Изобретение относится к обработке металлов давлением, в частности к соединениям гибких металлических гофрированных трубопроводов с арматурой.
Известно устройство для соединения спирально-гофрированных труб, в котором концевую часть трубопровода располагают между цилиндрическими поверхностями деталей арматуры и соединяют посредством радиального расширения цилиндрического участка внутренней детали, расплющивания гофрированной трубы и плотного прижатия к внутренней поверхности наружной детали.
Этот способ соединения приемлем только для труб, имеющих малую высоту гофра (мелкогофрированных, волнообразных и т.п.). В случае гофрированных труб с высоким профилем гофра радиальное расширение внутренней детали требует ее большой деформации, которая приводит к преждевременному разрыву детали из-за ограниченной пластичности металла. Кроме того, радиальное расширение по цилиндрической поверхности приводит к резким изломам гофров трубы в месте заделки, созданию концентраторов напряжений и, в конечном итоге, к снижению долговечности работы гибкого трубопровода.
Целью изобретения является создание простого способа для надежного и долговечного соединения гибкого трубопровода любого вида с арматурой.
Поставленная цель достигается тем, что гибкий трубопровод с цилиндрическими деталями арматуры (гильзами) подвергают одновременному радиальному деформированию по торовым поверхностям до полного соприкосновения гильз и обжатия трубопровода по кольцевой линии. Радиальное деформирование гильз по торовой поверхности обеспечивает плавное, без резких перегибов деформирование гофров при их расплющивании в зоне соединения с гильзами.
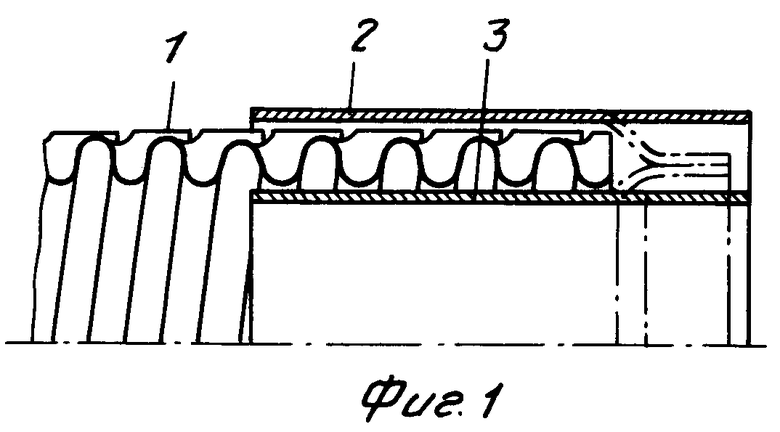
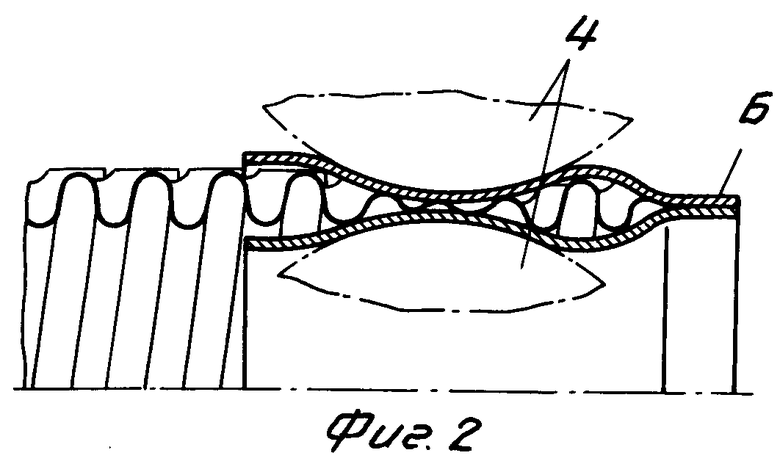
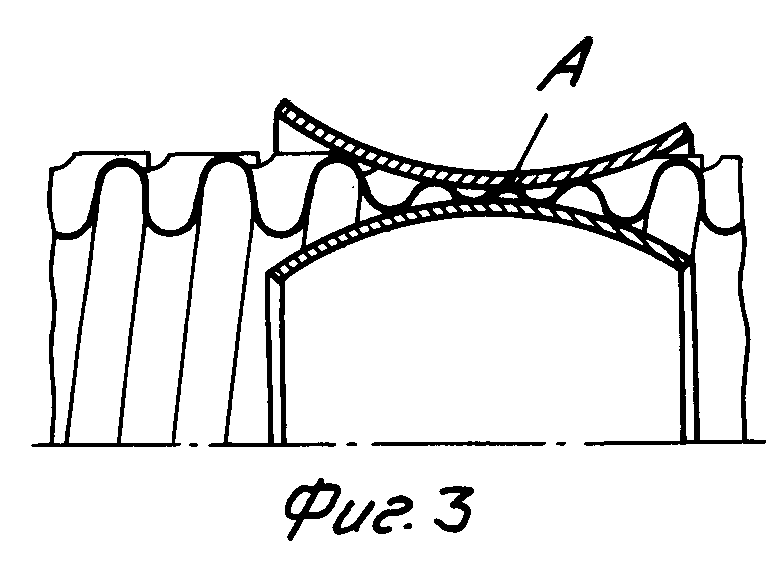
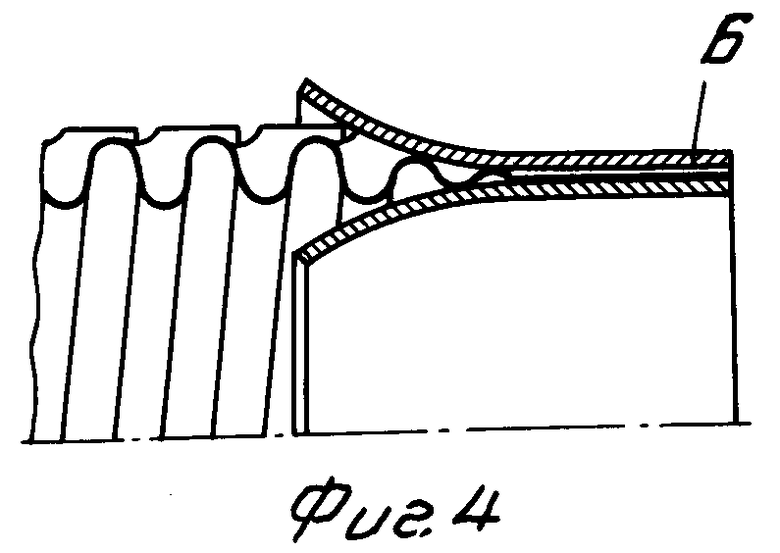
На фиг. 1 показано соединение гибкого витого трубопровода, имеющего наружный экран, с арматурой перед обжатием; на фиг.2 то же, после обжатия арматуры; на фиг.3 вариант соединения после обжатия; на фиг.4 то же, в окончательном виде.
Конец гибкого гофрированного трубопровода 1 располагают между концентрично расположенными цилиндрическими деталями арматуры: наружной гильзой 2 и внутренней гильзой 3 (фиг.1), которые могут быть предварительно соединены между собой (пунктирная линия). После этого обе гильзы одновременно радиально обжимают по направлению друг к другу с образованием торовых поверхностей до их плотного соприкосновения и обжатия трубопровода по кольцевой линии (фиг.2). Данная операция может быть осуществлена, например, с помощью цанги, имеющей рабочие элементы 4, обеспечивающие деформирование обеих гильз. Величина радиусов торовых поверхностей назначается