Предлагаемое изобретение относится к обработке металлов давлением и может быть использовано для смены штамповых вставок и грейферных линеек.
Известно устройство для монтажа и демонтажа штамповых вставок, содержащее шарнирно-рычажную систему, установленную на станине пресса с возможностью поворота и перемещения относительно вертикальной оси и несущую фланец для крепления технологической оснастки [1]
Основным недостатком известного устройства является то, что оно не может служить для монтажа и демонтажа средних съемных частей грейферных линеек, без демонтажа которых невозможно сменить штамповые вставки.
Известно также устройство для смены штамповых вставок вместе со штамподержателем и грейферными линейками, содержащее грейферные линейки, образованные из трех частей посредством гидравлических разъемных соединений, штамподержатель с размещенными в нем штамповыми вставками и упорами для установки средних частей грейферных линеек, а также подвижную тележку с приводными захватами для перемещения штамподержателя. Это устройство, как наиболее близкое по функциональному назначению, принимается за прототип [2]
Основным недостатком известного устройства является то, что для замены одной из грейферных линеек (например, для доводки или ремонта), необходимо выводить из пресса весь штамподержатель с двумя съемными частями грейферных линеек. Кроме того, недостатком известного устройства является наличие гидравлических разъемных соединений, которые в рабочем состоянии постоянно находятся под давлением, что усложняет их конструкцию и снижает надежность.
В заявленном устройстве указанные недостатки устраняются тем, что шарнирно-рычажная система снабжена многофункциональным звеном, в котором смонтирован дополнительный соединительный элемент с возможностью последующего взаимодействия с ответным отверстием, выполненным в средней части грейферных линеек, при этом верхняя поверхность упомянутого звена выполнена в виде площадки для монтажа и демонтажа верхних штамповых вставок, а две боковые поверхности снабжены цапфами для монтажа и демонтажа нижних вставок посредством гибких силовых соединений, например цепей.
Сопоставительный анализ с известными решениями устройств для монтажа и демонтажа штамповых вставок и грейферных линеек показывает, что заявляемое решение, выполняющее аналогичную функцию, позволяет наиболее оптимально решить задачу упрощения конструкции и повышения надежности в работе. Кроме того, заявленное устройство может применяться совместно с устройством, принятым за прототип, с целью использования для монтажа и демонтажа вставок и грейферных линеек в тех случаях, когда нет необходимости в смене штамподержателя, а нужно, например, сменить только одну или две вставки, или удалить из пресса грейферную линейку для ремонта захватов.
К совокупности существенных признаков заявляемого устройства, позволяющей получить упомянутый технический результат, следует отнести то, что средняя часть каждой грейферной линейки с упомянутым ответным отверстием снабжена размещенными в торцах разъемными соединениями, выполненными в виде двух взаимно перпендикулярных отверстий, в одном из которых в направляющей втулке расположен с возможностью осевого перемещения снабженный направляющим пояском зажимной болт, на одном конце которого смонтирован зажимной элемент с возможностью взаимодействия с выступами пазов, выполненных в другой сопряженной части линеек, причем между торцами направляющей втулки и направляющего пояска установлен пакет тарельчатых пружин, а в другом отверстии смонтирован приводной эксцентриковый валик с гарантированным зазором между рабочей поверхностью эксцентрика и торцевой поверхностью головки зажимного болта с возможностью последующего взаимодействия упомянутых поверхностей. Такая конструкция разъемных соединений позволяет легко монтировать средние части грейферных линеек посредством упомянутой шарнирно-рычажной системы с соединительным элементом и позволяет простым поворотом упомянутого эксцентрикового валика на 90о осуществлять зажим и разжим средней части грейферных линеек.
