Изобретение относится к фильтрованию и может быть использовано для тонкой очистки жидкостей и газов в химической, электронной и других отраслях промышленности, а также для очистки воздуха и воды в бытовых условиях.
Известен способ изготовления патронного фильтрующего элемента включающий гофрирование пакета, содержащего мембрану, помещенную между опорными слоями конструкционных материалов, формирование заготовок гофрированного пакета и герметизацию продольного шва с использованием различных клеевых составов. При этом могут использоваться клеевым составы, полимеризующиеся при
нагревании, и специальные формы, в которые вставляются края фильтрующего листа и заливается жидкий полимеризующийся состав, с последующим удалением формы после затвердевания состава.
Недостатком этих способов является возможность загрязнения фильтрата органическими соединениями, вымываемыми из клеевых составов.
Известна конструкция фильтрующего патронного элемента, в которой герметизация бокового шва выполнена за счет того, что прилагающие участки гофрированной заготовки имеют меньшую высоту, чем высота гофра и в образующуюся на стыке при
vj
О
д
hO
о о
сжатии цилиндрической заготовки полость вводят склеивающую синтетическую смолу.
Недостатком здесь остается использование постороннего полимерного агента, способного приводить к экстракции в фильтрат органических примесей, а также то, что в этой конструкции прилегающие слои фильтрующего материала загерметизированы лишь по общему торцу, что недостаточно надежно.
Наиболее близким к предлагаемому является способ изготовления патронного фильтрующего элемента, в котором герметизацию продольного шва выполняют путем сварки концов мембраны крайних гофр пакета, после снятия с них внутреннего слоя конструктивного материала. По этому способу герметичность продольного шва повышается, при снижения загрязнения фильтрата органическими соединениями, т.к. при этом способе не используются для герметизации шва никаких другие материала - клеи, герметики, термореактивные смолы и т.п., способные при фильтрации (особенно химически агрессивных веществ) выделять в фильтрат органические примеси.
Недостатком этого способа является то, что он не обеспечивает надежности герметизации продольного шва, так шов из сваренных мембран не имеет опоры и при фильтрации, в условиях значительных (до 5 атм) перепадов давления может проваливаться до внутренней перфорированной трубки и деформироваться на неоднородно- стях ее поверхности. Кроме того, при разме- щении цилиндрической заготовки во внутреннюю и внешнюю обечайки в процессе сборки сварной участок не защищен от повреждений свободными, незафиксированными краями конструкционных материалов при зацеплении их за перфорации обечаек. В результате, при использовании этого способа патронные фильтрующие элементы часто оказываются дефектными, причем именно в области продольного сварного шва.
Целью настоящего изобретения является повышение герметичности продольного шва, надежности конструкции.
Поставленная цель достигается за счет того, что перед сваркой, на крайнем гофре снимают по всей длине на половину ширины гофра внутренний слой конструкционного материала 1, а герметизацию продольного шва осуществляют путем сварки оставшихся прилегающих участков внутреннего слоя конструкционного материала 2, затем сваривают прилегающие друг к другу концы мембраны 3 крайних гофров, причем при формировании заготовок
гофрированного пакета концы наружного слоя конструкционного материала оставляют при обрезке на одну ширину гофра длинней, и после сварки внутреннего слоя
конструкционного материала и мембраны крайние гофры внешнего слоя надевают последовательно на сварной шов.
П р и м е р 1. Способ поясняется фиг.1-3 при изготовлении патронного фильтрую0 щего элемента гофрируем пакет, состоящий из двух опорных слоев из полипропиленового нетканного материала, между которыми расположена фильтрационная мембрана толщиной 100-200 мкм из сополимера вини5 лиденфторидастетрафторэтиленом; объемная пористость мембраны 70%. Концы гофрированного пакета обрезают: слои мембраны и внутреннего слоя конструкционного материала - по внешней складке, а
0 внешний слой конструкционного материала - по следующей внутренней складке гофрированного пакета. Затем на крайнем гофре снимаем по всей длине на половину ширины гофры внутренний слой конструкционного
5 материала, а герметизацию продольного шва осуществляем путем сварки оставшихся прилегающих участков внутреннего слоя конструкционного материала фиг. 1, затем свариваем прилегающие друг к другу концы
0 мембраны крайних гофров фиг.2, причем при формировании заготовок гофрированного пакета концы наружного слоя конструкционного материала оставляем при обрезке на одну ширину гофра длинней, по5 еле сварки внутреннего слоя конструкционного материала и мембраны крайние гофры внешнего слоя надеваем последовательно на сварной шов фиг.З.
