Изобретение относится к металлургии, в частности к способам и установкам для термообработки изделий из различных материалов, и может быть использовано в строительной, пекарной, керамической и других отраслях промышленности.
Известны способы термообработки изделий, например, при выпечке хлеба, при котором изделия перемещают по высоте тепловой зоны по зигзагообразной траектории (пат. США N 4004129, НКИ 219-388). Однако технология выпечки хлеба требует поддержания в тепловой зоне печного пространства постоянной температуры, обеспечивающей равномерный прогрев. По этой причине способ не приемлем для термообработки изделий, требующей прохождения нескольких стадий, включая, например, нагрев и охлаждение.
Как правило, эти стадии выполняются в различных, разделенных друг от друга тепловых зонах. Известен способ термообработки керамических изделий в туннельных многоканальных печах, в каждом рабочем канале которых создают последовательно расположенные зоны подогрева, обжига и охлаждения (авт. свид. СССР 1239494, кл. F 27 B 9/02, 1986).
Однако протяженность тепловых зон приводит к необходимости увеличения рабочего пространства для создания непрерывного процесса. На габариты печного пространства влияет необходимость охлаждения изделий до определенной температуры, что также сказывается на длительности всего процесса, и как следствие, на производительности.
Известна установка для термообработки изделий, представляющая собой туннельную многоярусную печь для обжига керамических изделий, содержащая многоярусную теплоизолированную камеру, источники тепла, устройства перегрузки изделий с яруса на ярус, выполненный в виде этажерки и приспособления для проталкивания изделий (авт. свид. СССР N 1174714, кл. F 27 B 9/02, 1985). Недостатком известной установки является значительные энергозатраты на обработку изделия и значительные габариты.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ термообработки изделий, при котором осуществляют ввод и их перемещение в тепловой зоне с заданным температурным полем по зигзагообразным траекториям с параллельными горизонтальными ветвями по высоте и последующий вывод из тепловой зоны (пат. США N 2639911, НКИ 263-36, 1953).
Наиболее близким техническим решением к предлагаемой установке, выбранным в качестве прототипа, является установка для термообработки изделий, содержащая многоярусную теплоизолированную камеру с нагревательными элементами, устройства перегрузки изделий с яруса на ярус, толкательные элементы с приводами перемещений и устройства загрузки и выгрузки (пат. США N 2639911, НКИ 263-36, 1953).
К недостаткам известного способа и установки можно отнести следующее.
В связи с тем, что данный способ осуществляется в тепловой зоне с равномерным по объему температурным полем, при необходимости проводить многостадийную термообработку, включающую, например, нагрев и последующее охлаждение, необходимо перемещать изделия вдоль нескольких тепловых зон, что приводит к увеличению габаритов зон обработки. Кроме того, при термообработке, например, кирпича появляется необходимость в его мягком нагреве и охлаждении, что также невыполнимо в зонах с равномерной температурой. Более того, зона охлаждения либо должна быть значительна по длине, чтобы охладить кирпич до необходимой температуры перед выгрузкой, либо выгружать его при относительно высокой температуре, что отрицательно сказывается на прочностных свойствах кирпича. Кроме того, тепловой КПД установки очень низок из-за того, что термообработка в такой установке требует высоких энергозатрат.
Задачей изобретения является создание способа термообработки изделий, который позволил бы сократить протяженность тепловой зоны, создать в последней температурный режим мягкой обработки изделий, начиная от нагрева до его охлаждения, повысить тепловой КПД.
Это решается способом термообработки изделий, при котором осуществляют ввод изделий и их перемещение в тепловой зоне с заданным температурным полем по зигзагообразным траекториям с параллельными горизонтальными ветвями по высоте и последующий вывод из тепловой зоны, который отличается тем, что внутри тепловой зоны создают криволинейное вертикальное температурное поле с максимумом в центральной части и с минимумом на верхнем и нижнем краях, изделия перемещают двумя потоками по двум зигзагообразным траекториям, горизонтальные ветви которых чередуются между собой по высоте с образованием по меньшей мере шести ярусов, а ввод и вывод изделий осуществляют на ярусах, расположенных на верхнем и нижнем крае тепловой зоны таким образом, что ввод и вывод изделий разных потоков расположены на одном крае тепловой зоны, а ввод и вывод изделий одного потока на противоположных краях.
