Изобретение относится к микроэлектронике, а именно к сборке интегральных схем и полупроводниковых приборов.
Цель изобретения расширить технологические возможности устройства за счет учета аварийных ситуаций, возникающих в процессе нагружения сварочного инструмента и в процессе сварки, таких, как срыв сварочного инструмента с привариваемого ленточного вывода, чрезмерная или малая деформация ленточного вывода в процессе сварки.
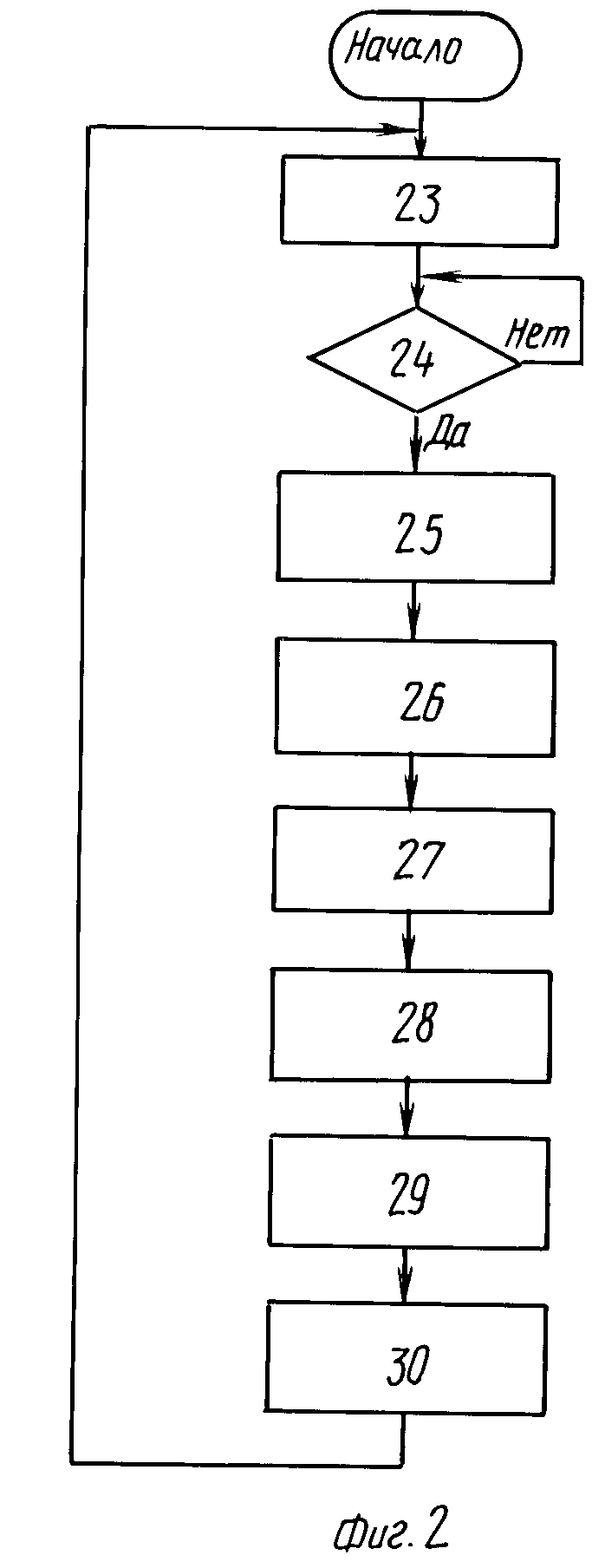
На фиг.1 представлена структурная схема устройства для сварки давлением; на фиг.2 алгоритм функционирования блока управления.
