Изобретение относится к литейному производству и может быть использовано в технике, изобразительном искусстве и архитектуре.
Известен способ художественного литья модели по кусковой форме [1]
Недостатками этого способа являются наличие швов на изделии, низкое качество воспроизведения изобразительной поверхности, невозможность использования способа для изготовления литого каменного с кристаллической структурой изделия.
Наиболее близким к заявляемому является способ получения металлических отливок по выплавляемым моделям, заключающийся в том, что модель отливки и ее литниковую систему изготавливают из легкоплавких материалов (воска, парафина, стеарина и т.д.) путем запрессовки или заливки их в кусковые твердые формы или в гибкие разрезанные пополам и "одетые" в твердые кожухи формы. Затвердевшую модель извлекают из формы, зачищают облой, приваривают литниковую систему и получают технологический модельный блок, на поверхность которого в определенном технологическом режиме изготавливают гипсовую литейную форму (авт.св. N 1261738, кл. В 22 С 1/18, 1985) из смеси, которая содержит, мас.
Полугидрат сульфата
кальция и безводный
сульфат кальция в соот- ношении (5-9):1 16,7-41,7 Кремнезем 66,56-37,375 Янтарная кислота 0,04-0,125 Вода Остальное
Этот способ, как прототип, сложный по технологии, трудно регулируемый по усадке легкоплавких материалов, но приемлем для изготовления только металлических изделий. Получить литое каменное с кристаллической структурой изделие в этих литейных формах невозможно.
Целью изобретения является создание способа получения каменных с кристаллической структурой отливок, упрощение процесса, снижение себестоимости отлитых изделий, расширение технологических возможностей способа, повышение качества изобразительной поверхности и геометрии изделий.
Цель достигается тем, что в предлагаемом способе изготовления каменных с кристаллической структурой художественных отливок модель изготавливают из смеси состава, мас. Двуводный сульфат кальция 40,0-55,56 Крахмал 14,29 22,22 Вода Остальное путем лепки или формовки в кусковых твердых формах или в гибких (в твердом кожухе) формах. У освобожденной из формы модели зачищают швы, устанавливают на горизонтальную плоскость и методом черновой формовки прямо на модель наносят слой состава смеси, мас.
Полуводный сульфат кальция 30,0-40,9 Диоксид кремния 30,0-40,7 Асбест 3,0-10,7 Вода Остальное
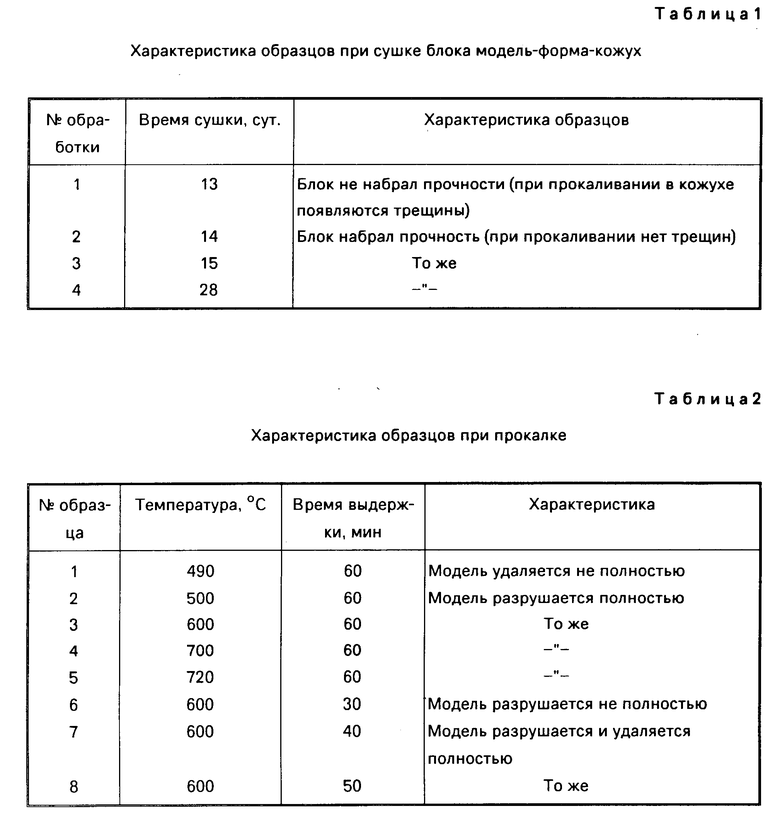
На полученный неразъемный блок модель-форма наносят раствор жаропрочного бетона и сушат на воздухе не менее 14 сут для того, чтобы блок модель-форма-кожух набрал необходимую прочность (табл.1).
Просушенный блок устанавливают в камерную печь и проводят прокалку при 500-700оС в течение не менее 40 мин (табл.2).
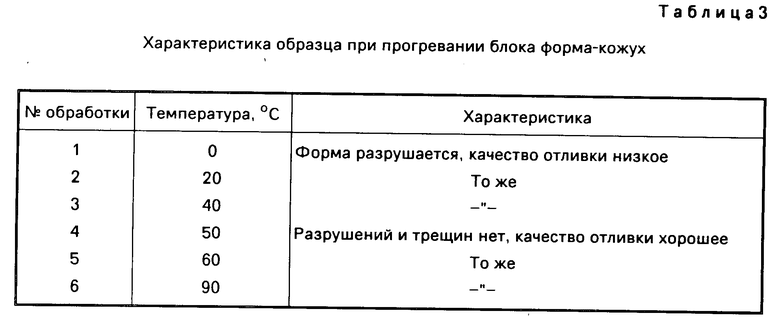
Из прокаленного блока после остывания путем высыпания (или пылесосом) удаляют разрушенный материал модели. Перед заливкой огненно-жидкой массы блок форма-кожух прогревают до температуры не менее 50оС (табл.3).
