ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Данная заявка является переведенной на национальную фазу заявкой PCT/US2012/053842, согласно разделу 35 Кодекса законов США § 371, поданной 6 сентября 2012 г. под названием "Приспособление для сварки" (Welding Fixture), которая испрашивает приоритет по предварительной заявке США №61/673018, поданной 18 июля 2012 г. под названием "Устройство и способ формирования сварного уплотнения" (Apparatus and Method for Forming a Welded Seal), которые включены в настоящий документ посредством ссылки в полном объеме во всех отношениях.
ЗАЯВЛЕНИЕ ОБ ИССЛЕДОВАНИЯХ ИЛИ РАЗРАБОТКАХ, ФИНАНСИРУЕМЫХ ИЗ ФЕДЕРАЛЬНОГО БЮДЖЕТА
[0002] Не применимо.
Область техники
[0003] Настоящее изобретение относится, в целом, к способам и устройству для сварки, используемым при сваривании. Конкретнее, изобретение относится к изготовлению расходомеров, которые измеряют параметры, относящиеся к потоку жидкости или газа. Еще конкретнее, изобретение относится к способам и устройству для установки и герметизации измерительных преобразователей в ультразвуковых расходомерах.
Уровень техники
[0004] Углеводороды, как в жидкой, так и газообразной фазе, транспортируются с места на место с помощью трубопроводов, судов и других контейнеров. Когда текучая среда переходит в другие руки, это событие называется «передача потребителю». Передача потребителю происходит в то время, когда углеводороды проходят по одной или большему количеству систем трубопроводов, и в то время, например, когда они загружаются или выгружаются с судна. Во время передачи потребителю особенно необходимо точно знать количество текучей среды, текущей в потоке. Даже если передача потребителю не происходит, точность измерений необходима для ведения регистрации и инженерных оценок, и в таких ситуациях широко используются ультразвуковые расходомеры.
[0005] Ультразвуковой расходомер, как правило, содержит корпус измерительного устройства, через которое проходит текучая среда, и два или больше блоков измерительных преобразователей, каждый из которых закреплен внутри выделенного канала в корпусе расходомера. Корпус расходомера может также называться трубной вставкой. Для герметизации текучей среды в расходомере обычный корпус измерительного преобразователя крепится с помощью резьбы внутри каждого канала в трубной вставке, и измерительный преобразователь герметизируется внутри корпуса. Таким образом, трубная вставка и измерительный преобразователь, и корпуса измерительных преобразователей образуют герметичный контейнер и границу давления, которые содержат текучую среду, проходящую через измерительное устройство.
[0006] Каналы и измерительные преобразователи выполнены и установлены попарно в измерительном устройстве, и таким образом, что пары измерительных преобразователей обращены друг к другу с противоположных сторон переносящего текучую среду канала трубной вставки. Будучи соединенными с корпусами измерительных преобразователей, пьезоэлектрические элементы измерительных преобразователей примыкают к внутренней поверхности переносящего текучую среду канала. Измерительные преобразователи передают и принимают акустические сигналы взад и вперед по потоку текучей среды. Каждый измерительный преобразователь соединен с внешним электронным оборудованием, которое поочередно генерирует и интерпретирует электрические сигналы, отправленные к пьезоэлектрическим элементам измерительных преобразователей и принятые от них.
[0007] Для герметизации корпуса измерительного преобразователя в резьбовом канале трубной вставки обычно используется механическое уплотнение. Общепринятое механическое уплотнение для данного варианта применения представляет собой торцевое уплотнение, которое включает в себя материал, сжатый между двумя противоположными металлическими поверхностями. Если такие уплотнения используются в системах, транспортирующих сжиженный природный газ (LNG), уплотнения должны работать при температуре около минус 170 градусов Цельсия и, как правило, изготовлены из тефлона (Teflon®). При таких экстремальных температурах материалу уплотнения может недоставать требуемой упругости. Кроме того, две металлические поверхности, контактирующие с материалом уплотнения, имеют очень тщательную отделку поверхности, требующую ручного процесса полировки для достижения необходимой гладкости. Таким образом, использование механических уплотнений для установки корпуса измерительного преобразователя в измерительное устройство, через которое транспортируется LNG, вызывает осложнения производства и возможные режимы выходу из строя. Таким образом, было бы полезно реализовать способ соединения и герметизации корпуса измерительного преобразователя в корпусе измерительного устройства, который мог бы предотвратить утечку углеводорода, без использования резьбы и съемного материала уплотнения.