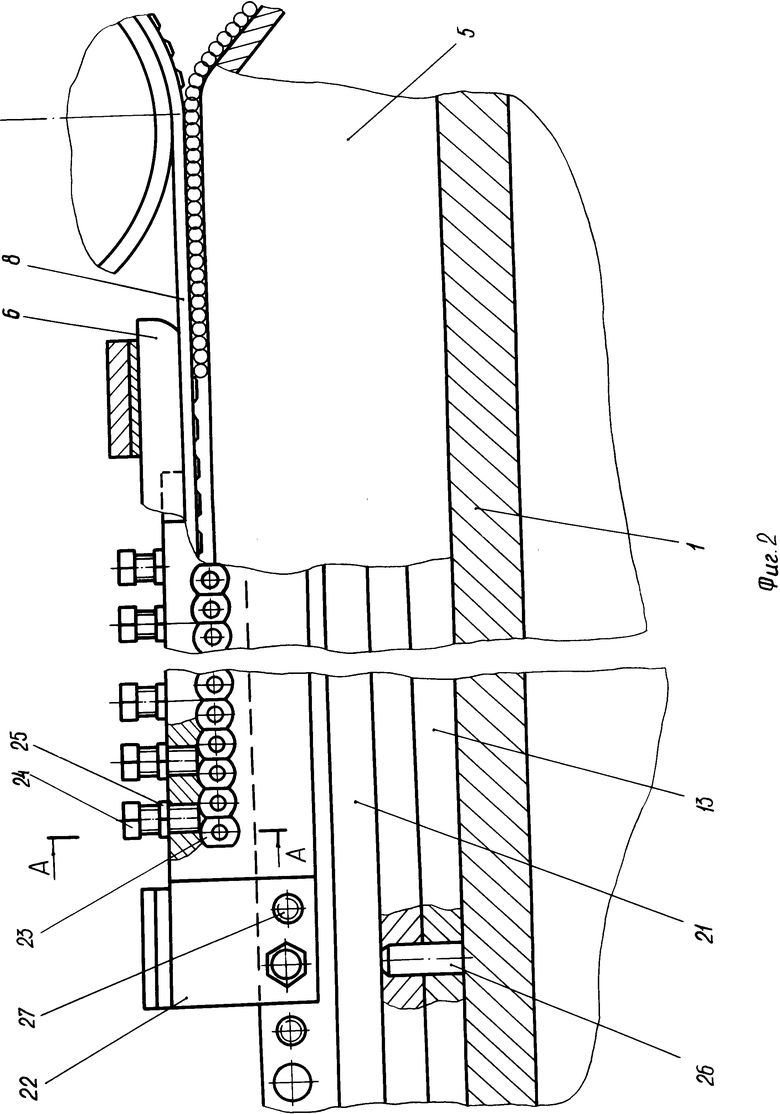
Механизм 3 формообразования спиралей (см.фиг. 2) состоит из стойки 21, закрепленной на суппорте 13, на которой закреплена кассета 22, в которой в ряд с шагом, равным двум шагам сетки, размещены блоки шнек-нож 23 (фиг.3), попарно зафиксированные винтами 24 и гайками 25.
Точная установка стойки 21 на суппорте 13 и сменной кассеты 22 на стойке 21 обеспечивается штифтами 26 и 27 (фиг. 2). На стойке 21 установлено несколько пар штифтов 27 для установки различных сменных кассет 22 для производства различных типоразмеров сеток.
