Изобретение относится к измерительной технике и может быть использовано для неразрушающего контроля физико-механических характеристик ферромагнитных материалов и изделий по магнитным параметрам.
Известен способ контроля качества термической обработки ферромагнитных изделий с большим коэффициентом размагничивания N по величине остаточной магнитной индукции Вr [1]
Недостатком способа является низкая достоверность контроля изделий из сталей с содержанием углерода более 0,3% из-за неоднозначности связи между механическими свойствами и магнитным параметром контроля [2]
Для контроля качества термической обработки изделий из стали с содержанием углерода более 0,3% применяют частичное размагничивание постоянным или переменным магнитным полем из состояния остаточного намагничивания изделия [3, 4]
Наиболее близким к изобретению является способ контроля качества ферромагнитных изделий, заключающийся в том, что контролируемое изделие намагничивают до насыщения, включают намагничивающее поле, размагничивают изделие до заданного значения индукции, повторно намагничивают изделие, одновременно измеряют текущие индукции В изделия и напряженности Не внешнего магнитного поля, вычисляют текущую величину вспомогательного параметра А, пропорциональную напряженности Не, и в момент равенства текущих значений индукции В и вспомогательного параметра А определяют величину индукции Вк, по которой судят о качестве изделия [5]
Недостатком известного способа является низкая достоверность контроля и ограниченная номенклатура контролируемых изделий.
