Изобретение относится к области литейного производства и может быть использовано при изготовлении керамических форм и стержней, преимущественно в производстве отливок художественных и ювелирных изделий из цветных и драгоценных сплавов.
В настоящее время в художественном и ювелирном литье из сплавов цветных и благородных металлов наибольшее распространение получили импортные гипсовые смеси "К-90", "Суперкаст" "Сатинкаст", "Ультравест" /1, 2/. Такие смеси характеризуют технологичность операций формовки, выбивки и очистки отливок. Однако эти смеси дороги, а высокое содержание в них гипса, имеющего склонность к разложению при 650oC и выше, приводит к снижению прочности керамических форм при высоких температурах.
Наиболее близкими по технической сущности являются состав и способ подготовки смеси для изготовления керамических форм, включающие перемешивание гипса, динаса, ортофосфорной кислоты и воды с последующей вибровакуумной обработкой смеси при следующем соотношении ингредиентов, мас.% /3/:
гипс - 10...12;
динас - 60...64;
ортофосфорная кислота - 0,03...1,0;
вода - остальное.
Известное техническое решение обеспечивает стабильность реологических свойств смеси.
Вместе с тем прототип имеет следующие существенные недостатки:
неудовлетворительный уровень прочности и точности керамических форм и стержней, в особенности для изготовления крупногабаритных кабинетных художественных и ювелирных отливок;
расширение гипсово-динасовой смеси в интервале температур 150...300oC, нескомпенсированное усадкой гипса, нарушающее точность получаемых керамических форм и стержней;
пониженный уровень значений текучести смеси после ее вибровакуумной обработки, уменьшающий точность воспроизведения микрорельефа моделей;
повышенная седиментация смеси, вызывающая нетехнологичность операции формовки тонкорельефных отливок;
снижение прочности смеси в горячем состоянии в результате разложения гипса - единственного связующего компонента.
Недостаточный уровень прочностных и реологических свойств смеси и способ ее подготовки, взятые в качестве прототипа, определяют снижение качества и повышенный брак кабинетных художественных и ювелирных отливок по мере увеличения их массы и усложнения конфигурации.
В основу изобретения положена задача создать такие смесь и способ ее подготовки, которые обеспечили бы повышение прочности и точности керамических форм и стержней, в особенности в горячем состоянии, и за счет этого улучшили качество изготовления особо сложных по конфигурации художественных и ювелирных отливок из цветных и драгоценных сплавов.
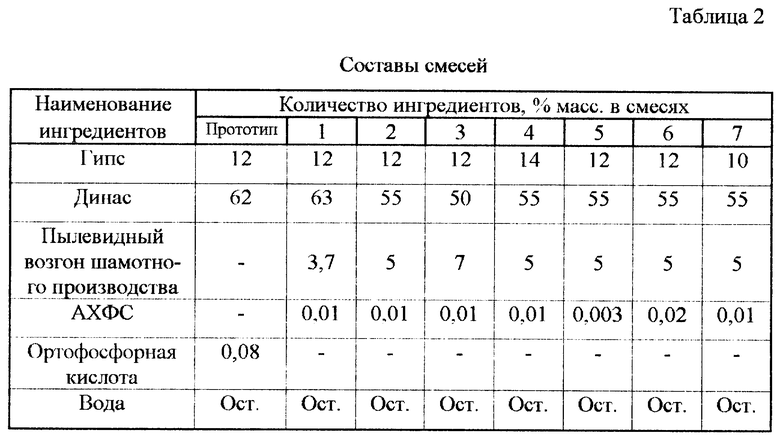
Указанная задача решается таким образом, что смесь для изготовления керамических форм и стержней, используемых преимущественно в производстве отливок художественных и ювелирных изделий из цветных и драгоценных сплавов, включающая гипс, динас и затворитель в виде фосфоросодержащей добавки и воды, согласно изобретению, дополнительно содержит пылевидный возгон шамотного производства, а в качестве фосфоросодержащей добавки затворителя алюмохромфосфатное связующее (АХФС) при следующем соотношении ингредиентов, мас.%:
гипс - 10...14;
динас - 50...63;
пылевидный возгон шамотного производства - 3,7...7,0;
алюмохромфосфатное связующее - 0,003...0,02;
вода - остальное.
