Изобретение относится к медицинской технике, а именно к устройствам очистки биологических жидкостей, в частности для осуществления процесса разделения крови при плазмоферезе. Изобретение также может быть использовано в химической, биотехнологической и других отраслях промышленности.
Известны мембранные устройства для разделения жидких сред, в частности крови, например, мембранные устройства фирмы Tiltron Technology Corporation (USA), содержащее набор опорных элементов, расположенные между ними полупроницаемые мембраны и приспособление для стяжки опорных элементов, причем опорные элементы и мембраны имеют соосные отверстия для ввода и вывода жидкости, а опорные элементы выполнены с выемками вокруг отверстий. Герметизацию камер разделяемой среды и пермеата в данном устройстве осуществляют путем стяжки опорных элементов.
Недостатками данного устройства являются сложность изготовления опорных элементов и необходимость тщательной центровки отверстий подвода и отвода разделяемой среды и отвода пермеата в мембранах и опорных элементах, а также невозможность использования трековых мембран, наиболее эффективных по сравнению с другими типами мембран, так как они при герметизации путем механического сжатия повреждаются.
Известно массообменное устройство (например, для диализа), содержащее набор полупроницаемых гофрированных пластин, зажатых между двумя опорными элементами. Конструкция данного устройства позволяет исключить располагаемые обычно между мембранами сепарационные элементы, однако она отличается сложностью изготовления полупроницаемых пластин, что ограничивает массовость производства из-за низкой технологичности изготовления.
Известно также мембранное устройство (для ультрафильтрации и гемодиализа), содержащее корпусные элементы со штуцерами, сложенную складками ленточную мембрану с каналами распределения сред, выполненными в виде рельефов на обеих сторонах мембраны, контуры герметизации и коллекторные системы. Недостатками устройства является низкая технологичность, обусловленная сложностью изготовления рельефов на обеих сторонах мембраны.
Наиболее близким по технической сущности и достигаемому результату (прототипом) является мембранное устройство для диализа, содержащее прямоугольный корпус с коллекторами подвода и отвода разделяемой среды и отвода пермеата и мембранный модуль, выполненный в виде блока, образованного сложенной складками мембраны и расположенными между складками сепарационными элементами. Торцевые кромки модуля герметизированы заливкой пластиком по всей высоте блока.
Для обеспечения проточности разделяемой среды между складками мембранного материала установлены дополнительные каталообразующие элементы, что приводит к неравномерному распределению потоков и образованию застойных зон, что в свою очередь существенно снижает производительность устройства.
Известен способ изготовления мембранных устройств для обработки крови, включающий изготовление плоских заготовок опорных элементов и полупроницаемых мембран, сборку их в стопу с чередованием слоев и обеспечение герметизации камер разделяемой среды и пермеата путем стяжки через соосные отверстия. Недостатком данного способа является высокая трудоемкость изготовления мембранных устройств, а также проблематичность использования в качестве мембранного материала трековых мембран, поскольку они при сдавливании повреждаются.
Известен способ изготовления мембранных аппаратов для диализа, включающий образование из ленточной мембраны большого числа близко расположенных друг к другу складок, установку между складками с одной стороны сепарационных элементов, фиксацию положения распорных элементов при помощи специального средства со штифтами, заливку торцевых сторон складок текучим синтетическим материалом с целью герметизации и установку мембранного модуля в корпусе. Недостатком способа является его низкая технологичность и принципиальная непригодность способа для массового изготовления аппарата.
Известен способ изготовления мембранного элемента путем формирования рельефа каналов для обменных сред, контуров герметизации и коллекторных систем из полимерного вещества, по которому вырезают из клейкой с двух сторон полимерной ленты рельеф каналов для обменных сред, контуров герметизации и коллекторных систем, после чего к обеим сторонам ленты приклеивают полимерные мембраны.
Известен способ изготовления мембранных модулей с несколькими мембранами и двумя системами каналов для разделяемой среды и пермеата, включающий операции сборки нескольких оболочек из мембранного материала в пакет и его заливку с одной или нескольких сторон жидким отверждающим связующим веществом, которое проникает в зазоры между оболочками на глубину "а". После отвердевания вещества слой его срезают вместе с краем пакета на глубину "в", которая меньше "а".
Недостатком данных способов является их низкая технологичность, связанная с повышенным расходом материалов и сложностью контроля качества отдельных производственных операций.
Наиболее близким по технической сущности и достигаемому результату по отношению к заявляемому способу является способ изготовления мембранных устройств, включающий формирование складок из ленты мембранного материала, установку между смежными складками сепарационных элементов, герметизацию камер разделяемой среды и пермеата в корпусе путем заливки торцевых частей складок герметиком. Особенностью способа является использование ленты мембранного материала с шириной, пригодной для изготовления только одного устройства. При этом для обеспечения проточного движения разделяемой среды в камерах разделяемой среды изготавливается дополнительная зона герметизации, что требует дополнительных трудозатрат и способствует образованию застойных зон в камере разделяемой среды.
Таким образом, изобретательская задача, то есть задача, содержащая технические противоречия, связанная с тем, что повышение эффективности функционирования известных мембранных аппаратов для разделения жидких и газообразных сред достигается усложнением конструкции аппаратов и усложнением технологии.
Целью изобретения является повышение эффективности функционирования мембранных модулей при одновременном повышении технологичности изготовления мембранных модулей и обеспечения возможности использования в качестве мембранного материала трековых мембран.
Поставленная цель достигается тем, что в мембранном модуле для разделения крови, содержащем две группы чередующихся щелевых камер для разделения сред и пермеата, образованных набором плоских полупроницаемых мембран и средствами герметизации и имеющих подвод и отвод сред, набор сепараторно-дренажных элементов, размещенных в камерах, согласно данному изобретению камеры выполнены открытыми со сторон подвода и отвода сред, сепараторно-дренажные элементы выполнены в виде прокладок, средства герметизации выполнены в виде планок из материала, содержащего термопласт, расположенных вдоль направления движения сред и неразъемно соединенных с мембранами с образованием в местах контакта с ними опорных элементов в виде колонн.
