Изобретение относится к обработке металлов давлением, в частности к автоматическим линиям для горячей объемной штамповки.
Известна автоматическая линия штамповки поворотных кулаков, содержащая индукционный нагреватель со средствами нагрузки, транспортер подачи заготовок от нагревателя к устройству загрузки нагретых заготовок в пресс с окном многопозиционным штамповым блоком, устройство для переноса заготовок между позициями штампа, причем автоматическая линия снабжена устройством для ориентированной приемной поковок на позиции обрезки штампа и последующего их стапелирования в виде приемного стакана, соединенного с механизмом удаления поковки из пресса, манипулятора приемки и переноса поковок с захватами, размещенных на подвижных каретках, промежуточного ложемента и секционного стапелера в виде блока кассет, и устройством для их замены с автономным приводом [1]
Однако в упомянутой линии отсутствует устройство для регулирования температуры заготовок по позициям штамповки, и, кроме того, в технологическом цикле этой линии отсутствуют операции зачистки штамповочных уклонов и калибровки заготовок.
Известна, наиболее близкая к изобретению по назначению и составу, автоматическая линия для горячей штамповки звеньев гусеничной цепи, содержащая индукционный нагреватель, устройство для подачи нагретых заготовок от индукционного нагревателя к прессу для горячей объемной штамповки и оборудование для зачистки штамповочных уклонов и калибровки заготовок, снабженные устройствами для их подачи по позициям обработки в ориентированном положении, устройствами для загрузки и выгрузки заготовок, устройством для выгрузки отходов, приводы которых объединены общей системой управления линией [2]
Упомянутой линии присущи следующие недостатки: зачистка штамповочных уклонов производится после калибровки на дополнительном металорежущем обору- довании; в составе линии автоматизирован только горячештамповочный комплекс; отсутствуют автоматизированные устройства по разделению поковки от облоя, так как она обрезается на провал, а облой удаляется вручную, поэтому не возможно разместить эту операцию на автоматизированном горячештамповочном комплексе; ввиду того, что при обрезке поковок на провал она получается с большими искажениями, то вынужденной мерой после этого является ее правка на калибровочном прессе с ручной загрузкой-выгрузкой.
Технический результат изобретения состоит в создании условий для качественной зачистки штамповочных уклонов заготовок и их калибровки на одном и том же оборудовании.