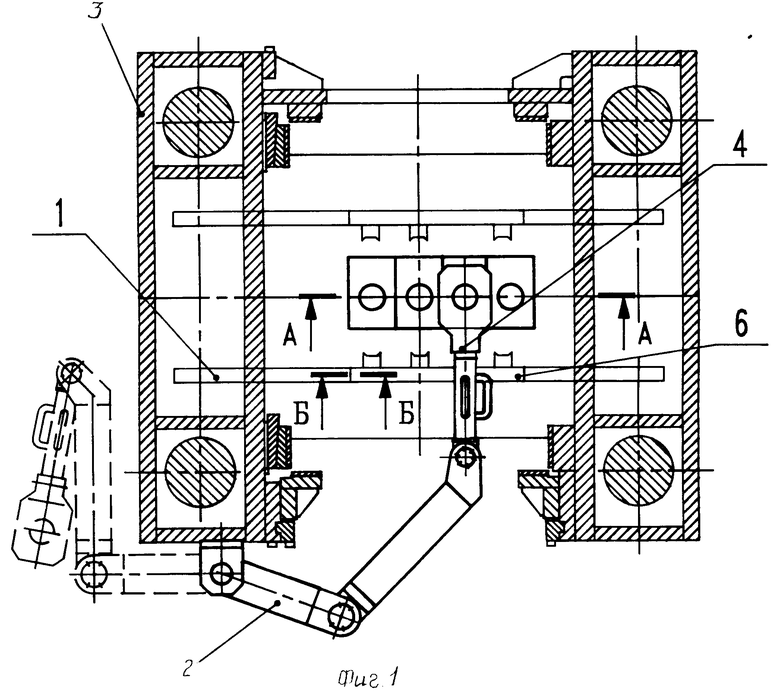
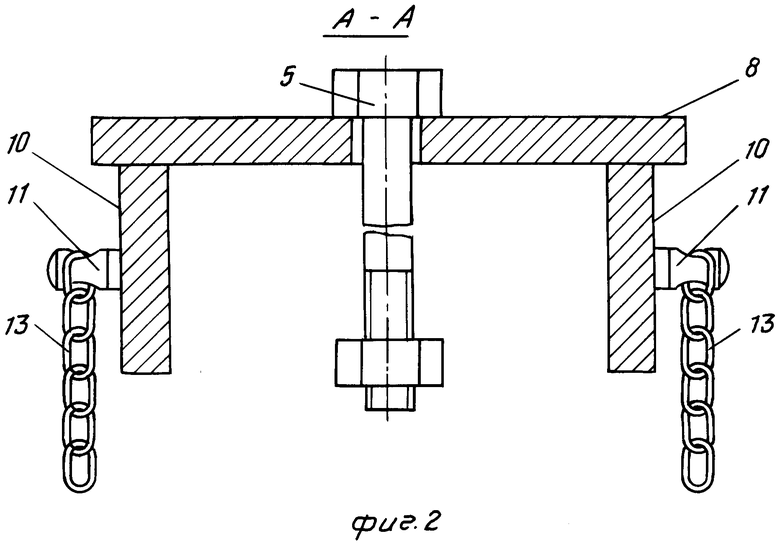
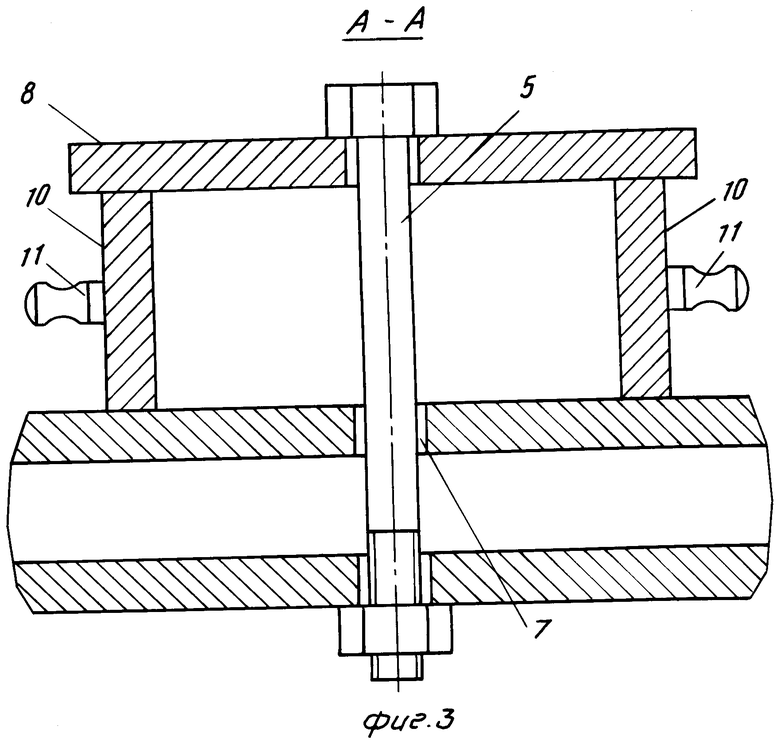
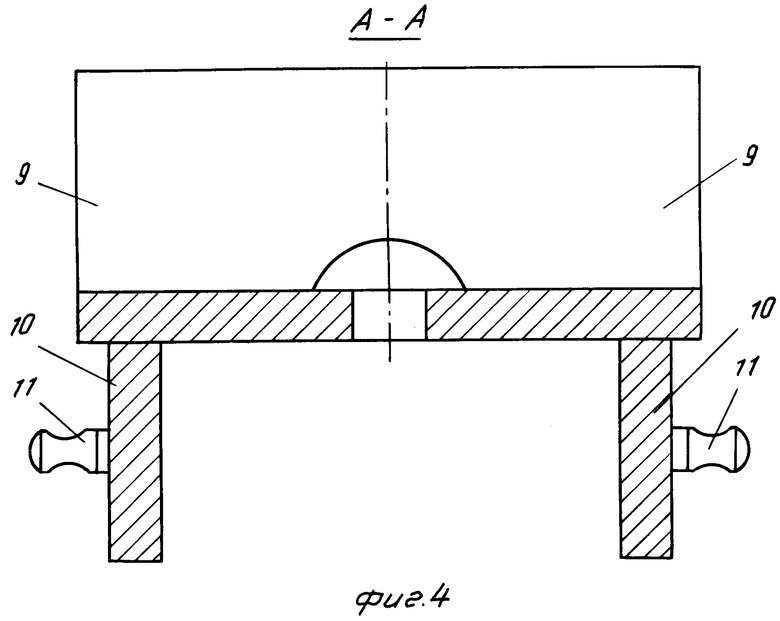
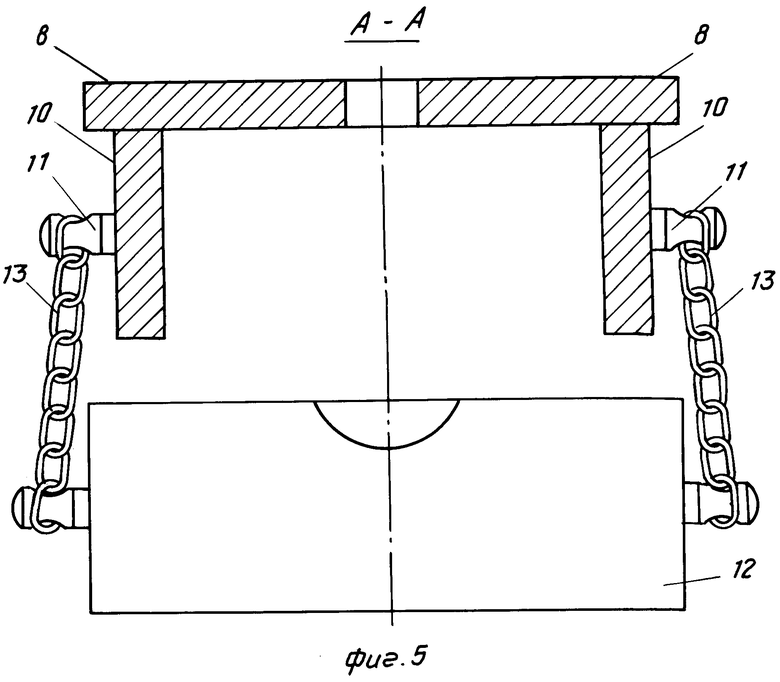
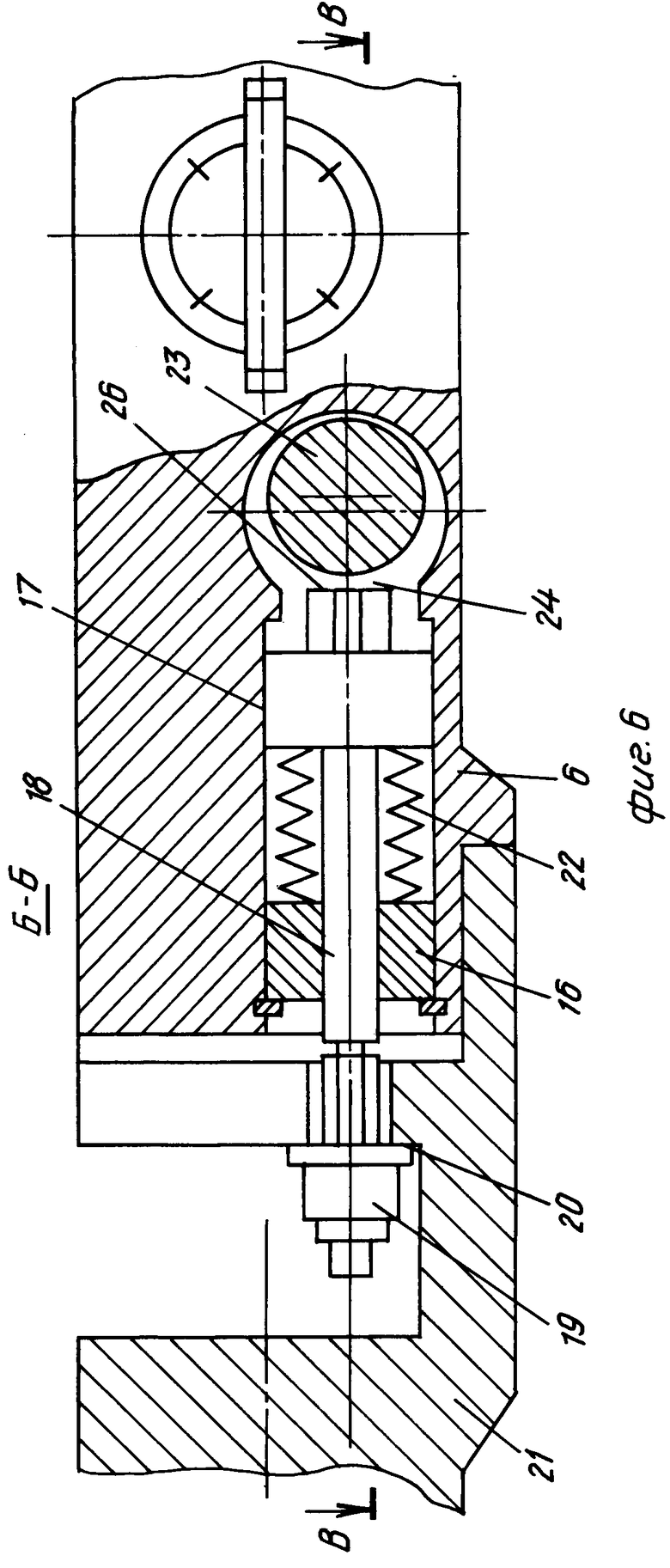
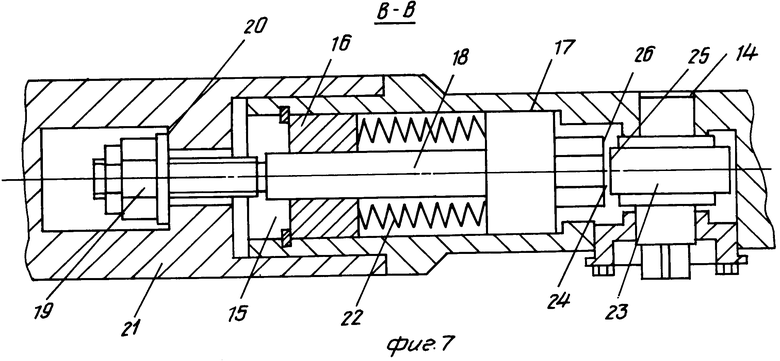
На фиг. 1 изображен общий вид универсального устройства для монтажа и демонтажа штамповых вставок и грейферных линеек; на фиг.2 разрез А-А на фиг. 1; на фиг.3 то же, при смене средней части линейки; на фиг.4 то же, при смене верхней вставки; на фиг.5 то же, при смене нижней вставки; на фиг.6 разрез Б-Б на фиг.1; на фиг.7 разрез В-В на фиг.6.
Универсальное устройство для монтажа и демонтажа штамповых вставок и грейферных линеек (фиг.1) содержит грейферные