Изобретение относится к области соединения сплавов из разнородных металлических материалов, не поддающихся сварке плавлением напрямую, а более конкретно - к сварным конструкциям, включающим детали из титановых сплавов и детали из алюминиевых сплавов.
Трудности получения непосредственного сварного соединения титановых сплавов с алюминиевыми связаны с образованием химических соединений TiAl при 1460°С и TiAl3 при 1340°С в результате перитектической реакции. Предельная растворимость Ti в Al мала и составляет 0,26-0,28% при 665°С. При 20°С эта величина снижается до 0,07%. Алюминий в титане образует ограниченные области α- и β-растворов.
В связи с отмеченными особенностями получить соединение при расплавлении обеих заготовок с образованием металла сварного шва, представляющего твердый раствор, практически невозможно. Шов всегда будет содержать интерметаллиды, сильно охрупчивающие соединение.
Поэтому на практике соединение алюминиевых деталей с титановыми между собой осуществляют через предварительно изготовленные методами сварки в твердом состоянии переходники титановый сплав-алюминиевый сплав. Причем титановая часть переходника затем сваривается с титановой деталью конструкции, а алюминиевая - с алюминиевой с помощью традиционных способов сварки плавлением.
Из методов сварки в твердом состоянии для достаточно большой номенклатуры сочетаний титановых и алюминиевых сплавов получила применение диффузионная сварка. Сварка ведется при температуре 560-620°С, продолжительности нагрева порядка 10 мин и сварочном усилии 5-15 МПа. Толщина прослойки интерметаллида при этом достигает 12 мкм (Казаков Н.Ф. Диффузионная сварка материалов. - М.: Машиностроение, 1976 г., стр. 189). Однако наличие в зоне контакта титан-алюминий интерметаллидных прослоек снижает стабильность механических свойств, герметичность и надежность соединений. Кроме того, классическая диффузионная сварка ограничена при соединении крупногабаритных деталей со сложной поверхностью, не позволяет применять большие сварочные усилия из-за опасности макродеформации конструкции.
Для соединения деталей из титана и алюминия может быть применена сварка трением (Д.М. Рабкин, В.Р. Рябов, С.М. Гуревич. Сварка разнородных металлов. Издательство "Технiка", Киев, 1975). Технология этого способа ограничена номенклатурой свариваемых сплавов. Так, например, качественные соединения, равнопрочные основному, менее прочному металлу в соединении и обладающие высокими пластическими свойствами, могут быть получены при сварке трением низколегированных титановых сплавов (например, ВТ5-1) с алюминием марки АДО. При сварке трением сплавов АМг6 и АЦМ с титаном положительных результатов не получено. Кроме того, технология сварки трением предполагает операцию вращения, которая не всегда применима к крупногабаритным деталям со сложной поверхностью. При сварке трением свариваемые поверхности всегда плоские, что при наличии хрупкой интерметаллидной прослойки обуславливает нестабильность и снижение свойств сварного соединения.
Трудности получения непосредственного соединения титановых сплавов с алюминиевыми аналогичны и для соединения напрямую титана со сталью, так как и в том и в другом случае образуются хрупкие интерметаллидные фазы. Поэтому так близки технологические приемы сварки в твердом состоянии для этих пар.