Устройство для сварки давлением содержит станину 1, шаговый привод 2, закрепленный на станине 1, сварочную головку 3, состоящую из корпуса 4 и держателя 5 сварочного инструмента 6, механизм вертикальных перемещений 7 сварочной головки 3, взаимодействующий с шаговым приводом 2, датчик сварочной нагрузки 8, усилитель-детектор 9, входом подключенный к датчику сварочной нагрузки 8, первую 10 и вторую 11 схемы привязки нулевого уровня, суммирующий усилитель с переменным коэффициентом усиления 12, линию задержки 13, источник опорного напряжения 14, аналого-цифровой преобразователь 15, коммутатор фаз 16 и блок управления 17, причем вход первой схемы привязки нулевого уровня 10 подключен к выходу усилителя-детектора 9, пусковой вход к первому выходу блоку управления 17, выход к первому входу суммирующего усилителя с переменным коэффициентом усиления 12, а выход готовности нулевого уровня к входу линии задержки 13, вход второй схемы привязки нулевого уровня 11 подключен к выходу суммирующего усилителя с переменным коэффициентом усиления 12, пусковой вход к выходу линии задержки 13, а выход готовности нулевого уровня к первому входу блока управления 17, второй выход блока управления 17 подключен к первому входу коммутатора фаз 16, третий выход к второму входу коммутатора фаз 16, четвертый выход к пусковому входу аналого-цифрового преобразователя 15, второй вход к выходу готовности преобразования аналого-цифрового преобразователя 15, третий вход к выходу аналого-цифрового преобразователя 15, на четвертый вход блока управления 17 подан пусковой сигнал, выход коммутатора фаз 16 подключен к шаговому приводу 2, а источник опорного напряжения 14 к второму входу суммирующего усилителя с переменным коэффициентом усиления 12, а также третью схему привязки нулевого уровня 18, первый 19 и второй 20 аналоговые ключи, инвертирующий усилитель 21 и инвертор 22, причем вход третьей схемы привязки нулевого уровня 18 подключен к выходу второй схемы привязки нулевого уровня 11 и входу первого аналогового ключа 19, пусковой вход к пятому выходу блока управления 17, выход готовности нулевого уровня к пятому входу блока управления 17, а выход ко входу инвертирующего усилителя 21, выход которого соединен со входом второго аналогового ключа 20, управляющий вход первого аналогового ключа 19 подключен к выходу инвертора 22, а второго аналогового ключа 20 к входу инвертора 22 и шестому выходу блока управления 17, а выходы первого 19 и второго 20 аналоговых ключей объединены и поданы на вход аналого-цифрового преобразователя 15.
Работа устройства происходит следующим образом. В исходном состоянии сварочной головки 3 сигнал с выхода датчика сварочной нагрузки 8, который выполнен в виде индуктивного датчика, поступает на вход усилителя-детектора 9, где происходит усиление сигнала датчика сварочной нагрузки 8 и выделение огибающей этого сигнала. При этом сигналом логической единицы с шестого выхода блока управления 17 второй аналоговый ключ 20 закрыт, а первый аналоговый ключ 19 сигналом логического нуля, поступающего с выхода инвертора 22, открыт, тем самым подключая выход второй схемы привязки нулевого уровня 11 к входу аналого-цифрового преобразователя 15.
При подаче пускового сигнала на четвертый вход блока управления 17 последний вырабатывает на своем первом выходе прямоугольный импульс, запускающий первую схему привязки нулевого уровня 10. Первая схема привязки нулевого уровня 10 запоминает смещение, присутствующее на ее входе, которое определяется постоянной составляющей индуктивного датчика сварочной нагрузки 8, и в дальнейшем вычитает его из сигнала текущего значения сварочной нагрузки, т. е. привязывает выход первой схемы привязки нулевого уровня 10 к нулевому значению при отсутствии нагрузки. Преобразованный таким образом сигнал поступает на суммирующий усилитель с переменным коэффициентом усиления 12, на второй вход которого подается сигнал с выхода источника опорного напряжения 14. Суммирующий усилитель с переменным коэффициентом усиления 12 суммирует сигналы на его входах, причем сигнал с выхода источника опорного напряжения 14 усиливается не более, чем в полтора раза, в итоге на выходе суммирующего усилителя с переменным коэффициентом усиления 12 присутствует смещенный на величину опорного напряжения сигнал, усиленный не более чем в полтора раза, плюс сигнал, равный ошибке сброса в ноль первой схемы привязки нулевого уровня 10, умноженный на коэффициент усиления суммирующего усилителя с переменным коэффициентом усиления 12. Смещение выхода суммирующего усилителя с переменным коэффициентом усиления 12 необходимо для исключения влияния смещения вызванного ошибкой сброса в ноль первой схемы привязки нулевого уровня 10. Так, если выход суммирующего усилителя с