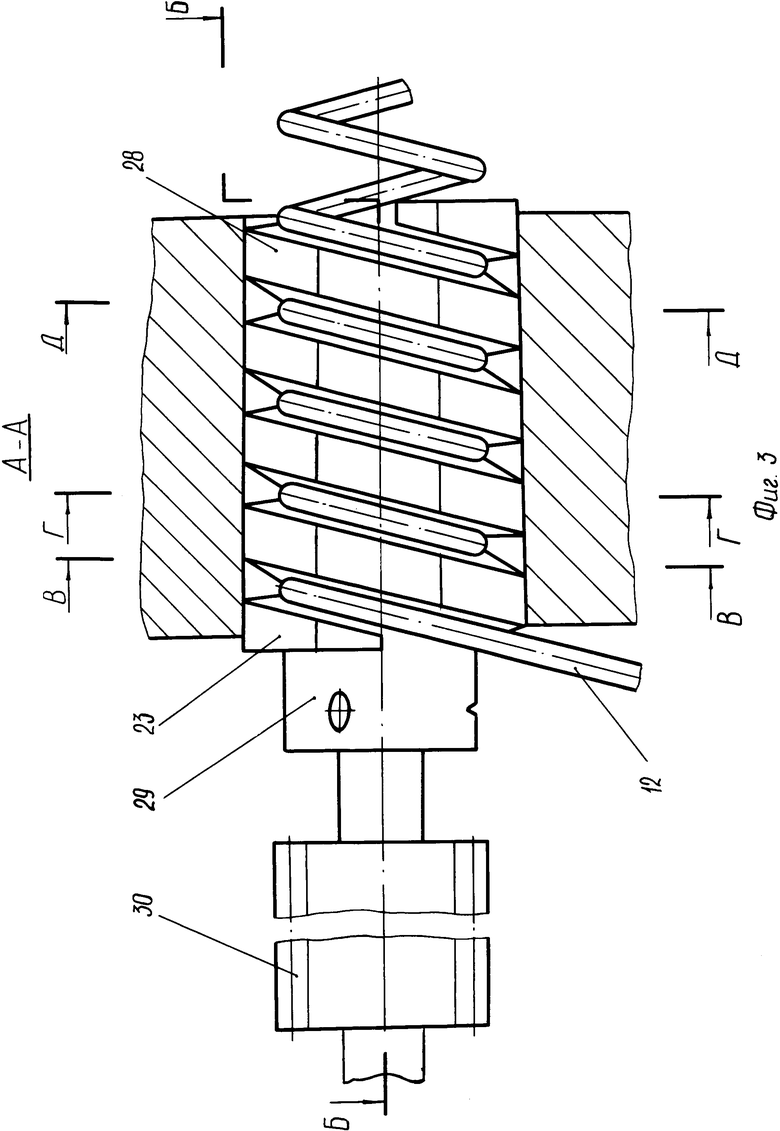
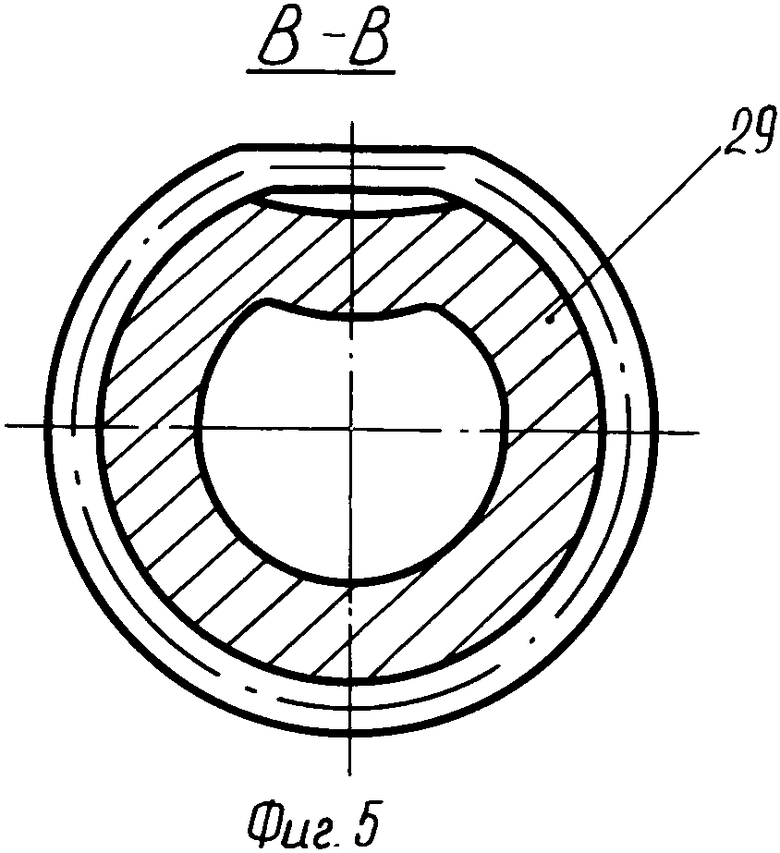
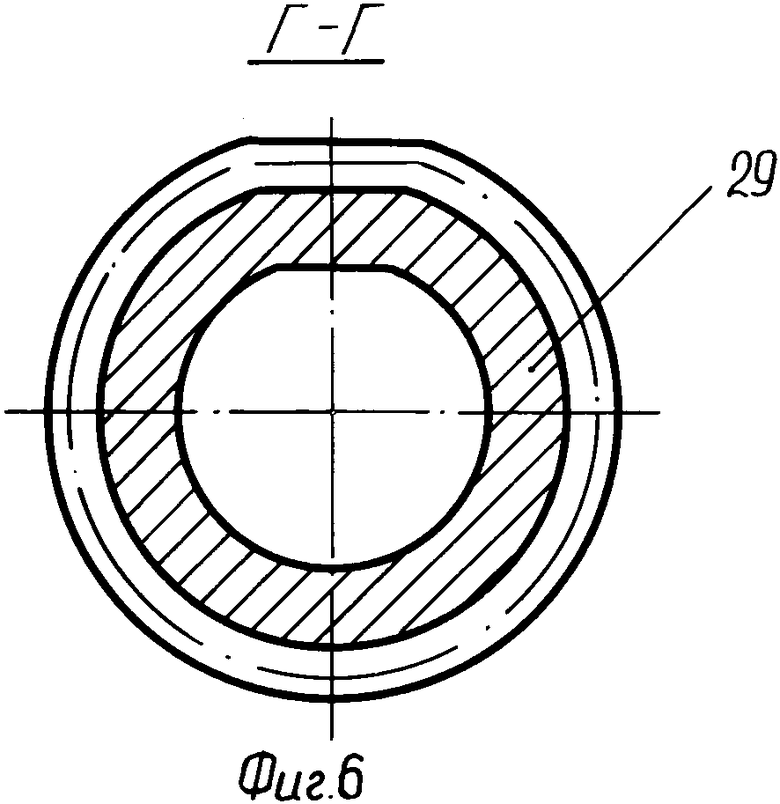
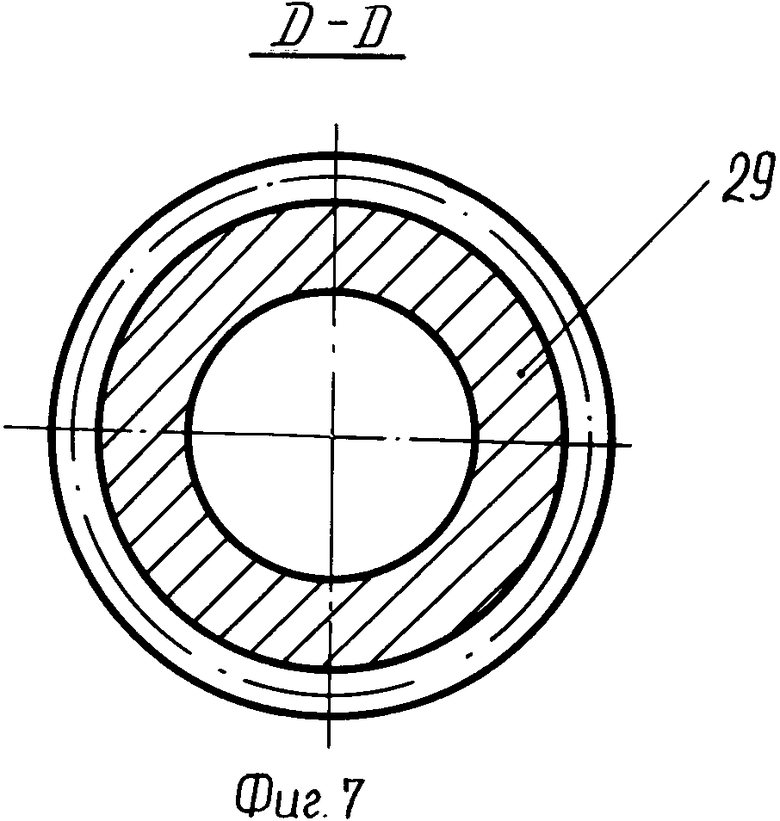
Шнек 28 выполнен в виде втулки со сквозной винтовой канавкой с постоянным шагом, равным шагу спирали. Отверстие в шнеке выполнено круглым и по его длине спрофилировано так, что в его любом поперечном сечении минимальное значение зазора между шнеком 28 и ножом 29 меньше половины диаметра проволоки.
