Изобретение относится к холодной листовой штамповке и может быть использовано для вытяжки различных деталей из листовых материалов. Преимущественная область его применения штамповка на прессах простого и двойного действия кузовных деталей автомобилей, автобусов, сельхозмашин и т.д.
Известен способ вытяжки [1] с торможением фланца листовой заготовки при помощи перетяжных порогов "П" образной формы. Недостатком известного способа является недостаточная степень торможения и невозможность дифференцированного торможения фланца заготовки в процессе вытяжки.
Экспериментально установлено [2] что это происходит из-за небольшой поверхности контакта заготовки с порогом матрицы, так как кривизна изгиба листовой заготовки на участках ее скольжения по цилиндрическим рабочим поверхностям перетяжного порога больше кривизны этих поверхностей. Поэтому листовая заготовка при протягивании ее по лабиринту порога контактирует, как с цилиндрическими, так и с плоскими поверхностями порога по относительно узким площадкам смятия. Это не позволяет получить вытяжку без дефектов для детали достаточно сложной формы и ведет к перерасходу металла за счет увеличения технологических припусков.
Известен также способ вытяжки листовых заготовок с торможением фланца при помощи тормозных порогов, закрепленных на периферии матрицы и наклоненных относительно рабочей поверхности прижима под углом (70-80)o [3] Это позволяет получить, по сравнению с использованием порогов, выполненных перпендикулярно рабочей поверхности прижима, большую поверхность контакта заготовки с боковой стороной порога, наклоненной относительно проема матрицы.
Однако на цилиндрических участках и верхней поверхности порога листовая заготовка контактирует по относительно узким площадкам смятия. Это приводит к ухудшению качества поверхности штампуемых деталей из-за невозможности дифференцируемого торможения фланца заготовки и к перерасходу металла из-за недостаточной степени растяжения металла и больших технологических припусков.
Целью изобретения является ухудшение качества штампованных деталей за счет возможности осуществления дифференцированного торможения фланца заготовки и экономия листового проката за счет увеличения растяжения заготовки и сокращения технологических припусков.
Указанная цель достигается тем, что фланец заготовки в процессе вытяжки тормозится за счет его протягивания между цилиндрическим участком перетяжного порога и плоскостью выемки прижима под порог и между цилиндрическим участком прижима и прижимной поверхностью матрицы с минимальными зазорами между этими поверхностями, равными исходной толщине заготовки с учетом положительного допуска на толщину листа, а также за счет сил трения между заготовкой и верхней и боковой поверхностями порога. Фланец заготовки протягивается между цилиндрическим участком прижима, выполненным в виде выступа в зоне сопряжения прижимной поверхности с вертикальным участком выемки прижима с высотой, равной по величине (0,5-0,7)S0 и радиусом при вершине, равным (4,0-5,0)S и прижимной поверхностью матрицы, выполненной эквидистантно прижимной поверхности прижима с зазором, равным по величине (1,5-1,7)S0. Площадь контакта фланца заготовки с поверхностью порога в процессе вытяжки увеличивается за счет увеличения угла охвата цилиндрического участка порога заготовкой с начального момента вытяжки до ее окончания на (10-15o).
Сущность изобретения заключается в том, что способ вытяжки кузовных деталей сложной формы, включающий прижим и торможение периферийной части заготовки с помощью перетяжных порогов, выполненных наклонно относительно рабочей поверхности прижима, и воздействие на центральную часть заготовки усилием деформирования, согласно изобретению фланец заготовки тормозится за счет его протягивания между цилиндрическим участком перетяжного порога и плоскостью выемки прижима под порог и между цилиндрическим участком прижима и прижимной поверхностью матрицы с минимальными зазорами между этими поверхностями, равными исходной толщине заготовки с учетом положительного допуска на толщину листа, а также за счет сил трения между заготовкой и верхней и боковой поверхностями порога. Фланец заготовки протягивается между цилиндрическим участком прижима, выполненным в виде выступа в зоне сопряжения прижимной поверхности с вертикальным участком выемки прижима с высотой, равной по величине (0,5-0,7)S0 и радиусом при вершине, равным (4,0-5,0)S0 и прижимной поверхности прижима с зазором, равным по величине (1,5-1,7)S0, где S0 исходная толщина заготовки. Площадь контакта фланца заготовки с поверхностями порога в процессе вытяжки увеличивается за счет увеличения угла охвата цилиндрического порога заготовкой с начального момента вытяжки до ее окончания на 10-15o.