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0008] На эти и другие потребности в технике направлены раскрытые здесь устройства и способы. В одном варианте осуществления раскрыто приспособление для сварки, предназначенное для захвата с возможностью последующего удаления свариваемого объекта. Приспособление содержит опорный корпус, имеющий первый конец и по меньшей мере один канал текучей среды, и приемное устройство, соединенное с опорным корпусом, причем приемное устройство включает в себя внутреннюю камеру, выполненную с возможностью приема свариваемого объекта. Приспособление, кроме того, включает в себя по меньшей мере одну подающую текучую среду трубку, расположенную по меньшей мере вдоль части приемного устройства и сообщающуюся по текучей среде с каналом текучей среды. Приспособление позволяет точно устанавливать на место свариваемый объект и крепить его в положении для сваривания, и дополнительно представляет систему подачи текучей среды для доставки инертного газа к месту сварки рядом со свариваемым объектом.
[0009] В другом варианте осуществления блок для установки в корпус измерительного устройства содержит опорный корпус, имеющий множество камер текучей среды и коллектор, сообщающийся по текучей среде с камерами текучей среды. Приемное устройство соединено с опорным корпусом и имеет камеру, которая вмещает корпус измерительного преобразователя, который расположен по меньшей мере частично внутри камеры. Блок включает в себя подающие текучую среду трубки, расположенные вдоль приемного устройства, и сообщающиеся по текучей среде с камерами текучей среды и коллектором опорного корпуса. Блок выполнен таким образом, чтобы устанавливать соответствующим образом корпус измерительного преобразователя в сквозное отверстие, выполненное в корпусе измерительного устройства, и чтобы позволять приваривать и герметизировать корпус в корпусе измерительного устройства.
[0010] Таким образом, описанные варианты осуществления включают сочетание элементов, предназначенных для устранения различных недостатков, связанных с определенными предшествующими устройствами, системами и способами. Различные характеристики и элементы, описанные выше, а также другие, будут очевидны для специалиста в данной области техники после прочтения следующего подробного описания со ссылками на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[ООН] Фиг. 1 - вид в перспективе варианта осуществления расходомера, имеющего измерительные преобразователи, в соответствии с описанными в настоящем документе принципами;
[0012] Фиг. 2 - поперечный разрез части измерительного устройства по фиг. 1; отображающий корпус измерительного преобразователя в канале измерительного преобразователя;
[0013] Фиг. 3 - вид в перспективе корпуса измерительного преобразователя, показанного на фиг. 2;
[0014] Фиг. 4 - вид в перспективе приспособления для сварки, выполненного таким образом, чтобы удерживать корпус измерительного преобразователя по фиг. 3 в соответствии с описанными в настоящем документе принципами;
[0015] Фиг. 5 - вид поперечного разреза приспособления для сварки по фиг. 4;
[0016] Фиг. 6 - вид сбоку разделительного элемента, который используется в сочетании с приспособлением для сварки, показанным на фиг. 5;
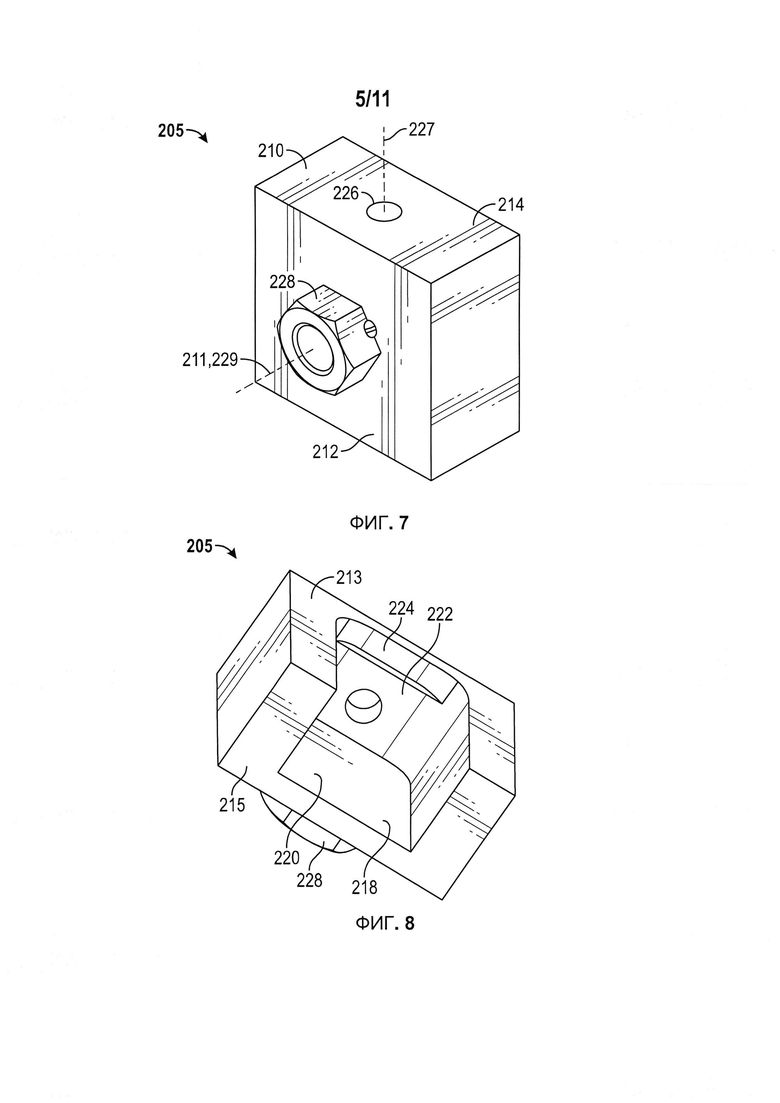
[0017] Фиг. 7 - вид в перспективе установочного блока, выполненного таким образом, чтобы соединять корпус измерительного преобразователя по фиг. 3 в соответствии с описанными в настоящем документе принципами;
[0018] Фиг. 8 - вид снизу в перспективе установочного блока по фиг. 7;
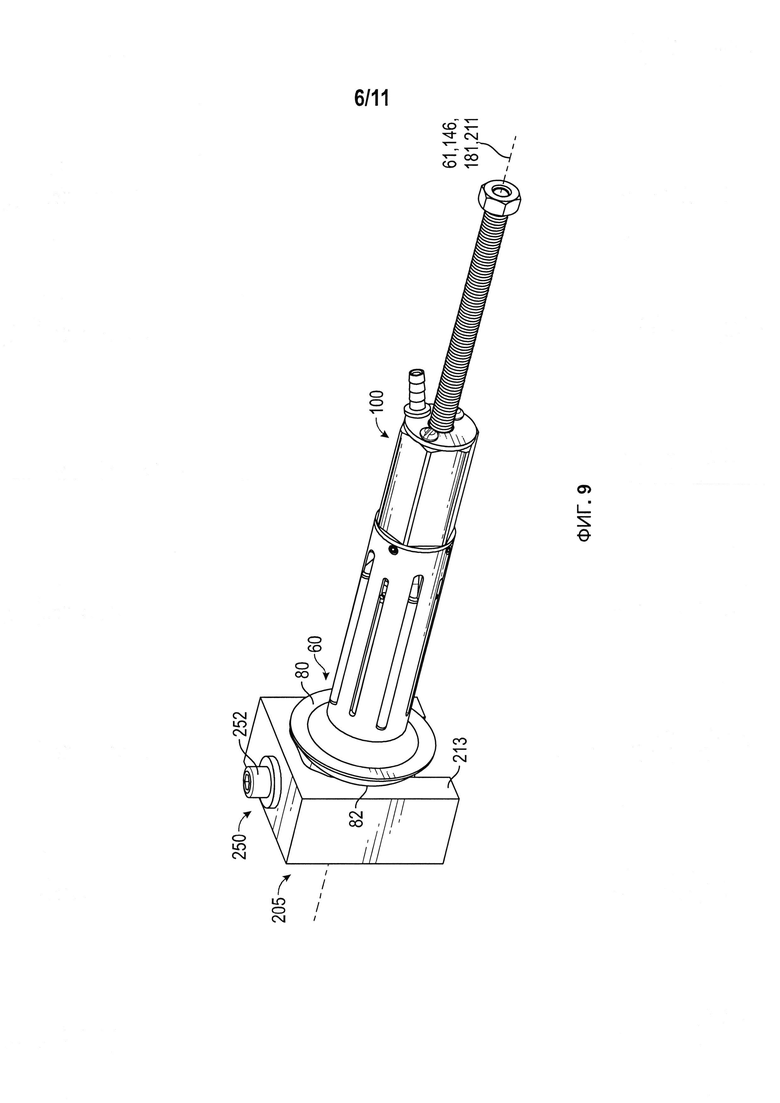
[0019] Фиг. 9 - вид в перспективе монтажного блока, включающего корпус измерительного преобразователя по фиг. 3, приспособление для сварки по фиг. 4, и установочный блок по фиг. 7, в соответствии с описанными в настоящем документе принципами;
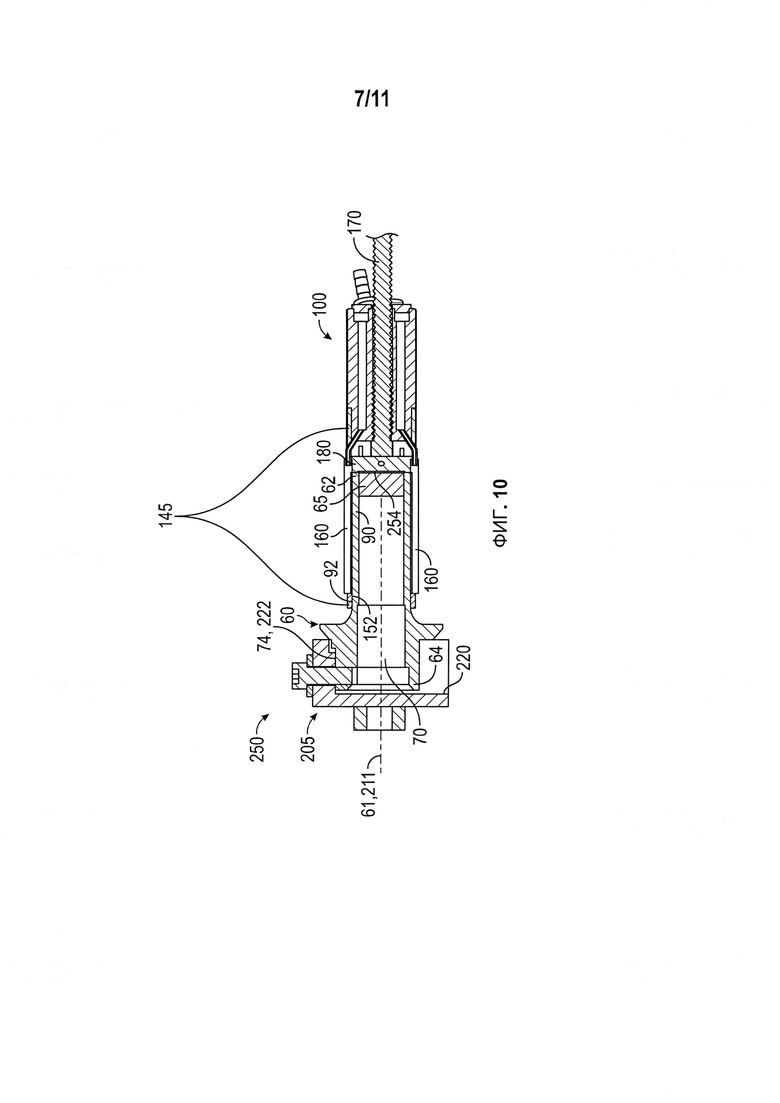
[0020] Фиг. 10 - вид поперечного разреза монтажного блока по фиг. 9;
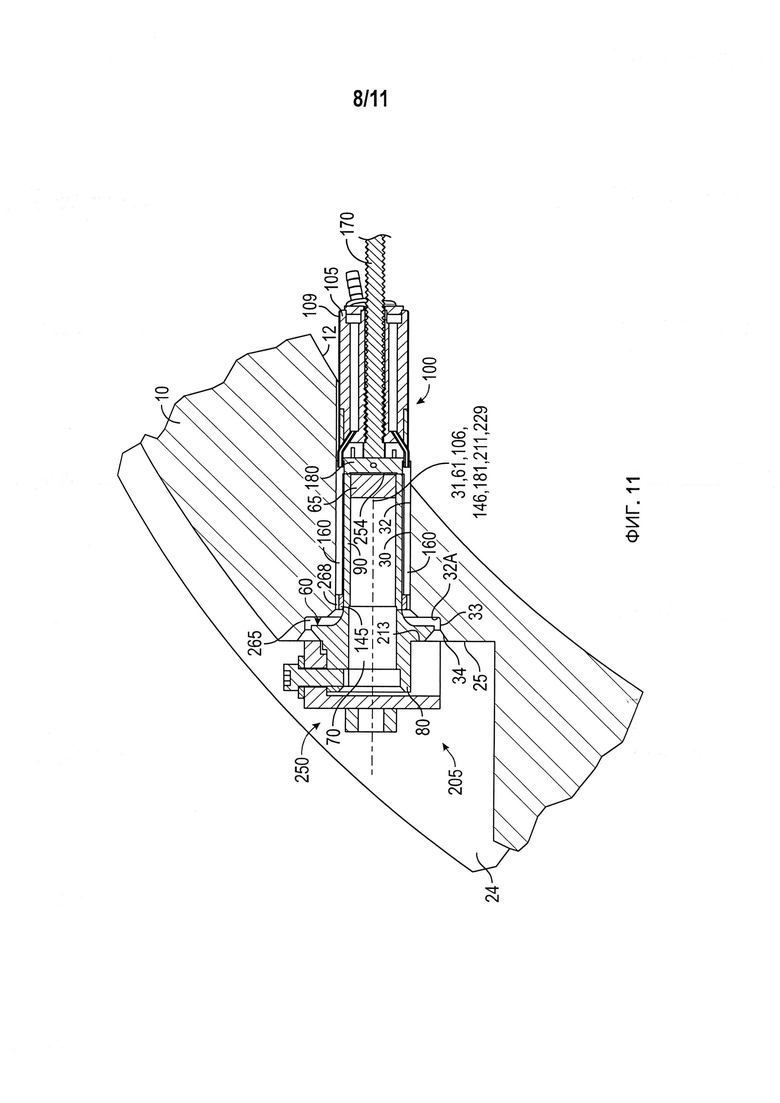
[0021] Фиг. 11 - вид поперечного разреза монтажного блока по фиг. 9, расположенного в канале измерительного преобразователя измерительного устройства по фиг. 1;
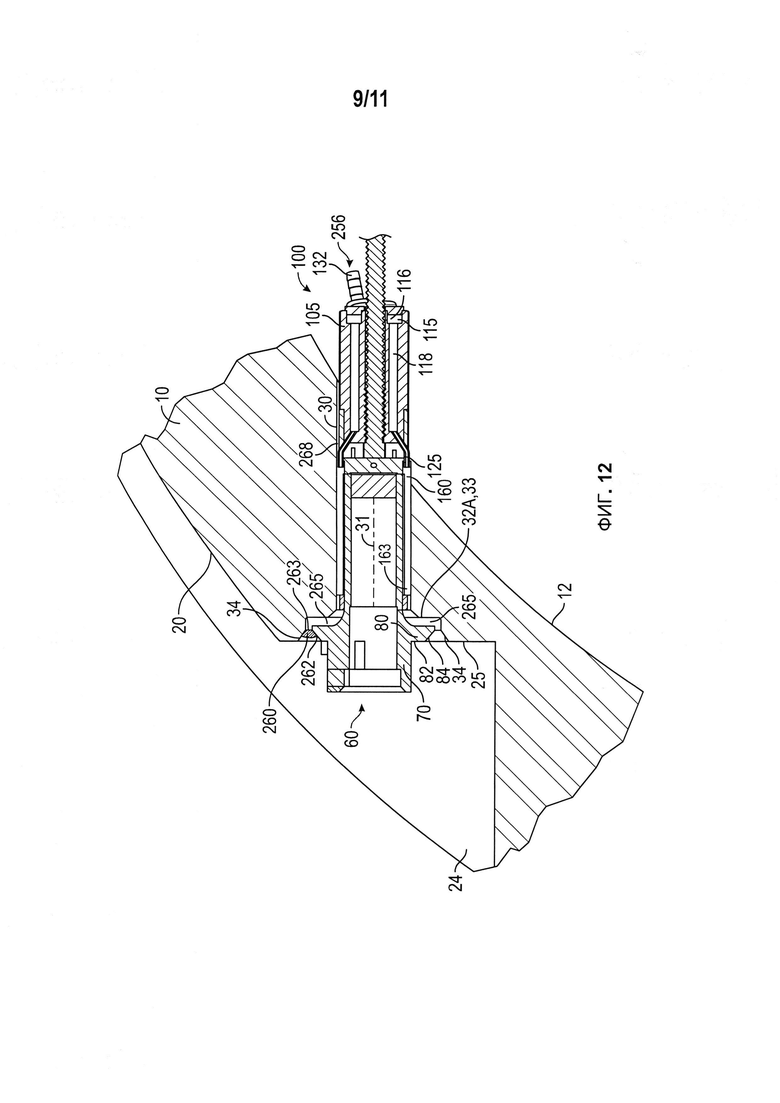
[0022] Фиг. 12 - вид поперечного разреза монтажного блока, аналогичного показанному на фиг. 11, но с установочным блоком по фиг. 7, удаленным при подготовке к свариванию;
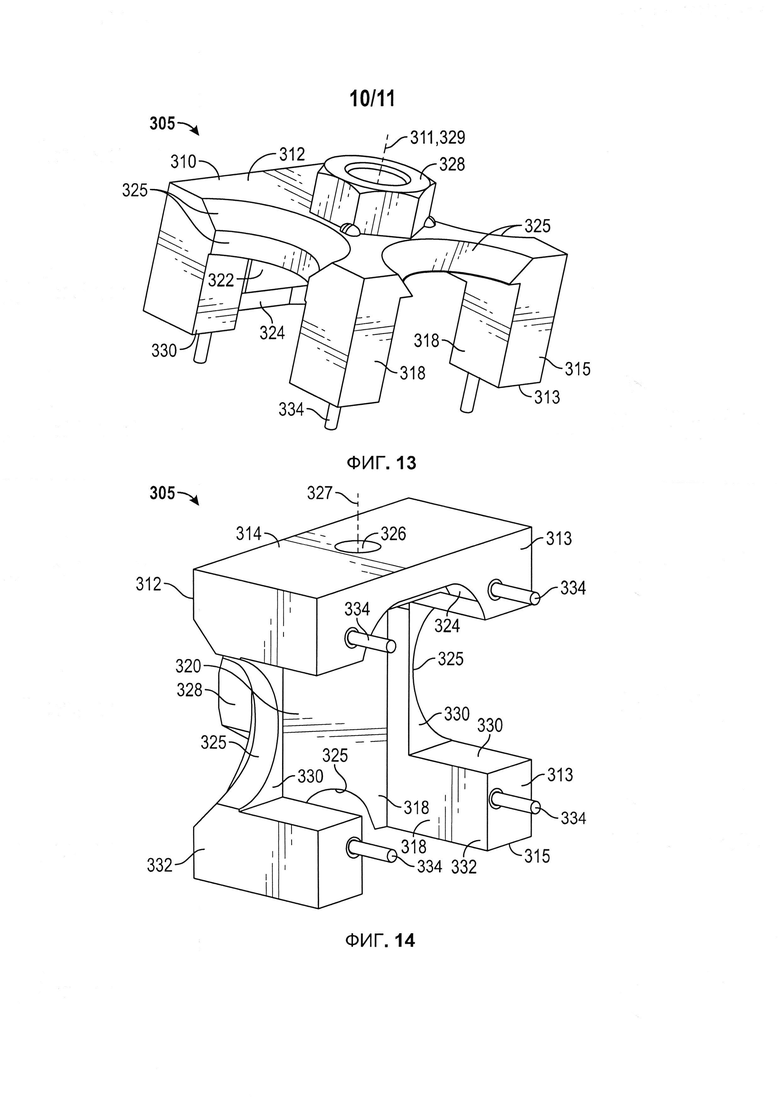
[0023] Фиг. 13 - вид спереди в изометрии другого варианта осуществления установочного блока, снабженного щелевыми отверстиями и выполненного таким образом, чтобы соединять корпус измерительного преобразователя по фиг. 3 в соответствии с описанными в настоящем документе принципами; и
[0024] Фиг. 14 - вид сзади в изометрии установочного блока, показанного на фиг. 13.
