Изобретение относится к листовой штамповке и может быть использовано во всех отраслях машиностроения для вытяжки деталей из листовых материалов.
Преимущественная область его использования вытяжка на прессах простого и двойного действия кузовных деталей автомобилей, автобусов, троллейбусов, тракторов, сельхозмашин, бытовой и другой техники.
Известен способ вытяжки деталей, включающий размещение листовой заготовки в штампе, прижим ее краевой части и формоизменение центральной части при помощи пуансона и матрицы, причем в процессе вытяжки на угловых в плане участках заготовки образуются гофры высотой на (10-15)% больше величины вытяжного зазора между пуансоном и матрицей, а торможение заготовки на упомянутых участках осуществляют посредством спрямления гофр в вытяжном зазоре между пуансоном и матрицей [1] Основным недостатком известного способа является то, что в момент окончания вытяжки на кромке заготовки и на некотором расстоянии от этой кромки остаются гофры, которые могут распространяться за линию обрезки на поверхность готовой детали и приводить к снижению качества поверхности и браку этой детали. Для устранения этого брака потребуется увеличить ширину технологического припуска и размеры заготовки, что приведет к дополнительному расходу листового проката (к увеличению нормы расхода металла на деталь).
Указанный способ наиболее близок к предлагаемому техническому решению и выбран в качестве прототипа.
Цель изобретения повышение качества деталей и экономия листового проката.
Достигается это тем, что способ вытяжки деталей, преимущественно кузовных из листовой заготовки, включающий размещение заготовки в штампе, ее прижим, формоизменение центральной части заготовки при помощи пуансона и матрицы, создание дополнительного усилия торможения перемещению краевой части заготовки путем образования гофр с последующим их разглаживанием, согласно изобретения, при перемещении в штампе краевую часть заготовки оставляют выступающей наружу за прижимные поверхности матрицы и прижима. На начальном этапе формоизменения центральной части заготовки в краевой ее части, выступающей наружу за прижимные поверхности матрицы и прижима, образуются гофры, а разглаживание гофр осуществляется при втягивании краевой части заготовки в зазор между прижимными поверхностями матрицы и прижима и после вытяжки служат частью поверхности готовой детали.
Таким образом, гофры на краевой части заготовки после разглаживания не переходят на поверхность готовой детали и не ухудшают качество этой детали.
В то же время в процессе разглаживания гофры создают усилие торможения перемещению краевой части заготовки, дополнительно к усилию торможения от действия прижима, перетяжных ребер или порогов штампа, что позволяет уменьшить ширину технологического припуска и размеры заготовки, и за счет этого снизить норму расхода металла на деталь.
Гофры на краевой части заготовки целесообразно образовывать напротив прямолинейных и близких к ним отрезков контура проема матрицы штампа, так как именно напротив этих отрезков необходимо создать наибольшее торможение перемещению краевой части заготовки (чтобы увеличить пластические деформации и уменьшить упругое пружинение центральной части заготовки при формообразовании поверхности детали.
Образование гофр в краевой части заготовки позволит исключить в некоторых штампах перетяжные ребра или пороги и за счет этого повысить качество вытягиваемых деталей, так как при перемещении заготовки через перетяжные ребра или пороги на ней образуются риски и задиры, которые переходят на поверхность готовой детали и ухудшают ее внешний вид.
