Изобретение относится к изготовлению печатных плат, предназначен для массового производства и может найти применение при разработке электротехнических и электронных изделий со сложной схемой соединения проводов.
Целью изобретения является повышение точности изготовления печатных плат, повышение производительности, снижение расхода материалов и потребления энергии и улучшение эксплуатационных характеристик плат.
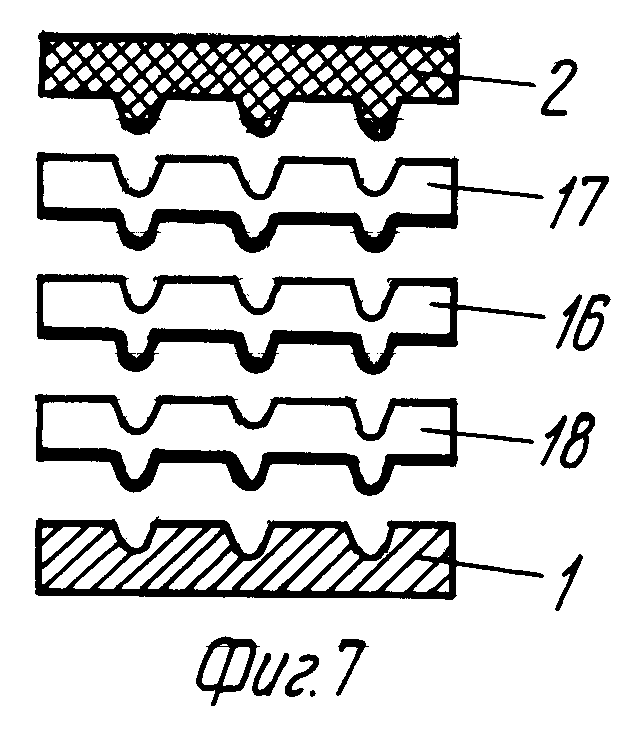
На фиг. 1 представлен вид позитивной и негативной матриц, первая их которых получена, например, после фотохимической предварительной обработки; на фиг. 2 репродукция изделия на основе обоих типов матриц; на фиг. 3 и 4 номенклатура и принцип расширяющейся репродукции полуфабрикатов печатных плат и копий матриц; на фиг. 5 готовая печатная плата; на фиг. 6 процесс производства заготовок печатных плат с позитивным и негативным рельефом на различных ее поверхностях; на фиг. 7 и 8 репродукция заготовок печатных плат с двухсторонним рельефом; на фиг. 9 вид готовой платы с двухсторонним рельефом.
Сущность способа заключается в следующем. Предварительно изготавливается позитивная матрица 1 с рельефным рисунком проводников (фиг. 1). В качестве материала матрицы может быть использована нержавеющая сталь. Для формирования матрицы может быть применен, например, метод травления с предварительно нанесенным защитным слоем маски, либо обработкой механическим инструментом, образующим впадины в непроводящих областях. Полученные впадины подвергаются дополнительной обработке, в результате которой вырабатываются более рельефные углубления. На основе матрицы 1 изготавливается негативная матрица 2, на которой конфигурация выступов повторяет рельеф впадин позитивной матрицы. Для производства полуфабрикатов печатных плат используются заготовки, состоящие из подложки и многослойного тканного материала, пропитанного твердеющим связующим составом, одна из поверхностей подложки имеет токопроводящий слой, закрашенный жирной линией 5. На первой стадии операции одновременно, с помощью пресса, изготавливаются копия 3 позитивной матрицы (фиг. 2) и полуфабрикат 4 печатной платы. Для этого заготовку располагают между матрицей 1 и обратной плоской поверхностью негативной матрицы 2, металлизированной поверхностью обращенной в сторону позитивной матрицы 1. Копии 3 позитивной матрицы можно изготавливать из материала подложки без металлизации. При этом подложку устанавливают между рельефной поверхностью негативной матрицы 2 и поверхностью пресса. Очевидно, что результат процесса прессования не изменится, если пары 2 и 3, 1 и 4 будут расположены в обратном порядке, либо весь пакет будет развернут по продольной оси на 180о. Все имеющиеся на фиг. 2 элементы используются для следующей стадии производства.
Заготовка для полуфабриката 6 печатной платы (фиг. 3) располагается между копией 3 позитивной матрицы и обратной стороной полуфабриката 4 печатной платы металлизированной стороной обращенной к копии 3. Заготовка 7 располагается между тыльной стороной матрицы 2 и позитивной матрицей 1 и обращена металлизированной поверхностью к рельефной поверхности матрицы 1. Между рельефными поверхностями полуфабриката 4 печатной платы 4 и негативной матрицы 2 устанавливается заготовка 8 подложки печатной платы. Таким образом, после прессования одновременно получают два полуфабриката 6 и 7 печатной платы и двухстороннюю копию позитивной печатной матрицы 8.
