Изобретение относится к обработке металлов давлением, в частности к оснастке для сборки сварных конструкций, а более конкретно к ручным сборочным приспособлениям, предназначенным для поджима кольцевых секторов к цилиндрическим поверхностям перед их сваркой.
Изобретение предназначено для применения на ремонтных предприятиях при восстановлении шеек, например автотракторных коленчатых валов способом установки на шейках ремонтных полуколец с применением сварки.
Изобретение может быть применено и для других целей.
Наиболее близким является устройство, выполненное в виде винтовой струбицы, состоящей из корпуса-скобы, нажимного винта, опорной и нажимной призм. Опорная призма свободно установлена на сферическом выступе нижнего кронштейна, а верхняя нажимная призма соединена с нажимным винтом.
Устройство имеет следующие недостатки. Для установки устройства и поджима ремонтных секторов к шейкам требуется раскрытие призм при помощи винта на величину диаметра шеек. На это требуется значительное время. Неустойчиво соединение опорной призмы на сферическом выступе корпуса, что затрудняет выполнение сборочных операций перед сваркой. Сложен механизм фиксации свободного конца нижнего основания в вилке боковой связи, недостаточна его надежность, так как в нем наблюдаются отказы. Устройство имеет ограниченные технологические возможности при поджатии ремонтных секторов к шейкам валов, расположенных вблизи концов или на них.
На фиг.1-4 показано предлагаемое устройство.
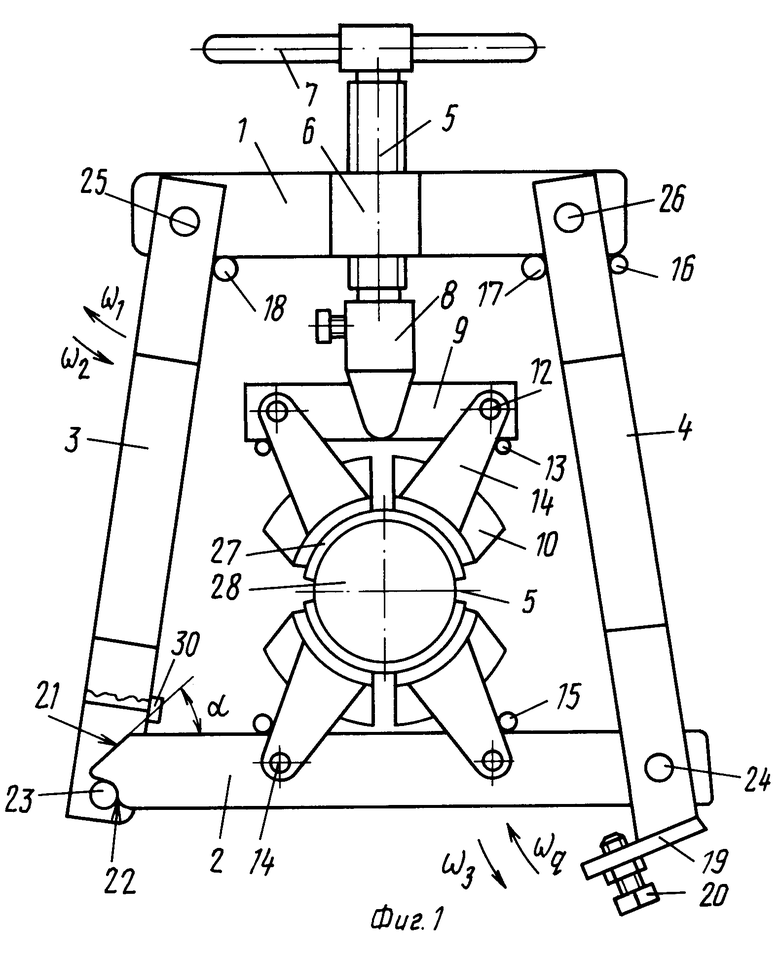
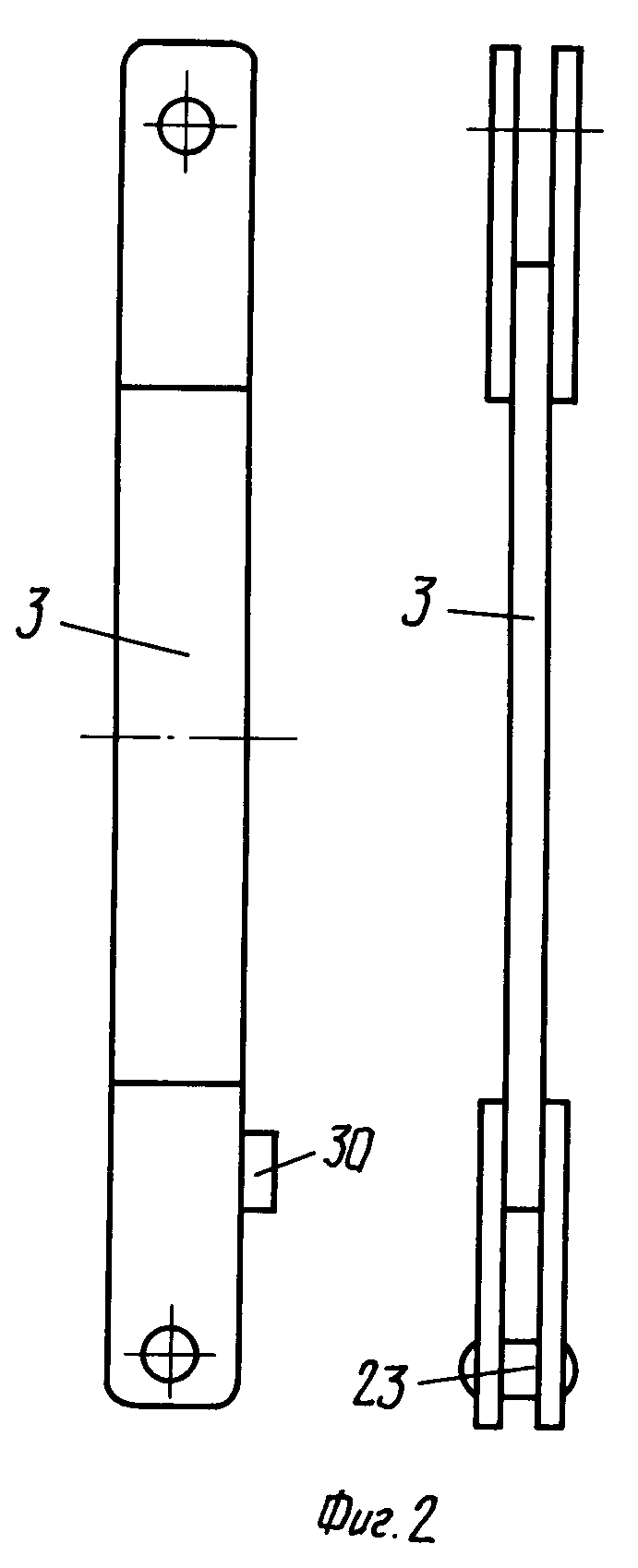