В качестве плоских полупроницаемых мембран могут быть использованы трековые мембраны.
Кроме того, планки могут быть выполнены из полимерного клея-расплава.
Кроме этого, могут быть установлены дополнительные планки, расположенные внутри камер по направлению движения сред, неразъемно соединенные с мембранами и выполненные из материала, содержащего термопласт. Выполненные, например, из клея-расплава на основе силактана.
Кроме того, сепараторно-дренажные прокладки, расположенные в камерах для пермеата, выполнены из микропористого материала.
Кроме этого, планки могут быть выполнены из материала, дополнительно армированного волокнистым материалом и/или импрегнированного в прокладки.
Поставленная цель достигается также тем, что по способу изготовления мембранных модулей для разделения крови, включающему операцию формирования блока заготовок модулей из слоев мембран, сепараторно-дренажных элементов и средств герметизации, после формирования блок заготовок нагревают до температуры размягчения материала средств герметизации, выдерживают под фиксированной нагрузкой, охлаждают и производят разделение блока на отдельные модули.
Величину деформации блока заготовки выбирают из условия обеспечения неразъемного соединения элементов мембранного модуля за счет заполнения пор мембран в зонах контакта термопластичным материалом и сохранения целостности полупроницаемых мембран. Например, при использовании трековых мембран на основе пленки лавсана величина деформации может составлять не более 20% от первоначальной толщины блока при плотной укладке мембранного материала, сепараторно-дренажных элементов и средств герметизации камер.
Совокупность общих и частных существенных признаков группы изобретений обеспечивает достижение цели изобретений, достижение требуемого технического результата.
