Изобретение относится к металлургии железа и предназначено для использования при загрузке шихты в сталеплавильную печь.
Известен хобот завалочной машины, содержащий переднюю и заднюю части, соединенные между собой фланцевым соединением [1]
Недостатком такого хобота является его низкая технологичность по причине значительной металлоемкости поковки, идущей на изготовление передней и задней частей хобота, объясняемая наличием фланцевого соединения частей.
Известен также другой хобот завалочной машины [2] содержащий переднюю и заднюю части, соединенные по горячей посадке посредством гнезда и входящего в него выступа и кольцевого сварного шва, установленный на нем защитный кожух, охватывающий место соединения и закрепленный деталями крепежа.
Недостатком такого хобота является то, что он обладает недостаточной живучестью.
Целью изобретения является увеличение срока службы хобота.
С этой целью в известном хоботе завалочной машины, содержащем переднюю и заднюю части, соединенные по горячей посадке посредством гнезда и входящего в него выступа и кольцевого сварного шва, установленный на нем защитный кожух, охватывающий место соединения и закрепленный деталями крепежа, выступ выполнен на задней части хобота, а гнездо на передней, при этом кожух выполнен в виде обоймы, а детали крепежа в виде радиальных штифтов.
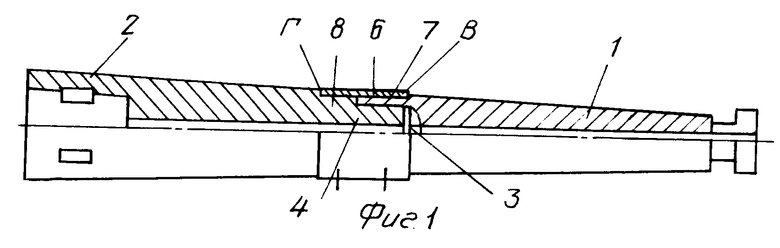
На фиг. 1 показан общий вид хобота; на фиг. 2 узел соединения частей хобота.
Хобот завалочной машины содержит переднюю 1 и заднюю 2 части, соединенные по горячей посадке посредством гнезда 3 и входящего в него выступа 4 и кольцевого сварного шва 5, установленный на нем защитный кожух, охватывающий место соединения и закрепленный деталями крепежа. Выступ 4 выполнен на задней 2 части хобота, а гнездо 3 на передней 1, при этом кожух выполнен в виде обоймы 6, а детали крепежа в виде радиальных штифтов 7 и 8.
На сопрягаемых торцах концов В и Г частей 1 и 2 выполняются скосы 9 и 10 под сварной шов 5. В месте соединения частей 1 и 2 делают проточку 11, вытачивают обойму 6 с учетом допусков под горячую посадку. На обойме 6 и задней 2 части хобота на сопрягаемых торцах выполняют скосы 12 и 13, образующие разделку шва 14. Переднюю часть 1 выполняют из жаропрочной стали ГОСТ 5632-72.
Перед сборкой переднюю часть с гнездом 3 нагревают до температуры 150-300оС, после чего гнездо 3 надевают на выступ 4 задней 2 части. После посадки производят сварку сварным швом по ГОСТ 5264-80 электродом Э-ОЗЛ-6, ЦТ-28 ГОСТ 9466-75. Обойму 6 заводят на проточку 11 до упора в торец и накладывают шов 14.
В концах В и Г соединенных частей 1 и 2 выполняют радиальные отверстия 15 и 16 (по 4-8 отверстий в одном сечении), в которых устанавливают детали крепежа в виде радиальных штифтов 7 и 8. Штифты утопают в отверстиях 15 и 16. Оставшаяся часть отверстий 15 и 16 заполняется электросваркой.
Так как обойма 6 закрывает собой главный сварной шов 5, то тепловое воздействие на место соединения частей резко уменьшается.
Штифты 7 и 8, соединяя концы Г и В передней 1 и задней 2 частей с обоймой 6 частично разгружают сварной шов 5 и швы 14 и 17 от воздействия крутящих и изгибающих моментов на хобот, возникающих при загрузке шихты в печь.