Такой способ учитывает, что улучшается качество штампованных деталей и достигается экономия листового проката за счет увеличения растяжения заготовки и сокращения технологических припусков, а также за счет возможности осуществления дифференцированного торможения фланца заготовки.
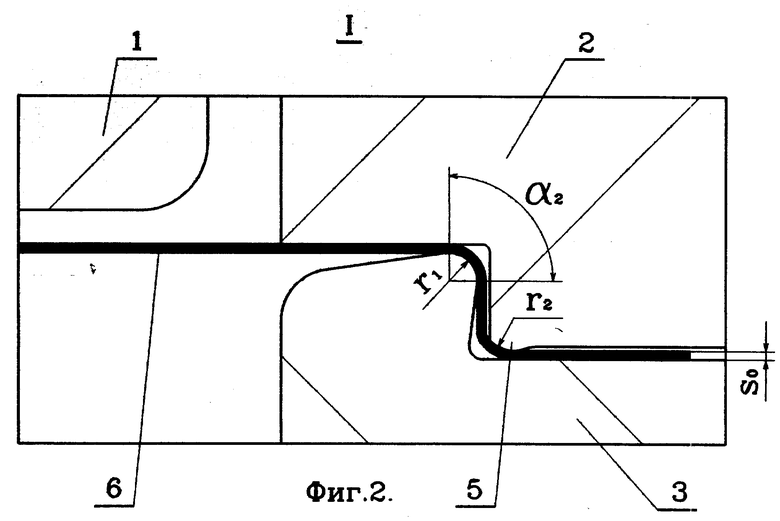
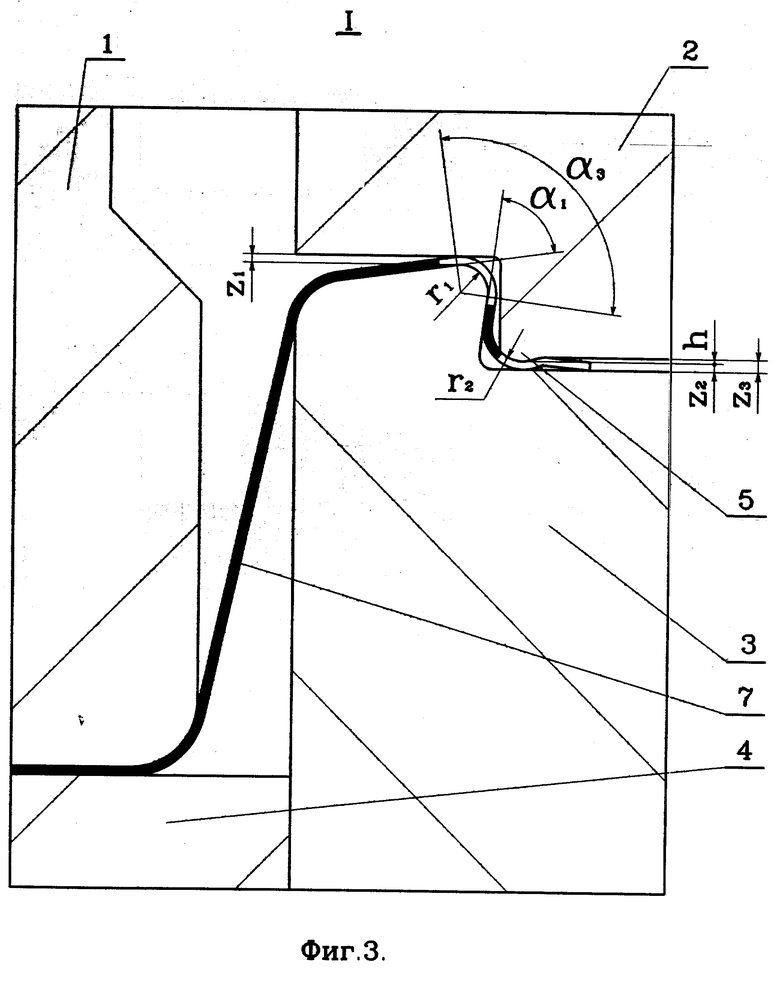
На фиг. 1 изображен осевой разрез вытяжного штампа для осуществления способа на прессе двойного действия; на фиг. 2 увеличенный фрагмент 1 в момент прижима фланца заготовки; на фиг. 3 увеличенный фрагмент 1 в момент окончания формообразования.