Действительно, как будет более подробно показано ниже на примерах конкретной реализации изобретения, появляется возможность не только при одновременном существенном упрощении конструкции мембранного модуля повысить эффективность его функционирования за счет использования трековых мембран, но и существенно повысить технологичность изготовления мембранных модулей.
Применение в предлагаемом модуле трековых мембран позволяет, по сравнению с другими используемыми в настоящее время мембранами, например мембранами на основе производных целлюлозы, существенно повысить эффективность отделения плазмы и уменьшить травмирование форменных элементов крови.
Выполнение непроницаемых зон герметизации в виде полос клея-расплава, импрегнированного в сепарационные элементы, позволяет не только повысить эффективность массообмена за счет исключения застойных зон при движении крови и плазмы, но и повысить эффективность герметизации, поскольку клей-расплав при деформации модуля под действием температуры вдавливается в поры трековых мембран, и она более надежно приклеивается. При этом одновременно обеспечивается высокая технологичность массового производства разнообразных по своему назначению и производительности мембранных модулей.
Кроме этого, использование микропористого материала для изготовления сепарационных элементов в камерах плазмы позволяет не только повышать трансмембранное давление при разделении крови, но и задержать случайно попавшие в плазму из-за возможных дефектов мембран форменные элементы крови, что существенно повышает надежность функционирования модулей.
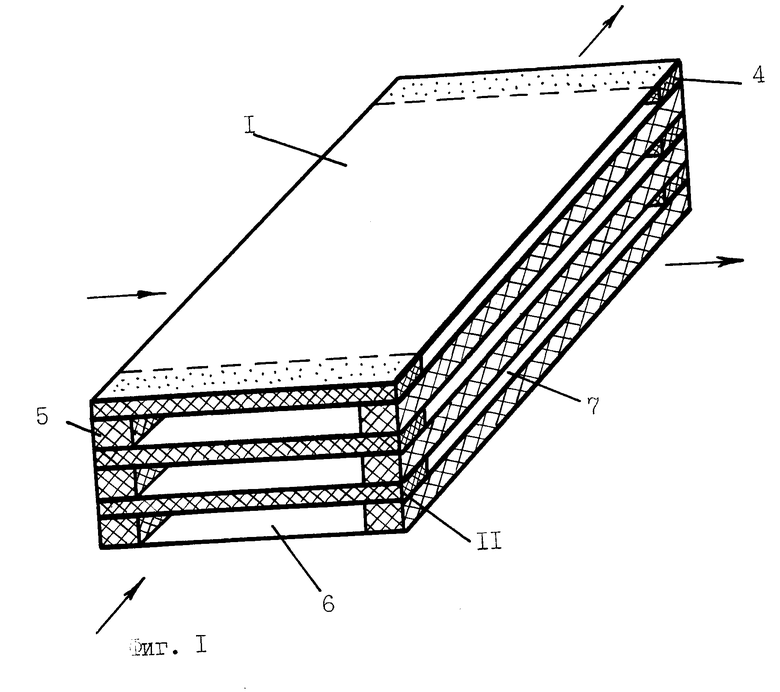
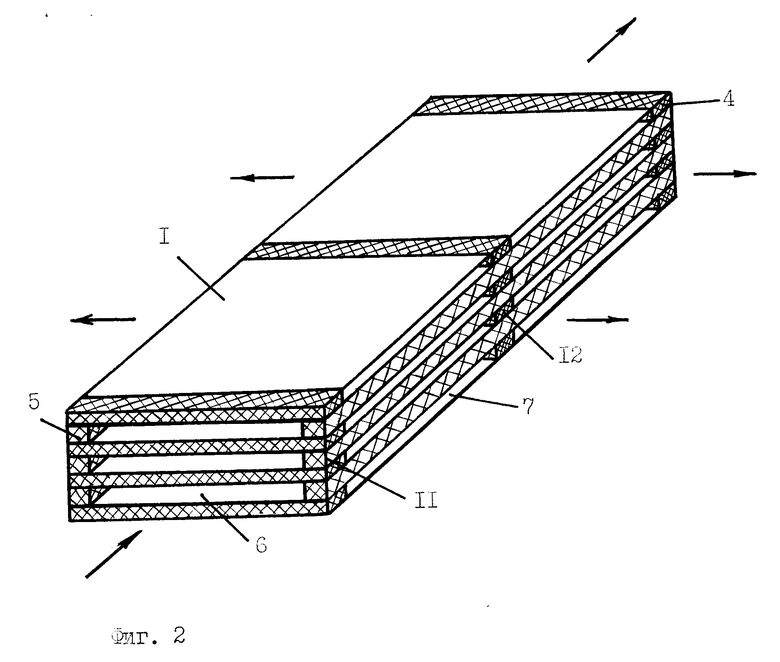
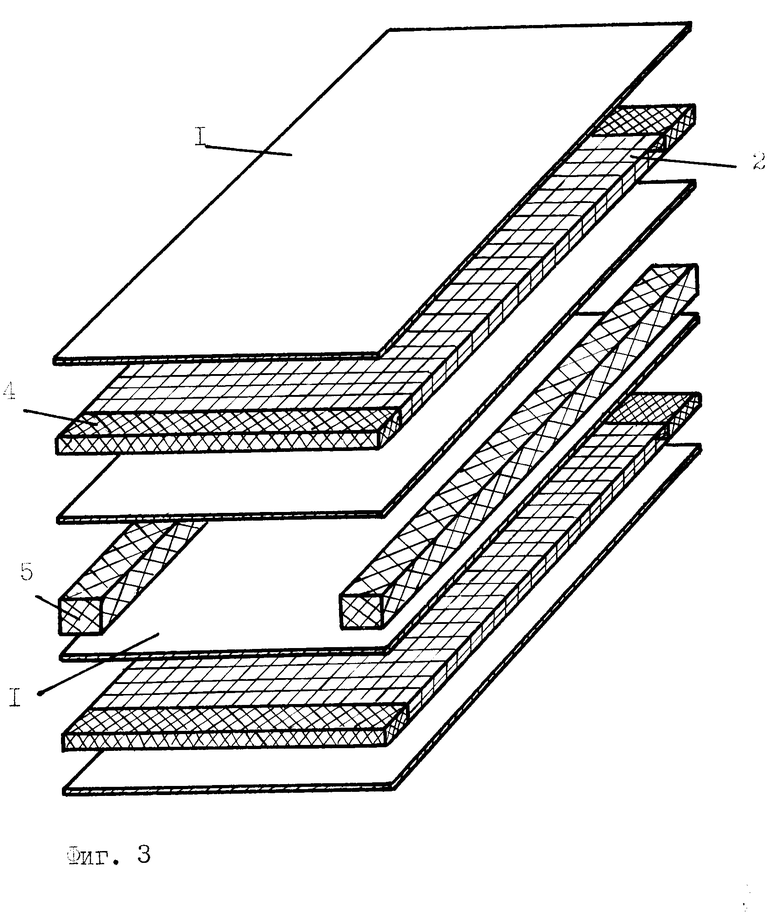
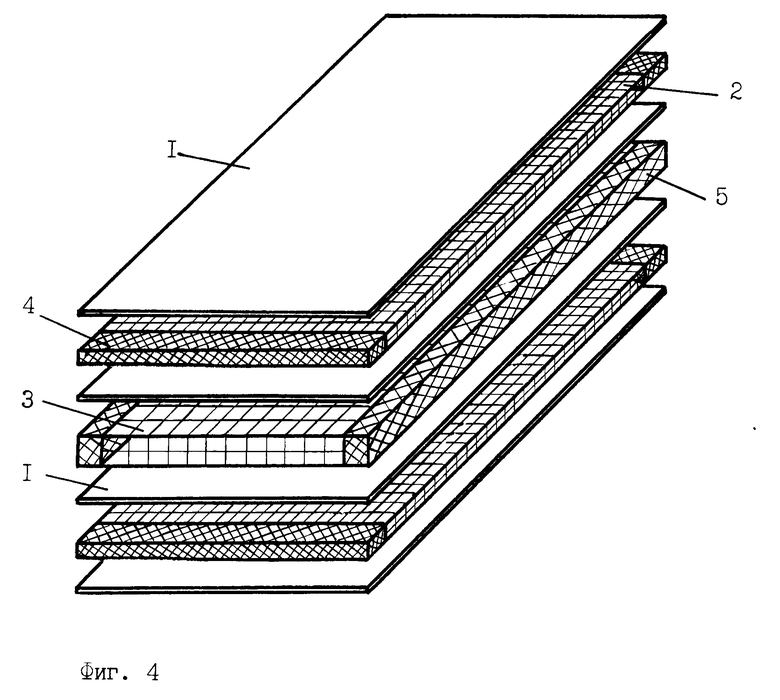
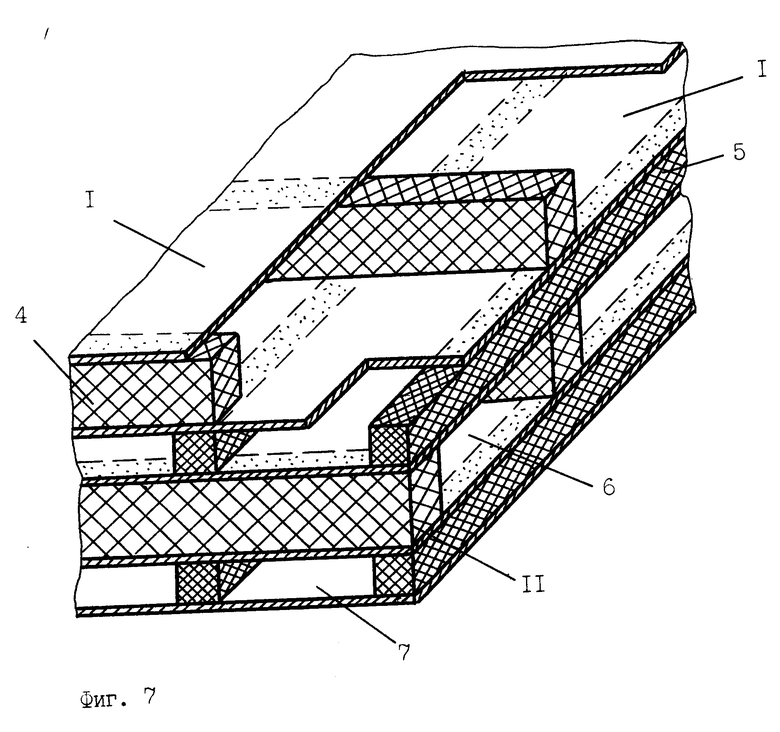
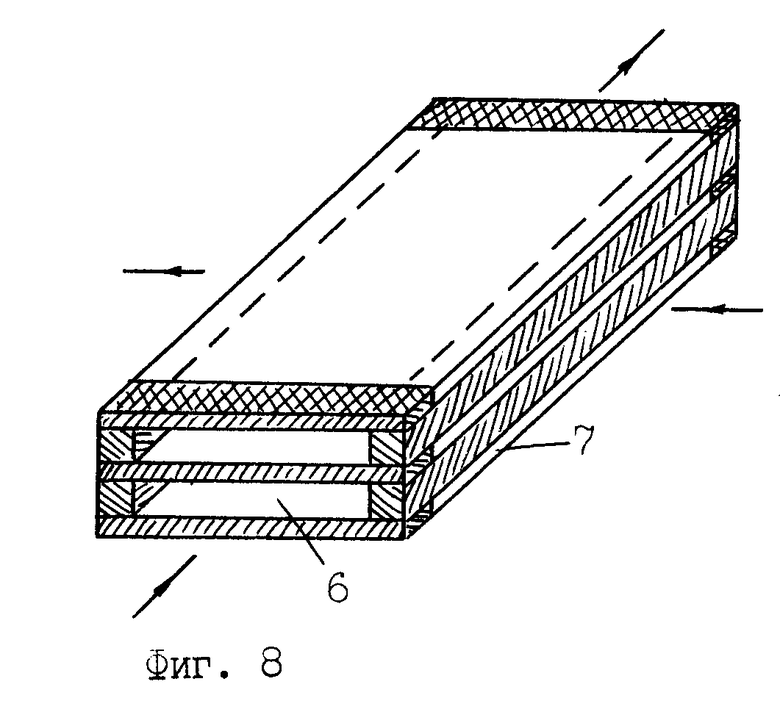