переменным коэффициентом усиления 12 смещен в положительную область сигнала, а индуктивный датчик сварочной нагрузки 8 и усилитель-детектор 9 включены таким образом, что при приложении сварочной нагрузки сигнал на выходе суммирующего усилителя с переменным коэффициентом усиления 12 изменяется в сторону уменьшения сигнала, диапазон изменения полезного сигнала, несущего информацию о сварочной нагрузке, всегда превышает напряжение, при котором суммирующий усилитель с переменным коэффициентом усиления 12 входит в насыщение. Для окончательной привязки сигнала к нулевому уровню, после обнуления первой схемы привязки нулевого уровня 10 последняя формирует сигнал с выхода готовности нулевого уровня, который поступает на вход линии задержки 13, которая задерживает его на величину, зависящую от скорости передачи сигнала со входа суммирующего усилителя с переменным коэффициентом усиления 12 на его выход, составляющую величину порядка 10-20 мкс, и подает его на пусковой вход второй схемы привязки нулевого уровня 11. Вторая схема привязки нулевого уровня 11 запоминает значение сигнала на ее входе и вычитает его из текущего значения. Таким образом, при отсутствии сварочной нагрузки на выходе второй схемы привязки нулевого уровня 11, а следовательно, через открытый аналоговый ключ 20 на входе аналого-цифрового преобразователя 15 присутствует нулевое напряжение. В момент готовности обнуления второй схемы привязки нулевого уровня 11 последняя формирует отрицательный перепад напряжения на своем выходе готовности нулевого уровня, которое поступает на первый вход блока управления 17, на четвертом выходе которого формируется прямоугольный импульс, поступающий на пусковой вход аналого-цифрового преобразователя 15. Аналого-цифровой преобразователь 15 преобразует нулевое напряжение в нулевой код и в момент готовности преобразования подает нулевой перепад напряжения со своего выхода готовности преобразования на второй вход блока управления 17, который устанавливает на своем втором выходе сигнал логической единицы, являющийся признаком для коммутатора фаз 16 для работы его в режиме, при котором сварочная головка 3 перемещается вниз, а на третьем выходе блока управления 17 появляется возрастающий на единицу двоичный код.
Коммутатор фаз 16 начинает коммутировать обмотки шагового привода 2, который через механизм вертикальных перемещений 7 перемещает сварочную головку 3 вниз в позицию сварки. В дальнейшем блок управления 17 вновь формирует прямоугольный импульс со своего четвертого выхода на пусковой вход аналого-цифрового преобразователя 15, последний преобразует напряжение на своем входе в цифровой код и вырабатывает сигнал готовности преобразования, поступающий на второй вход блока управления 17. Блок управления 17 по сигналу готовности преобразования считывает значение выходного кода аналого-цифрового преобразователя 15 и в дальнейшем повторяет операции запуска, считывания готовности преобразования и считывания выходного кода аналого-цифрового преобразователя 15, а также сравнивает текущее значение цифрового кода аналого-цифрового преобразователя 15 с кодом, предварительно занесенным в память блока управления 17, при обучении устройства который соответствует оптимальной нагрузке на свариваемые детали.
При касании сварочным инструментом 6, который закреплен в держателе 5 лепесткового вывода интегральной схемы, датчик сварочной нагрузки 8, закрепленный на корпусе 4 сварочной головки 3, начинает воспринимать сварочную нагрузку по мере опускания механизма вертикальных перемещений 7 из-за прогиба плоскопараллельных пластин держателя 5 и в момент достижения сварочной нагрузкой оптимального значения, т.е. при равенстве текущего кода с выхода аналого-цифрового преобразователя 15 и кода, занесенного в память блока управления 17, последний прекращает работу коммутатора фаз 16 и шаговый двигатель 2 останавливается. Блок управления 17 формирует на своем пятом выходе прямоугольный импульс, который поступает на пусковой вход третьей схемы привязки нулевого уровня 18. Третья схема привязки нулевого уровня 18 запоминает сигнал, присутствующий в данный момент на ее входе, который соответствует напряжению на выходе второй схемы привязки нулевого уровня, при котором нагрузка достигает оптимального значения и вычитает его из текущего значения сигнала на ее входе. Таким образом, до начала процесса сварки (до подачи сварочного импульса) на выходе третьей схемы привязки нулевого уровня 18 присутствует нулевое напряжение. В момент готовности обнуления третьей схемы привязки нулевого уровня 18 последняя формирует отрицательный перепад напряжения на своем выходе готовности нулевого уровня, который поступает на пятый вход блока управления 17, по которому на его шестом выходе