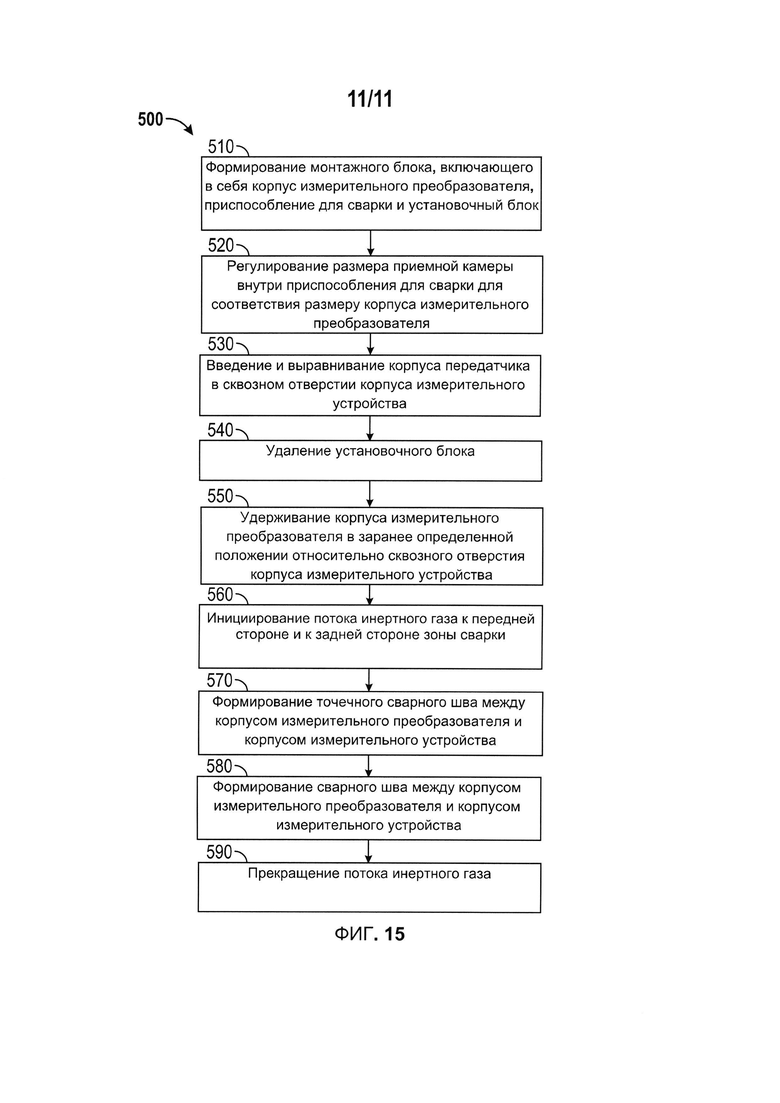
[0025] Фиг. 15 - упрощенная блок-схема способа для формирования сварного уплотнения в соответствии с описанными в настоящем документе принципами.
ОПИСАНИЕ ВАРИАНТОВ ИСПОЛНЕНИЯ
[0026] Следующее описание является примером вариантов осуществления настоящего изобретения. Эти варианты осуществления не должны истолковываться или использоваться иным образом, как ограничивающие объем изобретения, в том числе, формулы изобретения. Специалисту в данной области должно быть понятно, что следующее описание имеет широкое применение, и описание любого варианта осуществления означает только пример варианта осуществления, и никоим образом не предполагает ограничение объема настоящего изобретения, в том числе, формулы изобретения.
[0027] Изображения на чертежах не обязательно выполнены в масштабе. Определенные элементы и компоненты, раскрытые здесь, могут быть показаны увеличенными в масштабе или в несколько схематичном виде, и некоторые детали обычных элементов могут не быть показаны в целях ясности и краткости.
[0028] Термины «включающий» и «содержащий» используются в настоящем документе, в том числе, в пунктах формулы, в открытом значении, и, таким образом, их следует интерпретировать в значении «включающий, помимо прочего …». Кроме того, термин «соединять» или «соединяется» предназначен для обозначения либо непрямого, либо прямого соединения. Таким образом, если первый компонент соединяется или соединен со вторым компонентом, соединение между компонентами может быть получено путем прямого взаимодействия двух компонентов, или путем непрямого соединения, которое выполняется с помощью других промежуточных компонентов, устройств и/или соединений.
[0029] На некоторых чертежах один или больше компонентов или аспектов компонента могут быть не отображены, или могут не иметь ссылочных номеров, определяющих элементы или компоненты, которые определены в другом месте, чтобы улучшить ясность и выразительность чертежа.
[0030] Кроме того, используемые здесь термины «осевой» и «по оси» в целом означают вдоль или параллельно данной оси (например, центральной оси корпуса или канала), тогда как термины «радиальный» и «радиально» в целом означают направление, перпендикулярное оси. Например, расстояние по оси относится к расстоянию, измеренному вдоль или параллельно оси, а радиальное расстояние означает расстояние, измеренное перпендикулярно оси. Кроме того, в следующем описании и пунктах формулы «текучая среда» относится к жидкости, газу или смеси жидкости и газа.
Вариант осуществления измерительного устройства, имеющего сварной корпус измерительного преобразователя
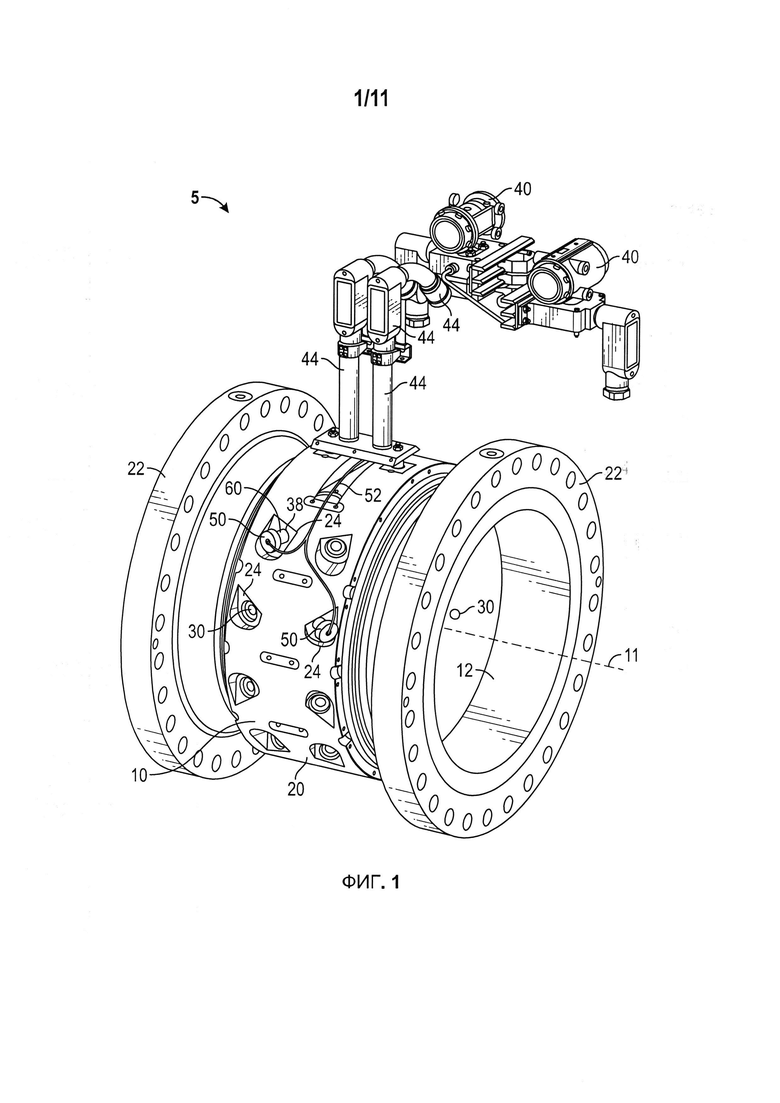
[0031] Как показано на фиг. 1, частично собранный пример варианта осуществления ультразвукового расходомера 5 включает в себя корпус или трубную вставку 10, подходящую для установки между выровненными участками трубопровода, один или большее количество измерительных преобразователей 50, пару фланцев 22, и по меньшей мере один корпус 40 электронной схемы. Корпус 40 электронной схемы предпочтительно представляет собой герметичную оболочку. Корпус 40 соединен не напрямую с корпусом 10 измерительного устройства с помощью кабелепровода 44. Однако в других вариантах осуществления корпус 40 соединен напрямую с корпусом 10 измерительного устройства. Кроме того, хотя измерительное устройство 5, показанное на фиг. 1, представляет собой ультразвуковой расходомер для сжиженного природного газа; данное описание и принципы, описанные в настоящем документе, применимы в равной степени к широкому диапазону измерительных приборов, в том числе, например, газовым ультразвуковым расходомерам, лазерным системам измерения скорости с помощью эффекта Доплера, и зондам, измеряющим термодинамические свойства статической или текущей текучей среды, и данное изобретение также применяется к другим системам, требующим сваривания, которые аналогичны описанному здесь свариванию.
[0032] Корпус 10 измерительного устройства представляет собой трубчатый элемент, который включает в целом цилиндрический полый участок с наружной поверхностью 20, продольной осью 11, и внутренним каналом 12 для текучей среды, через который может быть измерен поток текучей среды. Как правило, корпус 10 является литым или кованым, а затем обработанным до конечной формы; однако, он может быть сформирован с помощью любой подходящей технологии изготовления. Каждый конец корпуса 10 измерительного устройства соединен с фланцем 22. Фланцы 22 приспособлены для соединения с соответствующими фланцами (не показано) на участках трубопровода.