исходя из шага и высоты гофров трубопровода. При обжатии гильз происходит постепенное (по радиусу) деформирование гофров трубопровода в радиальном направлении с одновременной их раздачей в осевом направлении по обе стороны от кольцевой линии взаимного контакта арматуры с трубопроводом без резких изломов и нарушения целостности последнего в зоне обжатия. Способ обеспечивает как механическое соединение (фиг.2), когда не требуется высокая герметичность, так и сварное соединение. В этом случае по кольцевой линии плотного соприкосновения всех элементов (вместо А на фиг.3) после обжатия осуществляют контактную сварку. После сварки, а также в случае, когда края гильз 2 и 3 перед обжатием не были соединены между собой, производят формирование гладкой цилиндрической части Б арматуры (фиг.2). Сопряжение арматуры с гофрированным трубопроводом по торовым поверхностям обеспечивает более низкие деформации трубопровода в заделке при изгибе и соответственно большую долговечность.
Предложенный способ соединения гибкого трубопровода с арматурой отличается простотой, надежностью и долговечностью соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2072267C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1999 |
|
RU2176570C2 |
| УСТРОЙСТВО ДЛЯ ПОДВИЖНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДОВ | 1993 |
|
RU2068147C1 |
| ГИБКИЙ ТРУБОПРОВОД | 1991 |
|
RU2007653C1 |
| Способ изготовления труб с кольцевыми гофрами | 1981 |
|
SU997906A1 |
| Сильфон и способ его изготовления | 1990 |
|
SU1742558A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ МЕТАЛЛИЧЕСКИХ РУКАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2071394C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СИЛЬФОНОВ | 2000 |
|
RU2191651C2 |
| СПОСОБ ОБРАЗОВАНИЯ СОЕДИНЕНИЯ МЕЖДУ ГОФРИРОВАННОЙ ТРУБОЙ И ФИТИНГОМ | 2004 |
|
RU2289059C2 |
Сущность изобретения: кольцевую часть трубопровода располагают между цилиндрическими концентрично расположенными деталями арматуры с последующей радиальной деформацией до полного соприкосновения. Детали деформируют одновременно по направлению навстречу друг другу до образования торовых поверхностей и контакта по кольцевой линии. 4 ил.
СПОСОБ СОЕДИНЕНИЯ ГИБКОГО ТРУБОПРОВОДА С АРМАТУРОЙ, при котором концевую часть трубопровода располагают между цилиндрическими концентрично расположенными деталями арматуры с последующей радиальной деформацией до полного соприкосновения, отличающийся тем, что цилиндрические детали арматуры деформируют одновременно по направлению навстречу друг другу до образования торовых поверхностей и контакта по кольцевой линии.
| Патент США N 4251094, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