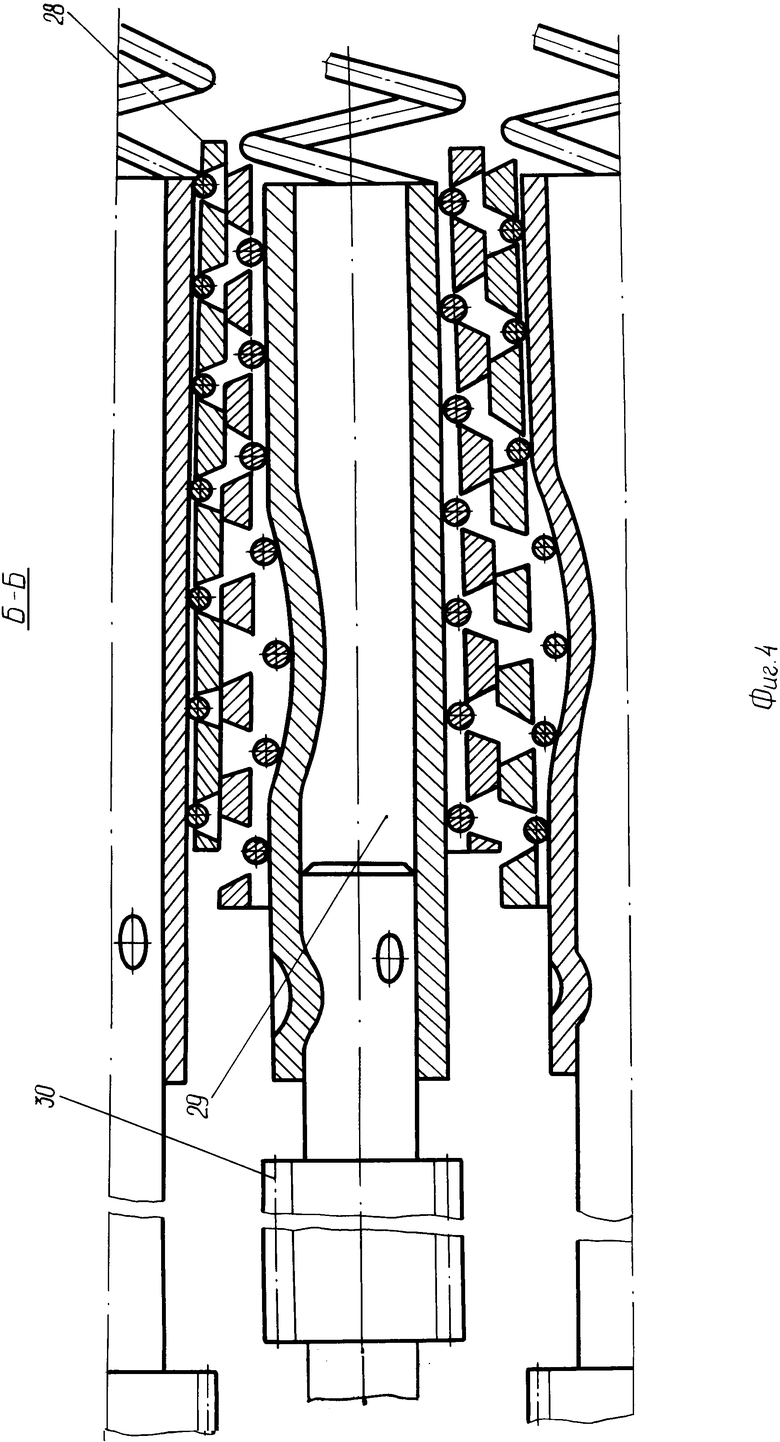
Для мелкоячеистой сетки, изготавливаемой из проволоки с d=0,12-0,4 мм и с D/d=8-10, шнек технологически удобно изготовить свивкой из плоской полосы со скошенными кромками (см.фиг.4). В этом случае можно обеспечить получение сквозной винтовой канавки с шириной прорези, например, соответственно 0,15-0,45 мм.
Нож 29 (см. фиг. 4-7) выполнен из трубки и на части у входа проволоки имеет вмятину (на длине 5-ти и 6-ти шагов спирали), постепенно переходящую в круглую цилиндрическую часть на другом конце ножа.
Причем смятие поперечного сечения трубки на начальном участке вмятины (со стороны входа проволоки) выполнено таким образом, что возникающие в витке спирали остаточные растягивающие напряжения больше остаточных напряжений изгиба, полученных при формообразовании спирали.
В конец каждого ножа 29 запрессовано зубчатое колесо 30, дополнительно зафиксированное кернением. В свою очередь на другом конце валика каждого зубчатого колеса 30 выполнены буртик и шип, по которому оно установлено в подшипник, расположенный в корпусе, установленном на суппорте 13. Буртик и стопорное кольцо, установленное в канавку валика колеса 30 с другой стороны подшипника, фиксируют нож 29 от осевого смещения.
Так как зубчатые колеса невозможно расположить в один ряд, ножи 29 выполнены разной длины, и зубчатые колеса 30 расположены в два ряда (см.фиг. 1).
Бесконечная гибкая рейка 20 с одной стороны натянута на зубчатое колесо 19, с другой стороны - на зубчатое колесо 31, закрепленное на оси 32 (см. фиг. 1), вращающейся в подшипниках 33, размещенных в стойке 21. Рейка 20 (см. фиг. 8) прижата к каждому зубчатому колесу 30 с двух сторон лыжами 34 и 35, укрепленными на кассете 22 через упругие прокладки 36, с помощью гаек 37 и шпилек 38, размещенных в пазах 39 лыж 34 и 35. Такое крепление обеспечивает, во-первых, регулирование прижатия лыж к рейке 20 и следовательно, прижатия рейки к зубчатым колесам 30 и, во-вторых, регулирование натяжения рейки 20 за счет взаимного смещения лыж в пределах пазов 39.
Зубчатое колесо 30 первого ножа имеет цилиндрический шип с выступом, расположенным вдоль оси шипа (например, эту роль может играть тонкая проволочка, наклеенная на шип) и над шипом (см.фиг.8) расположен датчик 40 числа сформированных витков, закрепленный на верхней лыже 34, таким образом, что при смещении лыжи 34 в пазах 39 датчик можно перезакрепить так, чтобы он снова находился над шипом.
В качестве такого датчика можно применить любой датчик, реагирующий на изменение зазора, например токовихревой датчик.
Начальная заправка проволоки 12 в блок шнек-нож 23 производится вручную (намоткой в винтовую канавку с натягом), после чего блоки 23 устанавливаются в кассету 22 и фиксируются.
Для производства крупноячеистой сетки шнек 28 и нож 29 могут быть выполнены такой же конструкции, как у прототипа.
Со стороны входа проволоки этот нож имеет канавку, куда запаковывается конец проволоки перед началом работы устройства.