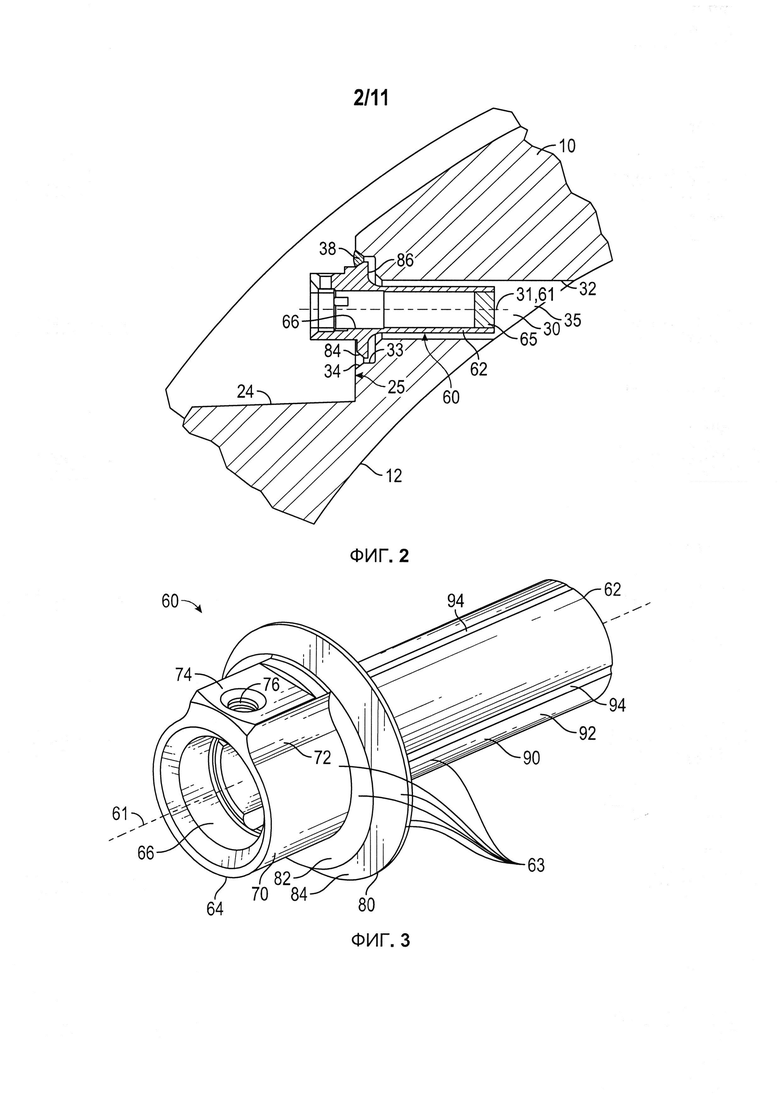
[0033] В варианте осуществления по фиг. 1, наружная поверхность 20 корпуса 10 измерительного устройства включает в себя множество углублений или гнезд 24 для измерительных преобразователей. В конечном счете, блок 50 измерительного преобразователя расположен в каждом гнезде 24 для измерительного преобразователя. В оставшейся части настоящего документа блоки 50 измерительного преобразователя будут просто называться измерительными преобразователями 50. Каждое гнездо 24 соединяется с каналом 30 измерительного преобразователя, который является сквозным отверстием в корпусе 10, проходящим к внутреннему каналу 12 для текучей среды. Как показано на фиг. 2, каждый канал 30 измерительного преобразователя выполнен таким образом, чтобы принимать и соединять корпус 60 измерительного преобразователя с помощью кольцевого наплавленного валика 38 между сварочной фаской 34 канала 30 измерительного преобразователя и сварочной фаской 34 корпуса 60. Наплавленный валик 38 показан на фиг. 1, но на фиг. 2 показана только часть наплавленного валика 38. Корпус 60 измерительного преобразователя выполнен таким образом, чтобы принимать с возможностью перемещения измерительный преобразователь 50 и предотвращать потерю текучей среды из канала 30. Часть одного или большего количества корпусов 60 измерительного преобразователя может выступать во внутренний проточный канал 12.
[0034] Возвращаясь к фиг. 1, измерительный преобразователь 50 электрически соединен со схемой в корпусе 40 электронных схем с помощью одного или большего количества кабелей 52, которые проходят через кабелепровод 44. Схемы в корпусе 40 электронных схем могут быть настроены для выполнения одной или всех из следующих задач: прием, усиление, регулирование, поддержка параметров, сохранение и передача данных от одного или большего количества измерительных преобразователей 50. Измерительные преобразователи 50 могут включать в себя ряд типов измерительных преобразователей, в том числе, термопару, датчик давления, лазерные или ультразвуковые элементы измерительного преобразователя расхода, или, например, сочетание этих типов: В примере варианта осуществления, показанном на фиг. 1, измерительные преобразователи 50 содержат ультразвуковые элементы измерительного преобразователя расхода и являются, предпочтительно, приемопередатчиками, способными и посылать, и принимать акустическую энергию. Акустическая энергия способна предсказуемо взаимодействовать с потоком текучей среды в измерительном устройстве 5. Корпус 10 измерительного устройства выполнен таким образом, чтобы удерживать множество пар противостоящих измерительных преобразователей 50. Элементы данной пары измерительных преобразователей 50 расположены в гнездах 24 и каналах 30 на противоположных сторонах корпуса 10 измерительного устройства, чтобы облегчить обмен акустической энергией между измерительными преобразователями в паре.
[0035] На фиг. 2 показан вид поперечного разреза части корпуса 10 измерительного устройства с гнездом 24 измерительного преобразователя и в целом цилиндрическим корпусом 60 измерительного преобразователя, вставленным и выровненным с центральной осью 31 канала 30 для измерительного преобразователя. Гнездо 24 для измерительного преобразователя включает в себя сопряженную поверхность 25, расположенную перпендикулярно центральной оси 31. Канал 30 содержит основной канал 35, концентрическое расточенное отверстие 33 и концентрическую сварочную фаску 34, расположенную рядом с гнездом 24. Стенка 32 расточенного отверстия, проходит через канал 30, содержащий поверхности основного канала 35, расточенного отверстия 33, и сварочной фаски 34.
[0036] Как показано на фиг. 2, а также на фиг. 3, корпус 60 измерительного преобразователя содержит центральную ось 61, герметизированный конец 62, наружную поверхность 63, открытый конец 64, уплотнительную пластину 65 на герметизированном конце 62, многофункциональный центральный канал 66, цилиндрическую головку 70, фланец 80, и трубчатый удлинитель 90. Центральный канал 66 проходит от герметизированного конца 62 до открытого конца 64. Центральный канал 66 герметизирован с помощью пластины 65 на конце 62 и выполнен таким образом, чтобы принимать измерительный преобразователь 50 (фиг. 1), вводимый через открытый конец 64. По меньшей мере в одной конфигурации, за первым участком измерительный преобразователь 50 введен и соединен с каналом 66, второй участок измерительного преобразователя 50 выступает за пределы открытого конца 64. В одной или большем количестве конфигураций измерительный преобразователь 50 полностью расположен внутри канала 66. Цилиндрическая головка 70 расположена на открытом конце 64 корпуса 60 и содержит радиально выступающий в целом прямоугольный выступ 72. Выступ 72 содержит плоскую верхнюю поверхность 74 и сквозное отверстие 76, которое проходит радиально к центральному каналу 66. В варианте осуществления, показанном на фиг. 3, сквозное отверстие 76 является резьбовым. Трубчатый удлинитель 90 проходит, от герметизированного конца 62 в направлении цилиндрической головки 70 и содержит наружную поверхность 92, имеющую диаметр, меньший, чем диаметр сквозного отверстия, то есть канала 30 измерительного преобразователя. Проходящие в осевом направлении пазы 94 расположены на наружной поверхности 92 и достигают герметизированного конца 62. Предпочтительно, пазы 94 расположены на расстоянии друг от друга по окружности и равномерно друг от друга по наружной поверхности 92. Хотя показаны только два паза 94, вариант осуществления по фиг. 3 содержит четыре паза 94. Однако может применяться больше или меньше пазов 94. Радиально проходящий фланец 80 расположен между цилиндрической головкой 70 и трубчатым удлинителем 90, с плоской кольцевой поверхностью 82, примыкающей к головке 70. Сварочная фаска 84 расположена рядом с поверхностью 82.
[0037] Как показано на фиг. 2, уплотнительная пластина 65 утоплена в конец 62 корпуса 60. В различных вариантах осуществления наружная поверхность уплотнительной пластины 65 расположена в одном из таких мест относительно конца 62 корпуса 60: утопленном (как на фиг. 2), заподлицо или выступая. Уплотнительная пластина 65 выполнена таким образом, чтобы передавать энергию между измерительным преобразователем 50 и текучей средой внутри внутреннего проточного канала 12. В полностью собранном виде активный элемент измерительного преобразователя 50 контактирует или соединяется с внутренней поверхностью пластины 65, возможно, с промежуточной смазкой или другой текучей средой. Для варианта осуществления по фиг. 1 и 2 уплотнительная пластина 65 выполнена таким образом, чтобы соединяться с пьезоэлектрическим (т.е. ультразвуковым) элементом измерительного преобразователя. Таким образом, уплотнительная пластина 65 выполнена, чтобы передавать ультразвуковые колебания от текучей среды, проходящей по каналу 12, к измерительному преобразователю 50. По меньшей мере в одном варианте осуществления, уплотнительная пластина 65, предпочтительно, выполнена из стекла, которое может выдерживать без повреждений температуры, достигаемые во время сваривания корпуса 60 измерительного преобразователя с корпусом 10 измерительного устройства. В некоторых способах сваривания, описанных в настоящем документе, температуры корпуса 60 и корпуса 10 поддерживаются при температуре, не превышающей 152°С (305°F).
Вариант осуществления монтажного приспособления для измерительного устройства, имеющего сварной корпус измерительного преобразователя t
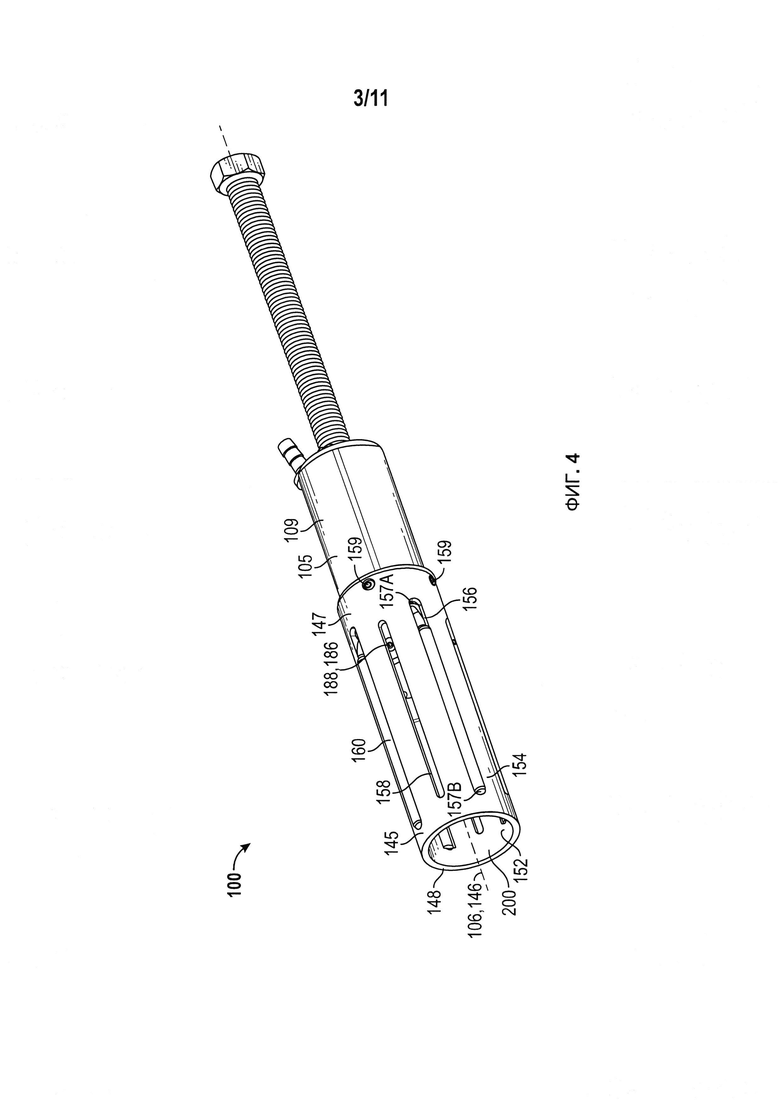
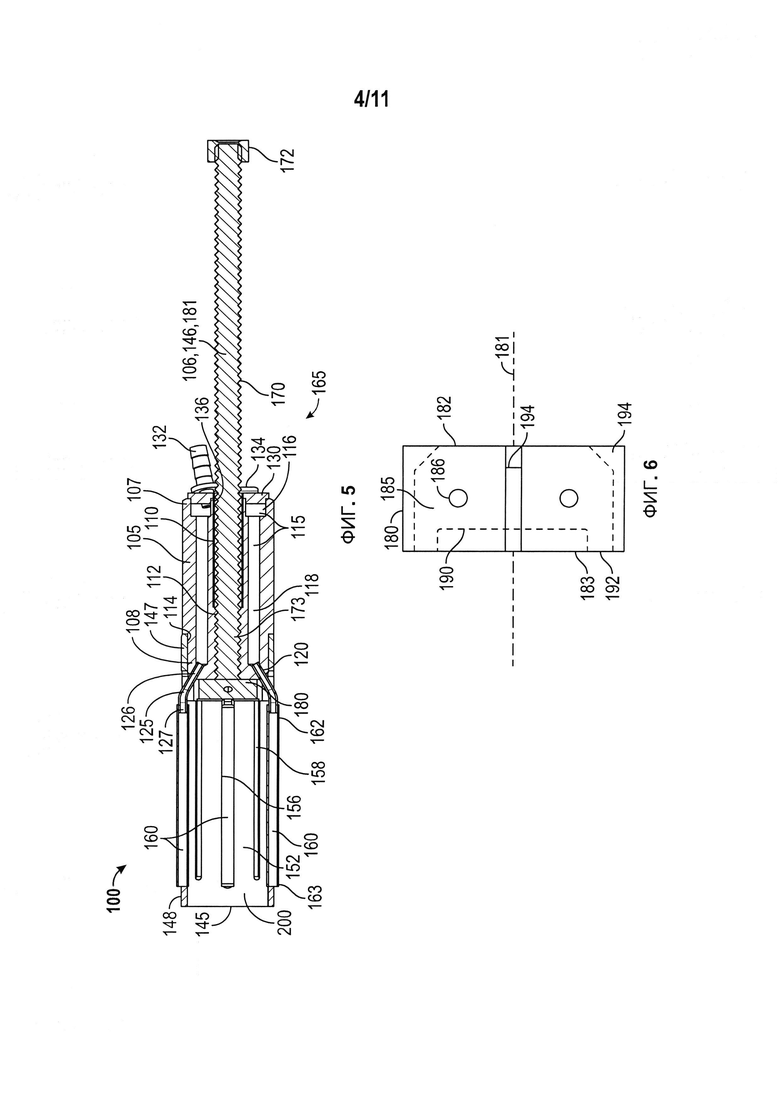
[0038] На фиг. 4 и 5 показано приспособление 100 для сварки. Приспособление 100 для сварки представляет собой монтажное приспособление, выполненное таким образом, чтобы захватывать и высвобождать свариваемый объект, такой как, например, корпус 60 измерительного преобразователя или корпус 10 измерительного устройства, и чтобы обеспечивать поток инертного газа во время изготовления. Приспособление 100 для сварки содержит опорный корпус 105, предохранительное кольцо 145 трубчатой формы, регулятор 165 глубины и по меньшей мере одну подающую текучую среду трубку, такую, как подающая текучую среду трубка 160. Опорный корпус 105 содержит центральную Ось 106, первый конец 107, второй конец 108, наружную поверхность 109, выровненное по оси центральное сквозное отверстие ПО, и каналы 115 для текучей среды. Опорный корпус 105, кроме того, содержит внутреннюю резьбу 112 в участке сквозного отверстия ПО вблизи второго конца 108, и углубления 114 по окружности рядом с наружной поверхностью 109 на втором конце 108. Канал 115 для текучей среды опорного корпуса 105 содержит паз 116 коллектора рядом с первым концом 107, и проходящую по оси камеру 118, проходящую от первого конца 107 до места вблизи второго конца 108. Вариант осуществления по фиг. 5 включает в себя четыре канала 115 для текучей среды и четыре проходящих в осевом направлении камеры 118; хотя может использоваться меньше или больше каналов 115 для текучей среды и камер 118.
