Изобретение относится к термической обработке деталей машин с помощью лазерного луча.
Известные способы лазерной обработки включают воздействие лазерным лучом на обрабатываемую поверхность, при которых луч направляют перпендикулярно к обрабатываемой поверхности с целью более полного поглощения энергии луча.
Недостаток этих способов невозможность обработки боковых поверхностей шлицевых канавок, отверстий и т.д.
Известен также способ лазерной обработки боковых поверхностей шлицевых канавок, при котором лазерный луч направляют на боковую поверхность канавки под некоторым углом.
Недостаток этого способа заключается в том, что при направлении лазерного луча под углом значительная часть излучения отражается от поверхности и это приводит к уменьшению размеров зоны лазерного воздействия (ЗЛВ), а следовательно, и к снижению качества обработки.
Цель изобретения повышение качества обработки за счет увеличения глубины упрочняемой зоны.
Это достигается тем, что обработку ведут с расположением обрабатываемой поверхности канавки в расходящемся пучке; при этом одну образующую сфокусированного конуса излучения направляют на край боковой поверхности канавки перпендикулярно ее плоскости, фокус луча располагают в плоскости противолежащей боковой поверхности канавки, а между параметрами луча и размерами канавки выполняется соотношение:
tgβ  где β полный угол расходящегося после фокальной плоскости луча;
где β полный угол расходящегося после фокальной плоскости луча;
Н, В глубина и ширина шлицевой канавки.
Предлагаемый способ иллюстрируется на фиг.1 4.
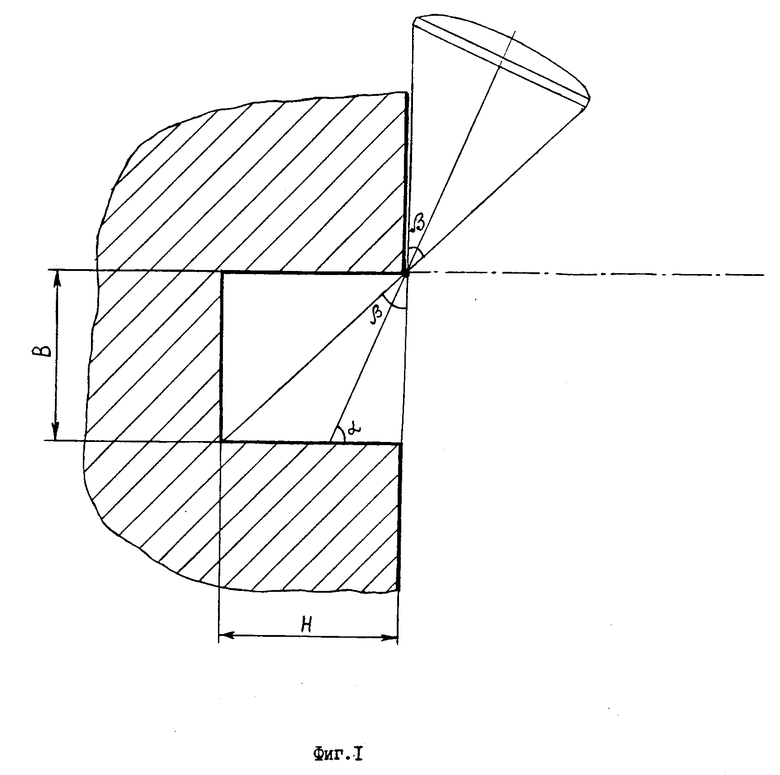
В предложенном способе вся расходящаяся часть сфокусированного излучения расположена внутри шлицевой канавки (фиг.1). Лазеpный луч направляется так, что одна образующая сфокусированного конуса излучения попадает на край боковой поверхности перпендикулярно ее плоскости. Это дает возможность направить луч под максимально большим углом α к плоскости обрабатываемой канавки.
Следовательно, достигается максимальная степень поглощения энергии излучения, что приводит к получению наибольших размеров зоны упрочнения. Расположение фокуса луча в плоскости, противоположной боковой поверхности канавки, дает возможность получить равенство диаметра лазерного пятна и глубины канавки Н, причем при этом автоматически выполняется равенство tg β Н/В. Это дает возможность получить наибольшие размеры упрочненной зоны по глубине и ширине.