Механизм 4 шагового перемещения механизма 2 формообразования спиралей (см.фиг. 1) состоит из цилиндра 31, закрепленного на станине 1, шток 42 поршня которого жестко соединен с суппортом 13.
На штоке 42 неподвижно укреплен упор 43, входящий с зазором, точно равным шагу сетки, в регулируемый зазор между ограничителями, выполненными в виде винтов 44 с микрометрической резьбой, завернутых в резьбу стоек 45, неподвижно закрепленных на станине 1. В отрегулированном положении винты 44 фиксируются гайками 46.
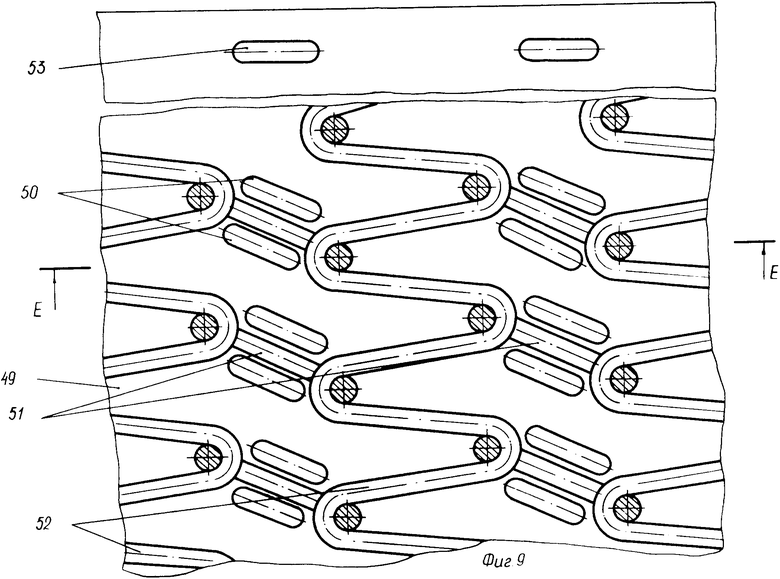
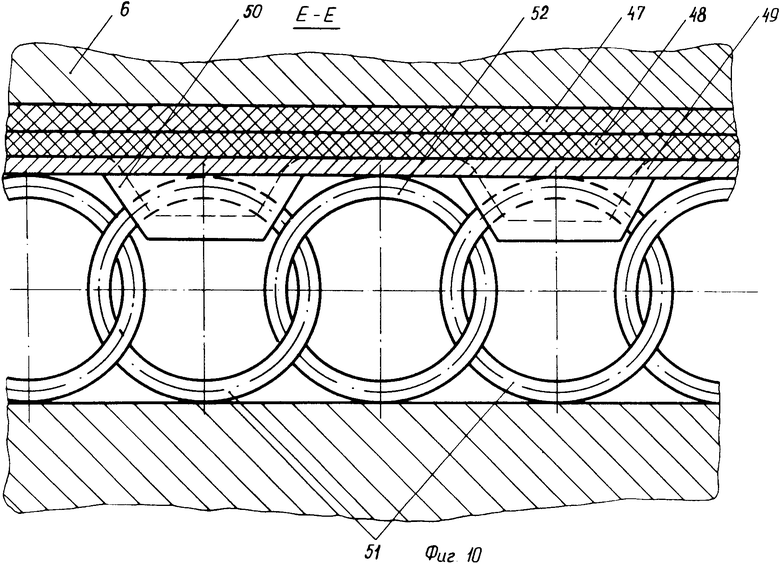
Направляющая 8 вплетаемых спиралей выполнена в виде бесконечной ленты (см. фиг. 1,10), склеенной из трех слоев - внутреннего слоя 47 из магнитной резины, среднего слоя 48 из резины и наружного металлического слоя 49. Причем при производстве сетки из немагнитной проволоки средний слой может отсутствовать.
Слой из магнитной резины 47, во-первых, обеспечивает хорошее прилегание направляющей 8 к плоскости верхнего стола 6, чем обеспечивается свободное движение спиралей в направлении ширины направляющей 8 и, во-вторых, обеспечивает при должном подборе усилия натяжения направляющей, ее смещение без паразитного проскальзывания относительно шкивов механизма 7 смещения готового фрагмента сетки, которое может привести к невозможности плетения сетки.
На наружном слое 49 (см.фиг. 9, 10) в направлении осей спиралей выполнены ряды направляющих гребешков 50 с шагом, равным двум шагам сетки, расположенных парами вдоль винтовой линии спирали таким образом, что впадина является фрагментом этой линии, и спрофилированных так, что гребешки образуют сектор резьбы гайки для ввинчивания спиралей 51 (см.фиг. 9,10) и служат направляющими для спиралей 52, а в конце каждого ряда направляющих гребешков 50 выполнены выступы 53, ограничивающие продвижение спиралей 51.
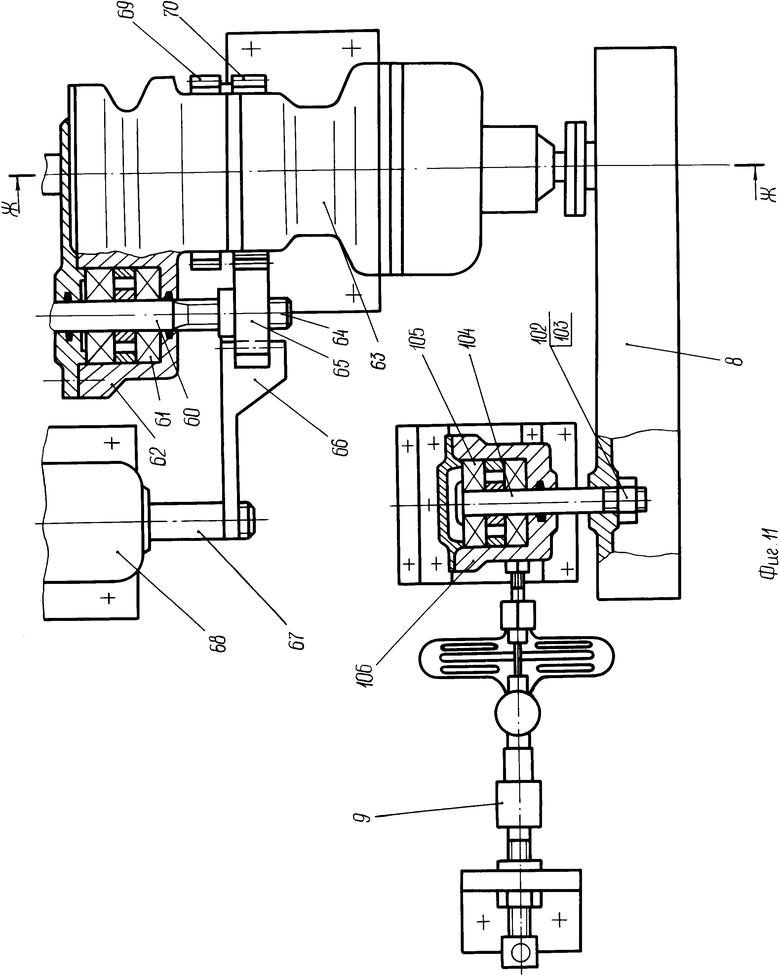
Механизм 7 смещения готового фрагмента сетки содержит (см.фиг. 1) привод 54, соединенный муфтой 55 с валом 56 редуктора 57, с тормозом (на фиг. не указан) на выходном валу 58, соединенном муфтой 59 с валом 60, установленным в подшипнике 61 в корпусе 62 опоры 63 механизма 7.