Изобретение направлено на повышение достоверности контроля в широком диапазоне типоразмеров контролируемых изделий.
Это достигается тем, что в способе контроля качества ферромагнитных изделий, при котором контролируемое изделие намагничивают до насыщения, включают намагничивающее поле, размагничивают изделие до заданного значения индукции, повторно намагничивают изделие, одновременно измеряют текущие величины индукции В изделия и напряженности Не внешнего магнитного поля, вычисляют текущую величину вспомогательного параметра А по формуле
A= , где μо магнитная постоянная; N коэффициент размагничивания контролируемых изделий; N' коэффициент размагничивания эталонных изделий. Сравнивают текущие значения индукции В и вспомогательного параметра А и в момент равенства сравниваемых величин определяют индукцию Вк, по которой судят о качестве изделия.
, где μо магнитная постоянная; N коэффициент размагничивания контролируемых изделий; N' коэффициент размагничивания эталонных изделий. Сравнивают текущие значения индукции В и вспомогательного параметра А и в момент равенства сравниваемых величин определяют индукцию Вк, по которой судят о качестве изделия.
Повышение достоверности контроля достигается за счет того, что магнитный материал контролируемого изделия независимо от его размеров и формы приводится в процессе перемагничивания в открытой магнитной цепи в такое состояние, которое обеспечивает однозначную зависимость параметра контроля Вк от физико-механических изделий.
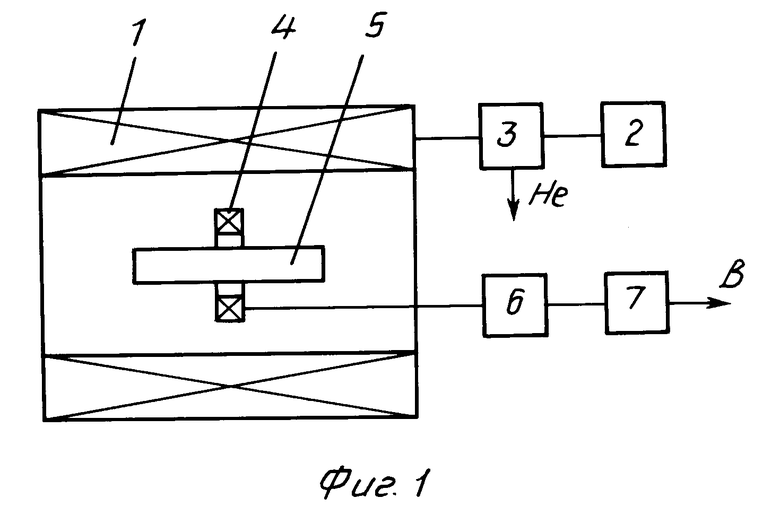