[0039] Канал 115 для текучей среды, кроме того, содержит кольцевую торцевую пластину 130, закрывающую паз 116 коллектора, и полый штуцер 132 шланга, соединенный резьбовым соединением с торцевой пластиной 130. Штуцер 132 шланга представляет собой трубчатое соединение, выполненное таким образом, чтобы обеспечивать сообщение по текучей среде между шлангом или трубкой, соединенной с источником газа (не показано) в пазе 116 коллектора. Центральное сквозное отверстие 136 в торцевой пластине 130 выровнено в осевом направлении с центральным сквозным отверстием ПО. В некоторых случаях кольцевая торцевая пластина 130 имеет вид обработанной шайбы. Один или больше крепежных винтов 134 соединяют и уплотняют торцевую пластину 130 с опорным корпусом 105. Дополнительный герметизирующий материал, такой как, например, резина или гибкий силикон, как вариант, располагается между пластиной 130 и корпусом 105. На втором конце 108, диагональное отверстие 120 проходит от наружной поверхности 109 в каждую проходящую в осевом направлений камеру 118. Входной конец 126 изогнутой передающей трубки 125 проходит в каждое диагональное отверстие 120 и удерживается с помощью посадки с натягом посредством припоя или других подходящих удерживающих средств. Выходной конец 127 каждой передающей трубки 125 проходит в осевом направлении на расстоянии от второго конца 108 опорного корпуса 105. Таким образом, камера 118 канала 115 для текучей среды соединяется и сообщается с передающей трубкой 125.
[0040] Как показано на фиг. 4, предохранительное кольцо 145 трубчатой формы включает центральную ось 146, первый конец 147, второй конец 148, внутреннюю поверхность 152, наружную поверхность 154, по меньшей мере одно проходящее в осевом направлении щелевое отверстие 156 трубки, выполненное таким образом, чтобы удерживать трубку, и множество проходящих в осевом направлении штифтовых щелевых отверстий 158. Предохранительное кольцо 145 является примером трубчатого приемного устройства, выполненного таким образом, чтобы принимать объект. Каждое щелевое отверстие 156 трубки имеет первый конец 157а вблизи первого конца 147, и второй конец 157b вблизи второго конца 148. Как показано на фиг. 5, каждое щелевое отверстие 156 трубки выровнено с диагональным отверстием 120 и вмещает передающую трубку 125. Во время установки выходной конец 127 трубки 125 взаимодействует с возможностью перемещения и остается внутри щелевого отверстия 156 трубки, тогда как входной конец 126 входит и соединяется с выровненным диагональным отверстием 120, как пояснялось ранее. Каждое штифтовое щелевое отверстие 158 взаимодействует с возможностью перемещения с центровочным штифтом 188, соединенным с разделительной пластиной 180, описанной более полно ниже со ссылкой на регулятор 165 глубины. Предохранительное кольцо 145, показанное на фиг. 4 и 5, включает четыре расположенных на расстоянии друг от друга по окружности щелевые отверстия 156 трубки и четыре расположенных на расстоянии друг от друга по окружности штифтовых щелевые отверстия 158; хотя может использоваться меньше или больше щелевых отверстий 156 трубки и штифтовых щелевых отверстий 158. Проходящие в осевом направлении щелевые отверстия 156, 158 также проходят радиально от наружной поверхности 154 до внутренней поверхности 152. Множество крепежных деталей 159 соединяет предохранительное кольцо 145 с опорным корпусом 105, с первым концом 147, взаимодействующим с наружным периферическим углублением 114.
[0041] Как показано на фиг. 5, регулятор 165 глубины содержит резьбовой стержень или винт 170 и круглую разделительную пластину 180. Резьбовой стержень 170 содержит первый конец 172 с шестигранной головкой или другим подходящим элементом взаимодействия с инструментом и второй конец 173, который является плоским или закругленным. Как лучше показано на фиг. 6, разделительная пластина 180 содержит центральную ось 181, первый конец 182, второй конец 183 и в целом цилиндрическую наружную поверхность 185 с расположенными на расстоянии друг от друга по окружности штифтовыми отверстиями 186, выполненными с возможностью удерживания центровочных штифтов 188 (фиг. 4). Вариант осуществления по фиг. 4 включает четыре штифтовых отверстия 186 и четыре центровочных штифта 188; хотя может использоваться меньше или больше штифтовых отверстий 186 и штифтов 188. Как показано на фиг. 6, второй конец 183 включает выровненное по оси цилиндрическое углубление 190, оканчивающееся кольцевым выступом 192. Пазы 194 проходят по оси вдоль наружной поверхности 185, проходя через концы 182, 183, по одному пазу 194 для каждой передающей трубки 125, соединенной с опорным корпусом 105. Вариант осуществления по фиг. 6 включает в себя четыре паза 194 для обеспечения зазора, когда разделительная пластина 180 перемещается внутри предохранительного кольца 145, как поясняется ниже.
[0042] Как показано на фиг. 4 и 5, регулятор 165 глубины соответствует узлу опорного корпуса 105 и предохранительного кольца 145. Резьбовой стержень 17Q выровнен с центральной осью 106 и взаимодействует с резьбой 112 центрального сквозного отверстия ПО. Разделительная пластина 180 также выровнена с центральной осью 106 и расположена с возможностью перемещения во внутренней поверхности 152 трубчатого предохранительного кольца 145. Центровочные штифты 188 взаимодействуют с возможностью перемещения со штифтовыми щелевыми отверстиями 158. Второй конец 173 резьбового стержня 165 взаимодействует с возможностью поворота с первым концом 182 разделительной пластины 180 и, таким образом, выполнен, чтобы прижимать пластину 180 в осевом направлении внутри внутренней поверхности 152 предохранительного кольца. В некоторых вариантах осуществления резьбовой стержень 165 соединен с разделительной пластиной 180 и, таким образом, выполнен так, чтобы как прижимать, так и оттягивать разделительную пластину 180. Цилиндрическая приемная камера 200 выполнена внутри предохранительного кольца 145 между вторым концом 148 и вторым концом 183 разделительной пластины 180. Когда резьбовой стержень 165 поворачивается и прижимает разделительную пластину 180 ко второму концу 148 предохранительного кольца 145, длина приемной камеры 200 уменьшается. Когда резьбовой стержень 165 и разделительная пластина 180 перемещаются в противоположном направлении, вдаль от второго конца 148, длина приемной камеры 200 увеличивается. Таким образом, приемная камера 200 является регулируемой, имея переменную длину и, следовательно, переменный объем.
[0043] По меньшей мере в одном варианте осуществления разделительная пластина 180 выполнена из меди, которая имеет сравнительно высокую теплопроводность. Разделительная пластина 180 из такого теплопроводного материала может поглощать тепло от корпуса 60 измерительного преобразователя, когда выполняется сварной шов, помогая поддерживать корпус 60 при более низкой температуре, чем та, которая в противном случае могла бы возникать в процессе сваривания. Более конкретно, чтобы избежать возможного повреждения корпуса 60, поглощение тепла пластиной 180 может помочь поддерживать корпус 60 ниже предварительно заданного верхнего предела температуры, что будет описано ниже.
[0044] Как показано на фиг. 4 и 5, подающая текучую среду трубка 160 взаимодействует с возможностью перемещения с каждой передающей трубкой 125. Точнее, входной конец 162 подающей трубки 160 окружает выходной конец 127 передающей трубки 125. Наружная поверхность подающей трубки 160 взаимодействует с возможностью перемещения и с возможностью последующего удаления с проходящим в осевом направлении щелевым отверстием 156 трубки на предохранительном кольце 145. Таким образом, как передающая трубка 125, так и подающая трубка 160 выступает в щелевое отверстие 156 трубки. Наружный диаметр подающей трубки 160 больше, чем кольцевая толщина предохранительного кольца 145. Поэтому подающая трубка 160 проходит радиально от внутренней поверхности 152 к наружной поверхности 154 и проходит за пределы одной или обеих из поверхностей 152, 154. Выходной конец 163 подающей трубки 160 расположен вблизи второго конца 148 предохранительного кольца 145. Подающая трубка 160 выполнена с возможностью удаления и замены. В варианте осуществления по фиг. 4, подающая трубка 160 выполнена из бесшовной трубки с толщиной стенки, по существу, меньшей, чем диаметр трубки. Подходящая трубка для подающей трубки 160 включает в себя трубки, классифицируемые как гиподермические трубки. Как и с щелевыми отверстиями 156, пример варианта осуществления по фиг. 4 и 5, имеет четыре подающих трубки 160, равномерно и на расстоянии друг от друга расположенных по окружности вокруг предохранительного кольца 145.
[0045] На фиг. 7 и 8 представлен установочный блок 205, который действует как приспособление для установки глубины и выравнивания поворота корпуса 60 измерительного преобразователя при установке корпуса 60 в корпус 10 измерительного устройства. Установочный блок 205 содержит в целом прямоугольный жесткий корпус 210 с осью 211 поворота, проходящей перпендикулярно к переднему концу 212: Шестигранная гайка 228 соединяет передний конец 212 с центральной осью 229 гайки, выровненной с осью 211. Хотя в варианте осуществления по фиг. 7 используется гайка 228, может использоваться любой подходящий элемент взаимодействия с инструментом. Например, гайка 228 может быть модифицирована или заменена углублением, которое вмещает многостороннее приспособление, такое как универсальный гаечный ключ или, отверстие под звездообразный ключ.