Это достигается тем, что линия, содержащая индукционный нагреватель, устройство для подачи нагретых заготовок от индукционного нагревателя к прессу для горячей объемной штамповки и оборудование для зачистки штамповочных уклонов и калибровки заготовок, снабженные устройствами для загрузки и выгрузки заготовок, устройством для выгрузки отходов, приводы которых объединены общей системой управления линией, снабжена устройством для быстрой смены штампов, выполненным в виде подвижной тележки и передаточно-выбраковочным устройством, установленным перед оборудованием для зачистки штамповочных уклонов и калибровки заготовок в виде пресса соответствующими позициями с возможностью передачи заготовок, соответствующих заданной температуре на упомянутые позиции или их отбраковке при несоответствии заданной температуре и выполненным в виде шарнирного параллелограмма, смонтированного одной парой шарниров на основании и снабженного установленными на другой паре шарниров своей нижней горизонтальной полкой Z-образным кронштейном, на вертикальной полке которого закреплен основной ложемент для фиксации заготовки при передаче последней на упомянутые позиции. На его верхней горизонтальной полке закреплена одна из подставок промежуточного ложемента под установку заготовок, другая подставка которого, выполняющая отбраковочную функцию, закреплена на горизонтальной полке Т-образного рычага, расположенного над устройством удаления избыточных заготовок и заготовок с температурой, не соответствующей заданной, и смонтированного шарнирно нижним концом вертикальной полки на упомянутом основании, а верхней полкой посредством серьги шарнирно связана с одним из звеньев упомянутого параллелограмма, причем другое его звено средней частью сочленено шарнирно со штоком силового цилиндра, корпус которого шарнирно установлен на основании. Управление этого цилиндра взаимосвязано также с приводом устройства для быстрой смены штампов, при этом подвижная тележка последнего снабжена смонтированным на ней кривошипно-шатунным механизмом, несущим на концах шатунов ролики, сочленяемые с крюками штампа при перемещении последнего посредством рычажной системы с ручным управлением, и оснащена устройством для автоматического крепления ее к столу пресса.
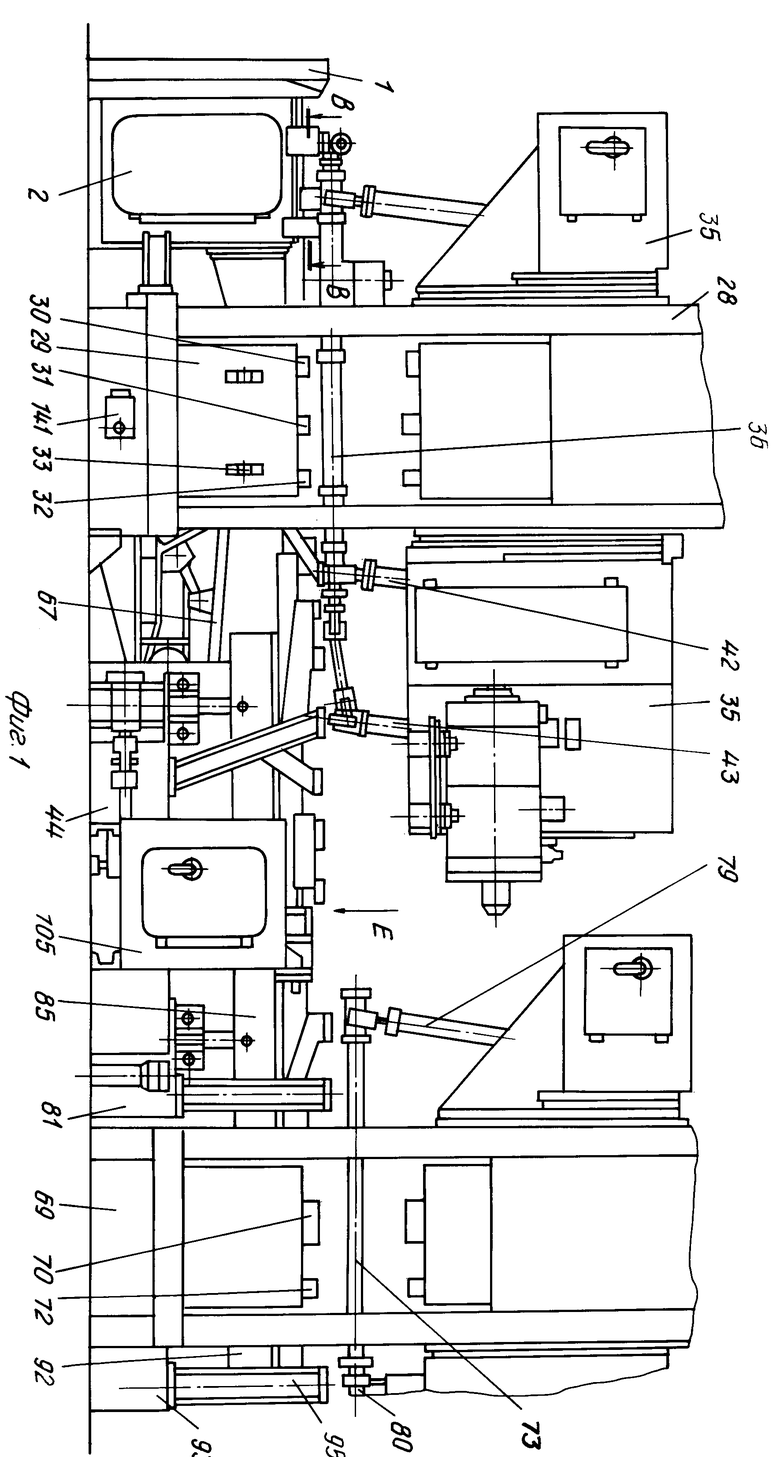
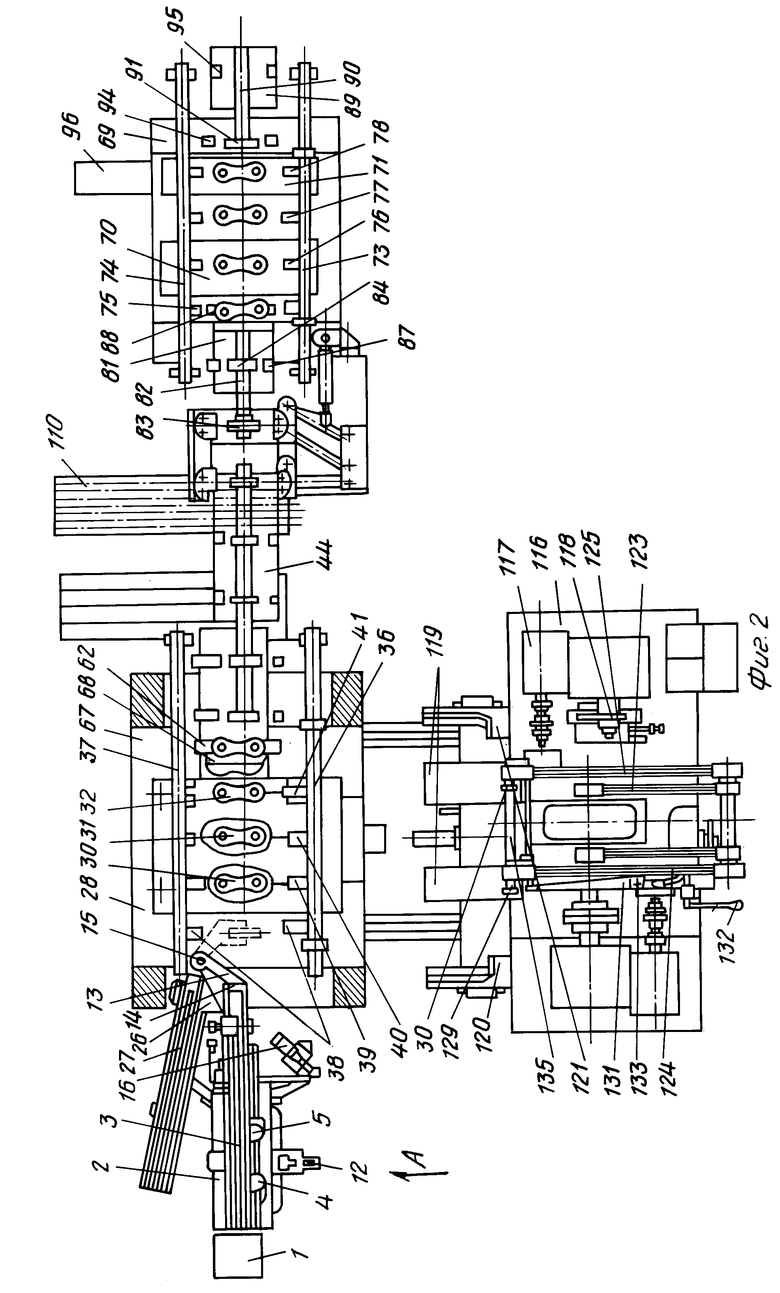
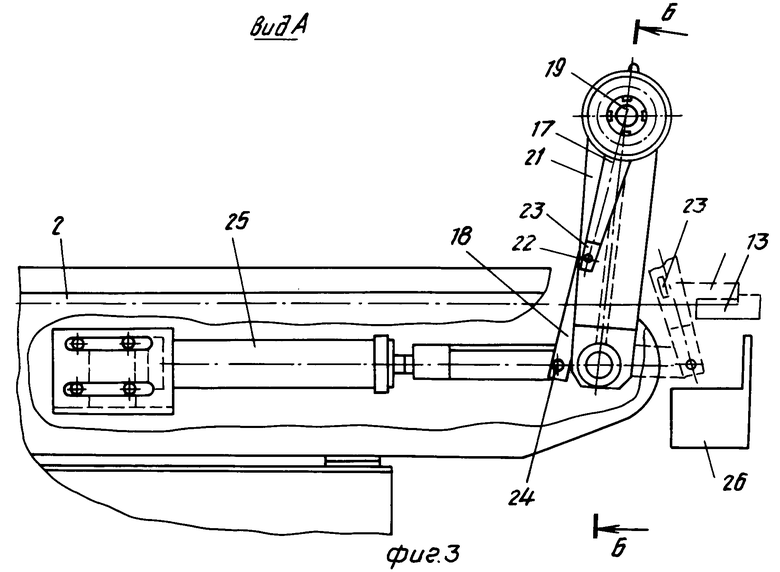
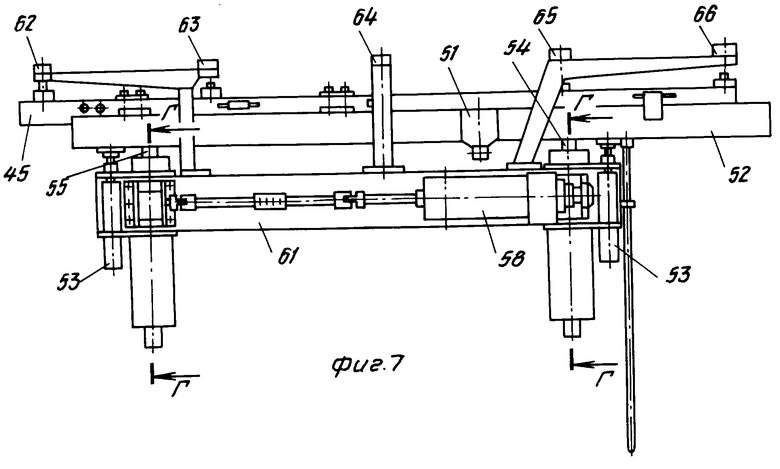
На фиг.1 показана линия, главный вид; на фиг.2 то же, план; на фиг.3 вид по стрелке А на фиг.2; на фиг.4 разрез Б-Б на фиг.3; на фиг.5 разрез В-В на фиг.1; на фиг.6 цикловая диаграмма устройства для переноса заготовок по позициям обработки внутри прессов; на фиг.7 устройство для выгрузки заготовок из пресса для горячей объемной штамповки, главный вид; на фиг.8 то же, план; на фиг.9 разрез Г-Г на фиг.7; на фиг.10 устройство для быстрой смены штампа в положении транспортировки штампа; на фиг.11 устройство для быстрой смены штампа в исходном положении; на фиг.12 разрез Д-Д на фиг.10; на фиг.13 вид по стрелке Е на фиг.1.