При выполнении соотношения tg β H/В, но при расположении фокуса ниже плоскости, противоположной боковой поверхности канавки на величину δ уменьшается диаметр лазерного пятна на обрабатываемой поверхности, что приводит к уменьшению ширины зоны упрочнения (фиг.2).
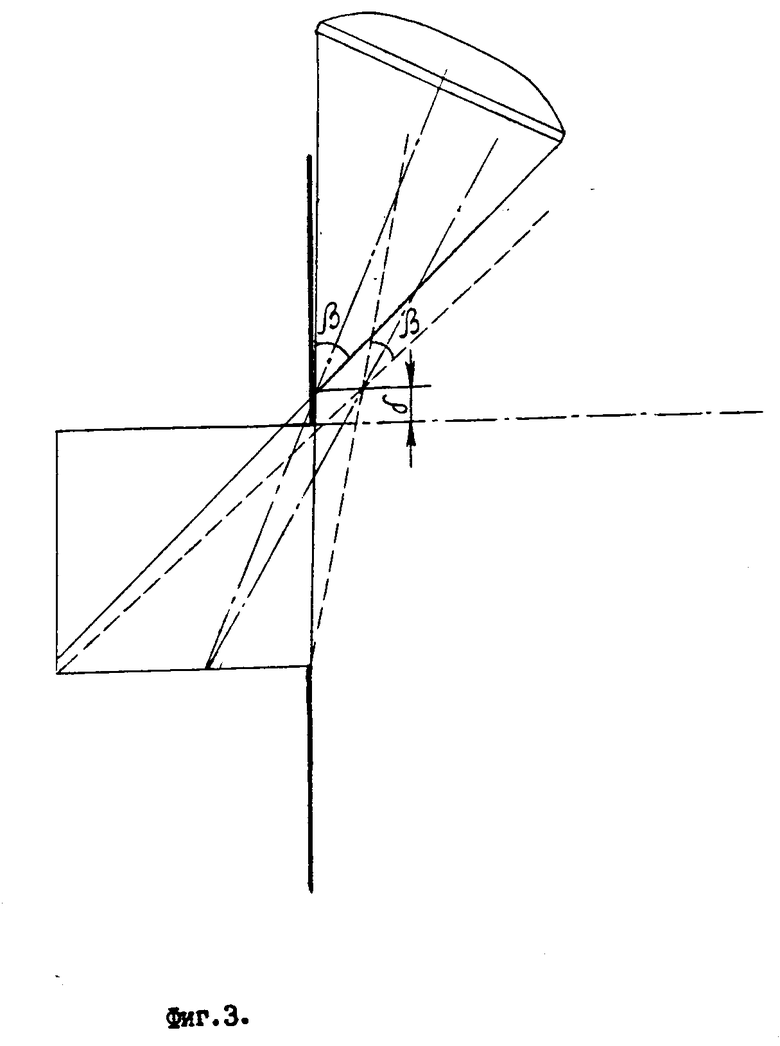
При расположении фокуса выше плоскости противоположной боковой поверхности канавки на величину δ происходит экранирование расходящейся части пучка поверхностью изделия, в результате чего обработка боковой поверхности канавки не происходит (фиг.3).
Выполнение соотношения между параметрами луча размерами канавки tg β Н/В приводит к тому, что диаметр лазерного пятна равен размеру обрабатываемой боковой поверхности шлицевой канавки. Это обеспечивает обработку всей ширины упрочненной зоны.
Обработка всей ширины канавки В при соотношении tg β < Н/В приводит к тому, что направить одну из образующей сфокусированного конуса излучения перпендикулярно плоскости обрабатываемой канавки невозможно из-за того, что фокус значительно повышается над плоскостью противоположной канавки и возникает экранирование излучения обрабатываемым материалом (фиг.3). В этом случае угол наклона излучения (пунктирные линии) к обрабатываемой поверхности необходимо уменьшить до значений α', что приводит к увеличению отражения излучения от обрабатываемой поверхности и уменьшению размеров упрочненной зоны.