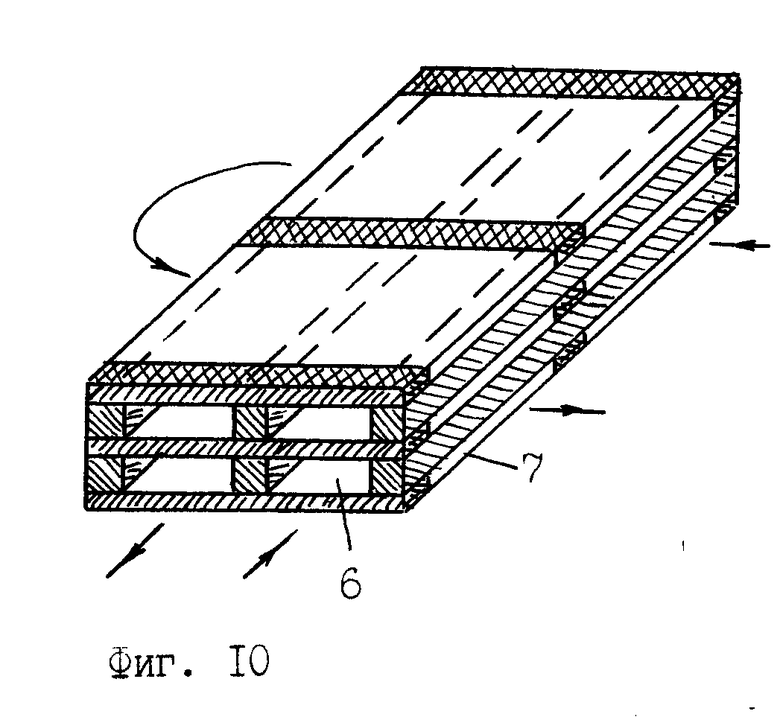
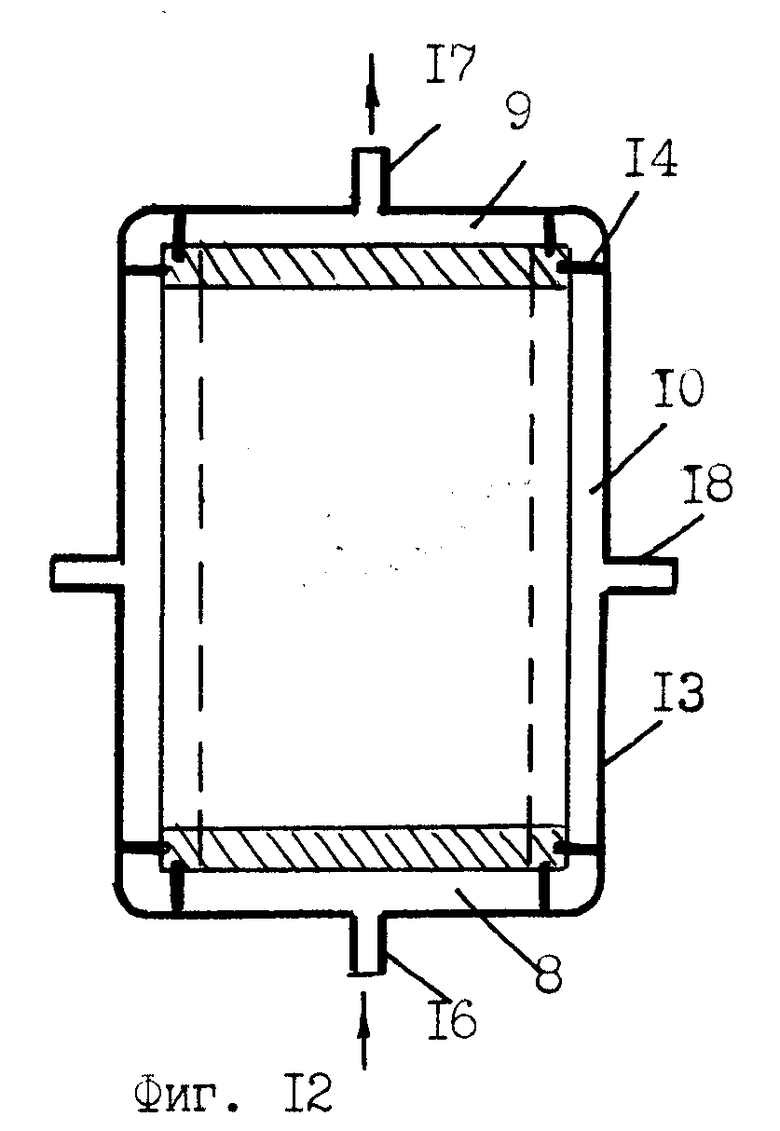
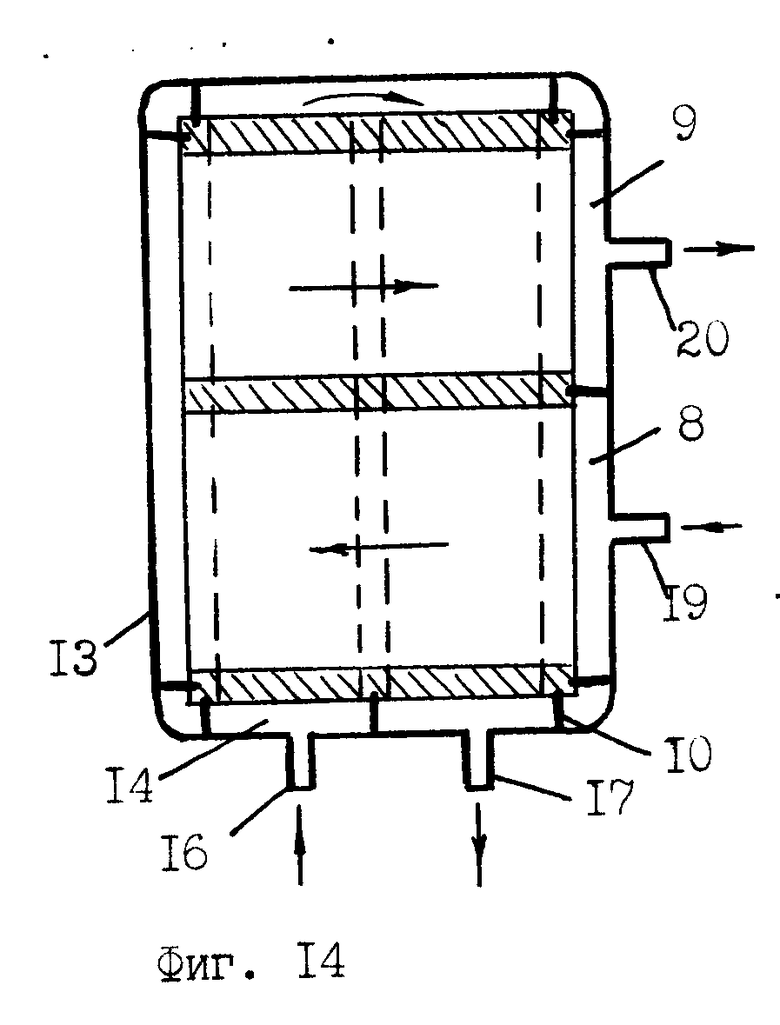
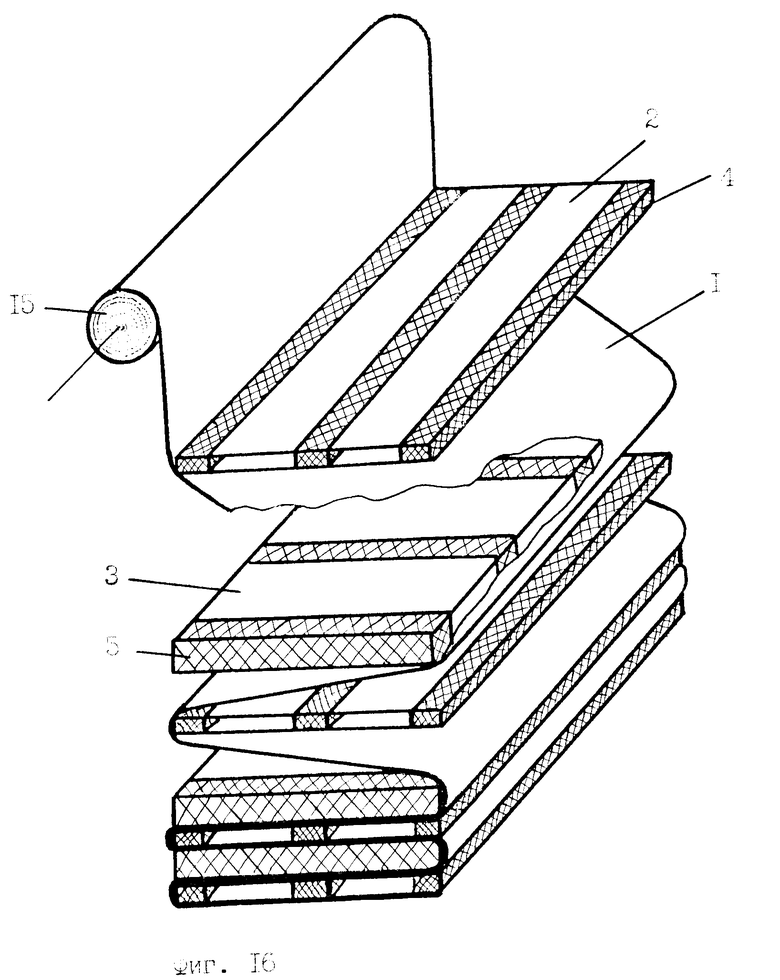
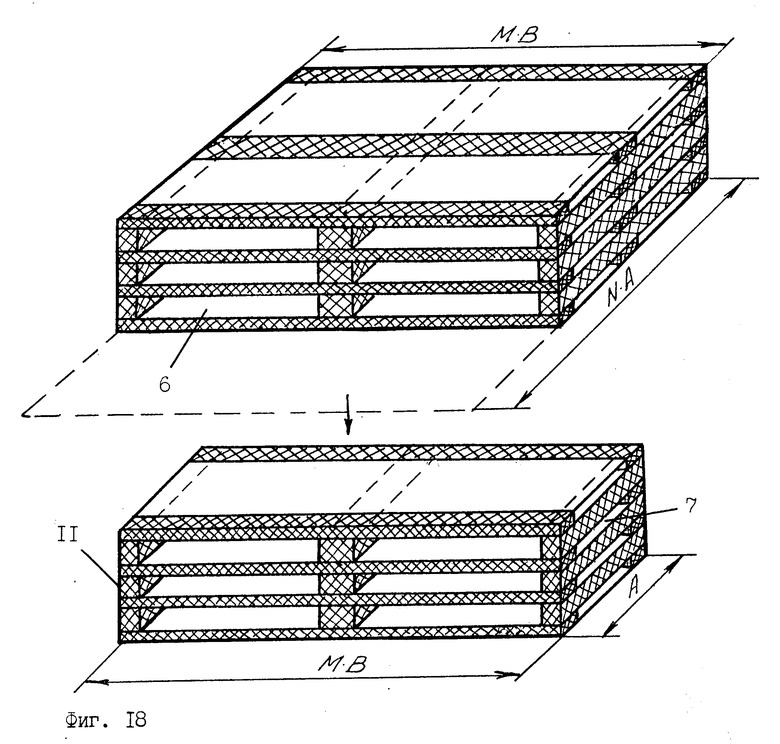
На фиг. 1, 2, 8-11 изображен общий вид вариантов исполнения мембранного модуля для разделения крови; на фиг.3, 4, 5, 6 изображена схема чередования слоев плоских полупроницаемых мембран и сепарационно-дренажных элементов со средствами герметизации камер в виде полосок-планок из материала, содержащего термопласт; на фиг. 7 схема конструкции композиционных опорных элементов-колонн, образованных чередованием неразъемно соединенных друг с другом слоев мембран и сепарационно-герметизирующих планок; на фиг.8, 9 изображены блоки заготовок мембранных модулей; на фиг.12-15 общий вид разреза мембранных аппаратов с модулями различной конструкции; на фиг.16 схема изготовления блока заготовок мембранного модуля; на фиг.17, 18 изображены блоки заготовок мембранных модулей и схема отделения от них единичных мембранных модулей.
Мембранный модуль для разделения крови (фиг.1, 2, 8-11) содержит набор плоских трековых мембран 1 и сепарационно-дренажных элементов 2, 3 со средствами герметизации 4, 5 в виде планок-полосок из материала, содержащего термопласт, например из клея-расплава на основе силактана, импрегнированного в сепарационно-дренажные элементы 2, 3 (фиг. 3-6). Камеры крови 6 и камеры плазмы 7 в мембранном модуле выполнены в виде плоских щелевых каналов, обеспечивающих взаимно перекрестное движение крови и плазмы в каналах. При этом камеры крови 6 (фиг.12-15) сообщаются с распределителем крови 8 и коллектором крови 9, а камеры плазмы 7 сообщаются, соответственно, с коллекторами плазмы 10, Перекрестно направленные планки-полоски средства герметизации 4, 5 создают в углях мембранного модуля вертикальные