Введение в смесь пылевидного возгона шамотного производства за счет дополнительной с гипсом компенсации расширения динаса при нагреве обеспечивает уменьшение коэффициента термического линейного расширения (КТЛР) форм и стержней, повышение их точности и прочности вследствие высоких значений дисперсности и удельной поверхности указанной технологической добавки.
Снижение КТЛР и улучшение за счет этого точности керамических форм и стержней при заливке цветных и драгоценных сплавов во многом определяются муллитизацией пылевидною возгона шамотного производства, протекающей по данным рентгенофазового анализа (ДРОН-4) при температурах прокалки (700... 750oC) под каталитическим действием CaO, образующимся при разложении гипса в процессе нагрева.
Химический состав пылевидного возгона шамотного производства приведен в табл.1.
Пылевидный возгон шамотного производства собирается на электрофильтрах в системе обжиговых печей по изготовлению шамотных изделий, недефицитен, имеется в достаточно большом количестве.
Введение в состав смеси алюмохромфосфатного связующего (АХФС), являющегося высокотемпературным связующим материалов, создает условия для формирования повышенных прочности и точности гипсовых керамических форм и стержней, в особенности при повышенных температурах.
Использование в качестве затворителя водного раствора АХФС, имеющего кислотную среду, обеспечивает требуемую живучесть гипсовой смеси (15...25 мин), позволяющую эффективно проводить ее вибровакуумную обработку для удаления замешанною в ней воздуха и качественного уплотнения в оснастке.
Указанная задача решается также тем, что в способе подготовки смеси для изготовления керамических форм и стержней, используемых преимущественно при производстве отливок художественных и ювелирных изделий из цветных и драгоценных сплавов, включающем перемешивание ингредиентов смеси и ее вибровакуумирование, согласно изобретению перед перемешиванием осуществляют обработку затворителя смеси наносекундными электромагнитными импульсами (НЭМИ). Причем НЭМИ обрабатывают водный раствор АХФС в течение 15...25 мин.
Воздействие НЭМИ разрушает гидратные оболочки коллоидных частиц АХФС и значительно уменьшает вязкость затворителя гипсовой смеси. В результате появляется возможность при заданной текучести гипсовой суспензии увеличить ее наполнение, сократив водомассовое отношение, что обеспечивает повышение прочности и трещиноустойчивости керамических форм и стержней.
Кроме того, за счет "разжижения" гипсовой суспензии под влиянием НЭМИ удается при постоянном водомассовом отношении повысишь текучесть смеси и тем самым улучшить воспроизводимость тонкорельефной поверхности моделей и качество изготовления художественных и ювелирных отливок.
Подготовку смеси для изготовления керамических форм и стержней осуществляют следующим образом. Расчетное количество АХФС (ТУ-6-18-166-78) и воды перемешивают и подвергают обработке НЭМИ в течение 15...25 мин.
Продолжительность воздействия НЭМИ менее 15 мин не приводит к необходимому уровню улучшения технологических свойств смеси, а при превышении 25 мин обработки затворителя дальнейшего заметного повышения физико-механических свойств форм и стержней практически не наблюдается.
Затем готовят сухую смесь из гипса, динаса и пылевидного возгона шамотного производства путем перемешивания указанных ингредиентов.
Перед непосредственным изготовлением форм и стержней в сухую смесь вводят затворитель - подготовленный водный раствор АХФС, обработанный НЭМИ, в количестве 360...400 мл на 1 кг сухих составляющих. Смесь перемешивают и подвергают вибровакуумной обработке в течение 3...4 мин. После чего смесь может быть использована для изготовления форм и стержней.