Например, известен переходник из титанового сплава марки ОТ4 и нержавеющей стали марки Х18Н9Т, который изготавливался сваркой в твердом состоянии методом горячего совместного прессования заготовок из титана и нержавеющей стали. Заготовки будущего переходника помещали в стальной контейнер, потом его закрывали крышкой, вакуумировали и герметизировали с сохранением в контейнере вакуума; после этого его нагревали до температуры около 900°С и устанавливали в подогреваемую пресс-форму, через отверстие в которой гидравлическим прессом продавливали горячий контейнер (Стрижевская Л.Г. и др. Сварка разнородных металлов с использованием биметаллических переходников, "Сварочное производство", 1969 г., 8, стр. 18-19). Недостатком этого способа изготовления является, во-первых, то, что для горячего прессования вакуумированных контейнеров, предназначенных даже для переходников относительно небольшого диаметра, требуется гидравлический пресс с усилием в несколько тысяч тонн, который не всегда имеется на производстве. Кроме того, во время прессования происходит существенное изменение геометрических размеров исходной заготовки, что требует затем значительных затрат на механическую обработку и приводит к уменьшению коэффициента использования материала (КИМ). Вторым недостатком переходников, полученных методом совместного горячего прессования, является большая вероятность появления микротечей в контейнере со свариваемыми заготовками на всех технологических этапах, особенно в момент прессования, а следовательно, падение вакуума и снижение качества диффузионного соединения. Возникновение микротечей обусловлено характером приложенного при прессовании одноосно направленного усилия.
Известна конструкция переходника титан-нержавеющая сталь, применимая также для пары титан-алюминий, выполненного из втулки титанового сплава и втулки из нержавеющей стали, соединенных между собой диффузионной сваркой внахлестку с расположением втулки из нержавеющей стали снаружи втулки из титанового сплава и с образованием между ними диффузионной прослойки, отличающаяся тем, что нахлесточное соединение выполнено по цилиндрическим поверхностям с механическим зацеплением между ними в виде чередующихся между собой кольцевых выступов и впадин резьбового профиля. Место утолщения нахлесточного соединения может быть выполнено на наружной или внутренней стороне переходника [патент RU 2207236]. К недостаткам такого переходника можно отнести существенное утяжеление самого переходника из-за нахлестки. Кроме того, наличие выступов и впадин резьбового профиля обуславливает концентрацию напряжений в острых вершинах, что вызывает при последующих растягивающих или вибрационных нагрузках неизбежное появление трещин в хрупкой интерметаллидной прослойке, присутствующей в контактной зоне.
Известна конструкция заготовки для диффузионной сварки разнородных металлов (патент 2243872). Как пример сваривали заготовки из семи чередующихся между собой дисков из сталей марок 12Х18Н10Т и 09X17H. Диаметр дисков составлял 90 мм, а высота дисков - 12 мм. Выступы выполняли треугольной формы с высотой 0,5 мм. Сваривали 3 заготовки. Вершины выступов располагали: в первой - под углом 20°, во второй - под углом 45°, в третьей - под углом 90°. Сварку проводили в камере диффузионной установки с разрежением - 10-4 мм рт.ст., при температуре - 1050°, удельном давлении - 1,2 кгс/мм2 (12 МПа) и времени выдержки - 0,5 ч. В процессе нагрева и сдавливания заготовки из набора деталей прежде всего деформировались поверхностные слои в пределах выступов без заметной объемной деформации. На этом этапе приповерхностной деформации происходили активация поверхностей соединения и образование металлической связи. В процессе внедрения выступов детали из более жаропрочной стали в выступы детали из менее жаропрочной стали происходило скольжение (сдвиг) менее жаростойкого металла по поверхности выступа более жаропрочного металла и затекание его во впадины. Сдавливание заготовки осуществляли до полного выбора зазора между деталями.
Выступы с острыми вершинами - необходимый элемент данной конструкции переходника, так как только благодаря им можно эффективно осуществить обоюдное вдавливание деталей при относительно небольшом сварочном усилии. В то же время такой профиль недостаточно эффективен при сварке таких металлов, как титан и алюминий (титан-сталь, молибден-сталь, никель-молибден и др.), так как обуславливает наличие концентраторов напряжений в острых вершинах, что вызывает в процессе эксплуатации неизбежное появление трещин в хрупкой интерметаллидной прослойке, присутствующей в контактной зоне.