П р и м е р 2 (сравнительный). Изготав0 ливаем патронный фильтрующий элемент по способу, предложенному в прототипе: с использованием мембраны, применяемой в предлагаемом изобретении для определения проскока микрочастиц в месте сварного
5 шва и точки пузырька на полотне мембраны и на сварном шве. При изготовлении патронного фильтрующего элемента гофрируем пакет, состоящий из двух опорных слоев из полипропиленового нетканного материа0 ла, между которыми расположена фильтрационная мембрана толщиной 100-200 мкм из сополимера винилиденфторида с тет- рафторэтиленом, объемная пористость мембраны 70%.
5
На крайней гофре пакета по всей его длине срезаем внутренний опорный слой, концы внешнего слоя отгибаем, а оставшиеся концы мембраны свариваем на термоимпульсной машине.
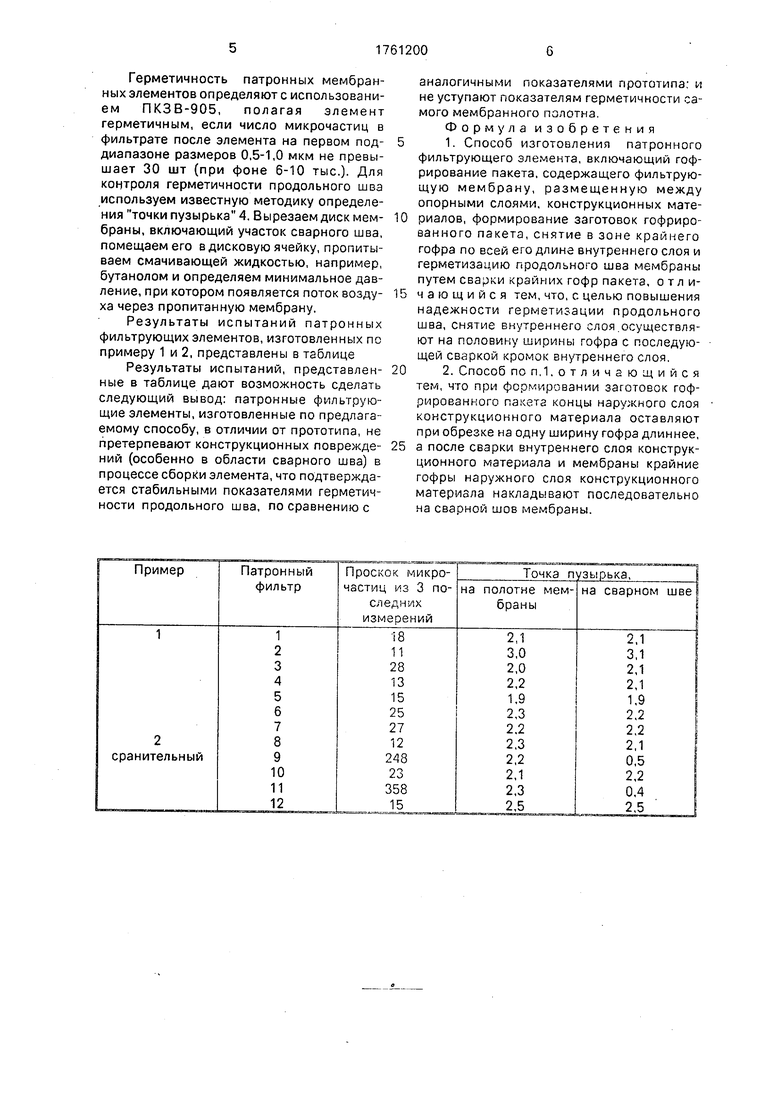
Герметичность патронных мембранных элементов определяют с использованием ПКЗВ-905, полагая элемент герметичным, если число микрочастиц в фильтрате после элемента на первом под- диапазоне размеров 0,5-1,0 мкм не превышает 30 шт (при фоне 6-10 тыс.). Для контроля герметичности продольного шва используем известную методику определения точки пузырька 4. Вырезаем диск мем- браны, включающий участок сварного шва, помещаем его в дисковую ячейку, пропитываем смачивающей жидкостью, например, бутанолом и определяем минимальное давление, при котором появляется поток возду- ха через пропитанную мембрану.
