Изобретение относится к оборудованию для сборки сварных конструкций, в частности к переносным ручным сборочным устройствам, предназначенным для закрепления кольцевых секторов относительно друг друга на цилиндрических поверхностях при изготовлении сварных конструкций, и может быть применено при ремонте и устранении повреждений трубопроводов различного назначения, шеек валов и других цилиндрических поверхностей на ремонтных предприятиях агропромышленного комплекса и в ремонтных предприятиях других отраслей.;
Целью настоящего изобретения являет- . 6я расширение технологических возможностей путем обеспечения закрепления .кольцевых секторов относительно друг друга на цилиндрических поверхностях.
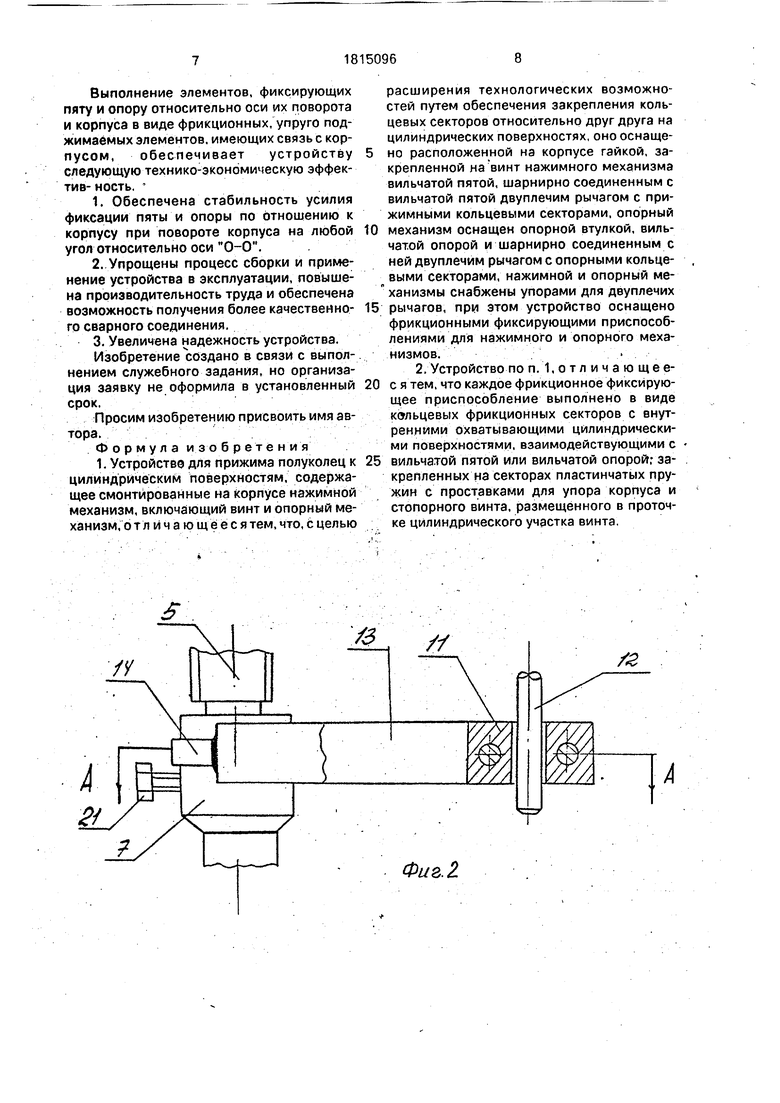
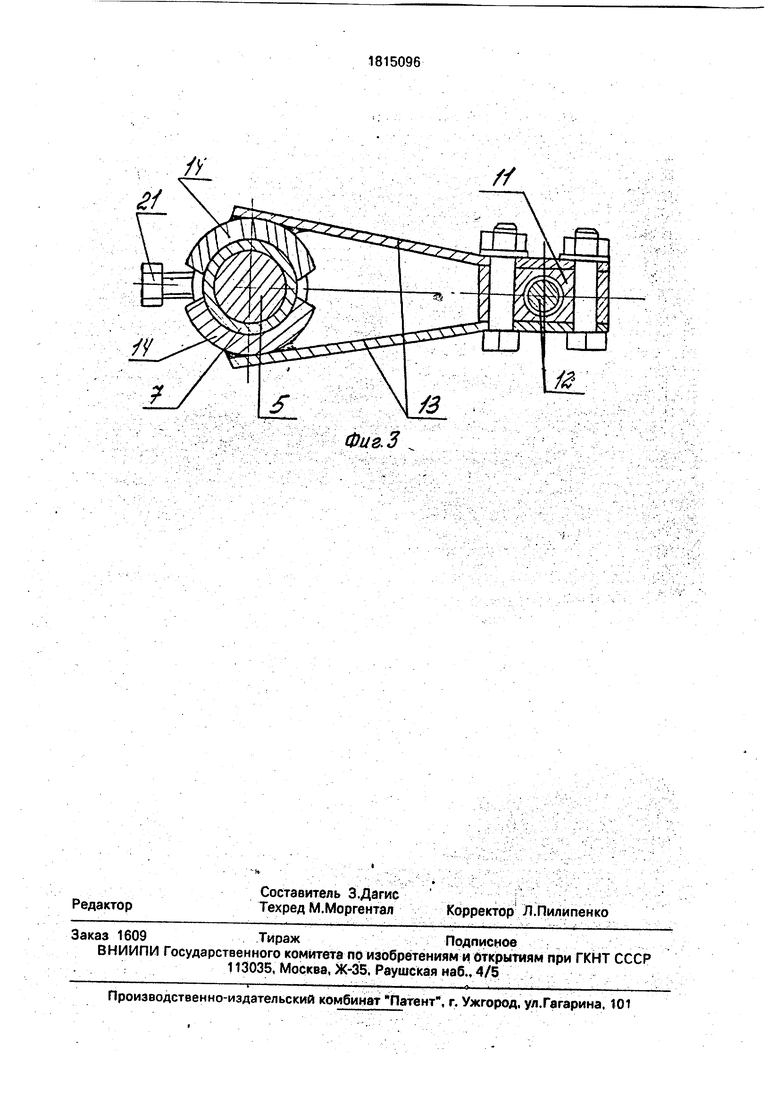
На фиг. 1 изображен общий вид устройства; на фиг. 2 - вариант примененного фрикционного фиксирующего приспособления нажимных и опорных головок; на фиг. 3 - сечение А-А на фиг. 2.
На чертежах и в тексте описания приняты следующие обозначения: 1 - корпус (скоба), 2- опорная втулка, 3 - вильчатая опора, 4 - гайка нажимного механизма, 6 - винт нажимного механизма, б - ручка, 7 - вильчатая пята, 8 - упор подвижной зажимной головки, 9 - основание подвижной зажимной головки выполненное в виде двуплече- го рычага; ТО - основание опорной зажимной головки, выполненное в виде дву- плечего рычага. 11 - проставка фрикционного приспособления, 12 - упорный штифт, фиксирующий приспособление, относительно корпуса, 13 плоские пружины фиксирующих фрикционных элементов пяты, выполненных в виде кольцевых секторов, 14 т фиксирующие элементы, выполненные в