Наиболее близка к заявленному изобретению является представленная примерами в работе (Диффузионная сварка разнородных материалов в условиях горячего изостатического прессования. Елкин В.Н., Гордо В.П., Мелюков В.В. Вестник ПНИПУ. Машиностроение, материаловедение. 2013. Том 15. №4) диффузионная сварка разнородных сталей марок 12Х18Н10Т и 09Х17Н9-Ш, выполненная в соответствии с патентом 2243872, но в условиях горячего изостатического прессования (ГИП) при давлении 167 МПа, на заготовках, имеющих в сечении профиль свариваемых поверхностей в виде равнобедренного или прямоугольного треугольников. Причем профиль был выполнен как на одной поверхности, так и на двух. Высокое давление в условиях ГИП обеспечивает полное заполнение всех зазоров. Однако, как и в предыдущем случае, наличие концентраторов напряжений в виде острых вершин треугольного профиля в присутствии хрупкой прослойки, например, в паре титан-алюминий оказывает негативное влияние на свойства сварного соединения.
Задача настоящего изобретения заключается в создании конструкции заготовки для диффузионной сварки переходника титан-алюминий, имеющего прочноплотные соединения со стабильными свойствами.
Техническим результатом является получение диффузионного соединения титан-алюминий со 100%-ной герметичностью, стабильными и высокими механическими свойствами за счет равномерного распределения приложенной в процессе эксплуатации нагрузки, отсутствия концентраторов напряжения и увеличенной площади соединения.
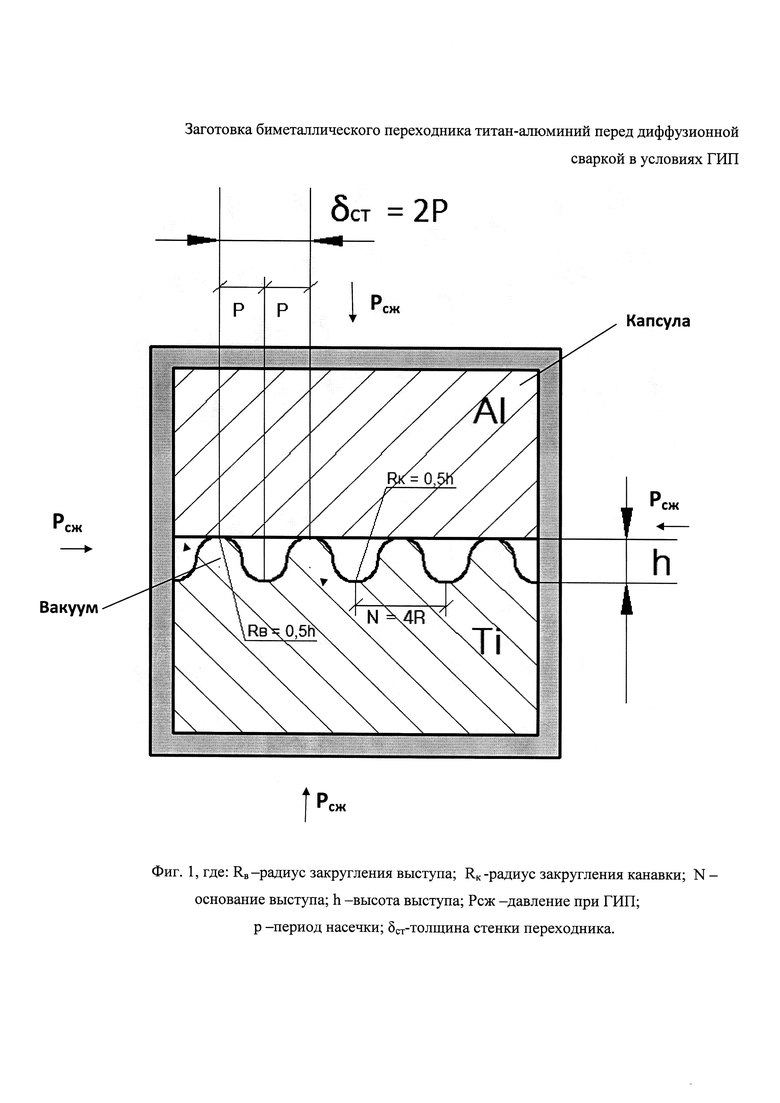
Это достигается тем, что заготовка для диффузионной сварки переходника титан-алюминий в условиях горячего изостатического прессования имеет рельеф на свариваемой поверхности более жаропрочной заготовки, причем рельеф в виде резьбовой насечки на поверхности заготовки из титанового сплава имеет одинаковые по профилю выступ и канавку с одинаковым радиусом закругления, равным 1/2 высоты выступа, и основанием, равным двойной высоте выступа, а количество периодов насечки составляет не менее двух по толщине стенки переходника.