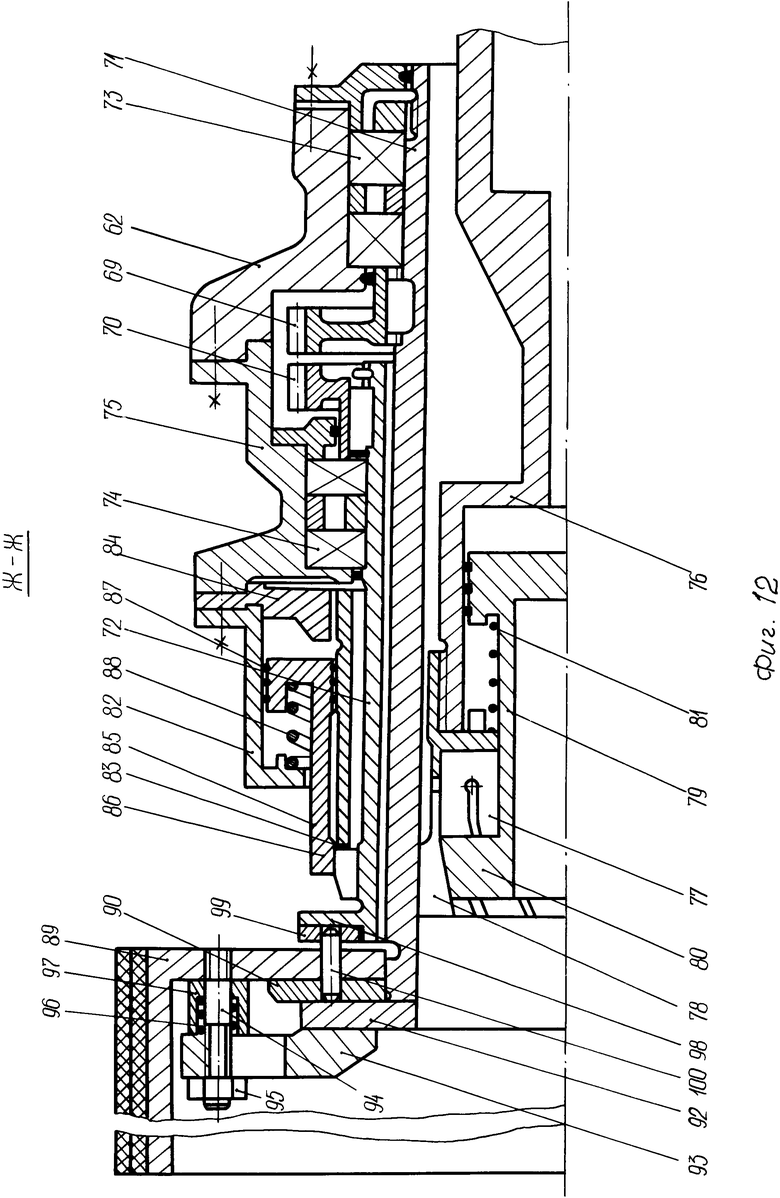
На конце вала 60 (см.фиг. 11) выполнены прямобочные шлицы 64, на которые с возможностью осевого смещения надето зубчатое колесо 65, размещенное в пазу вилки 66, закрепленное на штоке 67 поршня цилиндра 60. Зубчатое колесо 65 с помощью цилиндра 68 последовательно вводится в зацепление с зубчатыми колесами 69 и 70 с одинаковыми зубчатыми венцами.Зубчатые колеса 69 и 70 установлены на концентрично расположенных валах 71 и 72 (см.фиг. 12) таким образом, что зуб одного колеса является продолжением зуба другого колеса.
Вал 71 установлен в подшипниках 73, размещенных в корпусе 62, а вал 72 - в подшипниках 74, размещенных в корпусе 75. Корпус 75 крепится к станине 1 (см.фиг. 1 и 11), а корпус 62 - к корпусу 75.
Внутри вала 71 размещен тормоз, состоящий из цилиндра 76 с электропневмоклапанами подвода и стравливания воздуха, жестко закрепленного на станине, разрезной цанги 77, жестко закрепленной на корпусе цилиндра 76, лепестки 78 которой могут с тормозящим усилием прижиматься к внутренней поверхности вала 71, штока 79 с поршнем, имеющего на конце коническую часть 80, воздействующую на лепестки 78, и пружины 81 надетой на шток 79 с упором в поршень и донышко цанги 77.
Снаружи вала 72 также устанолвлен тормоз, содержащий цилиндр 82 с электроклапанами впуска и стравливания, закрепленный на корпусе 75. Цанга 83, тормозящая вал 72 в сжатом положении, закреплена в крышке 84 цилиндра 82 и размещена в штоке 85, который имеет конический хвостовик 86, воздействующий на цангу 83. На шток 85 с упором в корпус цилиндра 82 и поршень 87 надета пружина 88.