формируется сигнал логической единицы, закрывающий второй аналоговый ключ 20 и через инвертор 22, открывающий первый аналоговый ключ 19, подключая тем самым выход инвертирующего усилителя 21 к входу аналого-цифрового преобразователя 15. Коэффициент усиления инвертирующего усилителя 21 подбирается таким образом, чтобы при перемещении сварочного инструмента 6 после обнуления входа инвертирующего усилителя 21 на величину, равную толщине лепесткового вывода, на выходе всех разрядов аналого-цифрового преобразователя 15 появилась логическая единица. Запуск, считывание готовности преобразования и считывание выходных данных аналого- цифрового преобразователя 15, несущих информацию о перемещении сварочного инструмента 6 (деформации лепесткового вывода), происходит аналогично описанному выше для случая измерения сварочной нагрузки. Значения перемещения сварочного инструмента 6, при которых возникают аварийные ситуации (срыв инструмента с лепесткового вывода, недостаточная мощность источника сварочной энергии, большое или малое время сварки и т.д.), т.е. минимальной и максимально допустимые значения перемещения сварочного инструмента 6 заносятся в память блока управления и сравниваются с текущим значением перемещения инструмента 6 во время сварки. В качестве источника сварочной энергии может служить ультразвуковой генератор, блок контактной сварки, блок конденсаторной сварки и т.д. (не показан). После выполнения процесса сварки блок управления 17 формирует на своем втором выходе сигнал логического нуля, который является признаком для коммутатора фаз 16 для работы его в режиме, при котором сварочная головка 3 перемещается вверх, в исходное состояние.
Каждая схема привязки нулевого уровня 10, 11 и 18 состоит из последовательно соединенных аналого-цифрового преобразователя, цифроаналогового преобразователя и вычитателя, второй вход которого объединен с информационным входом аналого-цифрового преобразователя, и работает следующим образом. После подачи пускового сигнала на пусковой вход аналого-цифрового преобразователя последний преобразует аналоговый сигнал, который присутствует на его входе в цифровой код. Цифровой код фиксируется на выходе аналого-цифрового преобразователя и не изменяется до подачи следующего пускового сигнала. Зафиксированный таким образом сигнал преобразуется цифроаналоговым преобразователем в аналоговый и поступает на вход вычитателя, на второй вход которого приходит входной аналоговый сигнал. Так как на обоих входах вычитателя сигналы равны, то на его выходе присутствует нулевое напряжение, относительно которого в дальнейшем изменяется текущее значение входного сигнала.
Суммирующий усилитель с переменным коэффициентом усиления 12 представляет собой операционный усилитель, включенный в режиме инвертирования входного сигнала. Коэффициент усиления суммирующего усилителя с переменным коэффициентом усиления 12 грубо регулируется путем подключения параллельно входному резистору дополнительных резисторов, а точно регулируется потенциометром, включенным в цепь обратной связи операционного усилителя. С помощью потенциометра, включенного в цепь обратной связи операционного усилителя, производится согласование аналогового сигнала с цифровым кодом.
Блок управления 17 представляет собой микропроцессорную систему с трехшинной архитектурой (см. Коган Б.М. Сташин В.В. Основы проектирования микропроцессорных устройств автоматики. -М. Энергоиздат. 1987, с. 11-14), которая состоит из микропроцессора (МП) со схемой синхронизации и начальной установки, постоянного запоминающего устройства (ПЗУ), оперативного запоминающего устройства (ОЗУ), одного или нескольких программируемых связных адаптеров (ПСА), одного или нескольких программируемых периферийных адаптеров (ППА), подключенных к микропроцессору по типичной трехшинной структуре, содержащей шину адреса (ША), шину данных (ШД) и шину управления (ШУ).
Для удовлетворения реализации всех функций блока управления 17, для обеспечения взаимодействия последнего с функциональными элементами предлагаемого устройства согласно алгоритму, приведенному на фиг.2, достаточно применение в составе указанной структуры двух периферийных адаптеров, в качестве которых служит микросхема К580ВВ55. При этом порт А первой микросхемы К580ВВ55 является третьим выходом блока управления 17, а нулевой, первый, второй, третий и четвертый разряды порта В соответственно первым, вторым, четвертым, пятым и шестым выходами блока управления 17. Порт А второй микросхемы К580ВВ55 является третьим входом блока управления 17, а нулевой, первый, второй и третий разряды порта В соответственно первым, вторым, четвертым и пятым входами блока управления 17.
Блок управления 17 работает по алгоритму, представленному на фиг.2, следующим образом.