Содержание в предлагаемой смеси пылевидного возгона шамотного производства меньше 3,7 мас.%, оказывается недостаточным для существенного снижения КТЛР и повышения точности керамических форм и стержней при прокалке. Введение в состав смеси указанной высокодисперсной технологической добавки в количестве более 7 мас.% вызывает необходимость увеличения содержания затворителя для обеспечения требуемой текучести смеси, что отрицательно влияет на трещиноустойчивость керамических форм и стержней.
Количество АХФС в составе смеси - 0.003...0.02 мас.% является оптимальным с позиций получения требуемых прочностных характеристик керамических форм и стержней и обеспечения оптимальной продолжительности отверждения смеси, необходимой для ее заливки с целью повышения качества тонкорельефной поверхности художественных и ювелирных отливок.
В разработанном составе и способе подготовки смеси предпочтительнее использовать высокопрочный гипс марок 250...300 Самарского гипсового комбинатa и динас марки ЭД Первоуральского динасового завода. Кроме того, может быть применен раздробленный и просеянный бой динасового кирпича, являющегося отходом производства при замене футеровки металлургических печей.
Предлагаемые состав и способ подготовки смеси для изготовления керамических форм и стержней иллюстрируются следующими примерами.
Пример 1. Готовят сухую смесь из гипса, динаса и пылевидного возгона шамотного производства. Перед изготовлением форм и стержней в смесь вводят затворитель - предварительно подготовленный водный раствор АХФС в количестве 380 мл на 1 кг сухих составляющих с последующими перемешиванием и вибровакуумной обработкой в течение 3...4 мин.
Применяют вибрацию с амплитудой 0,3...0.55 мм и частотой 50 Гц. Поддерживают разряжение в емкости с гипсовой суспензией с остаточным воздушным давлением 1400 Па /2/.
Параллельно для получения сравнительных данных осуществляют приготовление гипсовой смеси согласно прототипу, соблюдая то же наполнение суспензии и указанные параметры вибровакуумной обработки смеси.
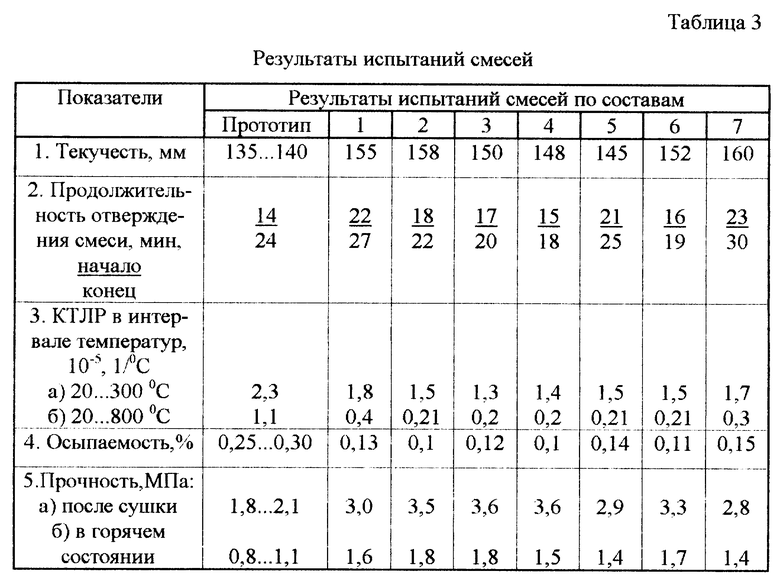
Подготовленные смеси используют для определения реологических свойств, изготовления керамических форм и стержней с фиксацией их физико-механических характеристик.
Показателями для сравнения являются текучесть и продолжительность затвердевания гипсовой суспензии, коэффициенты температурного линейного расширения (КТЛР) в интервале температур 20...300oC, прочность и осыпаемость керамических образцов.
Текучесть оценивали, используя методику Суттарда, по диаметру растечения 250 мл суспензии при поднятии стандартной гильзы (диаметр и высота 50 мм) с гипсовой смесью, с момента затворения которой прошло 8 мин /4/.