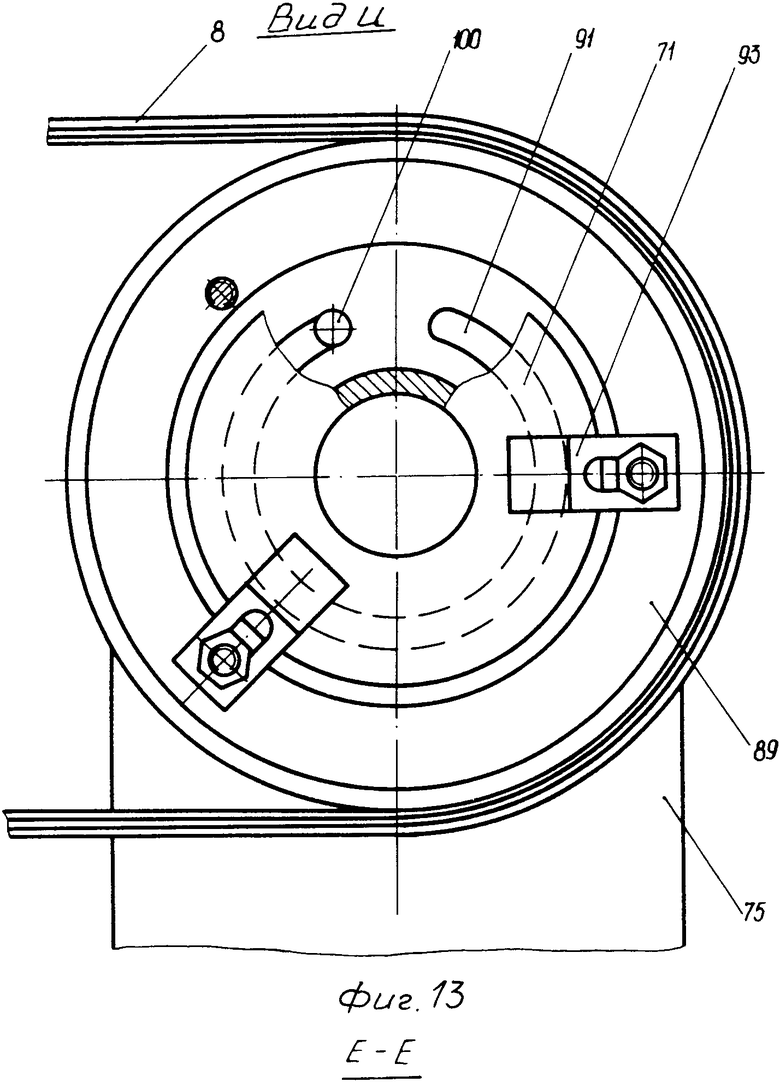
Ведущий шкив 89 механизма 7 смещения готового фрагмента сетки вместе с диском 90, имеющим кольцевую прорезь 91 (см.фиг. 13), концентричную оси шкива, центральный угол которой определяет длину шага смещения сетки, надеты на вал 71 (см.фиг.12) и неподвижно прижаты к его фланцу 92 прихватами 93 (см. фиг. 13) с помощью шпилек 94, установленных на шкиве 89, гаек 95, пружин 96 и опор 97 прихвата.
На конце вала 72 выполнен фланец 98, к которому винтами прикреплен диск 99, в который запрессован палец 100, входящий в кольцевую прорезь 91 ведущего шкива 89.
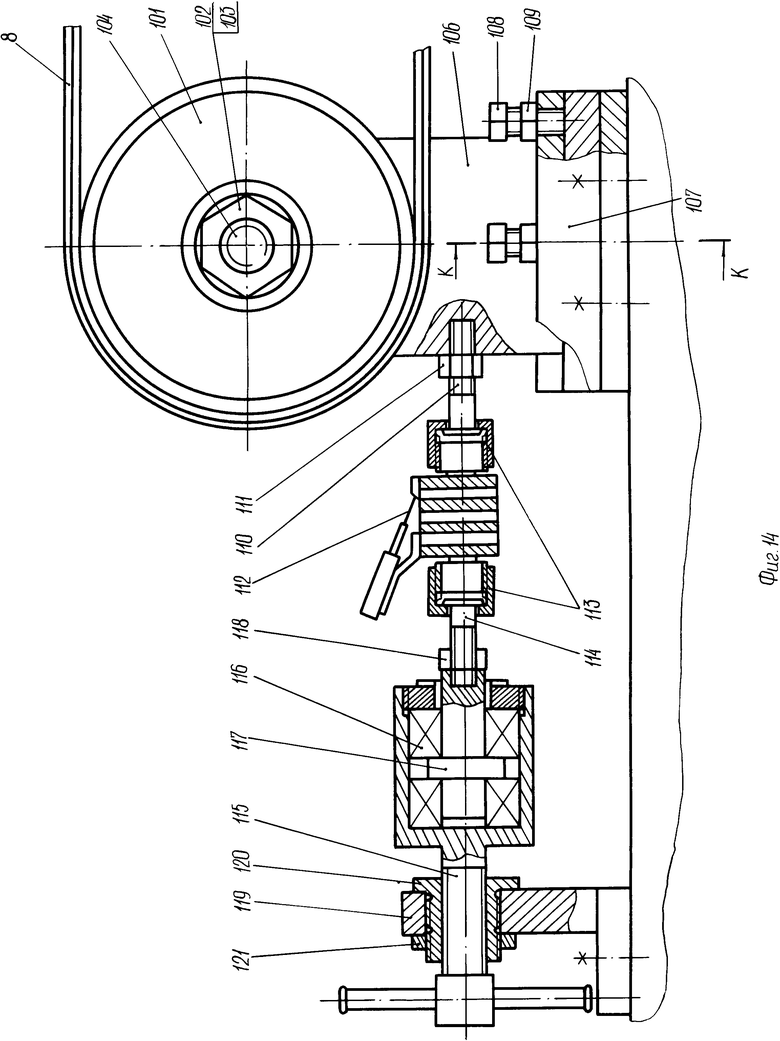
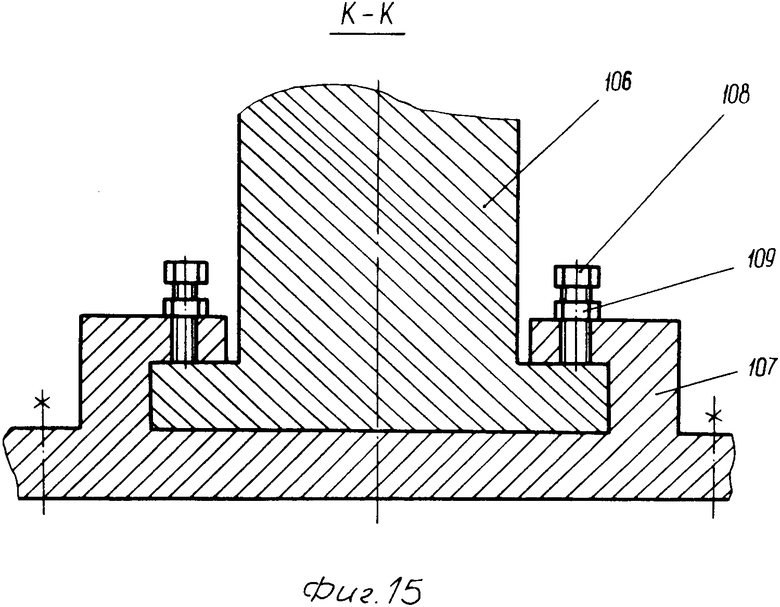
Ведомый шкив 101 (см.фиг.11 и 14) с помощью гайки 102 и контровочной шайбы 103 закреплен на оси 104, установленной в подшипнике 105 стойки 106, которая установлена в направляющей 107 (см.фиг. 15), закрепленной на станине 1, и зафиксирована в ней винтами 108 и гайками 109.