[0046] Жесткий корпус 210, кроме того, включает основное углубление 218, проходящее через задний конец 213 и нижний конец 215. Углубление 218 включает переднюю поверхность 220 и плоскую верхнюю взаимодействующую поверхность 222. Поверхность 222 расположена перпендикулярно к переднему концу 212 и параллельно верхнему концу 214 жесткого корпуса 210. Отверстие 226 проходит между верхним концом 214 и верхней взаимодействующей поверхностью 222. Центральная ось 227 отверстия 226 перпендикулярна поверхности 222. Хотя в примере на фиг. 7 показано круглое отверстие, по меньшей мере в одном другом варианте осуществления отверстие 226 является продолговатым в направлении оси 211. В варианте осуществления по фиг. 8, второе углубление 224 расположено рядом с основным углублением 218, верхней взаимодействующей поверхностью 222 и задним концом 213. В различных вариантах осуществления установочного блока 205 второе углубление 224 требуется, только если выступ 72 или другой элемент корпуса 60 измерительного преобразователя требует дополнительного зазора.
[0047] На фиг. 13 и 14 представлен второй установочный блок 305, который выполнен таким образом, чтобы действовать последовательно с установочным блоком 205 (фиг. 7), но в некоторых способах он может использоваться вместо блока 205. Установочный блок 305 содержит главным образом прямоугольный жесткий корпус 310 с осью 311 поворота, проходящей перпендикулярно к переднему концу 312. Шестигранная гайка 328 соединяет передний конец 312 с центральной осью 329 гайки, выровненной с осью 311. Хотя в варианте осуществления по фиг. 13 показана гайка 328, может использоваться любой подходящий элемент взаимодействия с инструментом. Например, гайка 328 может быть модифицирована или заменена углублением, которое принимает многостороннее приспособление, например, универсальный гаечный ключ или отверстие под звездообразный ключ.
[0048] Жесткий корпус 310, кроме того, включает основное углубление 318, проходящее через задний конец 313 и нижний конец 315. Углубление 318 включает переднюю поверхность 320 и плоскую верхнюю взаимодействующую поверхность 322. Поверхность 322 расположена перпендикулярно к переднему концу 312 и параллельно верхнему концу 314 жесткого корпуса 310. Отверстие 326 проходит между верхним концом 314 и верхней взаимодействующей поверхностью 322. Центральная ось 327 отверстия 326 перпендикулярна поверхности 322. Второе углубление 324 расположено рядом с основным углублением 318, верхней взаимодействующей поверхностью 322 и задним концом 313. В различных вариантах осуществления установочного блока 305 второе углубление 324 требуется, только если выступ 72 или другой элемент корпуса 60 измерительного преобразователя требует дополнительного зазора. В некоторых вариантах осуществления отверстие 326 является резьбовым. Хотя в примере на фиг. 13 показано круглое отверстие, по меньшей мере в одном другом варианте осуществления отверстие 326 является продолговатым вдоль направления оси 311.
[0049] В отличие от установочного блока 205, установочный блок 305 включает в себя одно или больше боковых углублений 330, что приводит к образованию двух элементов в виде ножки или, попросту, ножек 332, как показано на фиг. 14. Установочный блок 305 дополнительно включает в себя одно или больше полукруглых углублений или пазов 325, проходящих между передним концом 312 и углублением 318, 330, вдоль направления оси 311. Пазы 325 расположены рядом с наружной периферией переднего конца 312. На фиг. 13 показаны три паза 325, содержащих фаску. Установочный блок 305 дополнительно содержит множество разделительных элементов, проходящих от заднего конца 313. В варианте осуществления, показанном на фиг. 14, четыре разделительных штифта 334 проходят перпендикулярно от заднего конца 313. Относительные местоположения штифтов 334 выполнены таким образом, чтобы позволять штифтам 334 плавно перемещаться рядом с фланцем 80 корпуса 60 измерительного преобразователя и, следовательно, располагаться по окружности вокруг фланца 80, когда оси 61, 311 выровнены. В общем, разделительные штифты 334 выполнены так, чтобы располагаться по периметру фланца, такого как фланец 80.
[0050] Как показано на фиг. 9, теперь будет описан способ для сваривания корпуса 60 измерительного преобразователя с корпусом 10 измерительного устройства. Данный способ может применяться для сваривания других устройств в дополнение к свариванию корпуса измерительного преобразователя с корпусом измерительного устройства. Как показано на фиг. 9, корпус 60 измерительного преобразователя соединяется с приспособлением 100 для сварки с помощью взаимодействующей с возможностью перемещения приемной камеры 200. Для формирования монтажного блока 250 по фиг. 9, установочный блок 205 также соединен с корпусом 60 измерительного преобразователя, взаимодействующим с возможностью перемещения с цилиндрической головкой 70. Три компонента, корпус 60, приспособление 100 для сварки и установочный блок 205 выровнены по оси. Удаляемый штифт или резьбовая крепежная деталь 252 соединяет корпус 60 и установочный блок 205 посредством выравнивания сквозного отверстия 76 и отверстия 226, соответственно. Крепежная деталь 252 ограничивает относительное поворотное перемещение и относительное осевое перемещение блока 205 относительно корпуса 60. В данном варианте осуществления установочный блок 205 прикреплен к корпусу 60 измерительного преобразователя посредством крепежной детали 252 для предотвращения относительного перемещения между блоком 205 и корпусом 60. Часть заднего конца 213, которая является взаимодействующей поверхностью на блоке 205, упирается в поверхность 82 на фланце 80 корпуса 60, так что блок 205 выполнен таким образом, чтобы прижимать корпус 60.
[0051] Как показано на фиг. 10, будут описаны дополнительные аспекты монтажного блока 250. На корпусе 60 измерительного преобразователя наружная поверхность 92 трубчатого удлинителя 90 взаимодействует с возможностью перемещения и с возможностью последующего удаления с подающими текучую среду трубками 160 и входит во внутреннюю поверхность 152 предохранительного кольца 145 приспособления 100 для сварки с соответствующим зазором для обеспечения разборки. В целом, предохранительное кольцо 145 взаимодействует с возможностью последующего удаления со свариваемым объектом. Подающая текучую среду трубка 160 взаимодействует с каждым пазом 94 (фиг. 3) корпуса 60 и выступает радиально за пределы наружной поверхности 154 предохранительного кольца 145. При повороте резьбового стержня 170 разделительная пластина 180 (фиг. 5) упирается в герметизированный конец 62 корпуса 60, не касаясь уплотнительной пластины 65 благодаря углублению 190 (фиг. 6). Таким образом, углубление 190 оставляет зазор 254 между разделительной пластиной 180 и уплотнительной пластиной 65. Зазор 254 позволяет разделительной пластине 180 контактировать с концом 62 корпуса 60 измерительного преобразователя, не контактируя с уплотнительной пластиной 65. В некоторых вариантах осуществления уплотнительная пластина 65 может частично выступать из конца 62 корпуса 60 измерительного преобразователя, в то же время, еще не контактируя с разделительной пластиной 180. На открытом конце 64 корпуса 60 измерительного преобразователя установочный блок 205 окружает цилиндрическую головку 70 с плоскими верхними поверхностями 74, 222, взаимодействующими друг с другом, и с осью поворота 211, выровненной с центральной осью 61. В данном примере между открытым концом 64 корпуса 60 и передней поверхностью 220 установочного блока 205 остается зазор.
[0052] На фиг. 11 показан монтажный блок 250, расположенный внутри канала 30 измерительного преобразователя в корпусе 10 измерительного устройства. Для достижения расположения, показанного на фиг. 11, блок 250 устанавливается в канал 30 извне корпуса 10 измерительного устройства, вначале проходя в гнездо 24. Резьбовой стержень 170 входит вначале в канал 30, с последующими другими элементами приспособления 100 для сварки и частью корпуса 60 измерительного преобразователя. В зависимости от своей длины, резьбовой стержень 170 выступает больше или меньше во внутренний проточный канал 12 корпуса 10 измерительного устройства. В некоторых случаях процесс установки потребует, чтобы одна или больше подающих текучую среду трубок 160 удерживалась рукой (не показано), эластичной лентой (не показано), или с помощью других средств, чтобы не смещаться из щелевых отверстий 156 трубки из-за изгибающего момента (усилия, действующего вокруг соответствующей оси вращения} или из-за силы трения, направленной по оси, вызываемой контактом скольжения, со стенкой 32 расточенного отверстия. После того как подающие трубки 160 частично вставлены внутрь канала 30 измерительного преобразователя, подающие трубки 160 будут оставаться в щелевых отверстиях 156 трубки, освобождаясь от осевого трения из-за контакта между выходными концами 163 и вторыми концами 157b.
[0053] Подающая текучую среду трубка 160 выступает радиально за пределы наружной поверхности 154 предохранительного кольца 145 до диаметра, большего, чем диаметр канала 30 измерительного преобразователя корпуса 10 измерительного устройства. Следовательно, по время установки трубка 160 частично сжата между стенкой 32 канала 30 и корпусом 60 измерительного преобразователя. В вариантах осуществления, имеющих больше, чем одну подающую текучую среду трубку 160, таких как, например, на фиг. 11, равномерное расположение с промежутками по окружности и сжатие подающих текучую среду трубок 160 удерживает монтажный блок 250 выровненным по оси и центрированным в канале 30. Как правило, кольцевой зазор 268 существует между наружными поверхностями 154, 109 приспособления 100 для сварки и стенкой 32 расточенного отверстия канала 30 измерительного преобразователя, за исключением положений, где расположена подающая текучую среду трубка 160. Таким образом, зазор 268 расположен внутри области между наружной поверхностью 63 корпуса 60 измерительного преобразователя и стенкой 32 расточенного отверстия. Зазор 268 проходит в осевом направлении относительно центральной оси 31 канала 30 и оси 146 предохранительного кольца 145. Зазор 268 сообщается с центральным каналом 12 для текучей среды. Множество подающих текучую среду трубок 160 в примере варианта осуществления, представленном на фиг. 4 и 11, разделяет зазор 268 на множество расположенных на расстоянии друг от друга по окружности сегментов.
[0054] Во время сборки монтажный блок 250 плавно движется в канал 30 измерительного преобразователя, пока задний конец 213 установочного блока 205 не войдет в контакт с сопряженной поверхностью 25 в гнезде 24 измерительного преобразователя, делая задний конец 213 и сопряженную поверхность 25 копланарными, а это означает, что они взаимно выровнены. Следовательно, поверхность 82 фланца 80, которая может быть прижата задним концом 213, также становится копланарной с сопряженной поверхностью 25. Кольцевая полость 265 образована между фланцем 80 и расточенным отверстием 33 в канале 30 измерительного преобразователя. Таким образом, полость 265 содержит область между наружной поверхностью 63 корпуса 60 измерительного преобразователя и частью 32А стенки 32 расточенного отверстия. Полость 265 находится рядом со сварочными фасками 34, 84. Полость 265 сообщается по текучей среде с зазором 268 и центральным каналом 12 для текучей среды, чтобы обеспечить протекание газа между ними. Перед начальной фазой сваривания и во время нее полость 265 сообщается со сварочными фасками 34, 84 и гнездом 24, чтобы позволить газу протекать через них.
[0055] Как показано на фиг. 11, радиальные силы сжатия между частично сжатыми подающими текучую среду трубками 160, каналом 30 измерительного преобразователя и корпусом 60 измерительного преобразователя способны обеспечить направленную по оси силу трения, которая сопротивляется перемещению по оси. Для достижения расположения, показанного на фиг. 11, осевое сопротивление преодолевается с помощью усилия вставки, прилагаемого человеком или механизмом, при плавном перемещении монтажного блока 250 в канал 30. Когда усилие вставки прекращается, осевая сила трения является достаточной для удержания блока 250 внутри канала 30 во время последующего процесса сваривания. В этот момент процесса установочный блок 205 удаляют из корпуса 60, что приводит к расположению, показанному на фиг. 12. Однако в некоторых случаях установочный блок 205 остается прикрепленным к корпусу 60 до тех пор, пока выполняется точечный сварной шов, как будет поясняться далее.
