Изобретение относится к области наплавки деталей машин и инструмента с помощью высококонцентрированных источников нагрева, в частности с помощью лазерного излучения непрерывного действия.
Известные способы газопорошковой лазерной наплавки включают нагрев с расплавлением участка поверхности сплава излучением непрерывного лазера и подачу в пятно нагрева присадочного порошка, транспортируемого газовой струей, при непрерывном перемещении наплавляемого изделия [1]
Недостатки этих способов заключаются в склонности наплавляемых валиков к трещинообразованию из-за высоких градиентов температур и высоких термических напряжений, а также в неполном расходовании присадочного порошка.
Наболее близким к изобретению является способ газопорошковой лазерной наплавки с подачей в пятно нагрева двух струй порошка из двух сопел вслед непрерывному движению наплавляемого изделия [2] позволяющий значительно уменьшить трещинообразование в наплавляемых валиках, так как позволяет подавать в зону сплавления валиков с подложкой материалы с высокими пластическими свойствами.
Недостаток известного способа-прототипа состоит в неполном расходовании присадочного порошка из-за отражения частиц от поверхности изделия или отклонения частиц от траектории газопорошковой струи, в результате чего уменьшается объем наплавляемого металла, т. е. снижается производительность процесса. Кроме того, в данном способе аспектное соотношение валиков (т. е. отношение высоты к их ширине) достаточно большое, что может приводить к ухудшению качества наплавки вследствие возникновения несплавления и подрезов по бокам валиков.
Цель изобретения повышение производительности процесса газопорошковой лазерной наплавки за счет повышения коэффициента использования порошка и улучшение качества наплавок за счет снижения аспектного соотношения размеров валиков.
Цель в предлагаемом способе газопорошковой лазерной наплавки с двухсопловой подачей порошка достигается за счет того, что газопорошковую струю из одного сопла подают в головную по ходу часть лазерного пятна вслед движению изделия, а газопорошковую струю из другого сопла подают в центральную и хвостовую по ходу части лазерного пятна навстречу движения изделия.
Схема процесса показана на чертеже.
В результате подачи газопорошковой струи из одного сопла в головную по ходу часть лазерного пятна формируется нижняя часть валика, соединяющая его с подложкой. При подаче газопорошковой струи из другого сопла в центральную и хвостовую части лазерного пятна навстречу движению изделия жидкая ванна деформируется под давлением этой струи, располагаясь более горизонтально, что приводит к уменьшению высоты и увеличению ширины валиков, т.е. к снижению аспектного соотношения, а также к увеличению размеров поглощающей порошок расплавленной поверхности. Кроме того, взаимодействие двух направленных встречно газопорошковых струй снижает вероятность отражения частиц от поверхности или отклонения их от траектории.
Эти обстоятельства приводят к повышению качества наплавки, повышению коэффициента использования порошка и увеличению производительности процесса.
В предлагаемом способе коэффициент использования порошка на 21 31% выше, а аспектное соотношение, т. е. отношение высоты к ширине валиков, в 1,5 1,7 раз меньше, чем в базовом способе (прототипе).
Предлагаемый способ осуществляют следующим образом.
На технологическом столе 1 лазерной установки закрепляют изделие 2. Предварительно отмечают размеры и местоположение лазерного пятна нагрева 3 включением трассировочного гелий-неонового лазера или пробным пуском основного лазера. Над зоной лазерного нагрева располагают сопла 4 и 5 для подачи присадочного порошка, причем сопло 4 располагают впереди по ходу движения лазерного пятна относительно изделия, чтобы газопорошковая струя 6 из него была направлена в головную часть пятна нагрева вслед движению изделия V. Сопло 5 располагают сзади по ходу движения лазерного пятна относительно изделия, чтобы газопорошковая струя 7 из него была направлена в центральную или хвостовую часть пятна нагрева навстречу движения изделия V.
Изделие 2 с помощью технологического стола 1 приводят в начальное положение. Одновременно включают лазер с заданной мощностью P, перемещение технологического стола 1 со скоростью V и подачу порошка из сопел 6 и 7 с массовыми расходами G
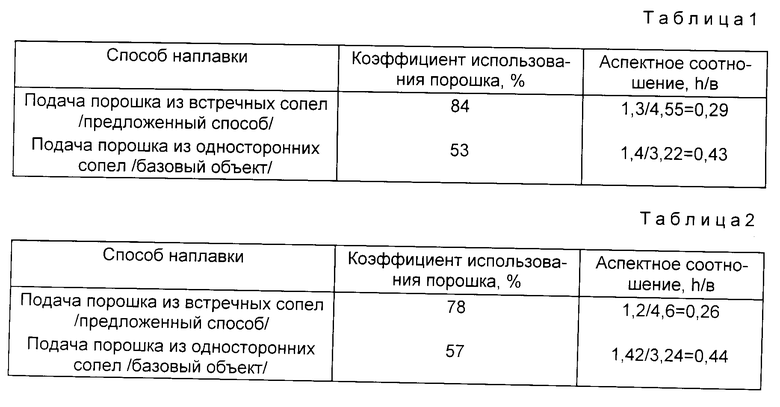
Пример 1. В головную часть пятна нагрева подавали вслед движению изделия из стали Ст3 порошок ферро-ванадия при массовом расходе G
Для сравнения выполняли лазерную наплавку при тех же режимах по базовому объекту (прототипу) при подаче присадочного порошка из двух сопел, направленных вслед движению изделия. Характеристики наплавленных валиков представлены в табл. 1.