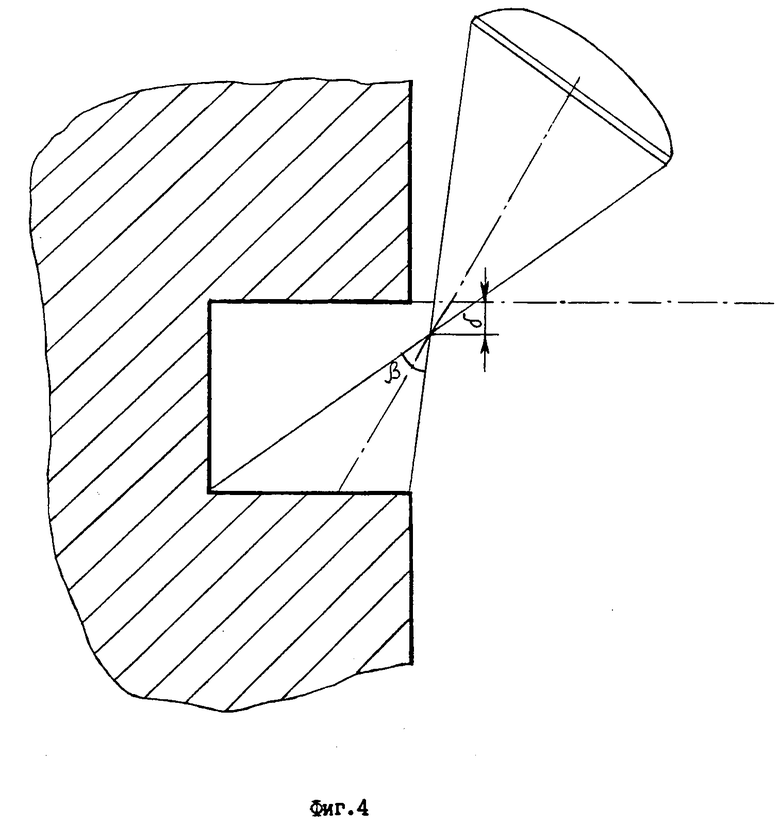
Обработка всей ширины канавки В при соотношении tg β > H/B приводит к тому, что фокус удаляется от плоскости противоположной канавки и приближается к обрабатываемой поверхности (фиг.4). Средний угол падения α луча на обрабатываемую поверхность уменьшается до величины α', что также приводит к уменьшению размеров зоны упрочнения. Увеличить угол падения луча до α невозможно инструментально или из-за экранирования части излучения.
Реализация предложенного способа позволяет на 7-14% увеличить ширину и на 22-44% глубину упрочненной зоны
Способ реализуется следующим образом. Перед лазерной обработкой определяют глубину Н и ширину В шлицевой канавки обрабатываемой детали. В зависимости от этих величин подбирают такую фокусирующую линзу, чтобы выполнялось соотношение tg β Н/В, где β полный угол расходящегося после фокальной плоскости лазерного луча.
Для этого достаточно определить из соoтношения tg β H/B угол β, а затем, в частности, подобрать фокусное расстояние линзы в зависимости от апертуры падающего лазерного луча А по соотношению (фиг.1).
После этого устанавливают оптико-фокусирующую систему так, чтобы край фокусирующей линзы касался боковой поверхности обрабатываемой детали со шлицевой канавкой. Фокусирующую линзу наклоняют так, чтобы ближайшая к обрабатываемой детали образующая сфокусированного конуса излучения была направлена перпендикулярно боковым поверхностям шлицевой канавки. Фокус линзы совмещают с плоскостью боковой поверхности шлицевой канавки, противоположной обрабатываемой.
Далее включают лазер на рабочий режим мощности и перемещают (или вращают) при лазерном воздействии изделие с заданной скоростью. Пpи обработке импульсным излучением перемещение осуществляют в перерывах между импульсами. При этом лазерное пятно покрывает всю боковую поверхность канавки по глубине и обеспечивается максимально возможный угол наклона лазерного луча к обрабатываемой поверхности.