композиционные опорно-герметизирующие колонны (фиг.7), образованные неразъемно соединенными друг с другом слоями мембранного материала 1 и планками-полосками средств герметизации смежных камер крови 6 и камер плазмы 7. При необходимости разделения модуля на отдельные секции путем выполнения дополнительных герметизирующих планок-полосок в камерах на боковых сторонах модуля образуют дополнительные вертикальные композиционные опорно-герметизирующие колонны 12, которые обеспечивают герметизацию отдельных секций модуля при его установке в корпус. Готовые мембранные модули (фиг.12-15) устанавливают в корпус 13, в боковых стенках которого выполнены клиновидные выступы 14, которые вдавливаются в вертикальные композиционные опорно-герметизирующие колонны 11 с образованием распределителей и коллекторов 8, 9, 10 и которые обеспечивают герметизацию потоков крови и плазмы относительно друг друга. При этом герметизация мембранного модуля в корпусе осуществляется только путем нагрева мембранного модуля до температуры размягчения термопластичного материала планок-полосок, например, до температуры размягчения клея-расплава на основе силактана, и механического вжатия модуля в корпус без традиционной заливки герметиком.
Характерной особенностью предложенных мембранных модулей является использование в качестве мембранного материала 1 трековых мембран, которые представляют собой тонкие (от 5 до 10 микрон) полимерные пленки, например, из лавсана или капрона, в которых специальными технологическими методами изготовлены сквозные цилиндрические поры диаметром от 0,05 до 2 мкм /9/. От традиционных мембран, получаемых методами химической технологии, трековые мембраны отличаются высокой однородностью герметических размеров и правильностью форм пор, высокой селективностью по отношению к выделяемому компоненту, очень низкой адсорбцией компонентов разделяемых сред поверхностью мембраны, биологической инертностью, полной совместимостью с компонентами крови и низким травмирующим действием на форменные элементы крови.