Результаты испытаний патронных фильтрующих элементов, изготовленных по примеру 1 и 2, представлены в таблице
Результаты испытаний, представлен- ные в таблице дают возможность сделать следующий вывод: патронные фильтрующие элементы, изготовленные по предлагаемому способу, в отличии от прототипа, не претерпевают конструкционных поврежде- ний (особенно в области сварного шва) в процессе сборки элемента, что подтверждается стабильными показателями герметичности продольного шва, по сравнению с
аналогичными показателями прототипа: и не уступают показателям герметичности самого мембранного полотна.
Формула изобретения
1.Способ изготовления патронного фильтрующего элемента, включающий гофрирование пакета, содержащего фильтрующую мембрану, размещенную между опорными слоями, конструкционных материалов, формирование заготовок гофрированного пакета, снятие в зоне крайнего гофра по всей его длине внутреннего слоя и герметизацию продольного шва мембраны путем сварки крайних гофр пакета, отличающийся тем, что, с. целью повышения надежности герметизации продольного шва, снятие внутреннего слоя.осуществляют на половину ширины гофра с последующей сваркой кромок внутреннего слоя.
2.Способ по п.1,отличающийся тем, что при формировании заготовок гофрированного пакета концы наружного слоя конструкционного материала оставляют при обрезке на одну ширину гофра длиннее, а после сварки внутреннего слоя конструкционного материала и мембраны крайние гофры наружного слоя конструкционного материала накладывают последовательно на сварной шов мембраны.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гофрированного фильтрующего элемента | 1990 |
|
SU1761202A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО МЕМБРАННОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА ПАТРОННОГО ТИПА | 1998 |
|
RU2135259C1 |
| Способ изготовления патронного фильтрующего элемента | 1986 |
|
SU1393450A1 |
| Способ изготовления патронного фильтрующего элемента | 1990 |
|
SU1754158A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРОННОГО ФИЛЬТРОВАЛЬНОГО ЭЛЕМЕНТА | 1992 |
|
RU2050930C1 |
| Устройство для изготовления гофрированных фильтрующих элементов | 1990 |
|
SU1761203A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕМБРАННОГО РУЛОННОГО ЭЛЕМЕНТА | 1994 |
|
RU2069085C1 |
| Способ изготовления мембранных фильтрующих элементов для плоскопараллельного модуля | 1991 |
|
SU1836130A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВАЛЬНОГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272710C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАССЕТЫ ДЛЯ ПОГЛОТИТЕЛЬНОГО ПАТРОНА | 2016 |
|
RU2641090C2 |

Изобретение относится к фильтрованию и может быть использовано для тонкой очи& j JBttftgT rfP fi i стки жидкостей и газов в химической, электронной и других отраслях промышленности, а также для очистки воздуха и воды в бытовых условиях, позволяет повысить надежность герметизации продольного шва Перед сваркой снимают внутренний слой конструкционного материала, а герметизацию продольного шва осуществляют путем сварки оставшихся слоев внутреннего конструкционного материала, сварки прилега ющих друг к другу слоев мембраны. После сварки крайние гофры наружного конструкционного материала последовательно надевают на сварной шов. Внутренний слой конструкционного материала снимают перед сваркой по всей длине на половину ширины гофра. Сварку внутреннего конструкционного слоя и мембраны производят последовательно. 1 з.п ф-лы, 3 ил , 1 табл. сл с
Редактор Т. Иванова «
Составитель С. Андреева
Техред М.Моргентал - Корректор М. Ткач
фиг. I
Фиг. 2
/
ФигЗ
| Патент США № 4735720, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3867294, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления патронного фильтрующего элемента | 1986 |
|
SU1393450A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