Сущность изобретения поясняется чертежом, где на фиг. 1 представлена заготовка переходника из титанового и алюминиевого сплавов перед диффузионной сваркой в условиях ГИП.
Указанный технический результат достигается тем, что в заявленной конструкции заготовки для диффузионной сварки переходника титан-алюминий на поверхности титановой заготовки выполняют рельеф в виде насечки резьбового типа с закругленными выступом и канавкой, имеющими одинаковый профиль и радиус R закругления (Rвыступа=Rканавки), равный 1/2 высоты h выступа, имеющего основание N, равное двойной его высоте, причем количество периодов р насечки составляет не менее двух по толщине δст стенки переходника. Наличие закруглений, одинаковость профиля и радиусов выступа и канавки, величина основания выступа обуславливают отсутствие концентраторов напряжений, в том числе конструктивного типа, в результате чего обеспечивается равномерное распределение приложенной внешней нагрузки по всей площади соединения. При этом одинаковость радиусов выступа и канавки, равных 1/2 высоты выступа, также упрощают и унифицируют технологический процесс нанесения насечки, а значит, делают его более экономичным. Если радиус меньше 1/2 высоты выступа и основание меньше двойной его высоте, то профиль становится подобным резьбовому, для которого характерно наличие концентрации напряжений в вершинах выступов, а если больше, то происходит пропорциональное снижение площади соединения и, как следствие, снижение усилия разрушения и эффективности нанесения профильной насечки. Количество периодов насечки не менее двух по толщине стенки является минимально необходимым значением, дающим положительный эффект от нанесения насечки. Если количество периодов меньше двух, то происходит пропорциональное снижение площади соединения, а следовательно, снижение усилия разрушения и эффективности нанесения профильной насечки. Роль насечки заключается в получении более развитой поверхности в зоне соединения, ее активации при образовании физического контакта за счет повышения интенсивности процессов пластической деформации металла по выступам и канавкам профиля в процессе ГИП, что в конечном итоге приводит к существенному повышению механических свойств и герметичности соединения.
При реализации заявленного изобретения высокое сварочное усилие всестороннего сжатия Рсж при горячем изостатическом прессовании (ГИП) (до 150 МПа) устраняет все несплошности, вдавливая заготовку из пластичного алюминиевого сплава в канавки на поверхности титановой заготовки, разрушая окисную плену и активируя тем самым поверхность алюминия, а также препятствует появлению и развитию трещин, обеспечивает отсутствие макродеформаций переходника при любых давлениях; при этом исходные геометрические размеры заготовок остаются максимально близкими к конечным, повышая тем самым КИМ до 1. Сварочное усилие всестороннего сжатия одинаково воздействует при ГИП на все заготовки переходников, находящиеся в капсуле, а количество капсул определяется только размерами рабочей камеры газостата, что существенно увеличивает производительность процесса изготовления переходников.
В заявленном изобретении сложный рельеф диффузионного соединения повышает его механические свойства и герметичность, что обеспечивается количеством периодов насечки - не менее двух по толщине стенки. Кроме того, ориентация насечки такова, что учитывает действующие на конструкцию переходника и заранее известные эксплуатационные нагрузки, увеличивая надежность диффузионного соединения. Например, для трубчатого цилиндрического переходника, работающего под циклическим внутренним давлением, необходимо выполнять круговую насечку.