Однако наряду с высокими функциональными показателями трековые мембраны отличаются малой толщиной (до 10 мкм), низкой механической прочностью (трековые мембраны не выдерживают герметизацию прижатием к контурам герметизации и лопаются) вследствие малой толщины, высокой электризуемостью и низкой адгезивностью по отношению к традиционным клеям. Это существенно ограничивало использование трековых мембран в аппаратах известных конструкций, где в основном осуществляется штучная укладка заготовок мембранного материала (размер отдельных заготовок равен размеру мембранного аппарата) между сепарационными элементами и герметизация путем механического прижатия мембран к контурам герметизации. Поэтому среди известных в настоящее время источников научно-технической информации известны только технические решения по применению трековых мембран в лабораторных и экспериментальных установках, где используются только единичные мембраны, закрепляемые в специальных средствах герметизации.
Предлагаемая по изобретению конструкция мембранного модуля и способ его изготовления позволяют обеспечить возможность использования преимущества трековых мембран и нейтрализовать присущие им отрицательные эффекты, так как лента мембранного материала в предлагаемом способе укладывается в складки заготовки мембранных модулей при натяге одновременно для нескольких мембранных модулей, что позволяет исключить проявления нежелательных электростатических явлений, связанных с электризуемостью, и исключить необходимость непосредственного соприкосновения с мембранным материалом во время изготовления мембранных модулей.