Автоматическая линия для горячей объемной штамповки, преимущественно звеньев гусеничной цепи, содержит индукционный нагреватель 1 со средствами загрузки, выгрузки и контроля температуры заготовок, устройство 2 для подачи нагретых заготовок от индукционного нагревателя к прессу, выполненное в виде транспортера 3, двух поворотных упоров 4, 5, выполняющих функцию отсекателя заготовок и расположенных на валах 6, 7, сочлененных посредствомд рычагов 8, 9 и серьги 10 между собой и с приводом 11, оснащенного фотоголовкой 12, механизма поворота заготовок на 90о, выполненного в виде поворотной консоли 13 с передним упором 14, расположенной на валу 15 корпуса усройства 2, снабженного фотоголовкой 16 и досылателем заготовок до упора 14, закрепленном на корпусе устройства и выполненным в виде вертикальных рычагов 17, 18, сочлененных между собой осью 19, размещенной на подшипниках 20 корпуса 21.
При этом рычаг 17 расположен по оси подачи заготовок и посредством шарнира 22 сочленен с упором 23, имеющим поворот в направлении перемещения заготовки, а рычаг 18 посредством шарнира 24 сочленен с приводом 25.
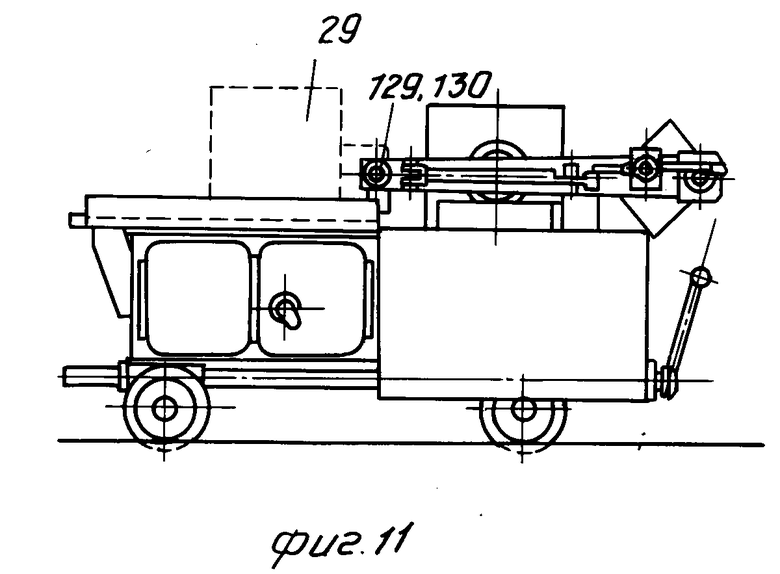
Устройство также содержит механизм отбраковки с лотком 26 и дополнительным транспортером 27, пресс 28 для горячей объемной штамповки со штампом 29, содержащим ручей 30 для предварительной штамповки, ручей 31 для окончательной штамповки, ручей 32 для прошивки отверстий и обрезки облоя, крюки 33 и колеса 34, выполняющие функцию перемещения и салки штампа 29.