Предлагаемый способ по сравнению с базовым объектом позволяет повысить коэффициент использования на 31% и понизить аспектное соотношение в размерах валиков в 1,5 раза.
Пример 2. В головную часть пятна нагрева подавали вслед движению изделия из стали 45 порошок ферро-титана при массовом расходе G
Предлагаемый способ по сравнению с базовым объектом позволяет повысить коэффициент использования порошка на 21% и понизить аспектное соотношение в размерах валиков в 1,7 раза.
Литература
Патент США N 4117302, кл. 219-121 LM (B 23 K 26/00) от 26.09.78. заявлен 24.01.75, N 543191, РЖ "Сварка", 1979, N 6, 663778П.
Леонтьев П. А. Хан М. Г. Чеканова Н. Т. Лазерная поверхностная обработка металлов и сплавов. М. Металлургия, 1986, с. 122 123.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ НАПЛАВКИ | 1996 |
|
RU2104135C1 |
| СПОСОБ ЧЕТЫРЕХСОПЛОВОЙ ГАЗОПОРОШКОВОЙ ЛАЗЕРНОЙ НАПЛАВКИ С РЕГУЛИРОВАНИЕМ РАСХОДА ПОРОШКА | 2016 |
|
RU2660499C2 |
| ЛАЗЕРНАЯ ТЕХНОЛОГИЧЕСКАЯ УСТАНОВКА | 1992 |
|
RU2049629C1 |
| ТЕХНОЛОГИЧЕСКИЙ ОБЪЕКТИВ ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1992 |
|
RU2049632C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ БОКОВЫХ ПОВЕРХНОСТЕЙ ШЛИЦЕВЫХ КАНАВОК | 1993 |
|
RU2050240C1 |
| СПОСОБ ПОРОШКОВОЙ ЛАЗЕРНОЙ НАПЛАВКИ УГОЛКОВЫХ ИЗДЕЛИЙ | 1997 |
|
RU2123418C1 |
| ИНТЕРФЕРЕНЦИОННОЕ ЗЕРКАЛО | 1995 |
|
RU2097802C1 |
| СВЕТОДЕЛИТЕЛЬНОЕ ИНТЕРФЕРЕНЦИОННОЕ ПОКРЫТИЕ | 1994 |
|
RU2097800C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПОВЕРХНОСТИ | 1994 |
|
RU2083973C1 |
| УСТРОЙСТВО ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПОВЕРХНОСТИ ОБЪЕКТА | 1994 |
|
RU2083974C1 |
Сущность изобретения: способ газопорошковой лазерной наплавки включает подачу порошка из двух сопел. Из одного сопла подают порошок вслед движению изделия в головную часть лазерного пятна, а из другого сопла - навстречу движению изделия в центральную и хвостовую часть лазерного пятна. Этим достигается увеличение коэффициента использования порошка, а также уменьшение отношения высоты наплавляемого валика к ширине, для исключения возникновения несплавления по бокам валика. 1 ил., 2 табл.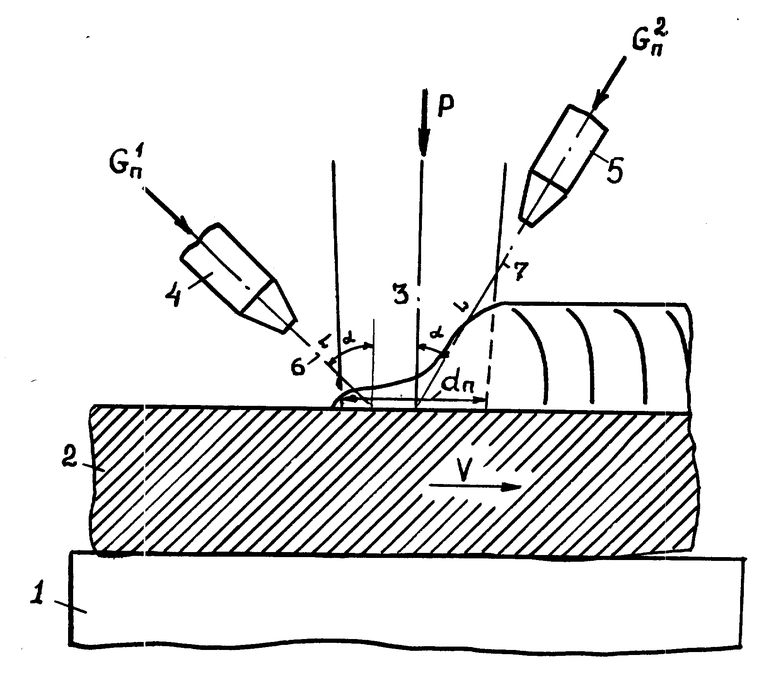
Способ газопорошковой лазерной наплавки с двухсопловой подачей порошка, включающий нагрев с расплавлением участка поверхности сплава излучением непрерывного лазера и подачу в пятно нагрева двух струй порошка из двух сопл при непрерывном перемещении наплавляемого изделия, отличающийся тем, что газопорошковую струю из одного сопла подают в головную по ходу часть лазерного пятна вслед движению изделия, а газопорошковую струю из другого сопла подают в центральную и хвостовую по ходу части лазерного пятна навстречу движению изделия.
| Леонтьев П.А., Хан М.Г., Чеканова Н.Т | |||
| Лазерная поверхностная обработка металлов и сплавов | |||
| - М.: Металлургия, 1986, с.122 и 123. |