Работоспособность хобота повышается до 4-6 месяцев.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОБОТ ЗАВАЛОЧНОЙ МАШИНЫ | 1991 |
|
RU2023225C1 |
| СПОСОБ ФОРМИРОВАНИЯ СВАРНОГО УПЛОТНЕНИЯ | 2012 |
|
RU2608864C2 |
| БИБЛИОТЕКА | 1973 |
|
SU378693A1 |
| СПОСОБ ПРОИЗВОДСТВА ГИБРИДНОГО КОЛЕСА ИЗ ЛЕГКОГО СПЛАВА, СОДЕРЖАЩЕГО ПЕРЕДНИЙ ФЛАНЕЦ И ОБОД | 2015 |
|
RU2702928C2 |
| СПОСОБ ОБРАЗОВАНИЯ КРУГОВЫХ (ПОПЕРЕЧНЫХ) КОТЕЛЬНЫХ ШВОВ | 1934 |
|
SU46403A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СВАРКИ | 2012 |
|
RU2654361C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ ПЕРА ЛОПАТКИ НА РОТОРНОМ ДИСКЕ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И СООТВЕТСТВУЮЩИЙ МОНОЛИТНЫЙ ДИСК С ЛОПАТКАМИ | 2013 |
|
RU2649105C2 |
| ПРИГОТОВЛЕНИЕ НАПИТКОВ С ИСПОЛЬЗОВАНИЕМ ЖИДКОСТИ ПОД ДАВЛЕНИЕМ | 2015 |
|
RU2774533C2 |
| АКТИВНЫЙ БУФЕР (ВАРИАНТЫ) | 2016 |
|
RU2707853C2 |
| СПОСОБ ПРОИЗВОДСТВА ГИБРИДНОГО КОЛЕСА ИЗ ЛЕГКОГО СПЛАВА, СОДЕРЖАЩЕГО ПЕРЕДНИЙ ФЛАНЕЦ И ОБОД | 2015 |
|
RU2694481C2 |
Использование: в конструкциях грузозахватных элементов, предназначенных для подъема груза, захваченного с одной боковой стороны, конкретнее для грузозахватного элемента завалочной машины. Сущность изобретения: в хоботе (Х) завалочной машины выступ 4 выполнен на задней части 2 Х а гнездо 3 на передней части 1. Гнездо 3 и выступ 4 выполняют с допусками под горячую посадку. В месте соединения частей 1 и 2 имеется проточка 11 для обоймы 6. Нагретую обойму 6 устанавливают на проточку 11 до упора в торец и накладывают шов 14. В концах В и Г выполняют радиальные отверстия 15 и 16, в которые устанавливают с натягом штифты 7 и 8 с утопанием в отверстия 15 и 16. Оставшуюся часть отверстий 15 и 16 заполняют элктросваркой. Живучесть таких Х повышается с 1,5 2 месяцев до 4 6 месяцев благодаря резкому уменьшению теплового воздействия на место соединения частей и частичной разгрузке сварных соединений от воздействия крутящих и изгибающих моментов на Х. 2 ил.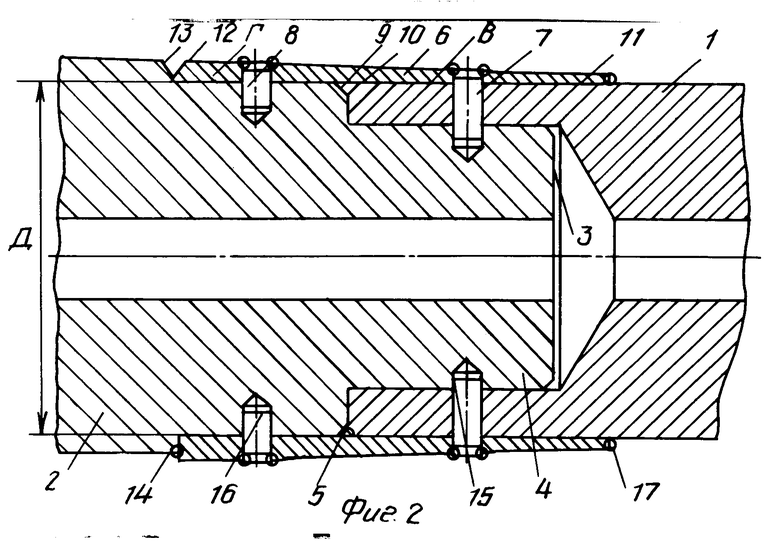
ХОБОТ ЗАВАЛОЧНОЙ МАШИНЫ, содержащий переднюю и заднюю части, соединенные по горячей посадке посредством гнезда и входящего в него выступа и кольцевого сварного шва, установленный на нем защитный кожух, охватывающий место соединения и закрепленный деталями крепежа, отличающийся тем, что, с целью увеличения срока службы хобота, выступ выполнен на задней части хобота, а гнездо на передней, при этом кожух выполнен в виде обоймы, а детали крепежа в виде радиальных штифов.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ХОБОТ ЗАВАЛОЧНОЙ МАШИНЫ | 0 |
|
SU283258A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