Задача решается также тем, что внутри тепловой зоны по высоте создают криволинейное температурное поле, симметричное относительно центральной горизонтальной плоскости.
Задача решается также тем, что вывод изделий осуществляют по крайним ярусам, а ввод по соседним с ними, смещенным в сторону центральной тепловой части.
Задача решается также тем, что изделия перемещают по зигзагообразным траекториям, число горизонтальных ветвей которых кратно двум.
Задача решается также тем, что ввод и вывод разных потоков расположены по одну сторону центральной вертикальной плоскости.
Поставленная задача решается также созданием установки для термообработки изделий, содержащей многоярусную теплоизолированную камеру с нагревательными элементами, устройства перегрузки изделий с яруса на ярус, толкательные элементы с приводами перемещения и устройства загрузки и выгрузки, которая отличается тем, что ярусы в количестве не менее шести выполнены в виде продольных направляющих, установленных на поперечных керамических трубках, внутри которых по меньшей мере на одном ярусе, расположенном в центральной части, размещены нагревательные элементы, устройство перегрузки выполнено из двух этажерок, расположенных по обе стороны ярусов, а толкательные элементы закреплены на соединенных с приводом перемещения вертикальных балках со смещением по высоте друг относительно друга на величину по меньшей мере одного шага между ярусами.