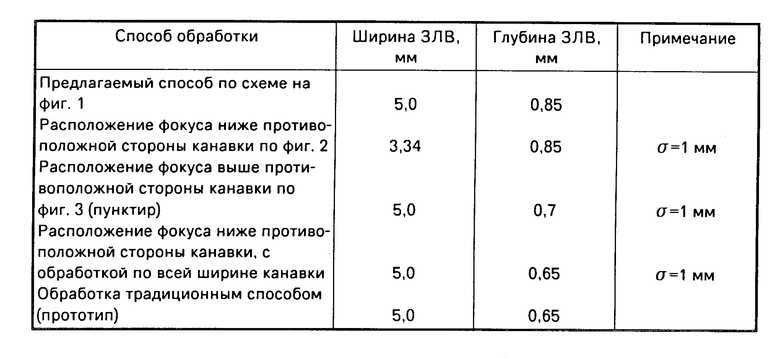
П р и м е р. Производилось упрочнение боковых поверхностей канавок для компрессионных колец поршней двигателя внутреннего сгорания.
Материал поршня сплав АЛ25. Ширина канавок поршня равна В=3 мм, глубина Н 5 мм.
Упрочнение боковых поверхностей канавок проводили расфокусированным лазерным лучом с помощью фокусирующей линзы. Фокусное расстояние линзы F 40 мм. Обработку поверхности проводили в следующем режиме: мощность лазерного излучения Р 2 кВт, скорость перемещения обрабатываемой детали V 1 м/мин. Перед обработкой детали лазерным лучом на боковую поверхность канавки наносилось поглощающее покрытие ФС-1М.
Полученные данные по геометрическим размерам зоны лазерного воздействия (ЗЛВ) приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАЗЕРНАЯ ТЕХНОЛОГИЧЕСКАЯ УСТАНОВКА | 1992 |
|
RU2049629C1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ НАПЛАВКИ | 1996 |
|
RU2104135C1 |
| ТЕХНОЛОГИЧЕСКИЙ ОБЪЕКТИВ ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1992 |
|
RU2049632C1 |
| УСТРОЙСТВО ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПОВЕРХНОСТИ ОБЪЕКТА | 1994 |
|
RU2083974C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПОВЕРХНОСТИ | 1994 |
|
RU2083973C1 |
| Способ лазерной обработки материалов | 1991 |
|
SU1834772A3 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ | 1988 |
|
RU1593057C |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1992 |
|
RU2008160C1 |
| СПОСОБ ГАЗОПОРОШКОВОЙ ЛАЗЕРНОЙ НАПЛАВКИ С ДВУХСОПЛОВОЙ ПОДАЧЕЙ ПОРОШКА | 1996 |
|
RU2100479C1 |
| ПРОСВЕТЛЯЮЩЕЕ ПОКРЫТИЕ | 1995 |
|
RU2097801C1 |

Использование: к лазерной обработке шлицевых канавок или поверхностей, аналогичных им по форме. Сущность изобретения: обработку ведут расфокусированным лучом. При этом фокус находится в плоскости противолежащей боковой поверхности канавки, одну образуюшую конуса сфокусированного излучения направляют на край боковой поверхност и канавки перпендикулярно ее плоскости, а между параметрами луча и размерами обрабатываемых канавок соблюдается следущее соотношение: H/B = tgβ, где β полный угол расходящегося после фокальной плоскости луча; H глубина шлицевой канавки; B ширина шлицевой канавки. Предполагаемый способ позволяет достичь увеличения глубины зоны лазерного воздействия на 22 44% и следовательно, повысить качество обработки. 4 ил. 1 табл.
СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ БОКОВЫХ ПОВЕРХНОСТЕЙ ШЛИЦЕВЫХ КАНАВОК, заключающийся в направлении на боковую поверхность сфокусированного лазерного луча под некоторым углом, отличающийся тем, что обрабатываемую поверхность канавки располагают в расходящейся части луча, одну образующую конуса сфокусированного излучения направляют на край боковой поверхности канавки перпендикулярно ее плоскости, а фокус луча располагают в плоскости, противолежащей обрабатываемой поверхности канавки, при этом
H/B=tgβ,
где H и B соответственно глубина и ширина шлицевой канавки,
β полный угол расходящегося после фокальной плоскости луча.
| Григорьянц А.Г | |||
| и др | |||
| Методы поверхностной лазерной обработки, М.: Высшая школа, 1987, с.122, рис | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