виде кольцевых секторов, 15 - проставка приспособления, фиксирующего опору, 16 - упор, 17 - плоские пружины фиксирующих элементов опоры, 18 - фрикционные фиксирующие элементы опоры, выполненные в виде кольцевых секторов, 19-ось шарнира, присоединяющая опорную головку к вильчатой опоре, 20 - ось шарнира, присоединя- . ющая подвижную головку к вильчатой пяте, 21 - стопорный винт пяты, 22 - шейка вала, 23 и 24 - ремонтные полукольца, Si - зазор в стыке ремонтных полуколец, $2 - зазор в стыках прижимных элементов, выполненных в виде кольцевых секторов.
Рассмотрим конструкцию переносного ручного устройства для прижима полуколец к цилиндрическим поверхностям.
Устройство (фиг. 1 и 2) состоит из корпуса, нажимного механизма, опорной и подвижной зажиных головок и приспособления для фиксации опорной и подвижной головок от поворота относительно их общей оси 0-0. -л
Конус состоит из скобы 1, к которой прикреплены кольцо 2 вильчатой поворотной опоры 3 и гайка 4 винтового нажимного механизма. Согласно изобретению могут быть . применены другие нажимные механизмы
(гидравлические, пневматические и т.д.). ...., Винтовой нажимной механизм включает нажимной винт 5, с рукояткой 6 и гайку 4, На цилиндрическом конце нажимного винта 5 изготовлена стопорная кольцевая канавка
и установлена вильчатая поворотная подвижная пята 7. К вильчатой поворотной пяте 7 прикреплен упор 8 подвижной головки, К вильчатой поворотной пяте 7 шарнирно присоединено основание подвижной
прижимной головки, выполненное в виде двуплечего рычага 9, к которому шарнирно присоединены прижимные элементы зажимной головки, выполненные в виде кольцевых секторов,.