Продолжительность отверждения гипсовой суспензии фиксировали с помощью иглы Вика /4/.
КТЛР определяли на дилатометре "PAULIK", используя керамические образцы диаметром 5 мм и высотой 30 мм.
Прочность керамики оценивали, испытывая на изгиб образцы размером (40x20x5)•10-3 м после сушки на воздухе и в горячем состоянии при температуре 700oC.
Осыпаемость определяли на стандартных образцах высотой и диаметром 50 мм по ГОСТ 23409.9-78.
Результаты испытаний смесей приведены в табл. 3.
Пример 2. Аналогично примеру 1 готовят смесь для изготовления керамических форм и стержней из состава 2 (см. табл.2), показавшего оптимальные технологические свойства. Однако используют способ подютовки гипсовой смеси, по которому перед введением затворителя в сухие составляющие его обрабатывают наносекундными элекромагнитными импульсами (НЭМИ).
Для этого в емкость с затворителем - водным раствором АХФС устанавливают излучатель, подключенный к генератору НЭМИ /5/ мощностью 1 МВт в импульсе при частоте повторений 1000 Гц.
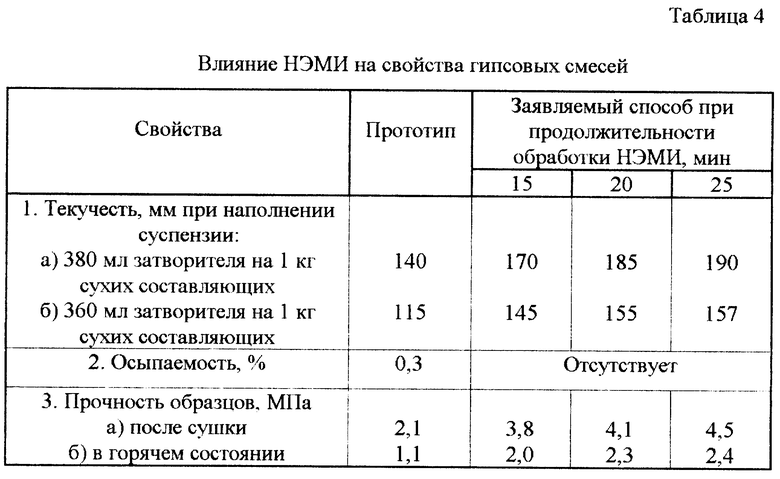
Излучатель выполнен в виде пирамиды размером (10x10x15)•10-2 м из меди. Продолжительность обработки водного раствора АХФС наносекундными электромагнитными импульсами варьируют: 15, 20 и 25 мин. Влияние НЭМИ на свойства гипсовых смесей представлено в табл. 4.
В табл. 4 приведены значения прочности керамических образцов, изготовленных по заявляемому способу при наполнении гипсовой суспензии: 360 мл затворителя на 1 кг сухих составляющих.
Обработка НЭМИ вызывает эффект "разжижающего" действия на затворитель, увеличения его седиментационной устойчивости вследствие разрушения гидратных оболочек коллоидных частиц водного раствора АХФС. В результате удается при сохранении оптимальной текучести гипсовой суспензии (140...160 мм) уменьшить количество затворителя на 1 кг сухих составляющих и за счет этого обеспечить повышение прочности керамических форм и стержней.
Результаты испытаний показывают, что по сравнению с прототипом заявленный состав и способ подготовки смеси позволяют на 40...50% увеличить текучесть суспензии при одинаковом наполнении и сохранении оптимальной продолжительности отверждения, в 6 и более раз уменьшить КТЛР, практически исключить осыпаемость и в 1,5...2,0 раза повысить прочность керамических форм и стержней.
Смесь и способ ее подготовки опробованы в художественном и ювелирном литье по выплавляемым моделям на номенклатуре отливок, отличающихся повышенной массой и сложностью микрорельефа, показав улучшение качества их производства.