линейки 1, шарнирно-рычажную систему 2, закрепленную на станине 3, снабженную многофункциональным звеном 4 с соединительным элементом 5, смонтированным с возможностью последующего взаимодействия с выполненным в средней части 6 грейферной линейки 1 ответным отверстием 7. При этом верхняя поверхность 8 многофункционального звена 4 выполнена в виде площадки для монтажа и демонтажа верхних вставок 9 и средней части 6 грейферной линейки 1, а две боковые поверхности 10 снабжены цапфами 11 для монтажа и демонтажа нижних вставок 12 посредством гибких силовых соединений, например цепей 13.
На фиг. 6 и 7 показан вариант заявляемого универсального устройства, у которого средняя часть 6 грейферной линейки 1 снабжена размещенными в торцах разъемными соединениями, выполненными в виде двух взаимно перпендикулярных отверстий 14 и 15, в одном из которых в направляющей втулке 16 расположен с возможностью осевого перемещения снабженный направляющим пояском 17 зажимной болт 18, на одном конце которого смонтирован зажимной элемент 19 с возможностью взаимодействия с выступами пазов 20, выполненных в другой сопряженной части 21 линейки, причем между торцами направляющей втулки 16 и направляющего пояска 17 установлен пакет тарельчатых пружин 22, а в другом отверстии смонтирован приводной эксцентриковый валик 23 с гарантированным зазором 24 между рабочей поверхностью 25 эксцентрикового валика 23 и торцевой поверхностью 26 головки зажимного болта 18 с возможностью последующего взаимодействия упомянутых поверхностей.
Универсальное устройство работает следующим образом.
При смене средней части 6 грейферной линейки 1 (фиг.3) многофункциональное звено 4 с помощью шарнирно-рычажной системы 2 вводится в станину пресса 3 и подводится к средней части 6 линейки (привод перемещения шарнирно-рычажной системы 2 по вертикали на фигурах условно не показан). После этого средняя часть 6 линейки крепится с помощью соединительного элемента 5 и ответного отверстия 7 к многофункциональному звену 4. Затем средняя часть 6 открепляется от сопряженных частей 2 грейферной линейки 1 и с помощью шарнирно-рычажной системы 2 выводится из станины пресса 3.
После снятия средней части 6 грейферной линейки 1 можно заменить верхнюю 9 и нижнюю 12 вставки.