к вильчатой поворотной опоре 3 шарнирно присоединено основание опорной прижимной головки, выполненное в виде двуплечего рычага 10, к которому присоединены (шарнирно) прижимные элементы
опорной зажимной головки, выполненные в виде кольцевых секторов.
Пята 7 и опора 3 имеют общую ось 0- 0 поворота, относительно которой в заданных пределах может быть повернут корпус
1 в любую сторону (см. вектор ш-). Это обеспечивает доступность к стыкам Si для выполнения сварочных работ, повышает производительность труда, сварочных швов и упрощает процесс сварки.
В предложенной конструкции корпус 1 после поворота относительно опорной и нажимной головок вокруг оси О-О удерживается фрикционным приспособлением. Фрикционное приспособление пяты 7
(фиг. 1 и 2) включает проетавку 11, которая с зазором установлена на упоре 12, присоединенном к корпусу 1, две плоские пружины 13, болтами присоединенные к проставке 11, фрикционные колодки 14,выполненные
Q виде кольцевых секторов и прикрепленные к плоским пружинам 13.
Фрикционные колодки 14 расположены в кольцевой проточке пяты 7 и удерживаются в этой проточке за счет сил упругости
пружин 13.
Расположение фрикционных колодок 14 в кольцевом пазе обеспечивает фиксацию всего фрикционного приспособления в том положении, в котором оно изображено
на фиг, 1. При этом перемещение винтом 5 пяты 7 вдоль оси 0-0 приводит к перемещению всего фрикционного механизма совместно с пятой 7 и относительно упора 12.
Аналогично устроено фрикционное приспособление опорной пяты 3. Это приспособление, включает проставку 15 (фиг. 1), установленную с зазором на упоре 16, две плоские пружины 17, прикрепленные болтами к проставке 15, фрикционные колодки 18, прикрепленные к плоским пружинам 17 и входящие в кольцевую проточку вильчатой опоры 3. Фрикционные колодки 18 и приспособление удерживается на опоре за счет сил упругости пружин 17.
Фрикционное приспособление опоры, по фиг, 1 обеспечивает стопорение опоры 3 во втулке 2.
При повороте корпуса (скобы) 1 вокруг оси пяты и опоры 0-0 при фиксированном положении нажимной и опорной головок упоры 12 и 16 воздействуют на проставки фрикционных приспособлений 11 и 15. После преодоления заданных сил трения между пятой, опорой и колодками 14 и 18 при повороте корпуса 1 колодки 14 и 18 сколЪзят в кольцевых пазах пяты 7 и опоры 3. После прекращения вращения корпуса 1 . относительно оси 070 за счет сил трения между пятой 7 (опорой 3) и фиксирующими элементами 14 (18) в фрикционных приспособлениях зажимные головки фиксируются относительно корпуса 1.
Согласно изобретению конструкция фрикционных фиксирующих пяту и опору приспособлений многовариантны, т.е. конструкции фрикционных приспособлений могут быть другими, например выполнены с использованием тарельчатых пружин и т.д.
При этом новым в нашем техническом решении является то, что элементы, фиксирующие пяту и опору относительно корпуса, выполнены в виде фрикционных упругих поджимаемых элементов, имеющих связь.с корпусом,
При этом обеспечивается стабильность усилий фиксации зажимных головок относительно корпуса в любом положении.
Рассмотрим работу устройства для прижима полуколец к цилиндрическим поверхностям, снабженного фрикционным приспособлением для фиксации пяты и опоры зажимных головок относительно корпуса на примере восстановления шеек коленчатых валов, например, тракторных двигателей ЯМЗ-238НБ способом установки ремонтных полуколец.
На подготовленную шейку 22 устанавливают ремонтные полукольца 23 и 24. Совмещают отверстия ремонтных полуколец с
отверстиями масляных каналов в шейках. Если шейки не имеют масляных каналов, а ремонтные полукольца - отверстий, стыки ремонтных полуколец размещают в зоне на- 5 именьшего износа или нагружения шеек, выравнивают зазоры в стыках и располагают ремонтные полукольца, симметрично относительно рабочей зоны шеек, Внутренний диаметр ремонтных полуколец
0 задают меньше диаметра шеек, подготовленных для их установки, примерно на 0,2.,.1,0 мм.
Поджимают ремонтные полукольца к шейкаЧи вручную и производят точечную
5 прихватку полуколец сваркой в одном стыке к шейке, .....
Располагают подвижную и опорную зажимные головки в плоскости корпуса 1. Поворачивают подвижную зажимную головку
0 вокруг оси 19 и раскрывают их. При этом прижимные.элементы, выполненные в виде кольцевых секторов, в раскрытом виде выполняют роль ловителей шейки.