К стойке 106 (см.фиг.14) винтом 110 и контргайкой 111 крепится механизм 9 натяжения направляющей, содержащий динамометр 112, измеряющий усилия натяжения, накидные гайки 113, крепящие динамометр к винтам 110 и 114, ходовой винт 115, выполненный заодно целое с подшипниковой опорой, подшипники 116, установленный в них палец 117, в который ввинчен винт 114, зафиксированный контргайкой 118, закрепленную на станине стойку 119 с запрессованной в нее гайкой 120, которая законтрена круглой гайкой 121.
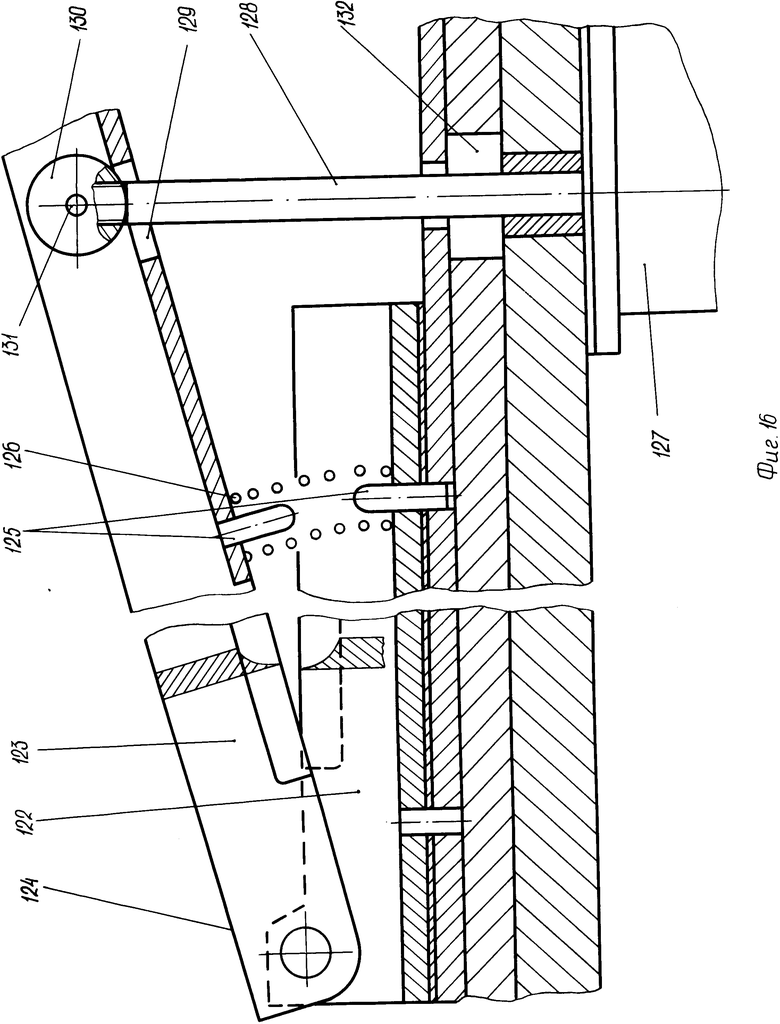
Механизм отрезки спирали (см.фиг. 16) крепится к направляющей 14 между стойкой 21 и столом 5. Он выполнен в виде гильотинных ножниц и состоит из нижнего ножа 122, верхнего ножа 123, поворачивающегося на оси 124, пальцев 125, запрессованных в ножи 122 и 123, на которые надета пружина 126, разжимающая ножи, цилиндра 127, расположенного под станиной 1 и закрепленного на ней. Шток 128 цилиндра 127 закреплен в пазу 129 верхнего ножа 123 с помощью шаровой опоры 130, которая от отворачивания законтрена штифтом 131. Длина паза 129 подобрана таким образом, что обеспечивает требуемый угол поворота верхнего ножа 123.
В суппорте 13 имеется паз 132,через который проходит шток 128 с зазором, достаточным для свободного смещения суппорта 13.
Для натяжения готового участка сетки 133 (см.фиг.1) к концу сетки подвешен груз 134, который в начале изготовления сетки находится на наклонном лотке 135, а затем - в свободном подвешенном состоянии.
Если сетка пропускается через валки, то груз 135 просто лежит на свисающем участке сетки между лотком и валками.
При перенастройке устройства на новый типоразмер сетки заменяются направляющая 8 вплетаемых спиралей, диск 86, сменная кассета 22 с новыми блоками шнек-нож 23, устанавливаются на требуеую высоту нижний 5 и верхний стол 6 и с помощью регулируемых ограничителей 44 устанавливается новый шаг смещения механизма 3 формообразования спиралей, а также (если это требуется) новое число витков в формируемой спирали.
Устройство для плетения сеток работает следующим образом. Включается в работу механизм 2 счета витков, передающий вращение от привода 15 через гибкую реечную передачу (рейка 20 и зубчатые колеса 19,31, 30) к ножам 29 механизма 3 формообразования спирали.
Проволоки 12, сматываясь с катушек 11, наматываются на ножи 29 и деформируются в спирали 51, которые в начале ножа имеют некруглую форму (и, следовательно, не могут повернуться относительно ножа), и по мере продвижения по ножу постепенно приобретают круглую форму.
Спирали 51 сходят с ножей 29, вращаясь и продвигаясь по нижнему столу 5, ввинчиваются по винтовой линии, образованной гребешками 50 направляющей 8 вплетаемых спиралей до упора в выступы 53.
При этом создается небольшое прижатие витков спиралей к гребешкам 50. В результате спирали 51 точно фиксируются в направляющей 8, располагаясь с шагом, равным двум шагам сетки, вдоль образующей направляющей 8.
Далее привод 15 по сигналу датчика 40 числа сформированных витков выключается и при обесточивании обмоток привода соленоид тормоза выходного вала 18 редуктора 17 практически мгновенно тормозит вал 16, а следовательно, ножи 29.
Затем механизм резки спирали отрезает спирали 51, для чего в цилиндр 127 подается давление воздуха и шток 128 создает требуемое усилие на нож 123, который и отрезает спирали 51.