При смене верхней вставки 9 (фиг.4) многофункциональное звено 4 с помощью шарнирно-рычажной системы 2 вводится в станину пресса 3 и подводится под верхнюю вставку 9. После этого верхняя вставка 9 открепляется (элементы крепления условно не показаны), опускается на верхнюю поверхность 8 многофункционального звена 4 и выводится из станины пресса 3.
При смене нижней вставки 12 (фиг.5) многофункциональное звено 4 располагается над нижней вставкой 12, вставка открепляется, крепится с помощью гибких силовых соединений, например цепей 13, к цапфам 11, расположенным на боковых поверхностях 10 многофункционального звена 4 и выводится из станины пресса.
Установка средней части 6 грейферной линейки 1, верхней 9 и нижней 12 вставок осуществляется в обратной последовательности.
При размещении в торцах средней части 6 грейферной линейки 1 быстродействующих разъемных соединений (фиг.7) открепление средней части 6 от сопряженных частей 21 грейферной линейки 1 производится следующим образом. При повороте на 90о приводного эксцентрикового валика 23, размещенного в отверстии 14, выбирается зазор 24 между рабочей поверхностью 25 валика 23 и торцовой поверхностью 26 зажимного болта 18, размещенного в отверстии 15, затем рабочая поверхность 25 валика 23 нажимает на торцовую поверхность 26 зажимного болта 18, перемещает его в направляющей втулке 16 и сжимает пакет тарельчатых пружин 22, размещенный между торцами направляющей втулки 16 и направляющего пояска 17. При этом зажимной элемент 19, размещенный на зажимном болте 18, перемещается вместе с ним относительно выступов паза 20. Линейки при этом раскрепляются.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРЕЙФЕРНАЯ ПОДАЧА К ШТАМПОВОЧНОМУ ПРЕССУ | 1995 |
|
RU2090291C1 |
| ГРЕЙФЕРНАЯ ПОДАЧА К ШТАМПОВОЧНОМУ ПРЕССУ | 1998 |
|
RU2146618C1 |
| ПРЕСС КРИВОШИПНЫЙ | 1998 |
|
RU2146197C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2116855C1 |
| ПРЕСС ДЛЯ ШТАМПОВКИ ОБКАТЫВАНИЕМ | 1994 |
|
RU2077403C1 |
| ПОЛЗУН КРИВОШИПНОГО ПРЕССА | 2001 |
|
RU2210505C2 |
| ЧЕКАНОЧНЫЙ КРИВОШИПНО-КОЛЕННЫЙ ПРЕСС | 1995 |
|
RU2118259C1 |
| УСТРОЙСТВО ДЛЯ ЗАТЯЖКИ РАЗЪЕМНОЙ СТАНИНЫ ПРЕССА И ВЫВЕДЕНИЯ ПРЕССА ИЗ РАСПОРА | 1996 |
|
RU2136502C1 |
| СПОСОБ РЕГУЛИРОВКИ НИЖНЕГО ВЫТАЛКИВАТЕЛЯ ПРЕССА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087318C1 |
Использование: для смены штамповых вставок и грейферных линеек и в конструкциях грейферных линеек. Сущность изобретения: устройство содержит шарнирно-рычажную систему, установленную на станине пресса, грейферные линейки выполнены по меньшей мере из трех частей со средствами их соединения. Шарнирно-рычажная система имеет многофункциональное звено для соединения со средней частью каждой грейферной линейки. Верхняя поверхность звена выполнена с возможностью монтажа и демонтажа верхних штамповых вставок, а боковые поверхности звена выполнены с возможностью монтажа и демонтажа нижних вставок. Каждое средство соединения частей линеек выполнено в виде установленных в частях линеек зажимного болта, приводного эксцентрикового валика и зажимного элемента. Зажимной болт смонтирован в направляющей втулке и подпружинен к эксцентрику эксцентрикового валика. Это позволяет упростить конструкцию и повысить надежность в работе. 2 с. п. ф-лы, 7 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Каталог фирмы SMS Hasenclever, ФРГ, Автоматические системы, N Р7/317, 1987. | |||