[0056] На фиг. 12 представлен вид поперечного разреза блока корпуса 60 измерительного преобразователя и приспособления 100 для сварки, установленного в канале 30 измерительного преобразователя корпуса 10 измерительного устройства. Поверхность 82 фланца 80 по существу копланарна с сопряженной поверхностью 25 гнезда 24. Сварочные фаски 34, 84 являются по существу концентрическими и смежными друг с другом, готовыми принимать наплавленный валик с помощью сварочной машины или горелки. Сварка вольфрамовым электродом в инертном газе (TIG) предпочтительна для сваривания корпуса 60 измерительного преобразователя с измерительным устройством 5. Во время изготовления сваривание происходит в зоне сварки, которая включает сварочные фаски 34, 84. Для сварки TIG инертный газ, такой как аргон, транспортируется в зону сварки перед свариванием и во время него, чтобы достичь лучшего сварного шва с помощью удаления воздуха и тепла. В некоторых случаях поток инертного газа в зону сварки продолжается в течение периода времени после выполнения сварки для обеспечения дополнительного охлаждения.
[0057] На фиг. 12, наплавленный валик 260 расположен между участками сварочных фасок 34, 84. Для ясности других элементов показана только часть наплавленного валика 260. Во время сваривания инструмент TIG (не показано) устанавливается на левой стороне фиг. 12, достигая в гнезде 24 измерительного преобразователя снаружи. Инструмент TIG обеспечивает поток инертного газа к передней стороне зоны сварки и, в конечном счете, передней стороне 262 наплавленного валика 260, образованного на ней. Приспособление 100 для сварки обеспечивает раздельный поток инертного газа 256 к задней стороне зоны сварки и, в конечном счете, к задней стороне 263 наплавленного валика 260 следующим образом. Инертный газ 256 поступает в штуцер 132 шланга с помощью шланга, соединенного с регулятором давления на источнике сжатого газа (не показано). От штуцера 132 шланга, инертный газ 256 поступает в опорный корпус 105 через проточный канал 115, проходя через паз 116 коллектора, который распределяет поток 256 в четыре камеры 118. Из каждой камеры 118, инертный газ 256 поступает в одну из четырех подающих и передающих трубок 125 и в четыре подающие трубки 160, выходя из концов 163 и поступая в кольцевую полость 265 между фланцем 80 и расточенным отверстием 33 канала 30 измерительного преобразователя.
[0058] В некоторых вариантах осуществления способа сваривания наплавленный валик 260 начинается как один или больше прихваточных швов, или равнозначно, точечных швов, которые представляют собой малые сварные швы в дискретных точках, расположенных на расстоянии друг от друга по окружности по периметру фланца 80 и окружности канала 30. При использовании данной технологии точечные сварные швы стабилизируют часть корпуса 60 измерительного преобразователя перед выполнением полной сварки по окружности.
[0059] В некоторых вариантах осуществления раскрываемого способа сваривания установочный блок не крепится к корпусу 60 во время выполнения прихваточных швов. В других вариантах осуществления установочный блок 205 остается прикрепленным к корпусу 60 (фиг. 11) до тех пор, пока не выполнен один или больше точечных швов. В других вариантах осуществления способа второй установочный блок, такой как установочный блок 305 (фиг. 13), заменяет блок 205, взаимодействуя с возможностью перемещения цилиндрической головки 70 корпуса 60 перед выполнением точечных сварных швов. Установка установочного блока 305 аналогична установке установочного блока 205, показанного на фиг. 11. Однако разделительные штифты 334 приспособлены для поддержания концентрического промежутка между фланцем 80 и расточенным отверстием 33 канала 30 при подготовке к точечной сварке. Когда блок 305 соединен с корпусом 60 в корпусе 10 измерительного устройства, разделительные штифты 334 выступают позади сварочной фаски 34 и взаимодействуют с возможностью перемещения с расточенным отверстием 33. Дополнительные пазы 325, боковые углубления 330, и основное углубление 318 блока 305 приспособлены, по отдельности или вместе, чтобы позволять сварочному инструменту (не показано) достигать сварочных фасок 34, 84. Таким образом, пазы 325 и углубления 330, 318 приспособлены для облегчения выполнения одного или больше точечных сварных швов между корпусом 60 измерительного преобразователя и корпусом 10 расходомера. После того как выполнен прихваточный шов или швы, установочный блок 205, 305, если он был установлен, удаляется.
[0060] Снова, как показано на фиг. 12, наплавленный валик 260 выполняется как ряд последовательных, расположенных по окружности наплавленных слоев по периметру фланца 80 и канала 30. Наплавленный валик 260 выполняется снаружи, в направлении сопряженной поверхности 25 и, возможно, за ее пределами. Первый наплавленный слой по окружности (не показан отдельно) называют проходом при заварке корня шва. Перед выполнением и во время выполнения прохода при заварке корня шва наплавленного валика 260, часть потока инертного газа 256 из приспособления 100 для сварки выходит наружу из корпуса 10 измерительного устройства, проходя через полость 265, между сварочными фасками 34, 84, и в направлении наружной поверхности 20. Другая часть инертного газа 256 проходит внутрь через зазор 268 во внутренний канал 12 для текучей среды корпуса 10 измерительного устройства. Когда проход при заварке корня шва выполнен, и наплавленный валик 260 является кольцевым, промежутки по окружности сварочных фасок 34, 84 затем, предпочтительно, полость 265 герметизируются на одном конце с помощью наплавленного валика 260. Когда полость 265 герметизирована на одном конце, поток 256 инертного газа больше не проходит наружу между фасками 34, 84, но поддерживается сообщение с полостью 265, и он проходит через зазор 268, выходя во внутренний проточный канал 12. При продолжении сваривания наплавленный валик 260 достигает промежуточной толщины, показанной на фиг. 12. Выполнение наплавленных слоев продолжается до тех пор, пока наплавленный валик 260 не достигает заданной толщины, возможно, выходя за пределы сопряженной поверхности 25, как наплавленный валик 38 полной глубины, показанный на фиг. 2. Упрочнение наплавленного валика 260 и уплотнение корпуса 60 с каналом 30 выполнено.
[0061] В ходе различных способов сваривания по меньшей мере один из элементов: (а) поток 256 инертного газа и (b) оставшийся период времени без сваривания используется для поддержания корпуса 60 и корпуса 10 ниже заранее заданного верхнего; предела температуры, чтобы избежать повреждения корпуса 60, корпуса 10, или сварного шва 38, 260. В некоторых способах сваривания температуры корпуса 60 и корпуса 10 поддерживаются при температуре, не превышающей 152°С (305°F). Это может быть выполнено с помощью периодического сваривания, и без сваривания в течение соответствующего периода времени. Периоды, в течение которых сваривание не выполняется, позволяют теплу передаваться от корпуса 60 и корпуса 10 с помощью проводимости и конвекции. Охлаждение может быть усилено с помощью продолжения подачи потока инертного газа в течение периодов, в которые сваривание не выполняется, и которые могут включать время после завершения сваривания.
[0062] После охлаждения наплавленных валиков они дают усадку. Усадка наплавленного валика 260 втягивает корпус 60 измерительного преобразователя внутрь, вдоль оси 31 в направлении внутреннего проточного канала 12. В результате поверхность 82 фланца 80 перемещается и останавливается, выравниваясь с сопряженной поверхностью 25. В некоторых вариантах осуществления корпус 60 измерительного преобразователя, включающий фланец 80, перемещается на расстояние 0,040 дюйма в направлении канала 12 вдоль оси 31 из-за усадки наплавленного валика 260. Таким образом, перед установкой и свариванием длина корпуса 60 измерительного преобразователя соответствующим образом определяется, чтобы достичь точного размещения герметизированного конца 62 в канале 30 после охлаждения наплавленного валика. Во время охлаждения наплавленного валика 260 приспособление 100 для сварки перемещается с корпусом 60. Таким образом, с помощью назначения соответствующей длины для свариваемого объекта, такого как корпус измерительного преобразователя, в ходе ранних этапов изготовления можно компенсировать перемещение сварного шва.
[0063] После охлаждения наплавленного валика 260 приспособление 100 для сварки удаляют, что приводит к конфигурации, такой как показанная на фиг. 2. В некоторых случаях приспособление 100 для сварки будет легко вытягиваться вдоль оси 31 и во внутренний проточный канал 12 для удаления. В других случаях резьбовой стержень 170 будет поворачиваться, чтобы прижимать разделительную пластину 180 к корпусу 60 измерительного преобразователя, вынуждая перемещение оставшегося приспособления 100 для сварки относительно корпуса 60, в итоге высвобождая все приспособление 100 из корпуса 60 и канала 30 для удаления.
[0064] В некоторых вариантах осуществления способа сваривания блок 205 не используется для установки корпуса 60 измерительного преобразователя в корпус 10 измерительного устройства, как показано на фиг. 11. Вместо этого установочный блок 305 используется для формирования монтажного блока, похожего на блок 250 (фиг. 9), чтобы способствовать установке и, как вариант, чтобы способствовать выполнению точечной сварки. В других вариантах осуществления, чтобы присоединить корпус 60, установочный блок не используется вместе с приспособлением 100 для сварки.
[0065] Теперь, ссылаясь на фиг. 15, показан способ 500 формирования сварного уплотнения между корпусом 60 измерительного преобразователя и корпусом 10 измерительного устройства или, в более широком смысле, формирования сварного уплотнения между свариваемым объектом и обычно трубчатым корпусом. Способ 500 объединяет и суммирует многие или все операции, поясняемые в настоящем документе. В целом, способ 500 использует приспособление для сварки для установки на место свариваемого объекта и для добавления подачи инертного газа во время и, если это предпочтительно, после сваривания. С этой целью в способе 500 на этапе 510 формируется монтажный блок, включающий корпус передатчика, приспособление для сварки и установочный блок. В способе 500 на этапе 520 регулируется размер приемной камеры внутри приспособления для сварки, чтобы соответствовать размеру корпуса измерительного преобразователя, и на этапе 530 корпус измерительного преобразователя вводится и выравнивается в сквозном отверстии в корпусе измерительного устройства. Установочный блок удаляется на этапе 540. На этапе 550 корпус измерительного преобразователя поддерживается в заранее определенном положении относительно сквозного отверстия корпуса измерительного устройства. При подготовке к свариванию этап 560 инициирует поток инертного газа к передней стороне и к задней стороне зоны сварки. Передней стороной зоны сварки является, например, зона, примыкающая к сопряженной поверхности 25 гнезда 24 измерительного преобразователя. Задней стороной зоны сварки является, например, зона, примыкающая к полости 265. Выбор времени и источника подачи газа к передней стороне может изменяться по сравнению с выбором времени и источника подачи газа к задней стороне. Например, инертный газ 256 может постоянно протекать от приспособления 100 для сварки в ходе процедуры сваривания, которая включает чередующиеся периоды сваривания и охлаждения. В другом примере инертный газ подается только к передней стороне, когда сварочный инструмент находится в действии. В другом примере постоянный поток газа подается как к передней стороне; так и к задней стороне зоны сварки в ходе процедуры сваривания.
[0066] На этапе 570, точечный сварной шов формируется между корпусом измерительного преобразователя и корпусом измерительного устройства. На этапе 580 формируется сварной шов между корпусом измерительного преобразователя и корпусом измерительного устройства. Например, сварной шов 38 на фиг. 1 окружает по окружности корпус 60, соединяя его с корпусом 10 измерительного устройства. В некоторых вариантах осуществления сварной шов выполнен из слоев. После того как сварка выполнена, или после того как достигнуто соответствующее охлаждение, на этапе 590 поток инертного газа останавливается. Другие варианты осуществления, основанные на способе 500, включают больше или меньше операций. Например, в некоторых вариантах осуществления способа установочный блок не используется.
[0067] Если явно не указано иное, этапы способа в описании или пунктах формулы могут выполняться в любом подходящем порядке. Перечисление идентификаторов, таких как (а), (b), (с) или (510), (520), (530) в связи с этапами способа в описании или способа в пунктах формулы не намечает и не определяет конкретный порядок для этапов, а используется для упрощения последующих ссылок на такие этапы.
[0068] Хотя были описаны и показаны примеры вариантов осуществления, их модификации могут быть выполнены специалистом без отклонения от объема и принципов изобретения. Описанные здесь варианты осуществления являются только иллюстративными, но не ограничивающими. Возможны многие изменения и модификации систем, устройств и процессов, описанных в настоящем документе. Соответственно объем защиты не ограничен вариантами осуществления, описанными выше, но ограничен только пунктами формулы, изложенной далее, объем которой включает все эквиваленты объекта изобретения.