После отрезки спиралей давление из цилиндра 127 стравливается и нож 123 пружиной 126 приводится в исходное положение.
Далее механизм 4 шагового перемещения механизма 2 формообразования спиралей смещает суппорт 13 на шаг сетки, для чего подается давление в цилиндр 41 (имеющееся в нем давление с другой стороны поршня при этом стравливается) и поршень со штоком 42 (и суппортом 13) смещается в нужном направлении до упора 43 в ограничитель 44 и удерживается в этом положении давлением в цилиндре 41.
Затем включается снова механизм 2 счета витков, растормаживается выходной вал 18 редуктора 17 и ножи 29 формообразуют спирали 52, которые, сходя с ножей и вращаясь, вплетаются в спирали 51, образуя сетку. Причем гребешки 50 служат направляющими для этих спиралей и обеспечивают качественно формирование сетки.
Когда формообразование спиралей 52 нужной длины заканчивается, датчик 40 выключает механизм 2 счета витков. Затем механизм резки спирали отрезает спирали 52.
Причем готовый фрагмент сетки заканчивается спиралью 52 (последняя спираль - спираль, к которой подсоединяется новый фрагмент).
Затем механизм 3 формообразования спирали механизмом 4 смещается назад на шаг сетки и включается механизм 7 смещения готового фрагмента сетки и смещает сетку на точно заданную величину в такое положение, когда последняя спираль фрагмента сетки (спираль 52) займет место, в котором она может сплестись с первой спиралью 51 нового фрагмента сетки.
Механизм 7 работает следующим образом. Давлением воздуха в цилиндре 68 шток 67 (вилка 66) вводит зубчатое колесо 65 в зацепление с зубчатым колесом 69, установленным на валу 71.
Стравливается воздушное давление из цилиндра 76 и пружина 81 смещает шток 79 и освобождает лепестки 80 цанги 77 и растормаживает вал 71. Включается привод 54 и одновременно растормаживается выходной вал редуктора 58, который начинает вращаться, приводят во вращение через зубчатые колеса 65 и 69 вал 71 с ведущим шкивом 89. Происходит поворота шкива 89 до упора в палец 100, т.е. в пределах центрального угла прорези 91.
Во врсемя этого смещения палец 100 жестко стоит на месте, так как вал 72 заторможен.
Так как механизмом 9 предварительно создано такое натяжение направляющей 8, что при повороте шкива 89 она смещается без паразитного скольжения по шкивам 89 и 101, то при повороте шкивов направляющая 8 точно смещается на указанную величину, а ее гребешки 50 сместят на эту величину готовую сетку 133. При этом под воздействием груза 134 сетка все время будет в натянутом состоянии, что исключит возможность случайного выворачивания спиралей при ее продвижении.
Затем вал 71 затормаживается, для чего подается воздушное давление в цилиндр 76. Одновременно выключается привод 54 и тормозится выходной вал редуктора 58. Далее цилиндр 68 вводит зубчатое колесо 65 в зацепление с зубчатым колесом 70.
Вал 72 растормаживается, для чего стравливается воздушное давление из цилиндра 82 и пружина 88 сталкивает шток 85 с цанги 83, освобождая вал. Затем включается привод 54 и растормаживается выходной вал редуктора 58 и происходит поворот вала 72 до упора пальца 100 в стенку прорези 91, чем обеспечивается новое точное смещение готового фрагмента сетки.
Далее привод 54 выключается, выходной вал редуктора 58 затормаживается и одновременно затормаживается вал 72, для чего подается воздушное давление в цилиндр 82. Зубчатое колесо 65 снова переводится в зацепление с колесом 69 и механизм 7 опять готов к смещению нового фрагмента сетки.
Пока идет подготовка механизма 7, происходит изготовление нового фрагмента сетки и цикл повторяется.
В процессе эксплуатации устройства может возникнуть необходимость коррекции усилия натяжения направляющей 8 вплетаемых спиралей.
Для этого освобождается стойка 106 от затяжки винтами 108 и ходовым винтом 115 создается усилие натяжения, приложенное через стойку 105 и шкив 101 к направляющей 8 и замеряемое динамометром 112. После создания натяжения стойка 106 фиксируется винтами 108 и контргайками 109.
Предлагаемое устройство при соответствующих параметрах исполнительных механизмов может автоматически плести как мелкоячеистую сетку, пригодную для изготовления проволочного материала и других нужд, так и крупноячеистую сетку.
В зависимости от числа блоков шнек-нож 23 в кассете 22 производительность предлагаемого устройства может в десятки раз превышать производительность известных устройств этого же назначения (в том числе и прототипа), что удешевит производство сетки и изделий из нее.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛЕТЕНИЯ СЕТОК | 1991 |
|
RU2010653C1 |
| СПОСОБ ПЛЕТЕНИЯ СЕТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2037356C1 |
| Устройство для плетения сеток | 1991 |
|
SU1821275A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОЙ ПЛЕТЕНОЙ СЕТКИ | 2012 |
|
RU2489223C1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| Устройство для плетения сеток | 1987 |
|
SU1463374A1 |
| Автомат для изготовления плетеной металлической сетки | 1980 |
|
SU895579A1 |
| Станок-автомат для изготовления плетеной металлической сетки | 1957 |
|
SU118800A1 |
| СТАНОК-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ МЕТАЛЛИЧЕСКОЙ СЕТКИ | 1968 |
|
SU212980A1 |
| Автомат для изготовления плетеной сетки | 1983 |
|
SU1117111A1 |
Использование: для изготовления проволочных материалов. Сущность изобретения: устройство для плетения сеток содержит сменную кассету с блоками шнек-нож, расположенными в ряд с шагом, равным двум шагам сетки, и вместе с механизмом отсчета витков установлен на суппорт, соединенный с механизмом пошагового смешения туда и обратно на шаг сетки механизма формообразования спирали (суппорта). Формирование фрагмента сетки производства в направляющей, выполненной в виде бесконечной ленты, на наружной поверхности которой с шагом, равным двум шагам сетки, выполнены ряды направляющих гребешков, расположенных между ними являются фрагментами этой линии и спрофилированными так, что они служат направляющими и для спиралей, вплетаемых в спирали, располагающиеся по этим винтовым линиям. В конце каждого ряда выполнен упор и направляющая натянута на шкивы механизма смещения готового фрагмента сетки, смещающего готовый фрагмент сетки в такое положение, что в его первую спираль вплетается последняя спираль вновь формируемого фрагмента сетки. 6 з.п. ф-лы, 17 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для плетения сеток | 1987 |
|
SU1463374A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