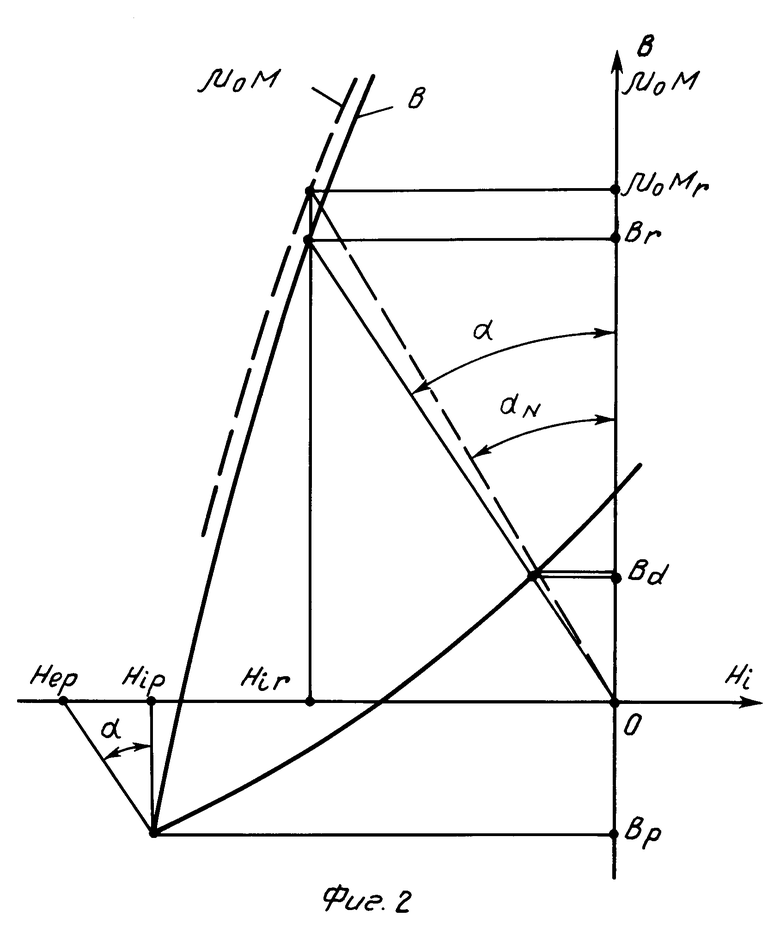
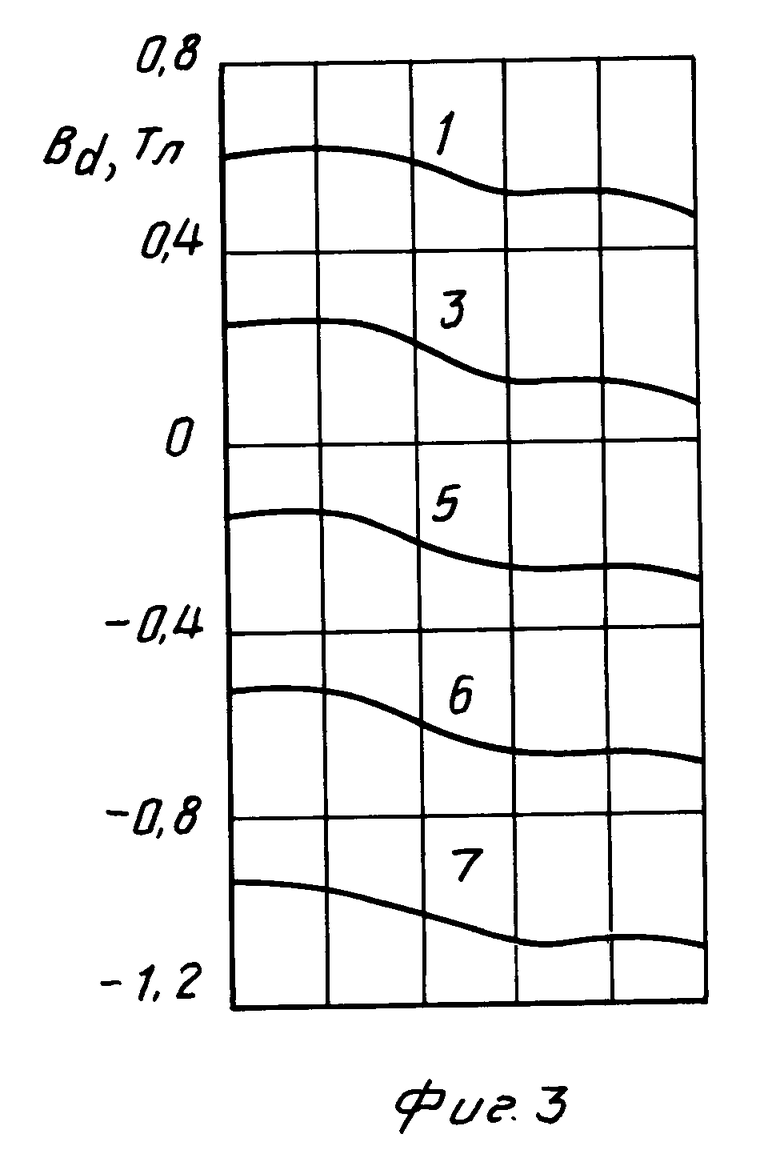
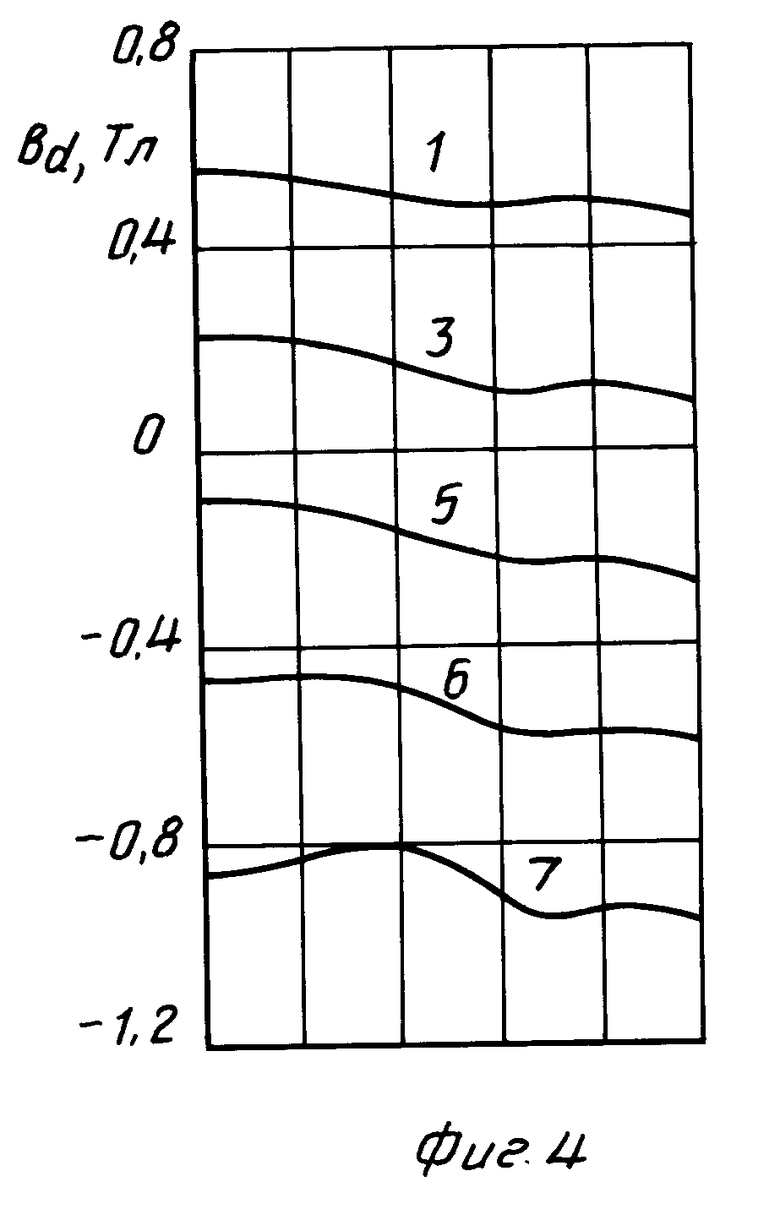
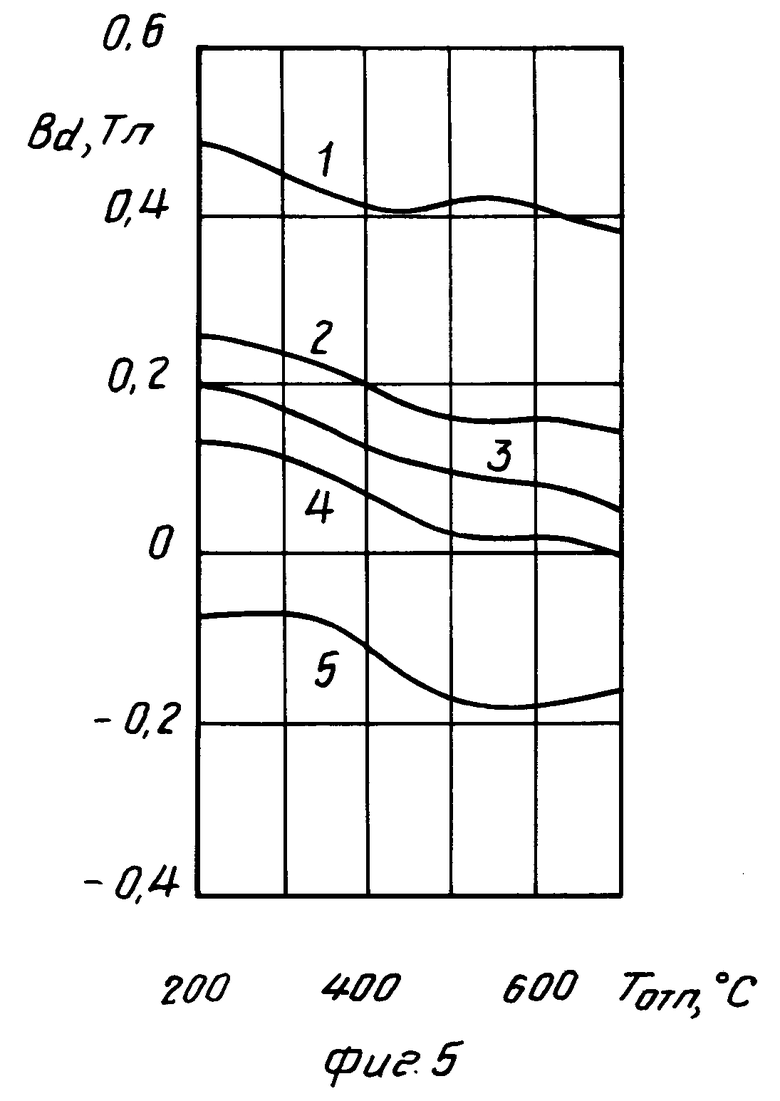
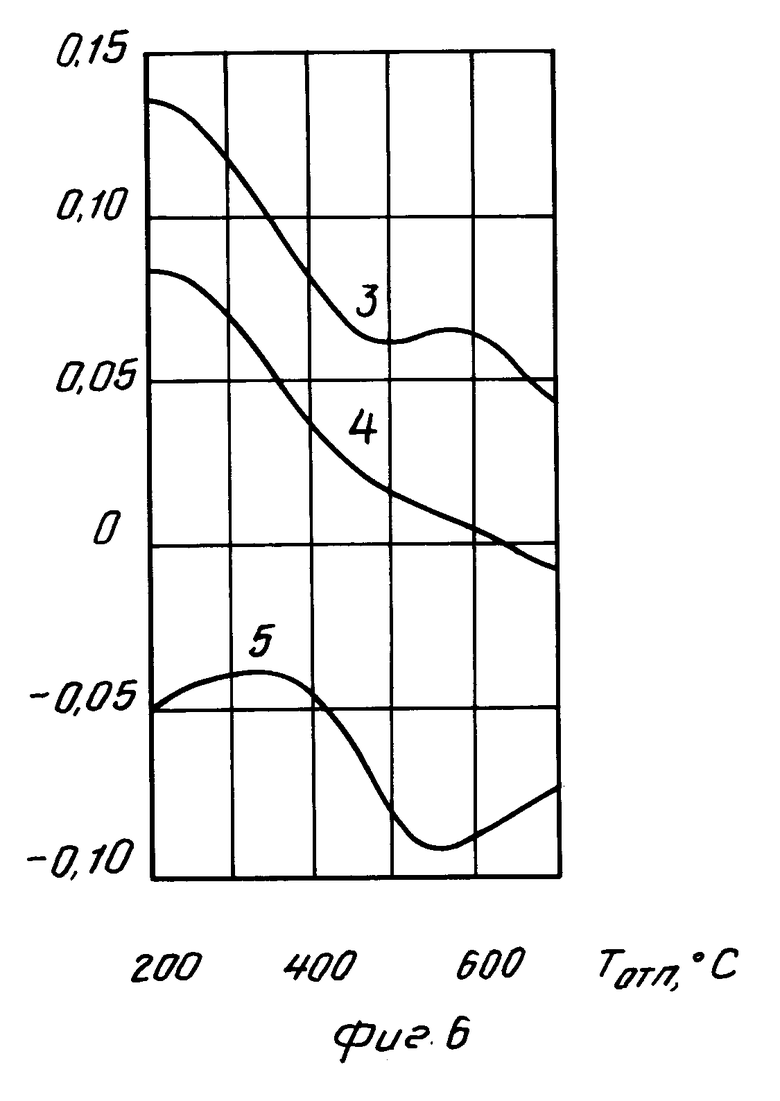
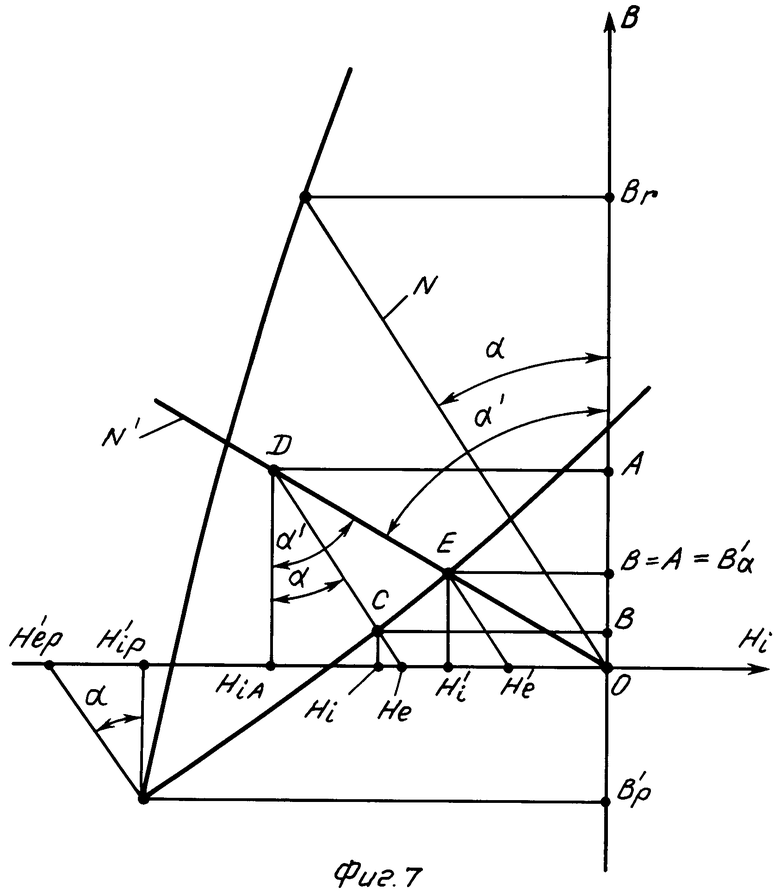
На фиг. 1 показано устройство для реализации способа контроля качества ферромагнитных изделий; на фиг. 2 зависимость индукции В и намагниченности М от "внутреннего поля" Нi ферромагнитного тела с коэффициентом размагничивания N при его перемагничивании; на фиг. 3-6 зависимости остаточной индукции Вd от температуры отпуска Тотп изделий из стали 40Х с различными значениями коэффициента N и индукции Врчастичного размагничивания; на фиг. 7 зависимость В(Нi) ферромагнитного тела в процессе частичного размагничивания и повторного намагничивания.