Заявленная группа изобретений относится к способам и устройству для сварки, используемым при сваривании. Конкретнее, изобретение относится к изготовлению расходомеров, которые измеряют параметры, относящиеся к потоку жидкости или газа. Еще конкретнее, изобретение относится к способам и устройству для установки и герметизации измерительных преобразователей в ультразвуковых расходомерах. Заявленная группа изобретений включает приспособления для сварки, предназначенные для раскрепляемого взаимодействия со свариваемым объектом, и блок для установки в корпус измерительного устройства. Причем приспособление для сварки, предназначенное для раскрепляемого взаимодействия со свариваемым объектом, содержит: опорный корпус, приемное устройство, соединенное с опорным корпусом и содержащее наружную поверхность и внутреннюю камеру, выполненную с возможностью приема свариваемого объекта, и по меньшей мере одну подающую текучую среду трубку, расположенную вдоль по меньшей мере части приемного устройства и выполненную с возможностью подачи газа к наружной поверхности приемного устройства. Технический результат заключается в возможности точно устанавливать на место свариваемый объект и крепить его в положении для сваривания, и дополнительно представляет систему подачи текучей среды для доставки инертного газа к месту сварки рядом со свариваемым объектом, а также в обеспечении возможности устанавливать соответствующим образом корпус измерительного преобразователя в сквозное отверстие, выполненное в корпусе измерительного устройства, и позволять приваривать и герметизировать корпус в корпусе измерительного устройства. 4 н. и 22 з.п. ф-лы, 15 ил. 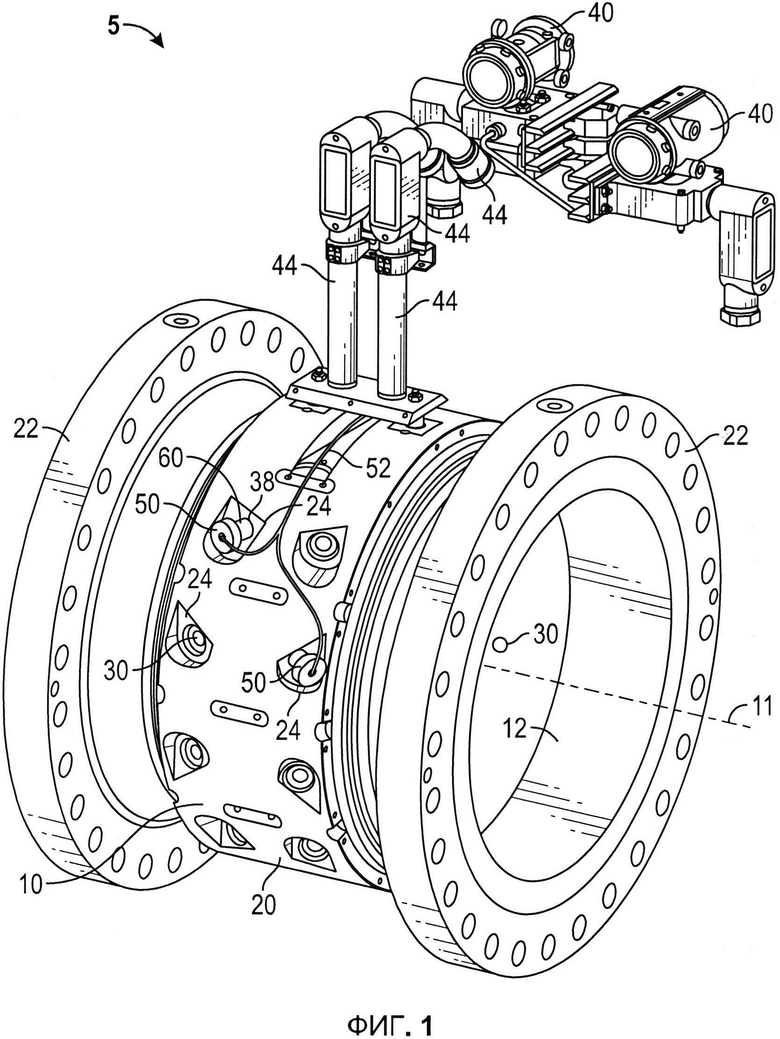
1. Приспособление для сварки, предназначенное для раскрепляемого взаимодействия со свариваемым объектом, содержащее:
опорный корпус;
приемное устройство, соединенное с опорным корпусом и содержащее наружную поверхность и внутреннюю камеру, выполненную с возможностью приема свариваемого объекта; и
по меньшей мере одну подающую текучую среду трубку, расположенную вдоль по меньшей мере части приемного устройства и выполненную с возможностью подачи газа к наружной поверхности приемного устройства.
2. Приспособление для сварки по п. 1, дополнительно содержащее источник газа, соединенный с подающей текучую среду трубкой, для подачи текучей среды через трубку.
3. Приспособление для сварки по п. 2, дополнительно содержащее множество подающих текучую среду трубок, расположенных на расстоянии друг от друга по окружности приемного устройства и сообщающихся по текучей среде с источником газа.
4. Приспособление для сварки по п. 1, в котором приемное устройство содержит по меньшей мере одно проходящее в осевом направлении щелевое отверстие, в котором размещена указанная по меньшей мере одна подающая текучую среду трубка.
5. Приспособление для сварки по п. 4, в котором камера приемного устройства включает в себя внутреннюю поверхность и наружную поверхность;
причем указанное по меньшей мере одно проходящее в осевом направлении щелевое отверстие проходит радиально от наружной поверхности до внутренней поверхности; а
подающая текучую среду трубка, расположенная в щелевом отверстии, проходит радиально за пределы наружной поверхности.
6. Приспособление для сварки по п. 1, в котором опорный корпус дополнительно содержит по меньшей мере один канал для текучей среды,
который сообщается по текучей среде с указанной по меньшей мере одной подающей текучую среду трубкой.
7. Приспособление для сварки по п. 6, в котором по меньшей мере один канал для текучей среды опорного корпуса содержит по меньшей мере одну камеру, соединенную с по меньшей мере одной передающей трубкой;
причем указанная по меньшей мере одна подающая текучую среду трубка сообщается по текучей среде с указанной по меньшей мере одной передающей трубкой.
8. Приспособление для сварки по п. 7, дополнительно содержащее:
множество подающих текучую среду трубок, расположенных на расстоянии друг от друга по окружности вокруг приемного устройства, и
множество передающих трубок, причем каждая подающая текучую среду трубка сообщается по текучей среде с передающей трубкой.
9. Приспособление для сварки, предназначенное для раскрепляемого взаимодействия со свариваемым объектом, содержащее:
опорный корпус;
приемное устройство, соединенное с опорным корпусом и содержащее наружную поверхность и внутреннюю камеру, выполненную с возможностью приема свариваемого объекта;
по меньшей мере одну подающую текучую среду трубку, расположенную вдоль по меньшей мере части приемного устройства и выполненную с возможностью подачи газа к наружной поверхности приемного устройства;
сквозное отверстие в опорном корпусе;
резьбовой стержень, взаимодействующий через резьбу со сквозным отверстием; и
разделительную пластину, расположенную с возможностью перемещения внутри камеры приемного устройства и с возможностью взаимодействия с одним концом резьбового стержня.
10. Приспособление для сварки по п. 9, в котором разделительная пластина выполнена для неповоротного перемещения внутри приемной камеры.
11. Приспособление для сварки по п. 9, в котором разделительная пластина содержит углубление, образующее зазор между разделительной пластиной и свариваемым объектом.
12. Приспособление для сварки, предназначенное для раскрепляемого взаимодействия со свариваемым объектом, содержащее
опорный корпус;
приемное устройство, соединенное с опорным корпусом и содержащее наружную поверхность и внутреннюю камеру, выполненную с возможностью приема свариваемого объекта;
по меньшей мере одну подающую текучую среду трубку, расположенную вдоль по меньшей мере части приемного устройства и выполненную с возможностью подачи газа к наружной поверхности приемного устройства;
установочный блок, выполненный для соединения со свариваемым объектом, при этом установочный блок содержит:
корпус;
углубление в корпусе для приема свариваемого объекта и
по меньшей мере первую взаимодействующую поверхность, взаимодействующую со свариваемым объектом и выполненную с возможностью управления положением свариваемого объекта.
13. Блок для установки в корпус измерительного устройства, содержащий:
опорный корпус, содержащий множество камер текучей среды и коллектор, сообщающийся по текучей среде с камерами текучей среды;
приемное устройство, соединенное с опорным корпусом и имеющее наружную поверхность и приемную камеру;
корпус измерительного преобразователя, расположенный по меньшей мере частично в приемной камере, и
множество подающих текучую среду трубок, расположенных вдоль приемного устройства и выполненных с возможностью подачи газа к наружной поверхности приемного устройства,
причем подающие текучую среду трубки сообщаются по текучей среде с камерами текучей среды и коллектором опорного корпуса.
14. Блок по п. 13, в котором приемное устройство содержит множество продолговатых щелевых отверстий и в котором подающие текучую среду трубки расположены в щелевых отверстиях.
15. Блок по п. 13, в котором приемное устройство включает в себя в целом цилиндрическую наружную поверхность и в котором подающие текучую среду трубки взаимодействуют с приемным устройством и проходят радиально за пределы наружной поверхности приемного устройства.
16. Блок по п. 13, дополнительно содержащий множество передающих трубок, каждая из которых соединяет подающую текучую среду трубку с камерой текучей среды таким образом, что соединенная подающая текучую среду трубка и камеры текучей среды сообщаются по текучей среде.
17. Блок по п. 13, дополнительно содержащий разделительную пластину, расположенную с возможностью перемещения внутри приемной камеры приемного устройства и выполненную с возможностью перемещения в ней в осевом направлении.
18. Блок по п. 17, дополнительно содержащий один или больше штифтов, расположенных в щелевых отверстиях в приемном устройстве и соединенных с разделительной пластиной с возможностью взаимодействия со сторонами щелевых отверстий, для предотвращения поворота разделительной пластины внутри приемной камеры.
19. Блок по п. 17, дополнительно содержащий:
сквозное отверстие в опорном корпусе и
стержень, расположенный в сквозном отверстии и выполненный таким образом, чтобы упираться в разделительную пластину, так что перемещение стержня по оси в сквозном отверстии смещает в осевом направлении разделительную пластину в приемном устройстве.
20. Блок по п. 17, в котором корпус измерительного преобразователя содержит конец, в целом обращенный к разделительной пластине, при этом конец имеет центральную часть, а блок дополнительно содержит зазор между разделительной пластиной и указанной центральной частью.
21. Блок по п. 20, в котором разделительная пластина содержит переднюю поверхность, в целом обращенную к концу корпуса, причем передняя поверхность разделительной пластины содержит углубленную область.
22. Блок по п. 13, в котором корпус измерительного преобразователя содержит первый конец внутри приемной камеры и второй конец напротив первого конца, причем блок дополнительно содержит установочный блок, соединенный со вторым концом корпуса измерительного преобразователя и имеющий углубление, принимающее второй конец.
23. Блок по п. 22, в котором установочный блок дополнительно содержит по меньшей мере первую взаимодействующую поверхность, взаимодействующую с корпусом измерительного преобразователя и выполненную с возможностью управления положением корпуса измерительного преобразователя.
24. Блок по п. 22, в котором установочный блок дополнительно содержит крепежную деталь для соединения корпуса измерительного преобразователя с установочным блоком и предотвращения поворотного перемещения между ними.
25. Блок по п. 22, в котором установочный блок дополнительно содержит корпус и по меньшей мере одно углубление, проходящее через сторону корпуса и выполненное с возможностью обеспечения доступа для сварочного инструмента.
26. Блок по п. 22, в котором корпус измерительного преобразователя содержит фланец, примыкающий ко второму концу; и
при этом установочный блок дополнительно содержит множество удлиненных разделительных элементов, выполненных с возможностью расположения по периметру фланца.
| JP S59109818 25.06.1984 A | |||
| US 2011162463 A1 29.07.2015 | |||
| КАМЕРА ДЛЯ СВАРКИ В ИНЕРТНОМ ГАЗЕ | 1995 |
|
RU2076028C1 |
| US 20120125122 A1 24.05.2012 . | |||