Устройство имеет корпус, выполненный в виде четырехугольной рамы по форме равнобокой трапеции. Корпус состоит из верхнего 1 и нижнего 2 оснований. Верхнее 1 и нижнее 2 основания соединены боковыми вильчатыми связями 3 и 4, которые изготовлены из листовой или полосовой стали. Устройство имеет нажимной механизм, в частности на фиг.1 показан винтовой нажимной механизм, состоящий из нажимного винта 5, гайки наклонного винта 6, укрепленной в средней части верхнего основания 1, воротка 7 и пяты 8 нажимного винта. К пяте 8 прикреплен двуплечий рычаг 9 нажимной головки.
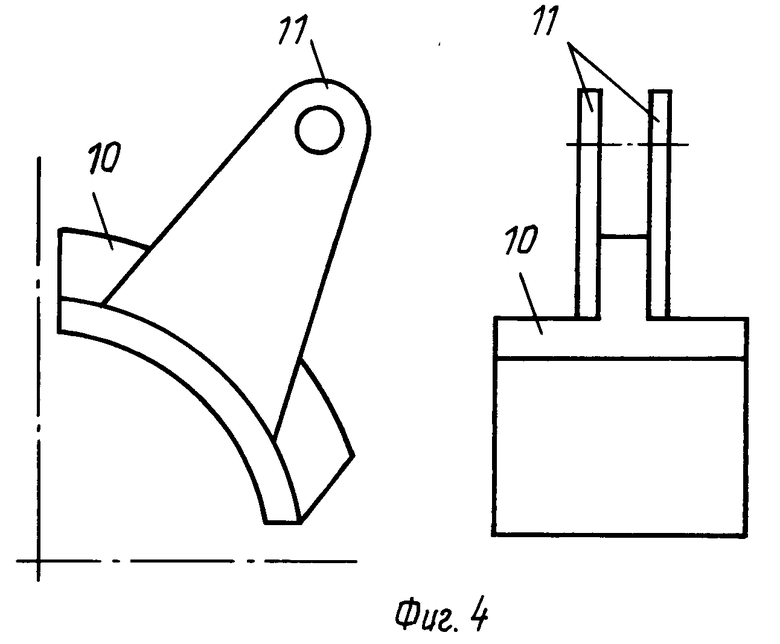
Нажимная и опорная головки конструктивно подобны. Нажимная и опорная головки включают по два сектора 10. К секторам 10 прикреплены кронштейны 11. Секторы нажимной головки шарнирно соединены с двуплечим рычагом 9 при помощи осей 12. Поворот секторов вокруг осей 12 ограничен упорами 13, прикрепленными к двуплечему рычагу 9. Секторы опорной головки прикреплены к нижнему основанию 2 при помощи осей 14. Поворот опорных секторов относительно оси 14 ограничен в заданных пределах при помощи упоров 13. Поворот боковых связей 3 и 4 относительно верхнего основания 1 ограничен упорами 16, 17, 18. Поворот нижнего основания 2 относительно боковой связи 4 в направлении стрелки ω3 ограничен упором 19 и регулировочным винтом 20. Торец свободного конца нижнего основания 2 снабжен поверхностью 21, расположенной преимущественно в пределах 30-60о под углом α и гнездом 22 для опорного пальца 23. Нижнее основание 2 шарнирно соединено с боковой связью при помощи оси 24.