Таким образом, заявляемые смесь и способ ее подготовки позволяют получать высокоточные гипсовые литейные формы и стержни с повышенными физико-механическими свойствами. Эффективность достигается за счет специальных технологических добавок - недефицитных отходов производства огнеупоров низкой стоимости (пылевидный возгон шамотного производства) в сочетании с разработанным составом затворителя и его обработкой наносекундными электромагнитными импульсами для обеспечения улучшенных реологических свойств смеси.
Состав и способ подготовки смеси рекомендуются для производства отливок художественных и ювелирных изделий из цветных и драгоценных сплавов. Однако учитывая точность получаемых форм и их повышенные физико-механические свойства, смесь и способ ее подготовки могут быть использованы в зубопротезном деле, в производстве других изделий в точном литье из цветных сплавов.
Список литературы
1. Урвачев В.П., Кочетков В.В., Горина Н.Б. Ювелирное и художественное литье по выплавляемым моделям сплавов меди. - Челябинск: Металлургия. -1991. -168 с.
2. Магницкий О.П., Пирайнен В.Ю. Художественное литье. - СПб.: Политехника. -1996. -213 с.
3. Авторское свидетельство N 904869. 15.02.82 B 22 C 1/16. Смесь для изготовления литейных форм по выплавляемым моделям / Кондаков Е.Н., Смирнов А. А., Старченко И.П. и др. Бюл. N 6, 1982. -С. 59 (прототип). B 21 J 15/38.
4. Гутов Л.А., Бабляк Е.Л., Изойко А.П. Художественное литье из драгоценных металлов. - Л.: Машиностроение, 1988. - 224 с.
5. Патент РФ N 1757088. Формирователь наносекундных импульсов / Белкин B. C. , Шульженко Г.И. Бюл. N 31, 1992. - с. 226. 23.08.92 H 03 K 5/01, Ин-т яд. ф. СО АН СССР.

Изобретение относится к литейному производству и может быть использовано преимущественно в производстве отливок художественных и ювелирных изделий. Смесь содержит, мас. %: гипс 10,0-14,0, динас 50,0-63,0, пылевидный возгон шамотного производства 3,7-7,0, алюмохромфосфатное связующее 0,003-0,02 и остальное -воду. Перед перемешиванием ингредиентов производят обработку водного раствора алюмохромфосфатного связующего наносекундными электромагнитными импульсами. Это снижает вязкость гипсовой смеси. Обеспечивается повышение прочности и точности керамических форм и стержней и тем самым качество отливок. 2 з.п. ф-лы, 4 табл.
Гипс - 10 - 14
Динас - 50 - 63
Пылевидный возгон шамотного производства - 3,7 - 7,0
Алюмохромфосфатное связующее - 0,003 - 0,02
Вода - Остальное
2. Способ приготовления смеси для изготовления керамических форм и стержней при производстве отливок из цветных и драгоценных сплавов, включающий перемешивание ингредиентов смеси и ее вибровакуумирование, отличающийся тем, что смесь имеет следующий состав, мас.%:
Гипс - 10 - 14
Динас - 50 - 63
Пылевидный возгон шамотного производства - 3,7 - 7,0
Алюмохромфосфатное связующее - 0,003 - 0,02
Вода - Остальное
а перед перемешиванием ингредиентов осуществляют обработку водного раствора алюмохромфосфатного связующего наносекундными электромагнитными импульсами.
| Смесь для изготовления литейных форм по выплавляемым моделям | 1980 |
|
SU904869A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1993 |
|
RU2105630C1 |
| Смесь для изготовления литейных форм по выплавляемым моделям | 1975 |
|
SU519272A1 |
| Состав для изготовления литейных форм | 1984 |
|
SU1243882A1 |
| Смесь для изготовления гипсовых литейных форм по выплавляемым моделям | 1985 |
|
SU1242286A1 |
| SU 923710 A, 30.04.82. | |||