На следующей стадии, в результате прессовой операции (фиг. 4) на основе элементов, изображенных на фиг. 3, по тому же принципу происходит репродукция полуфабрикатов 9-12 печатных плат и одновременно формируются двухсторонние копии позитивных матриц 13 и 14.
При дальнейших операциях продолжается расширяющаяся репродукция полуфабрикатов и копий позитивных матриц. Количество слоев определяется мощностью пресса и потребностями производства.
На конечной стадии производства полуфабрикаты печатных плат подвергаются механической обработке так, что часть металлической пленки на выступах удаляется (фиг. 5). На поверхности готовой печатной платы образуются изолированные участки 15.
В случаях, когда технологический процесс и конструктивные соображения допускают использование печатных плат, тыльная сторона которых имеет углубления, способ может быть модифицирован следующим образом. Между матрицами 1 и 2 помещается заготовка печатной платы, обращенная металлизированной поверхностью к рельефной стороне позитивной матрицы 1 (фиг. 6). С помощью пресса формируется полуфабрикат 16 печатной платы, выступы на металлизированной поверхности которого повторяют рельеф негативной матрицы 2 и углубления на тыльной стороне, повторяющие рельеф позитивной матрицы 1. На следующей операции полученный полуфабрикат 16 используют для репродукции новых полуфабрикатов. Так, на фиг. 7 показано как прессуются полуфабрикаты 17 и 18. Как видно из фиг. 7, заготовки печатных плат размещают в промежутках между матрицами 1 полуфабрикатом 16 и матрицей 2 так, чтобы металлизированные поверхности заготовок были обращены в сторону впадин. Для следующей операции используются матрицы 1 и 2 и полуфабрикаты 17 и 18. Полученная заготовка печатных плат в дальнейшем технологическом процессе не используется, а идет на дальнейшую окончательную обработку. По аналогичному принципу получают новые полуфабрикаты 19-21 (фиг. 8). Последние используются для расширенной репродукции новых полуфабрикатов, а полуфабрикаты 16 и 17 проходят дальнейшую обработку. Таким образом, каждый полуфабрикат только один раз применяется для репродукции новых полуфабрикатов. Доводка печатных плат до кондиции заключается в удалении механическим путем части металлической пленки, имеющейся на выступах (фиг. 9), что приводит к образованию изолированных участков 22.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 1992 |
|
RU2032287C1 |
| КАЛЕНДАРЬ | 1998 |
|
RU2130834C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ РЕЛЬЕФНЫХ ПЕЧАТНЫХ ПЛАТ ДЛЯ ЭЛЕКТРОННОЙ И ЭЛЕКТРОТЕХНИЧЕСКОЙ АППАРАТУРЫ | 2012 |
|
RU2496286C1 |
| ПОДЛОЖКА ДЛЯ ПЛАТЫ ПЕЧАТНЫХ СХЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2072121C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2006 |
|
RU2314598C1 |
| РЕЛЬЕФНЫЕ МИКРОСТРУКТУРЫ ПОВЕРХНОСТИ, СООТВЕТСТВУЮЩИЕ УСТРОЙСТВА И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2540092C2 |
| СПОСОБ ОДНОВРЕМЕННОГО ИЗГОТОВЛЕНИЯ РЕПЛИК И ПРЯМОЙ АППЛИКАЦИИ МИКРОСТРУКТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2131615C1 |
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ СВЕРХПЛОТНОГО МОНТАЖА | 2013 |
|
RU2534024C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ С ДВУХСТОРОННЕЙ ОБЛИЦОВКОЙ | 1994 |
|
RU2048289C1 |








Использование: в электронике или электротехнике, в частности в способе изготовления печатных плат со сложной схемой соединения проводников. Сущность изобретения: способ предусматривает формирование по позитивной матрице негативной матрицы, проведение на ее основе нескольких копий позитивных матриц. Последние послойно прокладывают заготовками печатных плат с рельефом в виде негативных позитивной матрицы. Затем часть металлической пленки на вершинах выступов механически удалают. Также возможно в качестве копий позитивной матрицы использовать полуфабрикат печатной платы, а для копий негативной матрицы подложку печатной платы. Копии позитивной и негативной платы могут изготовляться одновременно с изготовлением заготовок печатных плат. Возможно изготовление плат так, что по позитивной и негативной матрицам изготовляют двойную матрицу, верхняя часть которой повторяет негатив позитивной матрицы, а нижняя часть - позитив негативной матрицы. В качестве материала двойной матрицы используют полуфабрикат печатной платы. 1 з. п. ф-лы, 9 ил.
| Патент США N 4651417, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