При подъеме основания 2 и вращении его вокруг оси 24 по стрелке ω4 поверхность 21 упирается в палец 23. Под действием усилия, приложенного к основанию 2, возникает отталкивающая сила, действующая на палец 23, поэтому автоматически происходит поворот боковой связи 3 вокруг оси 25, по направлению ω1. При дальнейшем движении свободного конца основания 2 в направлении ω4 поверхность 21 и торцевая поверхность проходят палец 23. Боковая связь 3 при вертикальном положении винта 5 под действием собственной массы поворачивается вокруг оси 25 в направлении ω2 и палец заходит в гнездо 22 (см. фиг.1).
Согласно изобретению предусмотрено два варианта соединения верхнего основания 1 с правой боковой связью 4. Первый вариант показан на фиг.1 и он отличается тем, что боковая связь 4 соединена с основанием 1 шарнирно осью 26 и поворот боковой связи 4 относительно оси 26 ограничен упорами 16 и 17. Такое соединение несколько усложняет конструкцию, но улучшает возможность самоориентации нажимной и опорной головок.
По второму варианту боковая связь 4 крепится жестко к верхнему основанию, например, сваркой, или изготавливается с ней как одно целое. Это упрощает конструкцию устройства. Самоориентация головок в этом случае несколько ухудшается, но при точном расположении головок является достаточной для практических целей.
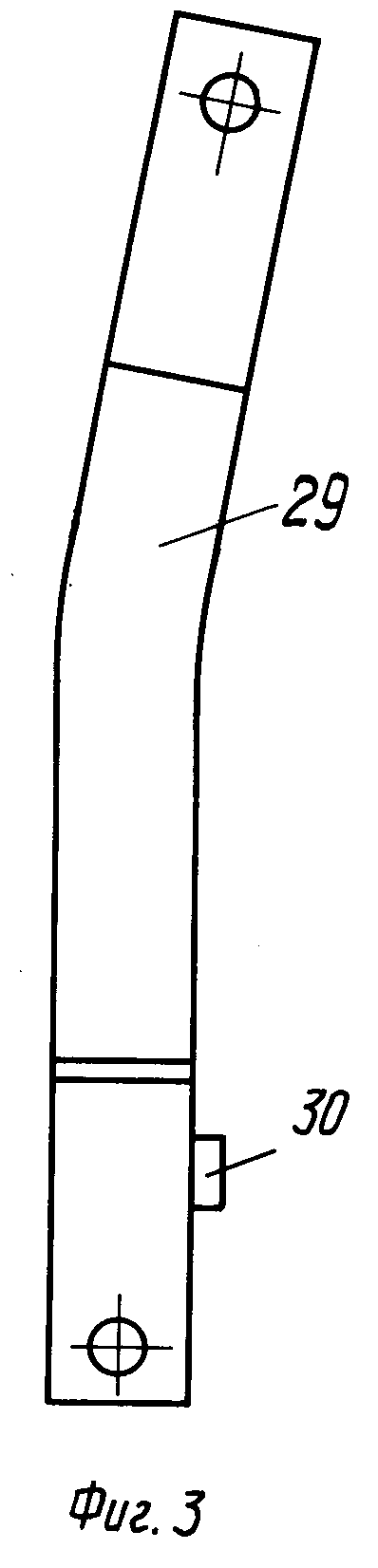
Для улучшения условий доступа к стыкам 5 ремонтных полуколец 27 при их сварке, смонтированных на шейке 28, рекомендуется применять криволинейные боковые связи 29, изображенные на фиг.3.