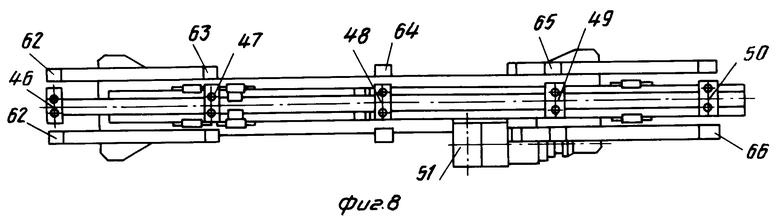
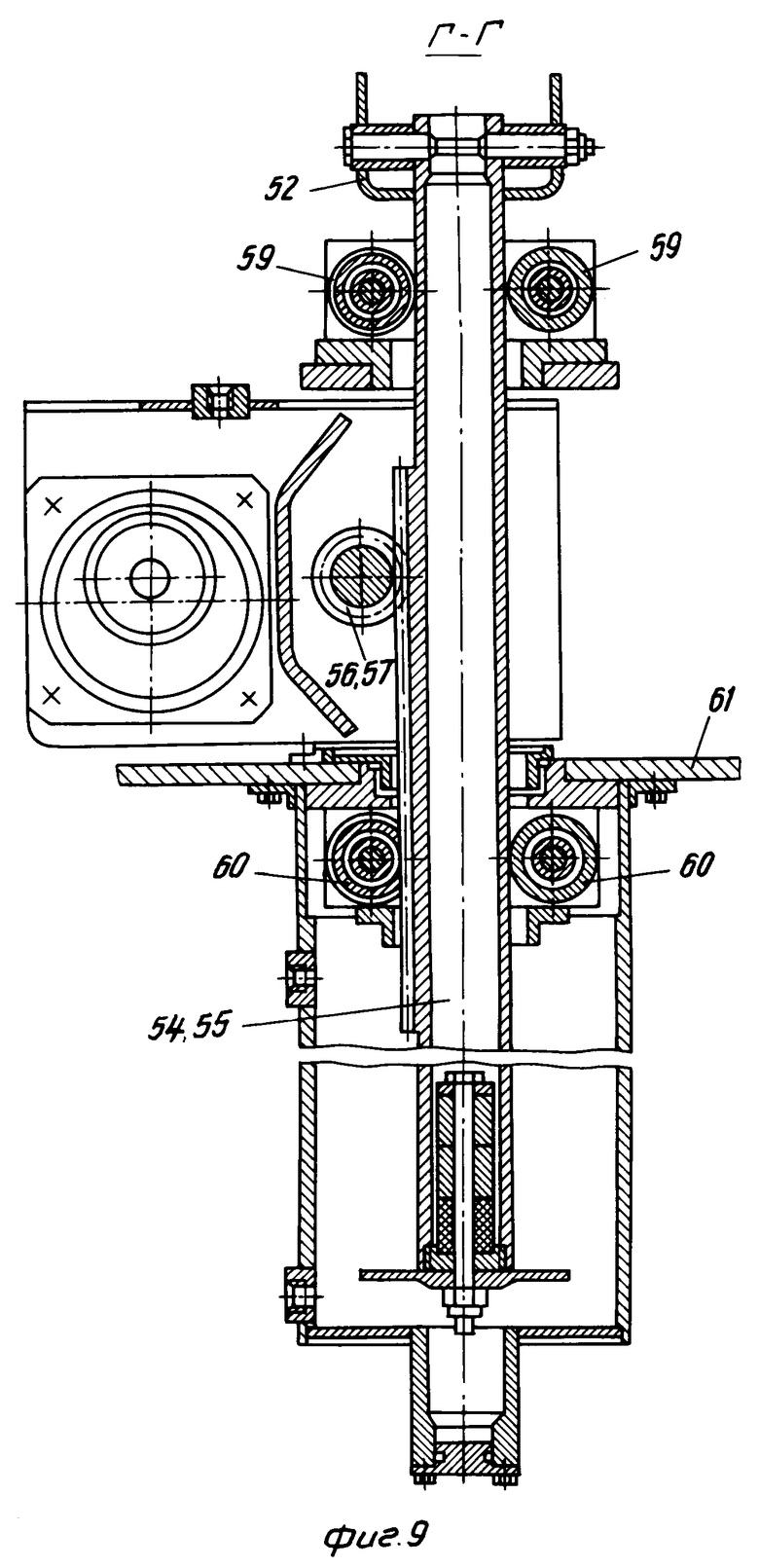
Устройство 35 для переноса заготовок по позициям обработки 30-32 внутри пресса 29 выполнено в виде двух грейферных линеек 36, 37 с подпружиненными захватами 38-41, сочлененных с механизмом 42 поперечных перемещений и подъема линеек и с механизмом 43 продольного перемещения линеек с общим электроприводом. Устройство 44 для выгрузки заготвок из пресса 28 содержит каретку 45, снабженную захватами 46-50 и перемещающуюся от зубчато-реечной передачи и электродвигателя 51 относительно балки 52 с уравновешивателями 53 и колоннами 54, 55, перемещаемыми от зубчато-реечных передач 56, 57 и электродвигателя 58 относительно роликов 59, 60 основания 61 с неподвижными ложементами 62-66.
Линия включает устройство 67 для выгрузки отходов (выдры и облоя), состоящее из пресса 28 с разделителем 68 облоя от поковок, пресс 69 для калибровки и зачистки штамповочных уклонов со штампом 70 для калибровки и штампом 71 для зачистки штамповочных уклонов, устройство 72 для переноса поковок по позициям обработки 70, 71 внутри пресса 69, выполненное в виде двух грейферных линеек 73, 74 с подпружиненными захватами 75-79, сочлененных с механизмами поперечных перемещений и подъема линеек и механизмом 80 продольного перемещения линеек с общим электроприводом; устройство 81 для загрузки заготовок в пресс 69 с подвижной кареткой 82, несущей многоместные захваты 83-84 относительно подвижной балки 85, размещенной на основании 86 с неподвижными ложементами 87, 88, устройство 89 для выгрузки заготовок из пресса 69 с подвижной кареткой 90, несущей захват 91 относительно подвижной балки 92, размещенной на основании 93 с неподвижными ложементами 94-94, устройство 96 для выгрузки отходов (продуктов зачистки штамповочных уклонов) из пресса 69, устройство для поддержания заданной температуры заготовок перед калибровочной их зачисткой, выполненное в виде определенного количества ложементов 62-66, устойство 44 и содержащее передаточно-выбраковочный механизм, выполненный в виде двух рычажных систем с ложементами 97-100 для приема и переноса поковок в ориентированном положении.
Рычажная система основных ложементов 97, 98, выполняющих функцию передаточного механизма, выполнена в форме параллелограмма, включающего рычаги 101, 102, один конец которых посредством осей 103, 104 сочленен с корпусом 105, а другой конец аналогично сочленен с кронштейном 106. При этом рычаг 102 посредством шарнира 107 сочленен со штоком 108 пневмоцилиндра 109 приведения его в движение, шарнирно закрепленном на корпусе 105. Рычажная система промежуточных ложементов 99, 100, выполняющих функцию отбраковки, и сочлененная с транспортером 110 содержит рычаг 111, один конец которого шарнирно сочленен посредством осей 112, 113 и серьги 114 с кронштейном 106, другой конец посредством оси 115 с корпусом 105.
Устройство для быстрой смены штампа выполнено виде тележки 116, мотор-редуктора 117 с цепной передачей 118 ее привода, площадки 119 с регулируемыми планками-упорами 120, 121, для размещения и фиксации штампа 29. Установленный на тележке кривошипно-шатунный механизм содержит кривошипы 122, 123, шатуны 124, 125, мотор-редуктор 126 привода механизма и несущий на концах шатунов опорные ролики 127, 128 и ролики 129, 130, сочленяемые с крюками 33 штампа 29 при перемещении последнего посредством рычажной системы с ручным управлением, выполненной в виде двуплечего рычага 131 с рукояткой 132, осью 133, расчленения его с шатуном 124, осью 134 сочленения его с валом 135, размещенного в подшипниках скольжения шатунов 124, 125 и несущего ролики 129, 130.