При выполнении оператора 23 блок управления устанавливает все свои выходы в исходное состояние. Далее блок управления переходит в состояние ожидания (оператор 24) появления сигнала (импульса) логической единицы на своем четвертом входе. Появление этого сигнала побуждает блок управления 17 перейти к выполнению оператора 25, в котором осуществляется привязка нулевого уровня тракта сигнала датчика сварочной нагрузки. По этому оператору блок управления осуществляет следующую последовательность действий. На первом выходе блока управления формируется импульс длительностью 2 мкс для запуска первой схемы привязки нулевого уровня 10, далее блок управления приостанавливает работу на время, приблизительно равное 50 мкс, во время которого согласно приведенной при описании работы устройство по фиг.1 последовательности действий, вторая схема привязки нулевого уровня 11 успеет переключиться в состояние неготовности, т.е. на ее выходе готовности установится сигнал логической единицы. Далее производится ожидание появления сигнала логического нуля на первом входе блока управления 17, после появления которого блок управления считает привязку нулевого уровня тракта сигнала датчика сварочной нагрузки завершенной и переходит к выполнению оператора 26, по которому производится перемещение сварочной головки 3 вниз в зону сварки до создания последней оптимального нагружения на свариваемые детали.
Далее по оператору 27 производится привязка третьей схемы привязки нулевого уровня 18, при этом блок управления формирует импульс длительностью 2 мкс на своем пятом выходе и при появлении по готовности третьей схемы привязки нулевого уровня 18 сигнала логического нуля на своем пятом входе блок управления формирует сигнал логического нуля на своем шестом выходе (оператор 28), переключая тем самым на вход аналого-цифрового преобразователя сигнал с выхода инвертирующего усилителя 21. Далее по оператору 29 в течение времени сварки (приблизительно 20 мс) блок управления производит анализ информации о перемещении сварочного инструмента в процессе сварки с выхода аналого-цифрового преобразователя 15 на своем третьем информационном входе. Если после окончания сварки цифровой код, поступающий на третий вход блока управления 17, превышает цифровой код Нмакс, которые записаны в памяти блока управления, то последний считает произведенную сварку лепесткового вывода интегральной схемы успешной и переходит к выполнению оператора 30. В противном случае блок управления 17 приостанавливает свою работу и сигнализирует о сбое в работе устройства. По оператору 30 блок управления 17 управляет перемещением сварочной головки 3 вверх в исходное положение путем формирования определенной последовательности сигналов на своих втором и третьем выходах. Далее блок управления переходит к оператору 23 и готов к формированию следующего сварного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки давлением | 1991 |
|
SU1816606A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДАВЛЕНИЕМ | 1989 |
|
SU1658510A1 |
| Устройство контроля прочности перемычки | 1990 |
|
SU1820279A1 |
| Установка для присоединения проволочных выводов | 1991 |
|
SU1773643A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ УЛЬТРАЗВУКОВОЙ СВАРКИ | 1991 |
|
RU2025239C1 |
| Установка для микросварки | 1991 |
|
SU1834770A3 |
| Устройство для управления процессом ультразвуковой сварки | 1990 |
|
SU1764900A1 |
| ПРОЕКЦИОННЫЙ ОБЪЕКТИВ С УВЕЛИЧЕНИЕМ - 1/10 | 1993 |
|
RU2068572C1 |
| Устройство регулирования ударных воздействий | 1990 |
|
SU1787284A3 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОВЕРХНОСТИ КРИСТАЛЛА | 1991 |
|
RU2024951C1 |