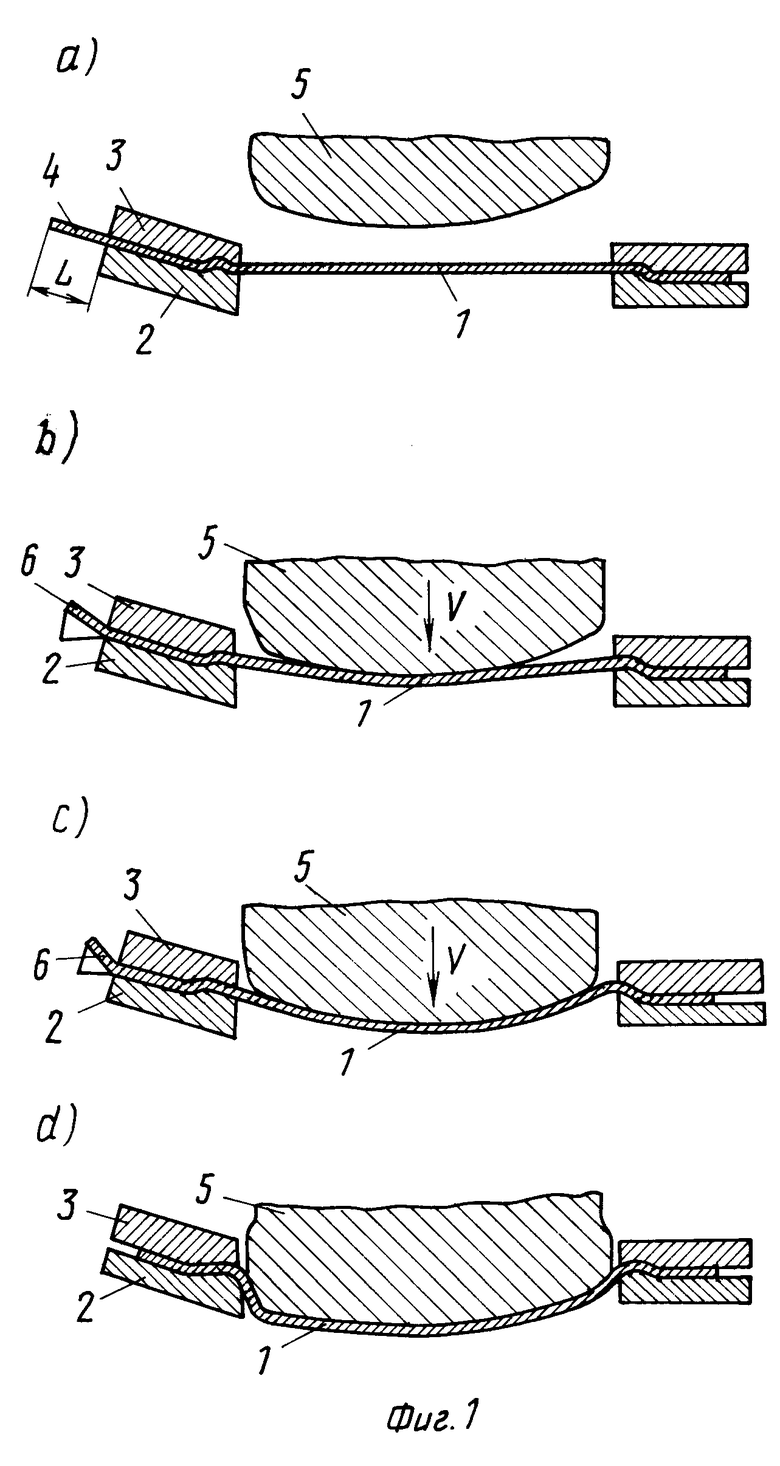
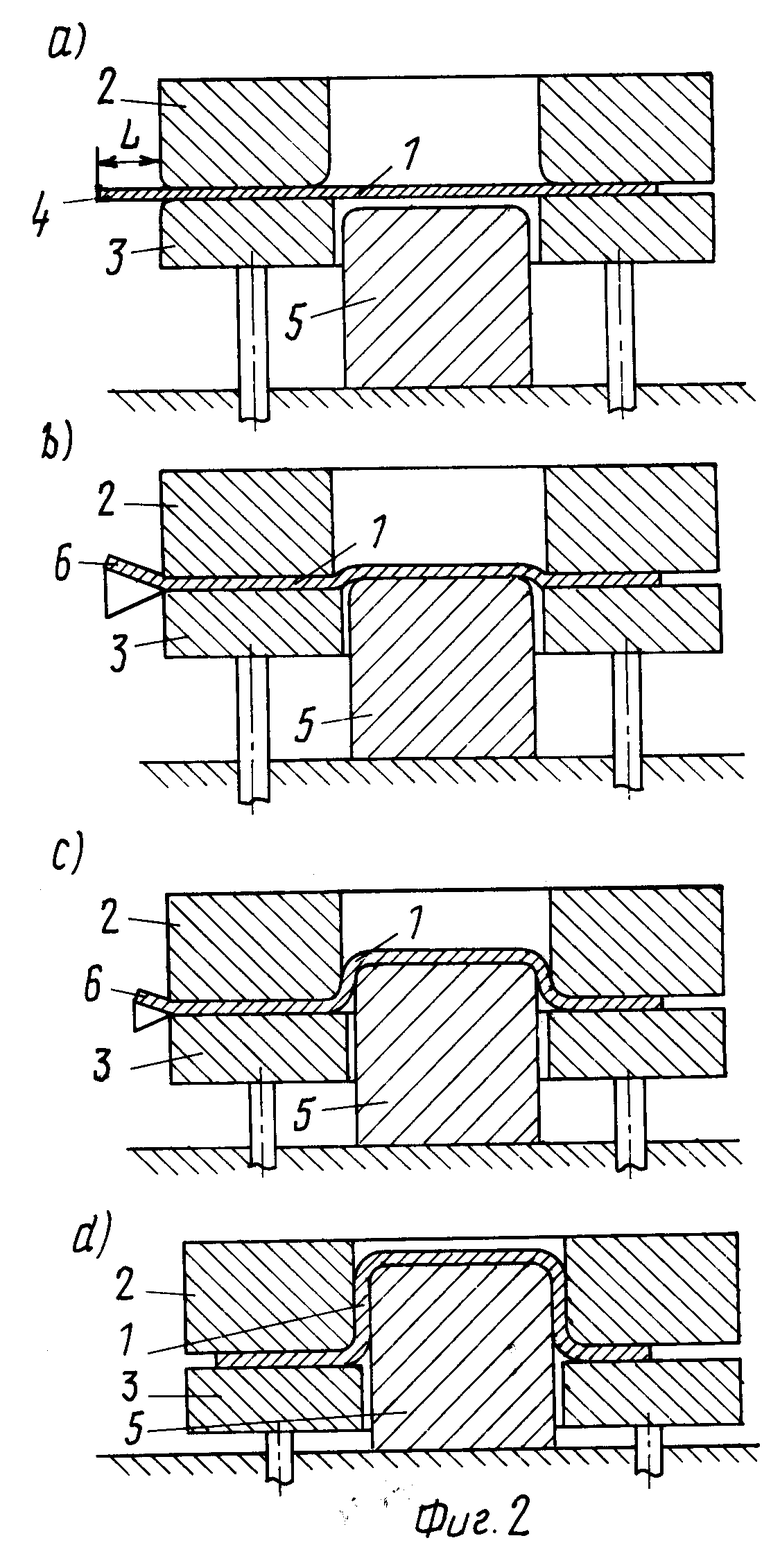
На фиг. 1 показаны основные этапы деформирования листовой заготовки по предлагаемому способу в штампе на прессе двойного действия; на фиг. 2 тоже, на прессе простого действия. На фиг. 1, 2 приняты следующие позиции: 1 заготовка, 2 матрица, 3 прижим, 4 не прижатая часть края заготовки, 5 пуансон штампа, 6 гофры на не прижатой части края заготовки.
В штампе не прессе двойного действия (фиг. 1) способ реализуется следующим образом. Заготовка 1 укладывается на прижимную поверхность матрицы 2. При ходе наружного ползуна пресса вниз часть заготовки 1 прижимается прижимом штампа 3 к прижимной поверхности матрицы 2 (позиция а). Напротив прямолинейных и близких к ним отрезков контура проема матрицы 2 край заготовки 4 выступает за прижимные поверхности матрицы и прижима штампа на величину L.