Технический результат от использования изобретения достигается за счет выполнения противоточного движения изделий и их эффективного теплообмена между собой на стадиях ввода и вывода потоков. Ввод относительно холодного изделия в тепловой зоне с минимальной температурой позволит ему эффективно отбирать тепло у нагретых изделий, направляемых на вывод, тем самым обеспечивая выходящему изделию более низкую температуру, а входящему дополнительный нагрев за счет теплоотдачи от выходящих изделий, что позволит существенно улучшить энергетические показатели процесса.
Изобретения могут быть реализованы, например, в электропечах непрерывного действия.
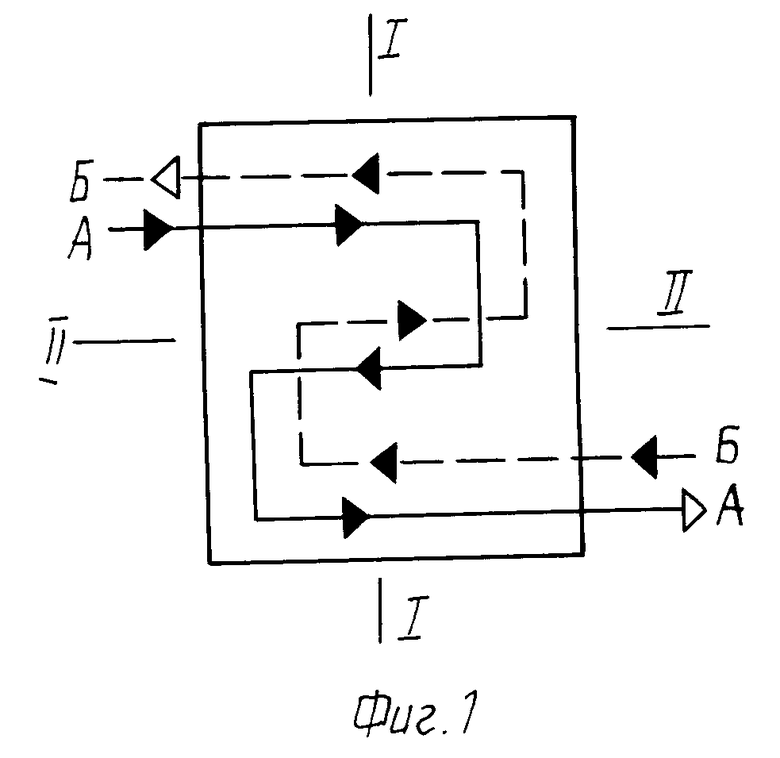
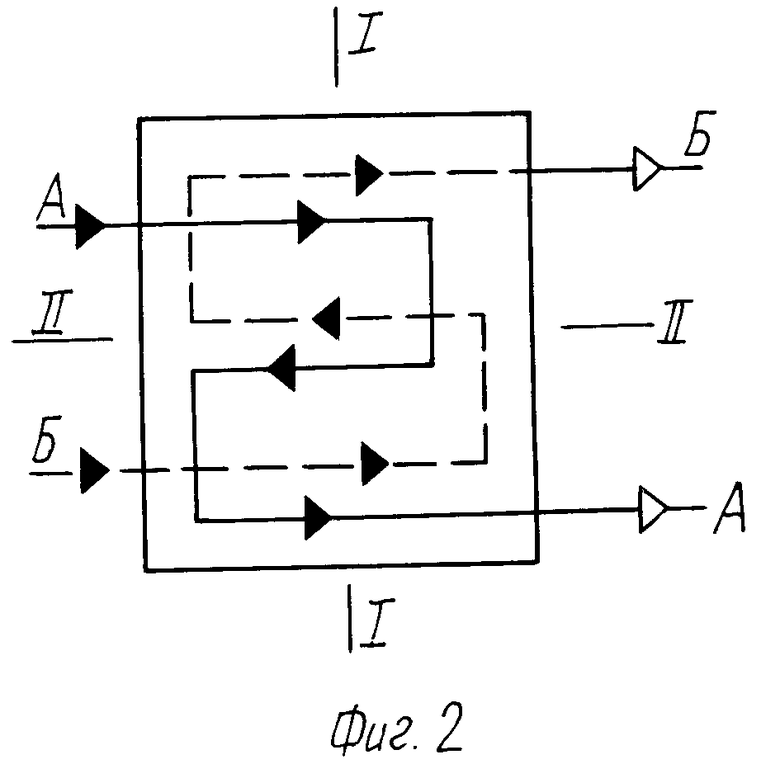
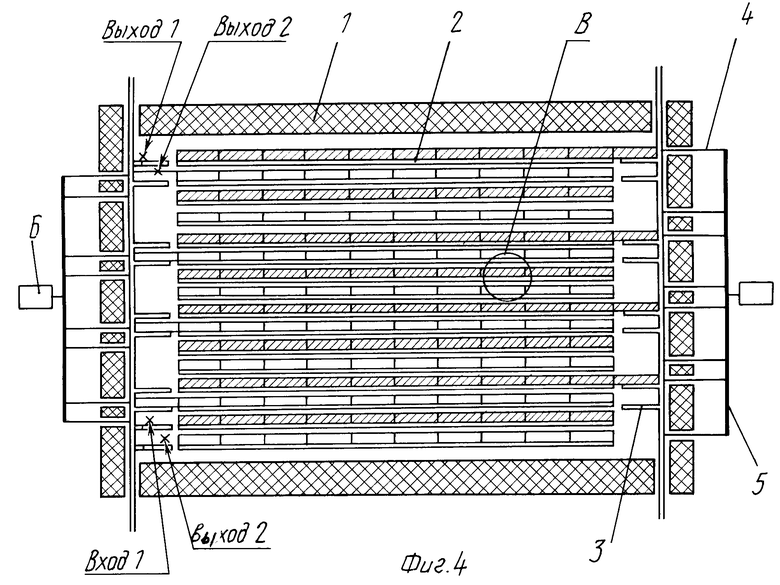
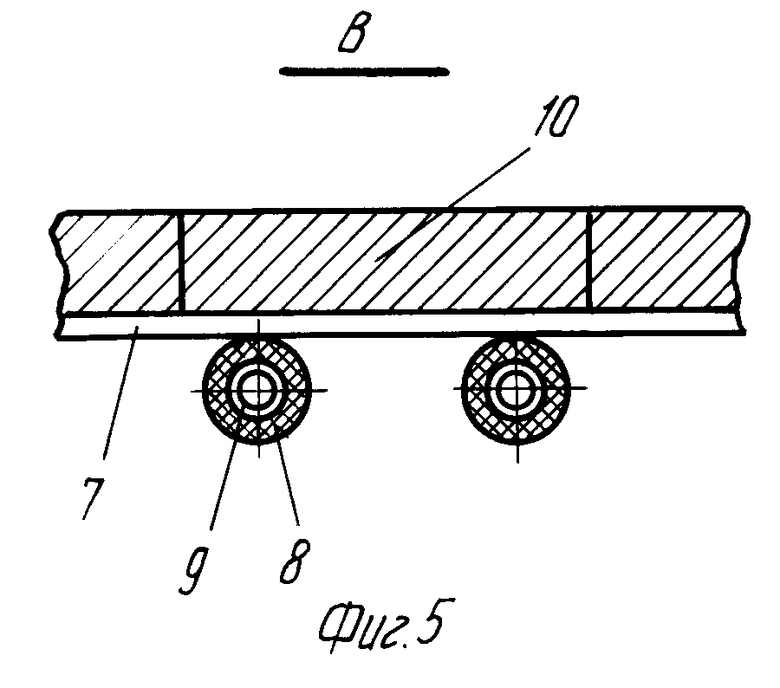
Изобретения поясняются чертежами, где на фиг.1-3 схематично изображено направление двух потоков изделий с различными вариантами расположения входа и выхода изделий, а также различным числом горизонтальных ветвей зигзагообразных траекторий (ярусов); на фиг.4 продольный разрез установки; на фиг.5 фрагмент центрального яруса с электронагревательными элементами.