Изобретение относится к микроэлектронике, а именно к сборке интегральных схем и полупроводниковых приборов. Устройство для сварки давлением состоит из сварочной головки 3, блока управления (БУ) 17, датчика сварочной нагрузки 8, механизма вертикальных перемещений 7, коммутатора фаз (КФ) 16, шагового привода (ШП) 2 и аналого-цифрового преобразователя (АЦП) 15, трех схем привязки нулевого уровня 10, 11, 18, усилителя-детектора 9, линии задержки 13, инверторов 21, 22, ключей 19, 20, усилителя с переменным коэффициентом 12. После подачи пускового сигнала на БУ 17-ой подключает к АЦП 15 тракт измерения сварочной нагрузки и по сигналу готовности преобразования считывает выходной код АЦП 15 и сравнивает текущее значение цифрового кода с кодом, занесенным в память БУ 17, соответствующим оптимальной нагрузке на свариваемые детали. При касании проводником свариваемых деталей датчик нагрузки воспринимает сварочную нагрузку по мере опускания механизма вертикальных перемещений 7 и при достижении ее оптимального значения БУ 17 прекращает работу КФ 16 и ШП 2 останавливается на время образвания сварного соединения. При этом БУ 17 подключает к АЦП 15 тракт измерения деформации проводника и сравнивает текущее значение цифрового кода с выхода АЦП 15 с кодом, занесенным в память БУ 17 и соответствующим максимально возможной и минимально возможной деформации проводника. После окончания процесса сварки БУ 17 подает сигнал на КФ 16, возвращающий сварочную головку 3 в исходное состояние. 2 ил.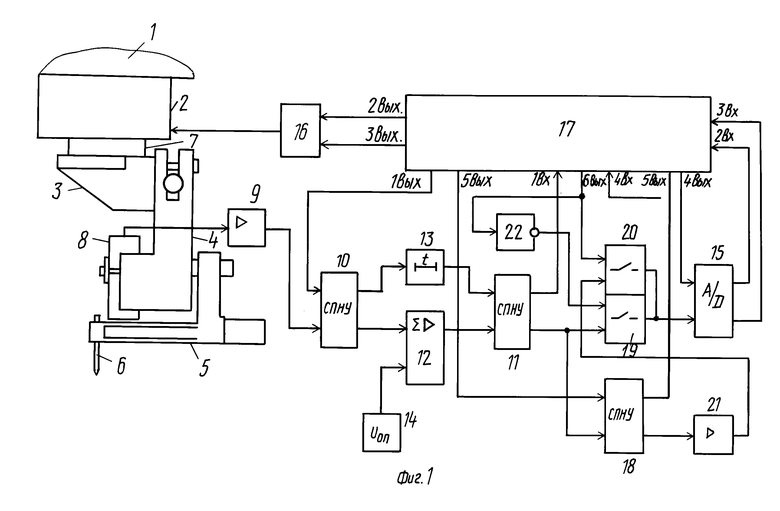
УСТРОЙСТВО ДЛЯ СВАРКИ ДАВЛЕНИЕМ, содержащее станину, шаговый привод, закрепленный на станине, сварочную головку, состоящую из корпуса и держателя сварочного инструмента, механизм вертикальных перемещений сварочной головки, взаимодействующий с шаговым приводом, датчик сварочной нагрузки, усилитель-детектор, входом подключенный к датчику сварочной нагрузки, две схемы привязки нулевого уровня, суммирующий усилитель с переменным коэффициентом усиления, линию задержки, источник опорного напряжения, аналого-цифровой преобразователь, коммутатор фаз и блок управления, причем вход первой схемы привязки нулевого уровня подключен к выходу усилителя-детектора, пусковой вход к первому выходу блока управления, выход к первому входу суммирующего усилителя с переменным коэффициентом усиления, а выход готовности нулевого уровня к входу линии задержки, вход второй схемы привязки нулевого уровня подключен к выходу суммирующего усилителя с переменным коэффициентом усиления, пусковой вход к выходу линии задержки, а выход готовности нулевого уровня к первому входу блока управления, второй и третий выходы блока управления подключены к первому и второму входам коммутатора фаз, четвертый выход к пусковому входу аналого-цифрового преобразователя, второй вход к выходу готовности преобразования аналого-цифрового преобразователя, третий вход к выходу аналого-цифрового преобразователя, на четвертый вход блока управления подан пусковой сигнал, при этом выход коммутатора фаз подключен к шаговому приводу, а источник опорного напряжения к второму входу суммирующего усилителя с переменным коэффициентом усиления, отличающееся тем, что в него введены два аналоговых ключа, инвертирующий усилитель, инвертор и третья схема привязки нулевого уровня, вход которой подключен к выходу второй схемы привязки нулевого уровня и входу первого аналогового ключа, пусковой вход к пятому выходу блока управления, выход готовности нулевого уровня к пятому входу блока управления, а выход к входу инвертирующего усилителя, выход которого соединен с управляющим входом второго аналогового ключа, вход которого подключен к входу инвертора и шестому выходу блока управления, управляющий вход первого аналогового ключа подключен к выходу инвертора, а выходы обоих аналоговых ключей объединены и подключены к входу аналого-цифрового преобразователя.
| Устройство для сварки давлением | 1991 |
|
SU1816606A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