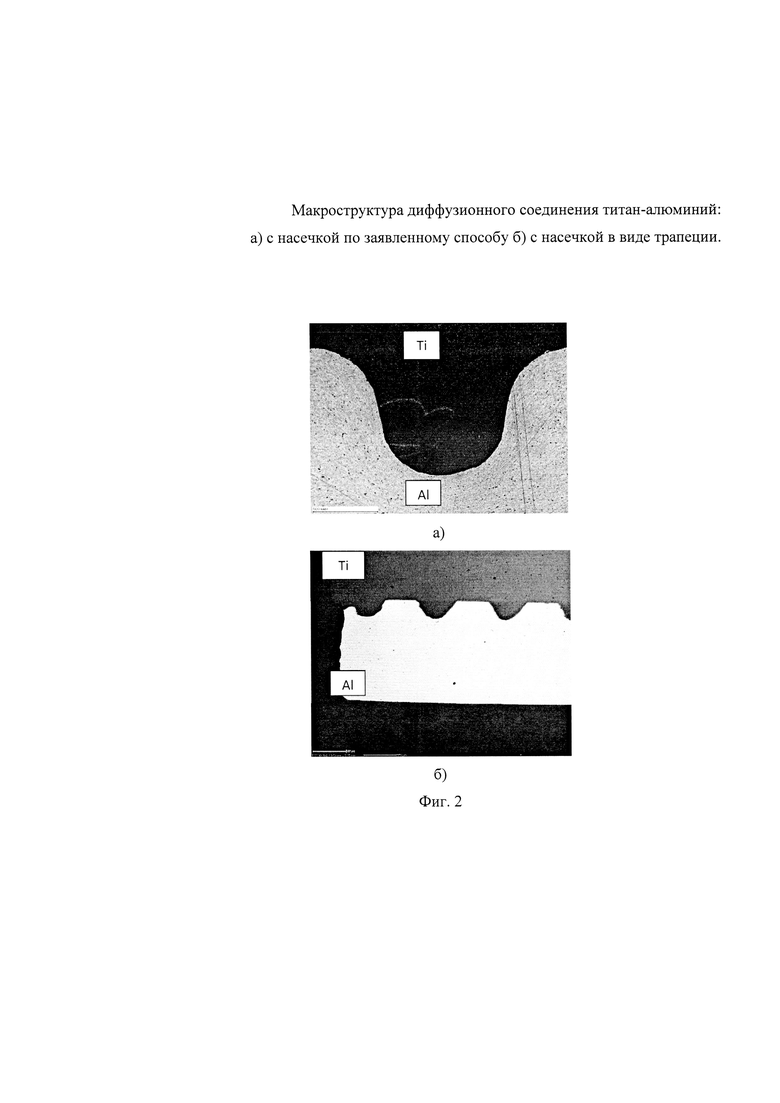
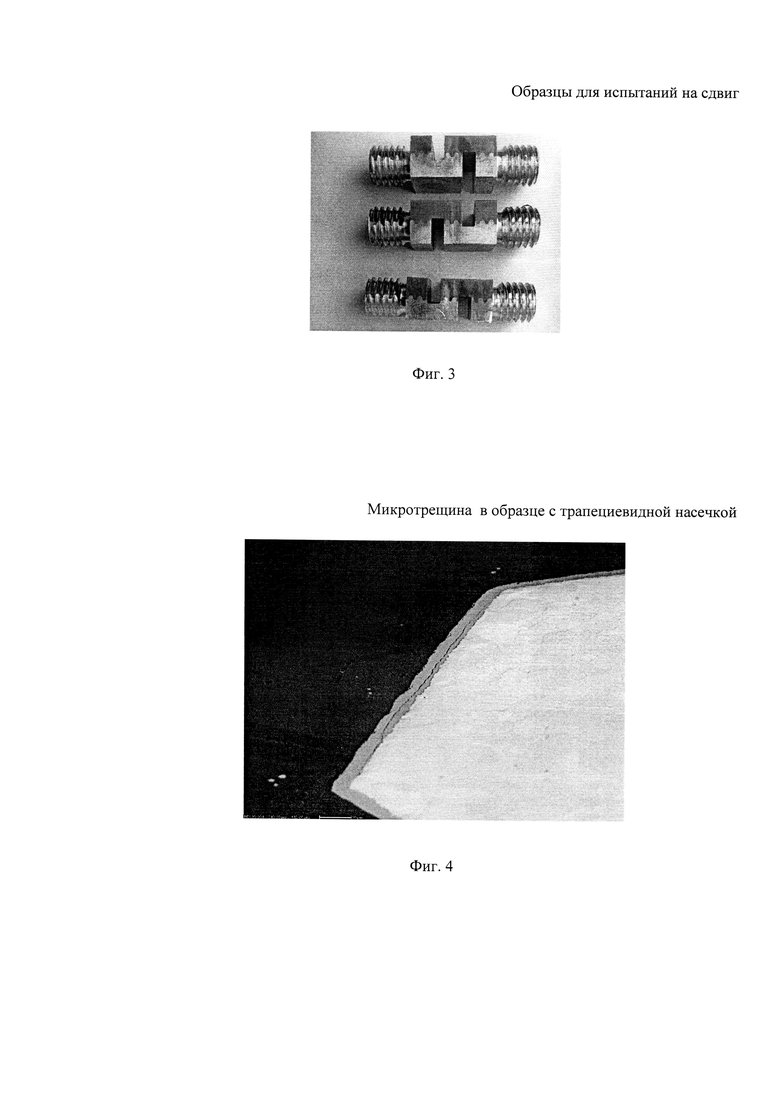
Как пример были изготовлены диффузионной сваркой в условиях ГИП (режим ГИП: температура 520°С, время 120 мин, давление 150 МПа) биметаллические переходники АМг6+ВТ23 без насечки, с насечкой по заявленной конструкции(фиг. 2а) и с насечкой в виде трапеции (фиг. 2б). Механические свойства полученных диффузионных соединений исследовались путем испытаний на сдвиг образцов, представленных на фиг. 3. Средняя прочность на сдвиг τср образцов диффузионных соединений, изготовленных по заявленному способу, составила 119 МПа, а с насечкой - в виде трапеции 58 МПа. Низкая прочность в последнем случае объясняется наличием микротрещин в хрупкой интерметаллидной прослойке, вызванных концентраторами напряжений в трапециевидной насечке (фиг. 4).
Заявленная конструкция заготовки для диффузионной сварки переходников титан-алюминий в условиях ГИП позволяет получать надежные сварные конструкции, имеющие детали из титана и алюминия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| ТРУБЧАТЫЙ ПЕРЕХОДНИК ТИТАН-СТАЛЬ | 2002 |
|
RU2207236C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛА НА ОСНОВЕ СЛОЕВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И СТАЛИ ИЛИ ТИТАНА С ОДНО- ИЛИ ДВУСТОРОННИМИ ШВАМИ | 2004 |
|
RU2284252C2 |