На фиг. 1-3 проиллюстрированы направления потоков согласно изобретению внутри тепловой зоны, в которой по высоте создано криволинейное температурное поле с максимумом в центральной части и минимумом по краям (верхнему и нижнему). Это поле может быть симметричным относительно центральной горизонтальной плоскости II-II.
Ввод и вывод изделий двух потоков осуществляют на верхнем и нижнем краях по ярусам, образованным горизонтальными ветвями зигзагообразных траекторий.
Это позволяет изделию пройти по меньшей мере две стадии, а именно, нагрева и последующего охлаждения, т.е. в одной тепловой зоне с неравномерным тепловым полем появляются как бы две подзоны.
Благодаря тому, что ввод и вывод изделий разных потоков осуществляют по ярусам, с одного края проходит рекуперация тепла за счет теплового взаимодействия между горячими изделиями, направляемыми на вывод из зоны, и холодными изделиями, подаваемыми в тепловую зону. При этом еще горячие изделия, отдав тепло холодным, выходят из зоны с более низкой температурой по сравнению с той, которая бы имела место без такого взаимодействия, а только за счет снижения температуры в самой зоне.
Из фиг. 1 видно, что наименьшее число горизонтальных ветвей, образующих ярусы, должно быть не менее шести. Сравнив схемы, изображенные на фиг.1 и 2, легко увидеть, что, если вводы и выводы (показаны стрелками разных потоков (А, Б) расположены по одну сторону от центральной вертикальной плоскости I-I, то ввод и вывод соответственно холодных и горячих изделий будет происходить противотоком, что обеспечит наилучшие условия их теплообмена на этих ярусах.
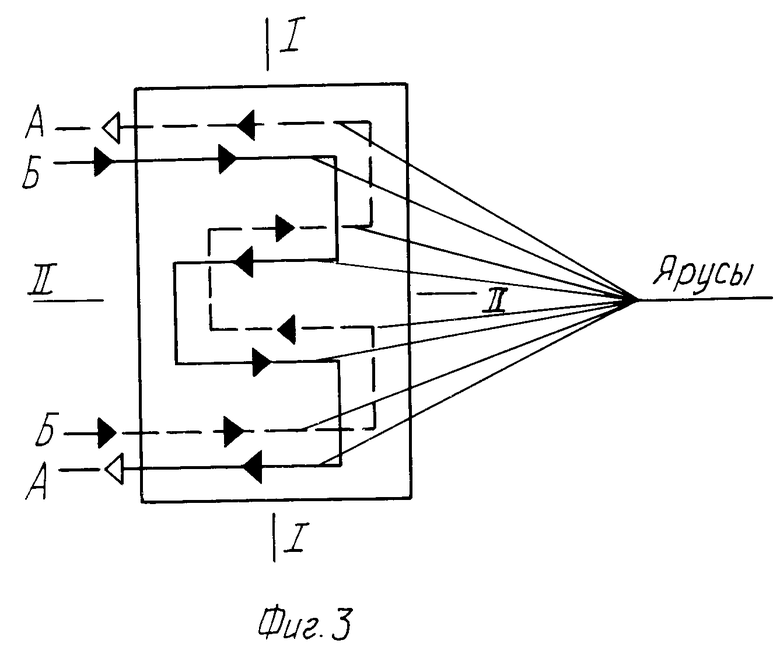
Кроме того, может быть достигнут эффект усиления теплоотдачи, когда ввод холодных изделий будет осуществлен на ярусе, расположенном смещенным к центральной части относительно крайнего яруса, по которому будет осуществлен вывод горячих изделий (фиг.1-3).