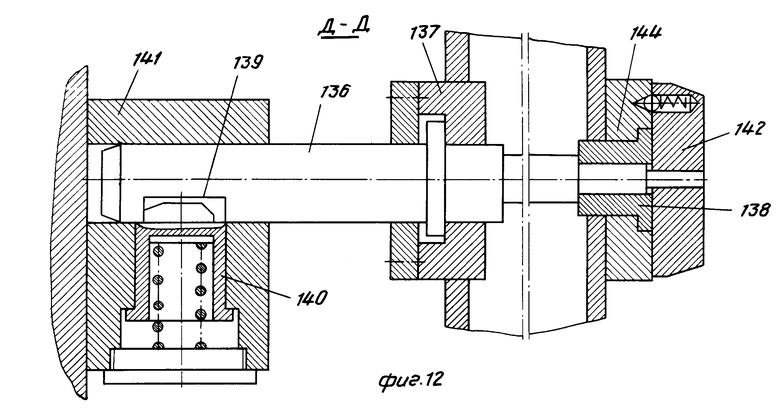
Устройство для автоматического крепления тележки 117 к столу пресса 28, выполнено в виде фиксатора 136, размещенного в опорах 137, 138 тележки 117, один конец которого оснащен профильным пазом 139, сочленяемым с подпружиненной защелкой 140, установленной в гнезде корпуса 141, закрепленного к столу пресса 28, другой конец сочленен с лимбом 142 с рукояткой 143 и пружинными фиксаторами 144 лимба 142 с тележкой 117.
Автоматическая линия для горячей объемной штамповки преимущественно звеньев гусеничной цепи работает следующим образом.
В исходном положении упор 5 отсекателя закрыт, а упор 4 открыт, упор 23, досылается в вертикальном положении, поворотная консоль 13 находится в зоне приема нагретой заготовки у транспортера 3, грейферные линейки 36, 37, 73, 74 опущены, раскрыты и находятся в крайнем левом положении, балки 52, 85, 92 опущены, каретки 45, 82, 90 находятся в крайнем левом положении, тележка 116 в наиболее удаленном от пресса положении.
Нагретая в индукционном нагревателе 1 до заданной температуры заготовка поступает плашмя на непрерывно вращающуюся цепь транспортера 3, устройство 2 для подачи нагретых заготовок от индукционного нагревателя 1 к прессу 28 и, перемещаясь вместе с цепью, упирается передним торцом до упора 5 отсекателя, в зоне которого размещена фотоголовка 12, выдающая в систему программного управления линии (СПУ) сигнал наличия заготовки и в случае, если поворотная консоль 13 находится в исходном положении, то включается привод 11 и упор 5 открывается, а упор 4 закрывается. Таким образом по транспортеру 3 к поворотной консоли 13 может переместиться только одна заготовка. Если к моменту открытия упора 5 было две заготовки, то вторая заготовка будет прижата упором 4 к боковой направляющей устройства 2.
Если поворотная консоль 13 к моменту поступления заготовки к упору 5 находилась не в исходном положении (в зоне штампа 29), то фотоголовка 12 выдает сигнал на включение устройства отсчета времени нахождения заготовки у упора 5. Когда это время достигнет значения, при котором заготовка остынет до температуры, недопустимой для штамповки, упор 5 открывается, заготовка перемещается далее по транспортеру 3, попадает на лоток 26, далее на дополнительный транспортер 27 и отбраковывается в тару или в приемный бункер индукционного нагревателя для повторного нагрева.
При перемещении заготовки до упора 5 к повторному нагреву консоли 13 она передним торцом взаимодействует на упор 23 досылателя, поворачивая его относительно рычага 17. В процессе поворота упора 23 относительно сочлененного с ним посредством шарнира 22 рычага 17 происходит подъем упора 23 и заготовка беспрепятственно перемещается к поворотной консоли 13. Как только контакт заготовки с упором 23 досылателя прекратится, то под собственным весом упор возвращается в исходное вертикальное положение.
В зоне поворотной консоли 13 размещена вторая фотоголовка 16, выдающая сигнал на включение в работу привода 25 досылателя, который поворачивает сочлененные с ним рычаг 18, ось 19, рычаг 17 и упор 23, не имеющий возможности поворота относительно рычага 17 в направлении, обратном перемещению заготовки в зоне штампа 29 с одновременной ее контовкой в горизонтальной плоскости на 90о.
В конце поворота включается электропривод устройства 35 для переноса заготовок по позициям 30-32 штампа 29 и, начиная с этого момента, происходит непрерывная работа устройства 35 в соответствии с силовой диаграммой, по которой механизм 42 поперечного перемещения и подъема грейферных линеек 36, 38 сводит и поднимает линейки 36, 37 с зажатыми заготовками подпружиненными захватами 38-41, механизм 43 продольного перемещения линеек 36, 37 перемещает их слева направо, механизм 42 опускает и разводит линейки 36, 37, а механизм 42 продольного перемещения линеек 36, 37 перемещает их справа налево.
В процессе первого цикла работы устройства 35 заготовка подпружиненными захватами 38 из поворотной консоли 13 укладывается в ручей 30 и одновременно с раскрытием линеек 36, 37 включается на ход ползуна пресса, в процессе которого заготовка обрабатывается в ручье 30 и предварительной штамповки.
Одновременно с перемещением грейферных линеек 36, 37 к ручью 30 включается привод поворотной консоли 13, которая из зоны штампа 29 возвращается в исходное положение.
При возвращении поворотной консоли 13 в исходное положение и при наличии сигнала нахождения заготовки у упора 5 отсекателя последний открывается и очередная заготовка поступает на поворотную консоль 13. Упор 23 досылателя перемещает заготовку до переднего упора 14 поворотной консоли 13, возвращается в исходное положение, по команде устройства 35 включается привод поворотной консоли 13 и очередная заготовка перемещается в штамп 29. При этом подача заготовок происходит через ход пресса. За один ход ползуна пресса заготовки обрабатываются в 30 и 32 ручьях, а за другой ход в ручье 31. При обработке в ручье 32 прошиваются отверстия и обрезается облой.
Отходы от прошивки отверстий (выдра) через окна в штампе 29 попадают на постоянно работающее устройство 68 и далее в тару.