Использование клея-расплава обеспечивает надежное приклеивание мембраны к зонам герметизации за счет нагрева под нагрузкой (при этом часть клея вдавливается в поры) и одновременно простую по исполнению и надежную герметизацию модуля в корпусе аппарата.
Использование в камерах плазмы микропористого материала позволяет равномерно распределить зоны соприкосновения мембран с сепарационно-дренажными элементами по всей поверхности мембран, что существенно повышает сопротивляемость мембран действию трансмембранного давления и дает возможность повысить эффективность функционирования за счет увеличения перепада давления в камерах крови и камерах плазмы, а также уменьшения толщины мембран без опасения механического повреждения мембран под действием трансмембранного давления. Причем даже в случае механических дефектов мембран случайно попавшие в плазму форменные элементы крови будут задерживаться микропористым материалом сепарационно-дренажных прокладок в камерах плазмы. При этом изготовление дополнительных планок-полосок из термопластичного материала (фиг.5, 6) внутри камер крови и плазмы обеспечивает надежную фиксацию мембран к сепарационно-дренажным прокладкам и предотвращает образование складок из мембранного материала в процессе эксплуатации мембранного модуля, которые могут возникать в случае свободного расположения мембран при разбухании материала мембран и которые иногда полностью закупоривают проходное сечение камер крови, что до настоящего времени и сдерживало широкое использование трековых мембран.
Кроме этого, предложенная конструкция модуля позволяет обеспечить автоматизацию серийного производства на одном и том же оборудовании разнообразных по назначению и производительности мембранных модулей и практически полностью исключить ручной труд при сборке мембранных аппаратов и соприкосновение персонала с мембранным материалом, что, в свою очередь, повышает стерильность модулей.
Изготовление мембранных модулей осуществляют следующим образом.
Ленту трековой мембраны из рулона 15 разматывают при натяге с образованием складок (фиг.16), между которыми устанавливают блоки заготовок сепарационно-дренажных прокладок 2, 3 (шириной N˙A и длиной М˙В, где N, M целые положительные числа, а А и В соответственно ширина и длина отдельного мембранного модуля) (фиг. 17, 18). В блоках-заготовках сепарационных элементов импрегнированы параллельны планки-полоски клея-расплава 4, 5, причем в смежных камерах они расположены взаимно перпендикулярно. После укладки необходимого количества складок получают блок заготовок мембранных модулей (фиг.16), который нагревают до температуры размягчения герметизирующих планок-полосок, например, до температуры размягчения клея-расплава на основе силактана, выдерживают под фиксированной нагрузкой, которая обеспечивает деформацию блока заготовки мембранных модулей не более 20% от первоначальной толщины блока при плотной укладке мембранного материала и сепарационных элементов. Затем охлаждают и получают блок мембранных модулей (фиг.17, 18), который затем разделяют на отдельные мембранные модули.
Мембранный модуль в мембранном аппарате для разделения крови при плазмаферезе работает следующим образом:
Кровь подают через систему подвода крови входной штуцер 16 (фиг.12, 13) и распределитель крови 8, в котором происходит распределение крови по щелевым камерам крови 6. Под действием внешнего давления кровь проходит через камеры крови 6, собирается в выходном коллекторе концентрата крови 9 и отводится через выходной штуцер крови 17, т.е. через систему отвода крови. При этом часть содержащейся в крови плазмы под действием трансмембранного давления проникает через поры трековых мембран и поступает в камеры плазмы 7, откуда попадает в систему отвода плазмы собирается в противоположных выходных коллекторах плазмы 10 и отводится через штуцера отвода плазмы 18.
Мембранный модуль в мембранном аппарате для обработки крови при проведении диализа (фиг.14, 15) работает следующим образом.
Кровь подают через входной штуцер 16 (фиг.14, 15) в распределитель крови 8, в котором происходит распределение крови по щелевым камерам крови 6. Под действием внешнего давления кровь проходит через камеры крови 6, собирается в выходном коллекторе крови 9 и отводится через выходной штуцер крови 17. Диализаторный раствор подают через штуцер подвода 19, распределяют по смежным камерам 7 и отводят через штуцер отвода диализаторного раствора 20. При этом содержащиеся в крови токсины вследствие разности концентраций в крови и в диализаторном растворе проникают через полупроницаемые трековые мембраны в диализаторный раствор и таким образом выделяются из крови.
Для проверки принципиальной возможности промышленной реализации изобретения, работоспособности и эффективности мембранных модулей брали трековые мембраны из лавсана (ТУ 95-1667-88) шириной 160 мм, толщиной 10 мкм, размерами пор 0,5 мкм и пористостью 10% Трековые мембраны получают путем бомбардирования лавсановой пленки тяжелыми ионами и обработки полученных треков травильным раствором щелочи.
В качестве заготовок сепарационных элементов в камерах крови использовали капроновую ткань для сит марки 14КАС по ТУ 17 РСФСР-11086-86 толщиной 270 мкм. В качестве материала герметизирующих планок-полосок использовали клей-расплав на основе силактана.
В качестве заготовок сепарационно-дренажных прокладок в камерах плазмы использовали стеклобумагу, полученную из микротонких стекловолокон диаметром 1-5 мкм.
Изготовленный мембранный модуль имел следующие параметры: А 52 мм, В 106 мм, ширина боковых зон герметизации 7 мм, рабочая площадь мембран 0,165 кв. м.
При изготовлении указанного мембранного модуля были приняты следующие параметры блока заготовок мембранных модулей: N-3 и М-1. Таким образом, в данном случае в блоке содержалось три мембранных модуля.
Изготавливали мембранные модули следующим образом:
В заготовки сепарационно-дренажных элементов для камер крови и камер плазмы заподлицо с поверхностью импрегнируют при температуре около 130оС планки-полоски средств герметизации, выполненные из силактана.