Увеличение числа ярусов позволит более мягко производить термообработку изделий, т.е. путем постепенного перехода от низкой температуры к высокой и обратно. Поэтому выбор числа ярусов будет определяться не только габаритами тепловой зоны, а прежде всего самим изделием, его материалом, габаритами. При этом четное число ярусов позволит осуществить ввод и вывод двух потоков А, Б изделий по одну сторону от центральной вертикальной плоскости, что может стать целесообразным при разработке самой установки (фиг.3).
На фиг. 4 изображена установка для термообработки, содержащая теплоизолированную камеру 1 с горизонтальными ярусами 2. По обе стороны ярусов 2 в камере 1 размещены устройства перегрузки 3 в виде двух этажерок. Снаружи этажерок размещены толкательные элементы 4, закрепленные на расположенных вне теплоизолированной камеры вертикальных балках 5, соединенных с приводом 6 возвратно-поступательного перемещения. Толкательные элементы на противоположных балках 5 закреплены со смещением по высоте по меньшей мере на шаг ярусов. Ярусы 2 выполнены в виде продольных направляющих 7, которые установлены на керамических трубках 8. Внутри керамических трубок 8, формирующих центральную часть тепловой зоны, размещены нагревательные элементы 9. В качестве нагревательных элементов 9 могут быть применены электронагреватели.
Пример конкретной реализации способа термообработки.
Представленная на фиг. 4 установка предназначена для обжига кирпича. С этой целью по высоте печи с помощью электронагревательных элементов 9 было создано температурное поле, которое вдоль горизонтальной центральной плоскости II-II имело температуру порядка 950оС, а по верхнему и нижнему краям зоны порядка 400оС. Кирпич, предварительно подсушенный до температуры порядка 200оС, поступал в тепловую зону на ярусы, соседние с крайними, по которым перемещался кирпич в направлении вывода из тепловой зоны.
Для сравнения были просчитаны два варианта термообработки на установке, изображенной на фиг.4, один из которых соответствовал предлагаемому способу, а второй варианту с одним потоком.
Согласно предлагаемому способу кирпичи подавались двумя потоками А, Б со стороны верхнего и нижнего краев согласно схеме (фиг.3) и было проведено сопоставление с результатами обработки при перемещении одного потока в такой же тепловой зоне и установлено, что, согласно предлагаемому способу, разница температур входящего и выходящего кирпичей составляет величину порядка 200оС, т. е. энергия, выделяемая электронагревателями внутри тепловой зоны расходуется только на нагрев изделий на 200оС, а в случае использования только одного потока кирпичей выделяемая электронагревателями энергия расходуется на нагрев изделий с 200оС до 950оС, т.е. на 750оС. Таким образом, можно констатировать, что при равных производительностях энергоемкость обработки изделий по предлагаемому способу более чем в три раза меньше, чем при однопоточном прохождении изделий через установку.
Таким образом, энергоемкость обработки кирпича в несколько раз снижается за счет рекуперации тепла, что в свою очередь значительно повышает (более, чем в 3,5 раза) тепловой КПД предлагаемого устройства.