Предлагаемый способ получения каменных с кристаллической структурой отливок от аналога и прототипа отличается следующим: модель изготавливается из состава гипс-крахмал-вода, количество компонентов берут в пределах, мас. гипс 47,78; крахмал 18,26; вода остальное; на поверхности модели методом черновой формовки изготавливают форму гипс-песок-асбест-вода, количество компонентов берут в пределах, мас. гипс 35,4; песок 35,3; асбест 6,8, вода остальное; на наружной поверхности формы из жаропрочного бетона формуют кожух, изготовление формы и кожуха ведут непосредственно на поверхности модели и форме без разделительного слоя; единый блок-модель-форма-кожух сушат на воздухе не менее 14 сут; единый блок модель-форма-кожух прокаливают при 500-700оС в течение не менее 40 мин; разрушенную прокалкой модель удаляют механическим путем; перед заливкой огненно-жидкого расплава блок форма-кожух прогревают до температуры не менее 50оС; крахмал в составе модельной смеси используют как мелкодисперсную, гигроскопичную, легко сгораемую и мягко разрушающуюся добавку; асбест в составе формовочной смеси используют для создания необходимого и достаточного сопротивления механическому и тепловому удару струи большого сечения огненно-жидкого расплава.
Реализация способа получения каменного с кристаллической структурой изделия позволит многократно сократить изготовление изделия, получать изделия крупные по размеру и сложные по конструкции с точным повтором изобразительных качеств поверхности. Кроме того, использование предлагаемого способа позволит внести в изобразительное искусство, архитектуру и технику новую пластическую возможность камня, соединить общим литейно-пластическим языком камень и металл, расширить палитру творческого мышления скульпторов, архитекторов и конструкторов, а в промышленности позволит, используя шлаки металлургического производства, создать условия для организации безотходного производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2505376C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ В ТОЧНОМ ЛИТЬЕ И СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ | 2008 |
|
RU2385782C1 |
| Способ изготовления литейных форм с использованием жидконаливных самотвердеющих смесей при производстве отливок из жаропрочных сплавов по выплавляемым моделям (варианты) | 2021 |
|
RU2755624C1 |
| СМЕСЬ НАЛИВНАЯ С ПОВЫШЕННОЙ ТЕРМОХИМИЧЕСКОЙ УСТОЙЧИВОСТЬЮ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ФОРМ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2427441C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ И ФОРМ НА ГИПСОВОМ СВЯЗУЮЩЕМ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ЧЕРНЫХ СПЛАВОВ | 2000 |
|
RU2171728C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2007 |
|
RU2327543C1 |
| Обсыпочный материал для изготовления оболочковых форм по выплавляемым моделям | 1982 |
|
SU1068203A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ И СТЕРЖНЕЙ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ДРАГОЦЕННЫХ СПЛАВОВ И СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ | 1998 |
|
RU2129932C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ ВОСКОВЫМ МОДЕЛЯМ | 2020 |
|
RU2736145C1 |
| СМЕСЬ НАЛИВНАЯ САМОТВЕРДЕЮЩАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2252103C1 |
Изобретение относится к литейному производству и может быть использовано в технике, изобразительном искусстве и архитектуре. Предварительно изготавливают модель из состава, мас. гипс 40,0-55,56; крахмал 14,29-22,22; вода остальное. Затем на нее методом черновой формовки наносят композицию состава, мас. полуводный сульфат кальция 30,0-40,9; диоксид кремния 30,0-40,7; асбест 3,0-10,7; вода остальное. На полученную форму наносят слой жаропрочного бетона с образованием на ней кожуха. Затем образовавшийся единый блок (модель форма кожух) сушат на воздухе в течение не менее 14 сут с последующей прокалкой блока в печи при 500-700°С в течение не менее 40 мин, удалением разрушенного материала модели и заливкой расплава в предварительно прогретый до температуры не менее 50°С блок. 3 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ХУДОЖЕСТВЕННЫХ ОТЛИВОК ПО УДАЛЯЕМЫМ МОДЕЛЯМ, включающий получение модели и по ней формы, прокалку и заливку формы металлом, отличающийся тем, что, с целью упрощение процесса, расширения технологических возможностей, повышения качества изобразительной поверхности отливок и снижения их себестоимости, модель получают из состава, мас.
Гипс 40,0-55,56
Крахмал 14,29-22,22
Вода Остальное
и на ее поверхность методом черновой формовки наносят композицию состава, мас.
Полуводный сульфат кальция 30,0-40,9
Диоксид кремния 30,0-40,7
Асбест 3,0-10,7
Вода Остальное
затем на наружной поверхности формы формируют кожух из жаропрочного бетона, выдерживают полученный единый блок на воздухе не менее 14 сут с последующей прокалкой в печи при 500-700oС в течение не менее 40 мин и удаляют из единого блока механическим извлечением разрушенный прокалкой материал модели, а перед заливкой расплавленной массой блок подогревают до не менее 50oС.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Зотов Б.Н | |||
| Художественное литье, М.: Машиностроение, 1982, с.169. | |||