Устройство для контроля (фиг. 1) содержит соленоид 1, соединенный с регулируемым источником 2 тока через преобразователь 3 "ток-напряженность магнитного поля". Внутри соленоида соосно с ним установлен преобразователь магнитной индукции катушка 4, внутрь которой устанавливается контролируемое изделие 5. Катушка 4 соединена с интегратором 6 и измерителем 7 магнитной индукции В.
В основе предлагаемого способа контроля качества ферромагнитных изделий лежат следующие предпосылки. Магнитное состояние ферромагнитного тела с коэффициентом размагничивания N после его намагничивания до насыщения и выключения намагничивающего поля (режим остаточного намагничения) определяется точкой пересечения прямой, проведенной из начала координат под углом αN, пропорциональным (с учетом масштаба и знаков величин по осям координат) коэффициенту размагничивания N (пунктир на фиг. 2) с кривой μoM(Hi). При этом остаточной намагниченности Мr соответствует индукция Вr и "внутреннее поле" Нir. Поскольку Вr μo(Hir + Mr), а для магнитомягких материалов Мr>> Нirдаже при сравнительно больших значениях N, то Вr ≈μoMr. Учитывая, что при остаточном намагничении Hir Hσr, где Hσr "размагничивающее поле" ("поле магнитных зарядов"), имеем
tgαN= 
 ≈ tgα
≈ tgα  (1) (коэффициент размагничивания считаем положительной величиной, принимающей значения от 0 до 1 в зависимости от соотношения размеров ферромагнитного тела, т. е. 0≅N < 1).
(1) (коэффициент размагничивания считаем положительной величиной, принимающей значения от 0 до 1 в зависимости от соотношения размеров ферромагнитного тела, т. е. 0≅N < 1).
При частичном размагничивании тела внешним полем Не Нер состояние магнетика характеризуется точкой на спинке петли магнитного гистерезиса с координатами Вр, Нiр. После выключения размагничивающего поля (Не 0) состояние магнетика соответствует точке пересечения кривой возврата (повторного намагничивания) и прямой, проведенной из начала координат под углом α к оси В. При этом магнитное состояние тела характеризуется остаточной индукцией Вd, которую используют для определения качества изделий из данного материала, подбирая необходимое значение индукции частичного размагничивания Вр.
Как показывает практика контроля ферромагнитных изделий по величине Вd, однозначная зависимость между параметром контроля и физико-механическими характеристиками материала наблюдается при больших значениях коэффициента размагничивания N изделий, в то время как при малых значениях N и N 0 контроль невозможен из-за неоднозначности указанной зависимости. В качестве примера на фиг. 3-6 приведены зависимости остаточной индукции Вd от температуры Тотп изделий из стали 40Х (закалка от температуры 860оС в масло и отпуск) с различными коэффициентами размагничивания: N 0, образцы в форме тора (фиг. 3); N 0,0009 (фиг. 4); N 0,003 (фиг. 5); N 0,0095 (фиг. 6). Значения Вdполучены после частичного размагничивания изделий до следующих индукций Вр: кривая 1 0,4 Тл; кривая 2-0,1 Тл; кривая 3-0 Тл; кривая 4-(-0,1) Тл; кривая 5-(-0,4) Тл; кривая 6-(-0,8) Тл; 7-(-1,2) Тл. Как видно из графиков, контроль изделий возможен лишь при коэффициентах размагничивания, больших 0,003, в частности при N 0,0095 и Вр -0,1 Тл (фиг. 6, кривая 4).