Установка работает следующим образом. Предварительно подсушенные кирпичи 10 поступают через устройство загрузки (на чертеже не показаны) на вход 1 и 2 камеры и помещаются на соответствующий этаж этажерки 3. После перемещения этажерки (механизм перемещения не показан) до совмещения этого этажа с ярусом камеры последняя останавливается. Тогда включается привод 6 возвратно-поступательного перемещения, например, левой относительно чертежа рамы 5 с толкательными элементами 4, которые перемещают эти кирпичи вдоль яруса. Последний кирпич этого яруса оказывается на противоположной этажерке, которая после этого опускается на соответствующий ярус и останавливается, после чего включается привод 6 правой рамы и с помощью толкательных элементов кирпич продвигают вдоль соответствующего яруса, с которого с левой стороны очередной кирпич будет выгружен на левую этажерку. Этот процесс проводится до тех пор, пока верхний кирпич одного яруса не выйдет на нижнем этаже, а нижний кирпич второго потока не выйдет на верхний, и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАГРЕВА МНОГОКОМПОНЕНТНОГО МАТЕРИАЛА, ЭЛЕКТРОПРОВОДНОГО В РАСПЛАВЛЕННОМ СОСТОЯНИИ, И СПОСОБ ПУСКА ЭТОЙ УСТАНОВКИ | 1996 |
|
RU2095432C1 |
| РЕЗИСТОРНЫЙ БЛОК | 1997 |
|
RU2115966C1 |
| Электропечь для пайки инфракрасными лучами | 1991 |
|
SU1797535A3 |
| Электропечь для нагрева | 1990 |
|
SU1797534A3 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1997 |
|
RU2120479C1 |
| Сауна | 2023 |
|
RU2827089C1 |
| УСТРОЙСТВО ДЛЯ ОБДУВА ТЕРМОТОННЕЛЯ УПАКОВОЧНОЙ ЛИНИИ И КРЫЛЬЧАТКА УСТРОЙСТВА | 2011 |
|
RU2523491C2 |
| Топка | 1990 |
|
SU1710938A1 |
| ТЕРМОТОННЕЛЬ ДЛЯ УПАКОВКИ ПРОДУКЦИИ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ И СПОСОБ УПАКОВКИ ПРОДУКЦИИ | 2011 |
|
RU2491214C1 |
| УСТРОЙСТВО И КЕРАМИЧЕСКАЯ ОБОЛОЧКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ И НАПРАВЛЕННОЙ СТРУКТУРОЙ | 2015 |
|
RU2597491C2 |
Изобретение относится к металлургии, в частности к способам и установкам для термообработки изделий из различных материалов и может быть использовано в строительной, керамической, радиокерамической, пекарной и других отраслях промышленности. При термообработке изделий предлагаемым способом осуществляют ввод изделий и их перемещение в тепловой зоне с заданным температурным полем по зигзагообразным траекториям с параллельными горизонтальными ветвями по высоте и последующий вывод из тепловой зоны, отличающийся тем, что внутри тепловой зоны создают по высоте криволинейное температурное поле с максимумом в центральной части и с минимумом на верхнем и нижнем краях и перемещают изделия двумя потоками по двум зигзагообразным траекториям, горизонтальные ветви которых чередуются между собой по высоте с образованием по меньшей мере шести ярусов, а ввод и вывод изделий осуществляют на ярусах, расположенных на верхнем и нижнем крае тепловой зоны таким образом, что ввод и вывод изделий разных потоков расположены на одном крае тепловой зоны, а ввод и вывод изделий одного потока на противоположных краях. Внутри тепловой зоны по высоте создают криволинейное температурное поле, симметричное относительно центральной горизонтальной плоскости. Вывод изделий осуществляют по крайним ярусам, а ввод по соседним с ними, смещенным в сторону центральной части. Изделия перемещают по зигзагообразным траекториям, число горизонтальных ветвей которых кратно двум. Ввод и вывод разных потоков расположены по одну сторону центральной вертикальной плоскости. Установка для термообработки изделий содержит многоярусную теплоизолированную камеру с нагревательными элементами, устройства перегрузки изделий с яруса на ярус, толкательные элементы с приводами перемещения и устройства загрузки и выгрузки. Ярусы в количестве не менее шести, выполнены в виде продольных направляющих, установленных на поперечных керамических трубках, внутри которых по меньшей мере на одном ярусе, расположенном в центральной части, размещены нагревательные элементы, устройство перегрузки выполнено из двух этажерок, расположенных по обе стороны ярусов, а толкательные элементы закреплены на соединенных с приводом перемещения вертикальных балках со смещением по высоте друг относительно друга на величину по меньшей мере одного шага между ярусами. 2 с. 4 з. п. ф-лы, 5 ил.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| US, Патент N 2639911, кл | |||
| Железнодорожный снегоочиститель на глубину до трех сажен | 1920 |
|
SU263A1 |