| ПЕРЕХОДНИК ДЛЯ СВАРКИ ТРУБ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ С ТРУБАМИ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1995 |
|
RU2085350C1 |
| ПЕРЕХОДНИК ДЛЯ СВАРКИ ТРУБ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ С ТРУБАМИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2002 |
|
RU2197366C1 |
| Способ соединения титановых сплавов с алюминиевыми | 1974 |
|
SU562392A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТРУБ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2301732C1 |
| Способ диффузионной сварки трубчатых переходников титан-нержавеющая сталь | 2024 |
|
RU2832989C1 |
| ПЕРЕХОДНИК ДЛЯ СВАРКИ ТРУБ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ С ТРУБАМИ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2295430C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ТИТАН - СТАЛЬ | 2005 |
|
RU2293004C1 |
Изобретение может быть использовано для получения сварных конструкций из разнородных металлических материалов, в частности переходника титан-алюминий. Заготовка для проведения последующей диффузионной сварки в условиях горячего изостатического прессования содержит размещенные в капсуле титановую и алюминиевую заготовки. На свариваемой поверхности заготовки из титанового сплава выполнена рельефная насечка в виде выступов и канавок, имеющих одинаковый профиль и одинаковый радиус закругления, равный 1/2 высоты выступа. Количество периодов насечки на свариваемой поверхности заготовки из титанового сплава составляет не менее двух. Переходник, полученный при использовании этой заготовки, имеет прочноплотное диффузионное соединение со стабильными свойствами за счет равномерного распределения приложенной в процессе эксплуатации нагрузки, отсутствия концентраторов напряжения и увеличенной площади соединения. 4 ил.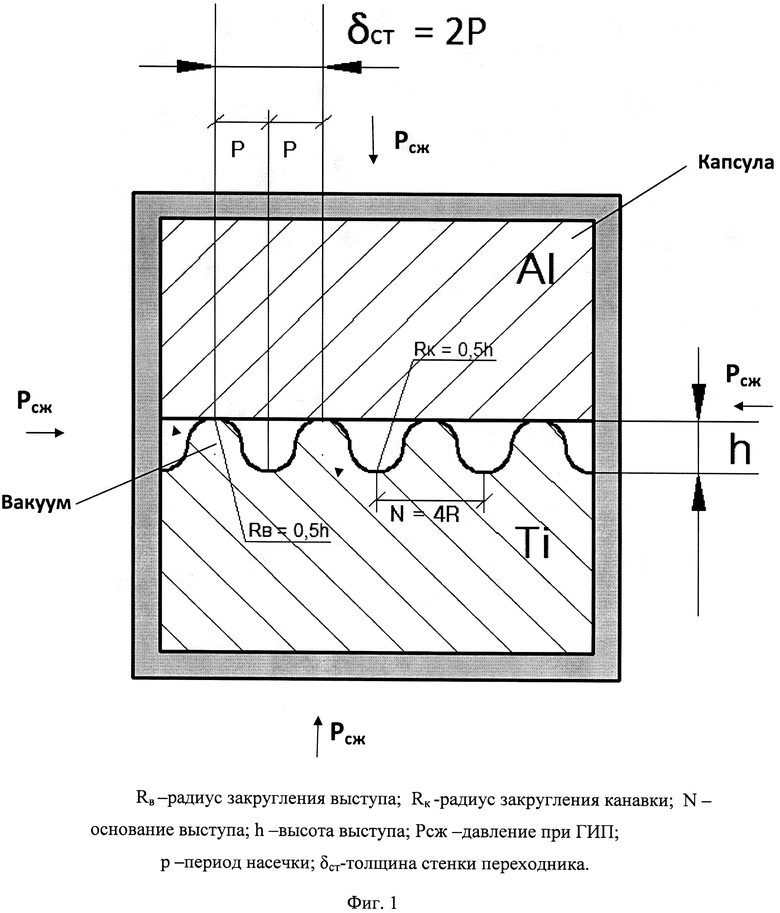
Заготовка для диффузионной сварки переходника титан-алюминий в условиях горячего изостатического прессования, содержащая размещенные в капсуле титановую и алюминиевую заготовки, при этом на свариваемой поверхности заготовки из титанового сплава выполнена рельефная насечка в виде выступов и канавок, имеющих одинаковый профиль и одинаковый радиус закругления, равный 1/2 высоты выступа, а количество периодов насечки на свариваемой поверхности заготовки из титанового сплава составляет не менее двух.
| ЗАГОТОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2003 |
|
RU2243872C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МЕТОДОМ ДИФФУЗИОННОЙ СВАРКИ | 2002 |
|
RU2219024C1 |
| ТРУБЧАТЫЙ БИМЕТАЛЛИЧЕСКИЙ ПЕРЕХОДНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2156911C2 |
| Способ получения биметаллических труб диффузионной сваркой | 1978 |
|
SU706215A1 |
| WO 9701057 А1, 09.01.1997. | |||