Разматывали под натягом рулон трековой мембраны и образовывали складки, между которыми поочередно устанавливали заготовки сепарационно-дренажных элементов камер крови и камер плазмы. Полученную таким образом заготовку блока мембранных модулей помещали на основание специального приспособления и нагружали сверху массивной пластиной с массой (1,5-2,0) ˙ N˙ M кг. В рассматриваемом примере масса пластины составила 5 кг. Приспособление с заготовкой блока мембранных модулей в течение 1,5 часов выдерживали при температуре 130оС, в результате чего происходит приклеивание мембран к зонам герметизации. После охлаждения блока заготовок под нагрузкой получили блок мембранных модулей (фиг.6), который разделили разрезанием на отдельные мембранные модули. Полученные таким образом мембранные модули помещали в корпус и закрывали крышкой под действием механической нагрузки. В случае необходимости дополнительно осуществляют нагрев, выдерживание при температуре и охлаждение аппарата для более надежной герметизации мембранного модуля в корпусе.
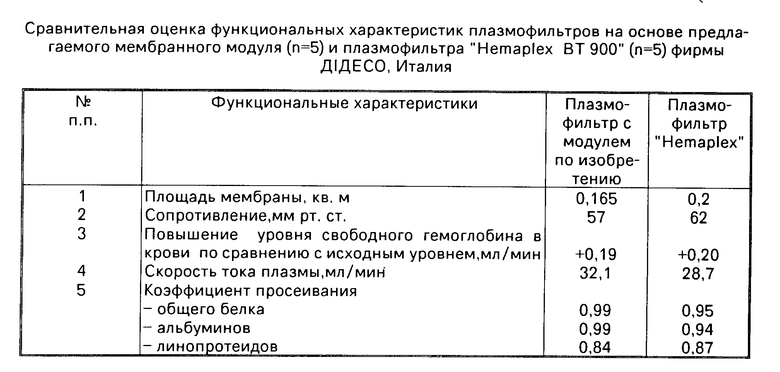
Экспериментальные исследования функциональных свойств плазмофильтров, изготовленных с использованием предлагаемых мембранных модулей, проводились на консервированной цитратом человеческой крови с гематокритом 0,42 л/л при скорости тока крови 100 мл/мин. Результаты испытаний приведены в таблице.
Анализ приведенных в таблице сравнительных данных показывает, что по функциональным характеристикам испытуемые плазмофильтры с использованием предлагаемого мембранного модуля вполне соответствуют мировому уровню.
Биосовместимость мембранных модулей доказана испытаниями на кроликах.
Использование заявляемых мембранных модулей и способа их изготовления позволяет существенно повысить технологичность и снизить трудоемкость их изготовления за счет обеспечения возможности полной механизации и автоматизации производства, а также обеспечить крупносерийный выпуск остродефицитных в настоящее время мембранных плазмофильтров. При этом появляется возможность исключения контакта производственного персонала с отдельными деталями мембранных модулей, что повышает стерильность мембранных аппаратов.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕМБРАННОЕ УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2021823C1 |
| МЕМБРАННЫЙ АППАРАТ ДЛЯ РАЗДЕЛЕНИЯ И ОЧИСТКИ КРОВИ | 1991 |
|
RU2046646C1 |
| МЕМБРАННЫЙ АППАРАТ ДЛЯ ПРОВЕДЕНИЯ ПРОЦЕССОВ МАССООБМЕНА И/ИЛИ РАЗДЕЛЕНИЯ ЖИДКИХ СРЕД | 1991 |
|
RU2029610C1 |
| МНОГОСЕКЦИОННЫЙ МНОГОКАМЕРНЫЙ МЕМБРАННЫЙ МОДУЛЬ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ СРЕД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2036704C1 |
| МЕМБРАННЫЙ МОДУЛЬ (ВАРИАНТЫ) И МЕМБРАННОЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2009 |
|
RU2409413C2 |
| МЕМБРАННЫЙ МОДУЛЬ ДЛЯ РАЗДЕЛЕНИЯ КРОВИ | 1998 |
|
RU2151633C1 |
| РЕЛЬЕФНАЯ ПОРИСТАЯ МЕМБРАНА (ВАРИАНТЫ), СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) И МЕМБРАННЫЕ ЭЛЕМЕНТЫ ИЗ РЕЛЬЕФНОЙ ПОРИСТОЙ МЕМБРАНЫ (ВАРИАНТЫ) | 2009 |
|
RU2405620C2 |
| МЕМБРАННЫЙ МОДУЛЬ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ СРЕД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2156156C1 |
| МЕМБРАННО-СОРБЦИОННЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2239490C2 |
| МЕМБРАННОЕ УСТРОЙСТВО | 1999 |
|
RU2171133C2 |







Изобретение относится к медицинской технике, а именно к устройствам очистки биологических жидкостей, в частности для осуществления процесса разделения крови при плазмаферезе. Изобретение также может быть использовано в химической, биотехнической и других отраслях промышленности. Для повышения эффективности функционирования мембранного модуля при одновременном повышении технологичности его изготовления и обеспечения возможности использования трековых мембран в мембранном модуле, содержащем две группы чередующихся щелевых камер для разделяемых сред и пермеата, образованных набором плоских полупроницаемых мембран и средствами герметизации и имеющем подвод и отвод сред, а также набор сепараторно-дренажных элементов, размещенных в камерах. Камеры выполнены открытыми со стороны отвода и подвода сред, средства герметизации выполнены в виде планок из термопластичного материала и расположены вдоль направления движения сред, при этом они неразъемно соединены с мембранами с образованием в местах контакта с ними опорных элементов в виде колонн. Способ изготовления мембранного модуля для разделения крови предусматривает формирование блока заготовок модулей из слоев мембран, сепараторно-дренажных элементов и средств герметизации, нагревание сформированного блока заготовок до температуры размягчения материала средств герметизации, выдержку блока заготовок под фиксированной нагрузкой, охлаждение и последующее разделение блока на отдельные модули. 2 с. 5 з. п. ф-лы, 18 ил. 1 табл.
| СПОСОБ ПРИГОТОВЛЕНИЯ МЯСНОГО ФАРША ДЛЯ ПРОИЗВОДСТВА ВАРЕНЫХ КОЛБАС | 2000 |
|
RU2174821C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