При ходе вниз внутреннего ползуна пресса и прикрепленного к нему пуансона 5 со скоростью v вся заготовка начинает деформироваться. При этом в краевой части заготовки появляются сжимающие напряжения, которые в неприжатой части заготовки вызывают образование гофр (позиция b).
При дальнейшем ходе пуансона 5 гофры 6 начинают втягиваться в зазор между прижимными поверхностями матрицы 2 и прижима 3 и разглаживаются (позиция с). В процессе разглаживания гофр создается дополнительное торможение перемещению краевой части заготовки.
В конечный момент вытяжки гофры 6 полностью втягиваются в зазор между прижимными поверхностями матрицы 2 и прижима 3 (позиция d).
Управление процессом образования и разглаживания гофр осуществляется при помощи задания определенной величины L и усилия прижима: эти величины подбираются в процессе отладки штампов для вытяжки каждой конкретной детали.
На прессе простого действия предлагаемый способ реализуется так же, как показано на фиг. 1. Заготовка 1 укладывается на поверхность прижима 3, который через толкатели опирается на пневмоподушку пресса пневмоподушка пресса не показана). При ходе ползуна пресса вниз вместе с матрицей 2 заготовка 4 деформируется с помощью пуансона 5. В начальные этапы вытяжки на незажатой части заготовки 4 шириной L образуются гофры 6 (позиция а и b, которые на последующих этапах с и d втягиваются между прижимными поверхностями матрицы 2 и прижима 3 и разглаживаются, создавая при этом необходимое торможение перемещению края заготовки. Процесс управляется при помощи задания определенной ширины L незажатой части края заготовки и усилия прижима от пневмоподушки пресса для вытяжки каждой конкретной детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1994 |
|
RU2092260C1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2096116C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 1994 |
|
RU2082526C1 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНОЙ ДЕТАЛИ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 2013 |
|
RU2550474C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2005 |
|
RU2366527C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2302919C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ПНЕВМОСЪЕМНИКАМИ В МАТРИЦЕ (ВАРИАНТЫ) | 2011 |
|
RU2479374C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2013 |
|
RU2560799C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ (ВАРИАНТЫ) | 2011 |
|
RU2481913C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КРУПНОГАБАРИТНОЙ ДЕТАЛИ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 2013 |
|
RU2567966C2 |
Использование: изобретение относится к листовой штамповке и может быть использовано во всех отраслях машиностроения для вытяжки деталей из листовых материалов на прессах простого и двойного действия. Сущность изобретения: способ включает размещение заготовки в штампе, прижим ее краевой части, формоизменение центральной части при помощи пуансона и матрицы. На начальных этапах формоизменения в краевой части заготовки, выступающей наружу за прижимные поверхности матрицы и прижима штампа, образуют гофры, которые на последующих этапах формоизменения разглаживаются при втягивании между прижимными поверхностями матрицы и прижима, и после вытяжки служат частью поверхности готовой детали. В процессе разглаживания гофр создается необходимое усилие торможения перемещению края заготовки, что обеспечивает получение качественных деталей и экономию листового проката. Технический результат изобретения повышение качества деталей и экономия материала. 2 ил.
СПОСОБ ВЫТЯЖКИ ДЕТАЛИ, преимущественно кузовной, из листовой заготовки, включающий размещение заготовки в штампе, ее прижим, формоизменение центральной части заготовки при помощи пуансона и матрицы, создание дополнительного усилия торможения перемещению краевой части заготовки путем образования гофр с последующим их разглаживанием, отличающийся тем, что при размещении в штампе краевую часть заготовки оставляют выступающей наружу за прижимные поверхности матрицы и прижима, на начальном этапе формоизменения центральной части заготовки в краевой ее части, выступающей наружу за прижимные поверхности матрицы и прижима, образуют гофры, а разглаживание гофр осуществляют при втягивании краевой части заготовки между прижимными поверхностями матрицы и прижима.
| Способ изготовления панелей сложной формы | 1987 |
|
SU1505632A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