Последняя пара 41 захватов выполнена двухэтажной и переносит одновременно обрезанную поковку и облой. В процессе переноса облой упирается в разделитель 68, сдвигается относительно захвата 41, в результате чего происходит разделение облоя и поковки. При опускании и разведении грейферных линеек 36, 37 поковка укладывается на ложемент 62, а облой сбрасывается на устройство 67 и далее в ту же тару, что и выдра. Уложенную на ложемент 62 поковку фиксирует фотоголовка, которая выдает сигнал счетчику количества отштампованных поковок и сигнал на включение в работу устройства 44. При этом включается электродвигатель 58, зубчато-реечные передачи 56, 57 перемещают колонки 54, 55 с закрепленной балкой 53 относительно роликов 59, 60 основания 61.
В процессе подъема захваты 46 каретки 45 фиксируют и снимают уложенную на ложементе 62 поковку. В поднятом положении балки 52 включается электродвигатель 51 и перемещает каретку 45 на шаг к прессу 69 для калибровки и зачистки штамповочных уклонов.
В конце перемещения СПУ выдает команду на опускание балки 52, при этом поковка из захвата 46 каретки 45 опускается и укладывается на ложемент 63. В опущенном положении балки 52 включается электродвигатель 51 и каретка 45 возвращается к прессу 28 в исходное положение за очередной поковкой.
После укладки устройством 35 следующей поковки на ложемент 62 включается электродвигатель 58 и устройство 44, совершая очередной цикл, переносит одновременно 2 поковки и укладывает их на ложементы 63, 64. За следующий цикл работы устройства 44 переносятся три поковки и укладываются соответственно на ложементы 63, 64, 65 и т.д. с возрастанием на одну поковку за каждый цикл до тех пор, пока на всех ложементах 62-66 не будут находиться поковки. Количество ложементов подбирается в зависимости от величины необходимого перепада в температуре заготовок штампуемых и температуре поковок, при которой происходит качественная зачистка штамповочных уклонов.
При одновременном переносе устройством 44 поковок со всех ложементов 62-66 поковка, переносимая с ложементов 66, укладывается на ложементы 97, 98 передаточного механизма, СПУ включает пневмоцилиндр 109, последний поворачивает рычаг 102 относительно корпуса 105 и перемещает кронштейн 106 с ложементами 98, 98 с уложенной поковкой в сторону пресса 69 в зону действия устройства 81, фотоголовка выдает сигнал на включение устройства 81 в работу, в результате чего подвижная балка 85 поднимается при этом захват 83 подвижной каретки 82 фиксируют и снижают уложенную на ложементы 97, 98 поковку. В поднятом положении балки 85 включается привод перемещения подвижной каретки 82 и она перемещается на шаг к прессу 69.
В конце перемещения каретки 82 СПУ выдает команду на опускание балки 85, при этом поковка укладывается на ложемент 88. В опущенном положении балки 85 каретка 82 возвращается в исходное положение и по команде фотоголовки устройство 86 совершает очередной цикл.
Когда устройство 81 удаляет с ложементов 97, 98 поковку, то включается пневмоцилиндр 109 и перемещает ложементы 97, 98 в зону укладки на них очередной поковки устройством 44. Если по каким-либо причинам произошла задержка возврата ложементов 97, 98 в зону укладки на них поковки устройством 44, а устройству 4 необходимо укладывать (по циклу работы) очередную поковку или отбраковать поковку, температура которой не в заданных пределах, то укладка поковки производится на ложементы 99, 100 без ее фиксации. В этом случае при возвращении лжементов 97, 98 из зоны работы устройства 81 в зону работы устройства 44 ложементы 99, 100, перемещаясь вместе с ложементами 97, 98, сбрасывают поковку на транспортер 110 и далее в тару. Когда устройство 81 уложит заготовку на ложемент 88, то СПУ выдает команду на включение в работу устройства 72 для переноса поковок по позициям обработки 70, 71 и, начиная с этого момента, происходит непрерывная работа устройства 72 в соответствии с цикловой диаграммой, по которой механизм 79 поперечного перемещения и подъема грейферных линеек 73-74 сводит и поднимает грейферные линейки 73, 74 с зажатыми поковками, подпружиненными захватами 75-78, механизм 80 продольного перемещения перемещает линейки 73, 74 слева направо, механизм 80 опускает и разводит линейки 73, 74.
В процессе первого цикла работы устройства 72 поковка подпружиненными захватами 75 из ложементов 88 укладывается в штамп 71 для калибровки и одновременно с раскрытием линеек 73, 74 включается ход ползуна пресса 69, в процессе которого поковка калибруется. К моменту завершения хода ползуна пресса грейферные линейки 73, 74 возвращаются в исходное положение и устройство 72 переносит одновременно 2 поковки. Захваты 75 переносят и укладывают поковку в штамп 70, а захваты 76 переносят и укладывают поковку на промежуточную позицию.
За следующий ход пресса производится обработка в одном ручье.
В процессе 3-го цикла работы устройства 72 его захваты 75-77 переносят одновременно три поковки и при ходе пресса производится обработка одновременно в двух штампах. Продукты зачистки штамповочных уклонов сбрасываются на устройство 56 для выгрузки отходов и далее в тару.
За следующий цикл работы устройства 72 его захваты 75-78 переносят одновременно четыре поковки, при этом захваты 78 укладывают поковку на ложементы 94 устройства 89 для выгрузки заготовок из пресса 69 и фотоголовка выдает сигнал на включение в работу устройства 89. При этом поднимается балка 92 в процессе подъема захват 91 каретки 90 фиксирует и снимает уложенную на ложементе 94 поковку.
В поднятом положении балки 92 включается электродвигатель перемещения каретки 90 и последняя перемещается на один шаг от пресса 69. В конце перемещения каретки 90 СПУ выдает команду на опускание балки 92, при этом поковка из захвата 91 укладывается на ложемент 95 и в опущенном положении балки 92. Каретка 90 возвращается за очередной поковкой. Уложенная на ложемент 95 поковка забирается механизмами термического участка.
Устройство для быстрой смены штампов работает следующим образом.
В исходном положении подвижная тележка 116 находится в наиболее удаленном от пресса 28 положении, рукоятка 132 сочленения роликов 129, 130 устройства с крюками 33 штампа 29 установлена в положение "Расчленено", рукоятка 143 фиксации подвижной тележки 117 относительно пресса 28 установлена в положении "Зафиксировано", грейферная линейка 36 удалена и установленный в процессе 28 штамп 29 раскреплен.