Штамп содержит пуансон 1, прижим 2, матрицу 3, вставку матрицы 4. На прижиме выполнены выступы цилиндрической формы 5.
На поверхность матрицы 3 загружается заготовка 6. При ходе наружного ползуна пресса (на чертеже не показан) порогом матрицы 3 и углублениями прижима 2 формируются элементы торможения и осуществляется прижим заготовки. Затем при ходе внутреннего ползуна пресса (на чертеже не показан) центральная часть заготовки деформируется пуансоном 1. В процессе вытяжки периферийная часть заготовки тормозится за счет протягивания фланца меду цилиндрическими участками порога 3, плоскостью углубления прижима 2 под порог, а также между цилиндрическим участком прижима в виде выступа 5 и прижимной поверхностью матрицы с минимальными зазорами между этими поверхностями "z1" и " 2", равными по величине исходной толщине заготовки с учетом положительного допуска на толщину листа. Фланец заготовки протягивается между цилиндрическим участком порога матрицы с радиусом сопрягающим верхнюю и боковую поверхности порога, выполненные наклонными относительно поверхностей прижима и проема матрицы соответственно и верхней выемкой порога. Угол между верхней и боковой поверхностями порога "α" выбирается равным 70-75o. Это позволяет добиться в процессе вытяжки увеличения угла охвата цилиндрического участка порога заготовкой от "α" до "α5" на (10-15)o и более полного прилегания заготовки с поверхностями порога. Верхняя поверхность выемки прижима под порог выполнена эквидистантно поверхности прижима с минимальным зазором с поверхностью порога "z1", равным по величине исходной толщине заготовки с учетом положительного допуска на толщину листа, увеличивающимся по мере приближения к проему матрицы.
Торможение на верхней и боковой поверхностях порога, выполненных с зазором, осуществляется за счет сил контактного трения между заготовкой и порогом.
Также фланец заготовки протягивается между цилиндрическим участком прижима, выполненным в виде выступа 5 в зоне сопряжения прижимной поверхности с вертикальным участком углубления прижима с высотой "h", равной по величине (0,5-0,7)S0 и радиусом при вершине "r1", равным (4,0-5,0)S0 и прижимной поверхностью матрицы, выполненной эквидистантно прижимной поверхности прижима (исключая участок с выступом) с зазором "z", равным по величине (1,5-1,7)S0, где S0 исходная толщина заготовки с учетом положительного допуска на толщину листа.
Наличие зазора "z3" допускает незначительное образование гофров на фланце, которые разглаживаются при протягивании фланца между вершиной 5 прижима 2 и прижимной поверхностью матрицы 3.
При дальнейшем ходе внутреннего ползуна пресса происходит окончательное формообразование элементов детали 7 при смыкании рабочих частиц пуансона 1 и вставки матрицы 4.