Удерживая устройство за корпус в ру5 ках, подносят его с раскрытыми головками к шейке и энергичным движением перемещают перпендикулярно к шейке и вводят . шейку в раскрытые головки. Шейка входит в зажимные головки, поворачивает их вокруг
0 осей20и 19доупораизанимаетлоложение, изображенное на фиг. 1. Зазор в стыках ремонтных полуколец Si располагают в средней части зазора S2.
Вращая за ручку 6 винт 5 зажимного
5 механизма поджимают зажимные головки на шейке предварительно. Затем вручную преодолев момент трения между цилиндрической поверхностью пяты 7 и опоры 3 и фиксирующими элементами.14 и 18, повора0 чивают корпус 1 вокруг оси пяты и опоры 0-0, размещают его в положении, при котором он не будет затруднять сварку стыков.
5Производят окончательное поджатие зажимных головок и сваривают стыки. После сварки стыков Si уменьшают предварительно усилие поджатия зажимных головок к шейкам, поворачивают корпус и распола0 гают его в плоскости зажимных головок. Снимают окончательно усилие поджатия головок к шейкам и энергичным движением перемещают корпус 1 по направлению от шейки. При этом зажимные головки, под
5 действием приложенного усилия, поворачиваются вокруг осей 20 и 19 и шейка выходит из них, а устройство принимает положение, необходимое для установки на следующую шейку. Головки в шарнирах 20 и 19 фиксируются за счет сил трения.
Выполнение элементов, фиксирующих пяту и опору относительно оси их поворота и корпуса в виде фрикционных, упруго поджимаемых элементов, имеющих связь с кор- пусом, обеспечивает устройству следующую технико-экономическую эффектив- ность,
1. Обеспечена стабильность усилия фиксации пяты и опоры по отношению к корпусу при повороте корпуса на любой угол относительно оси 0-0.
2. Упрощены процесс сборки и применение устройства в эксплуатации, повышена производительность труда и обеспечена возможность получения более качественно- го сварного соединения.
3. Увеличена надежность устройства.
Изобретение создано в связи с выполнением служебного задания, но организация заявку не оформила в установленный срок.
Просим изобретению присвоить имя автора.
Формула из обретён и я
1. Устройстве для прижима полуколец к цилиндрическим поверхностям, содержащее смонтированные на корпусе нажимной механизм, включающий винт и опорный механизм, о т л и ч а ю щ е ё с я тем, что, с целью
расширения технологических возможностей путем обеспечения закрепления кольцевых секторов относительно друг друга на цилиндрических поверхностях, оно оснащено расположенной на корпусе гайкой, закрепленной на винт нажимного механизма вильчатой пятой, шарнирно соединенным с вильчатой пятой двуплечим рычагом с прижимными кольцевыми секторами, опорный механизм оснащен опорной втулкой, вильчатой опорой и шарнирно соединенным с ней двуплечим рычагом с опорными кольцевыми секторами, нажимной и опорный механизмы снабжены упорами для двуплечих рычагов, при этом устройство оснащено фрикционными фиксирующими приспособлениями для нажимного и опорного механизмов.
2. Устройство по п.1,отличающее- с я тем, что каждое фрикционное фиксирующее приспособление выполнено в виде кольцевых фрикционных секторов с внутренними охватывающими цилиндрическими поверхностями, взаимодействующими с вильчатой пятой или вильчатой опорой; закрепленных на секторах пластинчатых пружин с проставками для упора корпуса и стопорного винта, размещенного в проточке цилиндрического участка винта.
ФиеЗ

Использование изобретения: для закрепления кольцевых секторов относительно друг друга на цилиндрических поверхностях. Сущность изобретения: устройство содержит корпус 1. На корпусе размещена гайка для винта 5. Устройство содержит фрикционные фиксирующие механизмы для нажимного механизма и опоры. Каждый фрикционный фиксирующий механизм включает фиксирующие элементы 14, 18, плоские пружины 13, 17, закрепленные на них проставки 11,15с отверстиями для упоров 12,16 корпуса 1. Нажимной механизм и опора содержат двуплечий рычаг 9, 10 с нажимным кольцевым сектором и опорным кольцевым сектором. 1 з.п. ф-лы, 2 ил.
| Общемашиностроительные типовые и руководящие материалы в области технологии и организации производства | |||
| Оборудование для комплексной механизации сварочного производства, ОМ ТРМ 5436- 006-67, ч | |||
| НИИинформаш, 1967 | |||
| с | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Горный компас | 0 |
|
SU81A1 |