Нажатием кнопки "Тележка к прессу" на пульте управления устройства включают мотор-редуктор 117 перемещения подвижной тележки 116, и она перемещается к прессу 28. В конце перемещения фиксатор 136 входит в гнездо корпуса 141 с подпружиненной защелкой 140 и сочленяет подвижную тележку 116 с прессом 26, а мотор-редуктор 117 перемещения подвижной тележки 116 при этом автоматически отключается датчиком перемещения.
Нажатием кнопки "Шатуны к прессу" на пульте управления устройства включают мотор-редуктор 126 привода кривошипно-шатунного механизма. При этом кривошипы 122, 123 совершают поворот на 180о в сторону пресса, а шатуны 124, 125, сочлененные общим валом и имеющие возможность свободного поворота относительно вала под действием собственного веса, перемещаются к штампу 29, опираясь своими опорными роликами 127, 128 сначала на плоскость тележки 116, а затем на плоскость стола пресса 28, расположенные на одинаковом уровне от пола.
В конце перемещения кривошипы 122, 123 и шатуны 125, 124 располагаются вдоль общей горизонтальной оси, а размещенные на концах шатунов 124, 125 ролики 127, 128 проходят мико крюков 33 штампа 29.
Мотор-редуктор 126 привода кривошипно-шатунного механизма автоматически выключается датчиком перемещения кривошипов 122, 123. Поворотом рукоятки 132 ролики 129, 130, шатунов 124, 125 вводят в гнезда крюков 33 штампа 29, сочленяя штамп 29 с кривошипно-шатунным механизмом.
Нажатием кнопки "Шатуны от пресса" включают мотор-редуктор 126 привода кривошипно-шатунного механизма. При этом кривошипы 122, 123 совершают поворот на 180о от пресса 28, а шатуны 124, 125, сочлененные со штампом 29, перемещают его на площадку 119.
В начальный период перемещения штампа 29 его колеса 34 перемещаются по наклонным плоскостям выемок стола пресса 28 и приподнимают нижнюю плоскость штампа над плоскостью стола пресса, предотвращая при последующем перемещении штампа 29 задиры на плоскостях стола пресса 28 и штампа 29 частицами скалины, остающимися после штамповки.
В начальный период перемещения штампа кривошипно-шатунный механизм развивает максимальное тяговое усилие.
В конце перемещения удаляемый штамп 29 упирается в упоры планок 120, 121 и затем после незначительного перемещения кривошипов 122, 123 и шатунов 124, 125 в сторону пресса 28 мотор-редуктор 127 привода кривошипно-шатунного механизма автоматически выключается датчиком перемещения. Поворотом рукоятки 143 производится поворот фиксатора 136 относительно корпуса 141, при этом подпружиненная защелка 140 профильным пазом 139 фиксатора 136 выводится из паза фиксатора 136 на его наружную цилиндрическую поверхность, в результате чего достигается расфиксация подвижной тележки 116 с прессом 28.
Нажатием кнопки "Тележка от пресса" на пульте управления устройства включают мотор-редуктор 117 перемещения подвижной тележки 116 и она перемещается в исходное положение, в котором датчиком перемещения подвижной тележки 116 отключается мотор-редуктор 117 перемещения подвижной тележки 116.
Поворотом рукоятки 132 ролики 129, 113, шатунов 124, 125 выводят из гнезд крюков 33 штампа 29, рассоединяя таким образом штамп 29 от механизма. Грузоподъемным цеховым механизмом снимают штамп 29 с подвижной тележки 116 для последующей его подготовки, а на свободившуюся тележку 116 устанавливают подготовленный штамп.
Поворотом рукоятки 132 ролики 129, 130 шатунов 124-125 вводят в гнезда крюков 33 штампа 29, сочленяя штамп 29 с кривошипно-шатунным механизмом.
Поворотом рукоятки 143 производится поворот фиксатора 136 в положение "Зафиксировано".
Нажатием кнопки "Тележка к прессу" на пульте управления устройства включают мотор-редуктор 117 перемещения подвижной тележки 116 и она перемещается к прессу 28.
В конце перемещения фиксатор 136 подвижной тележки 116 входит в гнездо корпуса 141 с п одпружиненным защелкой 140 и сочленяет подвижную тележку 116 с прессом 28, а мотор-редуктор 117 перемещения подвижной тележки 116 при этом автоматически отключается датчиком перемещения.
Нажатием кнопки "Шатуны к прессу" включают мотор-редуктор 126. При этом кривошипы 122, 123 совершают поворот на 180о в сторону пресса 28, а шатуны 124, 125 перемещают штамп 29 в пресс 28. В конце перемещения колеса 34 штампа 29 по наклонным плоскостям выемок стола пресса 28, опускаются и нижняя плоскость штампа 29 опускается на плоскость стола пресса 28.
Мотор-редуктор 126 привода кривошипно-шатунного механизма автоматически выключается датчиком перемещения кривошипов 122, 123. Поворотом рукоятки 132 ролики 129, 130 шатунов 124, 125 выводят из гнезд крюков 33 штампа 29, рассоединяя таким образом штамп от механизма.
Нажатием кнопки "Шатуны от пресса" включают мотор-редуктор 126 привода кривошипно-шатунного механизма. При этом кривошипы 122, 123 возвращаются в исходное положение и мотор-редуктор 126 автоматически выключается датчиком перемещения кривошипов. Поворотом рукоятки 143 производится поворот фиксатора 136 в положение "Расфиксировано".