Основные параметры элементов торможения "α", "r1", "r2", "h", "z1", "z2", "z3" устанавливаются расчетом и уточняются при накладке штампа для каждой конкретной детали. Изменяя эти параметры можно добиться дифференцированного торможения фланца заготовки на контуре проема матрицы. За счет того, что при протягивании фланца усилие торможения концентрируется в зоне сопряжения цилиндрических участков с плоскими, а площадь контакта поверхности порога с заготовкой в процессе вытяжки увеличивается, заготовка подвергается интенсивному растяжению. Благодаря этому улучшается качество деталей и достигается экономия листового проката.
Также сокращаются затраты на изготовление и эксплуатацию штампов, так как исчезает необходимость в точной подгонке прижимных поверхностей матрицы и прижима, выполненных с зазором "z3", равным (1,5-1,7) толщинам заготовки.
Аналогично реализуется способ вытяжки кузовных деталей сложной формы на прессах простого действия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2004 |
|
RU2264880C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2004 |
|
RU2264879C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 1994 |
|
RU2082526C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2072270C1 |
| Штамп для вытяжки крупногабаритных деталей сложной формы | 2015 |
|
RU2631065C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1994 |
|
RU2092260C1 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛИ | 1992 |
|
RU2049579C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2005 |
|
RU2366527C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2009 |
|
RU2458755C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2302919C2 |
Использование: при холодной штамповке для вытяжки кузовных деталей из листовых материалов, штамповка на прессах простого и двойного действия кузовных деталей, автобусов, сельхозмашин и т.д. Сущность изобретения: способ вытяжки деталей осуществляют в матрице с перетяжным порогом на поверхности и посредством прижима с выемкой под порог. Способ включает прижим периферии листовой заготовки к матрице, деформирование центральной части заготовки с одновременным торможением периферийной части с помощью порога. Перетяжной порог располагают наклонно относительно рабочей поверхности прижима. Причем верхнюю и боковую поверхность порога сопрягают цилиндрическим участком. Боковую поверхность выемки прижима и его рабочую прижимную поверхность сопрягают цилиндрическим участком. Торможение периферии заготовки осуществляют протягиванием между цилиндрическим участком перетяжного порога и плоскостью выемки прижима под порог и между цилиндрическим участком прижима и прижимной поверхностью матрицы с минимальными зазорами между ними. Площадь контакта фланца заготовки с поверхностями порога в процессе вытяжки увеличивается за счет увеличения угла охвата цилиндрического участка порога заготовки с начального момента вытяжки до ее окончания. 2 з.п. ф-лы, 3 ил.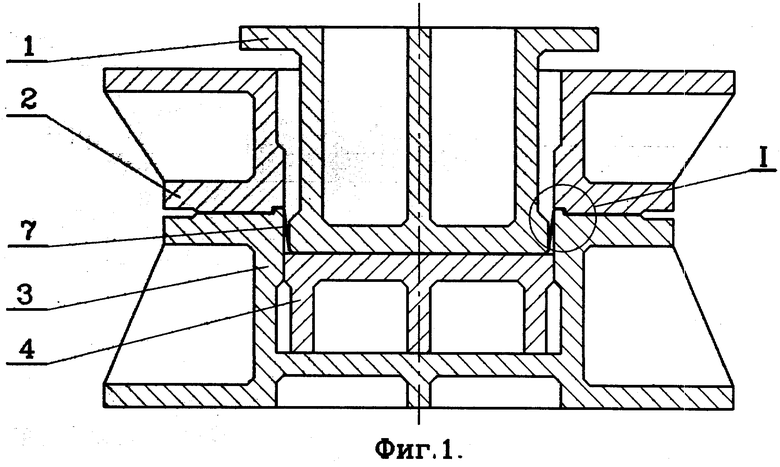
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Романовский В.П | |||
| Справочник по холодной штамповке | |||
| - Л.: Машиностроение, 1971, с.230 и 231, рис.190 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Матвеев А.Д | |||
| и др | |||
| Работа перетяжного порога вытяжных штампов | |||
| Кузнечно-штамповое производство | |||
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 1147477, кл.B 21D 22/22, 1985. | |||