Боковые связи 3 снабжены упорами 30, предназначенными для ограничения подъема свободного конца нижнего основания в направлении стрелки ω4. Наличие упоров 30 повышает удобство сборки и пользование устройством.
Кольцевые секторы 10 нажимных и опорных головок имеют Т-образное сечение, изображенное на фиг.4. Внутренний диаметр секторов 10 выбирают меньше диаметра шеек в сборе с ремонтными полукольцами.
Устройство работает следующим образом.
Рассмотрим работу устройства на примере закрепления ремонтных полуколец на шейках валов при их восстановлении. На подготовленную шейку 28 устанавливают два ремонтных полукольца 27 вручную. Ориентируют их положение на шейке и выравнивают зазоры S в стыках. В одном из стыков производят прихватку ремонтных полуколец к шейке сваркой. Берут устройство руками за боковую связь 4 и располагают винт 5 устройства вертикально. Поворачивают боковую связь 3 вокруг оси 25 по направлению стрелки ω1.
Палец 23 выходит из зацепления с нижним основанием 2. Под действием собственной массы нижнее основание 2 поворачивается вокруг оси 24 по стрелке ω3 до упора 19. Между нажимной и опорными головками образуется зазор, который больше диаметра шейки 28 в сборе с полукольцами 27. Одновременно образуется зазор между боковой связью 3 и свободным концом нижнего основания 2. Через зазоры вводят шейку в сборе с полукольцами в нажимную головку. Придерживая устройство вертикально, поднимают нижнее основание 2 до упора 30, поворачивая его вокруг оси 24 по направлению ω4. Под собственной массой боковой связи 3 опорный палец 23 входит в гнездо 22 нижнего основания 2. Устанавливают зазоры стыков S в средней части между секторами 10 (см. фиг.1). Вращают винт 5 за вороток 7 и прижимают ремонтные полукольца 27 к шейке с усилием 1500-2500 Н. Поворачивают устройство с валом и размещают поочередно стыки в верхнее горизонтальное положение. Сваривают ремонтные полукольца в стыках электросваркой и одновременно приваривают их к шейке. Для сварки стыков применяют полуавтоматическую сварку в среде углекислого газа и сварочную проволоку Св.08Г26, сварочный ток 120-160 А.
После этого винтом снимают усилие поджатия ремонтных полуколец 27 к шейкам 28 и создают незначительный зазор между шейками и нажимной и опорной головками. Поворачивают боковую связь 3 вокруг оси 25 по направлению стрелки ω1. При этом происходит выход опорного пальца 23 из гнезда 22 нижнего основания 2. Нижнее основание 2 под действием силы тяжести поворачивают вокруг оси 24 до упора 19. Происходит раскрытие нажимной и опорной головок. Снимают устройство с шейки.
Устройство обладает следующими технико-экономическими преимуществами.
Упрощены конструкция устройства и процесс соединения и разъединения свободного конца нижнего основания с боковой связью, повышены быстродействие и надежность устройства, удобство в эксплуатации, расширены технологические возможности, уменьшены габариты и масса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство Дагиса для прижима полуколец к цилиндрическим поверхностям | 1990 |
|
SU1815096A1 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2047457C1 |
| Стенд Дагиса для сборки коленчатых валов | 1990 |
|
SU1823805A3 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2080230C1 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2064854C1 |
| КОЛЬЦЕВОЕ ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ ДАГИСА ДЛЯ ОБРАБОТКИ РЕМОНТНЫХ СЕКТОРОВ | 1992 |
|
RU2045380C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1992 |
|
RU2050243C1 |
| Способ Дагиса восстановления деталей | 1991 |
|
SU1814605A3 |
| Способ восстановления шеек валов | 1989 |
|
SU1690970A1 |
| Способ Дагиса и Блоха восстановления изношенных деталей | 1989 |
|
SU1756089A1 |
Изобретение относится к ручным переносным сборочным приспособлениям, применяемым при изготовлении сварных конструкций, и предназначено, например, для применения при восстановлении шеек коленчатых валов способом установки и закрепления сваркой ремонтных полуколец. Устройство отличается быстродействием, имеет упрощенную конструкцию, повышенную надежность, удобство в эксплуатации и расширенные технологические возможности. Корпус устройства выполнен в виде шарнирного четырехугольника (равнобочного параллелограмма). Боковые связи снабжены упорами, ограничивающими их поворот, устройство снабжено зажимным механизмом, нажимной и опорной головками. Вилка боковой связи снабжена ограничителем подъема свободного конца нижнего основания. 2 з. п. ф-лы, 4 ил.
| Ульман И.Е | |||
| "Ремонт тракторов" | |||
| М.: Свердловск, Машгиз, 1952, с.247, фиг.185. |