Нажатием кнопки "Тележка от пресса" перемещают подвижную тележку 116 в исходное положение, а затем закрепляют на прессе 28 штамп 29 и устанавливают грейферную линейку 36.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2116855C1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| ГРЕЙФЕРНАЯ ПОДАЧА К ШТАМПОВОЧНОМУ ПРЕССУ | 1995 |
|
RU2090291C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Автоматический комплекс для горячей объемной штамповки | 1987 |
|
SU1493373A1 |
| ГРЕЙФЕРНОЕ УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ЗАГОТОВОК МЕЖДУ ПОЗИЦИЯМИ ПРЕССА | 2011 |
|
RU2515734C2 |
| ГРЕЙФЕРНАЯ ПОДАЧА К ШТАМПОВОЧНОМУ ПРЕССУ | 1998 |
|
RU2146618C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2006323C1 |




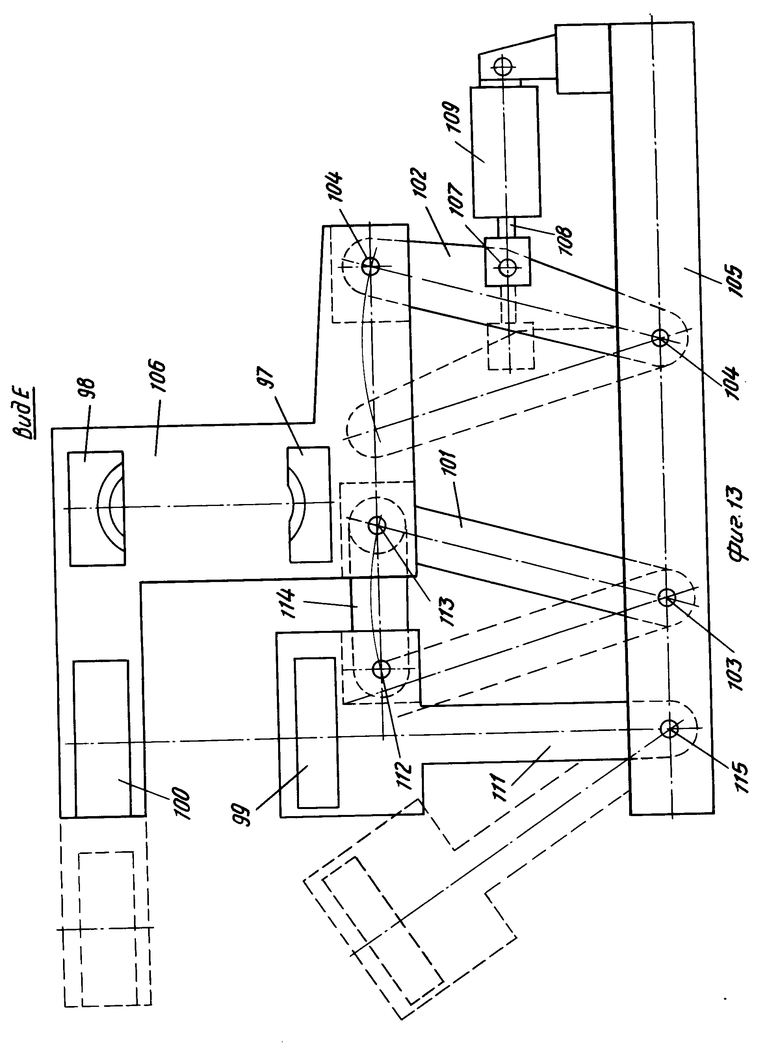
Использование: обработка металлов давлением, автоматические линии для горячей объемной штамповки. Сущность: автоматическая линия для горячей объемной штамповки, преимущественно звеньев гусеничной цепи, позволяет осуществлять в автоматическом режиме качественную зачистку штамповочных уклонов заготовок и их калибровку на одном прессе. Это достигается встраиванием в транспортные средства между горячештамповочным прессом и прессом для зачистки штамповочных уклонов и калибровки заготовок передаточно-выбраковочного устройства. Оно выполнено в виде шарнирного параллелограмма, состоящего из звеньев, одна пара шарниров которого смонтирована на основании, а другая пара - на нижней полке Z-образного кронштейна. Основной ложемент для фиксации заготовки при передаче последней на позиции зачистки и калибровки закреплен на вертикальной полке кронштейна, а промежуточный ложемент выполнен из двух подставок: одной, установленной на верхней горизонтальной полке упомянутого кронштейна, и другой, закрепленной на горизонтальной полке Т-образного кронштейна, связанной шарниром и серьгой с шарниром звена упомянутого параллелограмма, а нижней частью вертикальной полки - с основанием. Другое звено этого параллелограмма средней частью шарниром связано со штоком силового цилиндра, установленного шарнирно на основании, а управление этого цилиндра взаимосвязано с общей системой управления линии. Это позволяет осуществлять работу прессов в автоматическом непрерывном цикле, т.к. в случае несинхронности их работы или при передаче заготовки от одного пресса к другому, когда ее температура не соответствует заданной, включается цилиндр и его шток выдвигается влево, наклоняя через серьгу влево кронштейн, в результате чего заготовка падает на провал и уносится приемным транспортером. 13 ил.
АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ, содержащая индукционный нагреватель, устройство для подачи нагретых заготовок от индукционного нагревателя к прессу для горячей объемной штамповки и оборудование для зачистки штамповочных уклонов и калибровки заготовок, снабженные устройствами для их передачи по позициям обработки в ориентированном положении, устройствами для загрузки и выгрузки заготовок, устройством для выгрузки отходов, приводы которых объединены общей системой управления линией, отличающаяся тем, что она снабжена устройством для быстрой смены штампов, выполненным в виде подвижной тележки, и передаточно-выбраковочным устройством, установленным перед оборудованием для зачистки штамповочных уклонов и калибровки заготовок в виде пресса с соответствующими позициями с возможностью передачи заготовок, соответствующих заданной температуре, на упомянутые позиции или их отбраковки при несоответствии заданной температуре, и выполненным в виде шарнирного параллелограмма, смонтированного одной парой шарниров на основании и снабженного установленным на другой паре шарниров своей нижней горизонтальной колкой Z-образным кронштейном, на вертикальной полке которого закреплен основной ложемент для фиксации заготовки при передаче последней на упомянутые позиции, а на его верхней горизонтальной полке закреплена одна из подставок промежуточного ложемента под установку заготовки, другая подставка которого, выполняющая отбраковочную функцию, закреплена на горизонтальной полке Т-образного рычага, расположенного над устройством удаления избыточных заготовок и заготовок с температурой, на соответствующей заданной, и смонтированного шарнирно нижним концом вертикальной полки на упомянутом основании, а верхней полкой посредством серьги шарнирно связана с одним из звеньев упомянутого параллелограмма, причем другое его звено средней частью сочленено шарнирно со штоком силового цилиндра, корпус которого шарнирно установлен на упомянутом основании, и управление этого цилиндра взаимосвязано с общей системой управления линией, с которой взаимосвязано также управление приводом устройства для быстрой смены штампов, при этом подвижная тележка последнего снабжена смонтированным на ней кривошипно-шатунным механизмом, несущим на концах шатунов ролики, сочленяемые с крюками штампа при перемещении последнего посредством рычажной системы с ручным управлением, и оснащена устройством для автоматического крепления ее к столу пресса.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Трофимов И.Д | |||
| и Бухер Н.М | |||
| Автоматы и автоматические линии для горячей объемной штамповки | |||
| М.: Машиностроение, 1981, с.221...223. | |||