Обозначим величины N, Вр и Вd для случая однозначной зависимости Вd(Тотп) через N',Bp' и Bd'. Тогда, для того, чтобы проконтролировать изделия из стали 40Х с коэффициентами N < 0,003, необходимо после частичного размагничивания изделия до заданного значения индукции Вр' привести его в состояние, соответствующее значению В Вd'. Это достигается тем, что вводят вспомогательный параметр А, имеющий размерность индукции В и изменяющийся по линейной зависимости в координатах В; Нi, являющейся геометрическим местом точек с ординатами Вd' изделий из того же материала, что и контролируемые, но имеющих коэффициент размагничивания N' (назовем их "эталонными" изделиями).
На фиг. 7 зависимость А(Нi) представляет собой прямую, выходящую из начала координат под углом α' к оси ординат, причем в соответствии с (1)
tgα′≈  . (2)
. (2)
Там же показана прямая, соответствующая контролируемым изделиям с коэффициентом размагничивания N < N', проведенная под углом α. Точка пересечения данной прямой со спинкой петли магнитного гистерезиса контролируемого изделия после его намагничивания до насыщения и выключения намагничивающего поля (Не 0) соответствует остаточной индукции Вr. Частичное размагничивание изделия производится до индукции Вр', которой на фиг. 7 соответствует напряженность Нер' внешнего магнитного поля и "внутреннее поле" Нip'.
При перемагничивании по кривой возврата некоторому текущему значению перенапряженности внешнего поля Не соответствует "внутреннее поле" Нi и индукция В в изделии (точка С на фиг. 7; получается от пересечения прямой, проведенной из точки Не под углом α к оси В, и кривой возврата). Тому же значению Не соответствует величина А и "внутреннее поле" НiA (точка D, полученная от пересечения прямой, проведенной из точки Не до пересечения с прямой, проведенной из начала координат под углом α' к оси В). По мере уменьшения Не (по модулю) рабочая точка, характеризуется состояние магнетика, перемещается вверх от точки С по кривой возврата, а точка, соответствующая параметру А, перемещается вниз от точки D по прямой к началу координат. При некотором внешнем поле (обозначим напряженность этого поля Не', а соответствующее "внутреннее поле" Нi' текущие величины А и В станут равны друг другу (точка Е). Это значение (В А) и принимается за параметр контроля Вк Вd'.
Найдем зависимость параметра А от напряженности внешнего поля при известных коэффициентах размагничивания "эталонных" N' и контролируемых N изделий в процессе повторного намагничивания контролируемого изделия. Из треугольников ODHiA и HeDHiA (фиг. 7) находим
tgα′=  ; (3)
; (3)
tgα  . (4)
. (4)
Далее с учетом (1) и (2) имеем
A  . (5)
. (5)
Таким образом, если в процессе повторного намагничивания контролируемого изделия от индукции Вр' производить измерение текущих величин индукции В и напряженности Не внешнего магнитного поля, вычислять текущую величину вспомогательного параметра А по формуле (5), то в момент равенства текущих значений В и А будет зафиксировано значение параметра контроля Вк Вd'.
Способ контроля заключается в следующем. Контролируемое изделие 5 (фиг. 1) устанавливают внутрь катушки 4 и с помощью источника 2 намагничивают до насыщения в поле соленоида 1. После выключения намагничивающего тока производят частичное размагничивание изделия в соленоиде и измеряют текущее значение индукции В с помощью катушки 4, интегратора 6 и измерителя 7 индукции. Размагничивание изделия ведут до заданного значения В Вр'.
При достижении индукции Вр' изделие повторно намагничивают (перемагничивают по кривой возврата). При этом измеряют текущее значение индукции В, напряженности Не внешнего магнитного поля (с помощью преобразователя 3 "ток-напряженность магнитного поля") и вычисляют текущую величину вспомогательного параметра А по формуле (5). В момент равенства сравниваемых величин фиксируют значение В А Вd' Вк и по нему с использованием градуировочного графика, полученного на "эталонных" изделиях, определяют качество контролируемого изделия.
Например, если в качестве "эталонных" изделий из стали 40Х взять образцы с коэффициентом размагничивания N' 0,0095, а индукцию размагничивания принять Вр'= -0,1 Тл, то градуировочным графиком будет зависимость Вd'(Tотп), изображенная кривой 4 на фиг. 6. При этом изделия из стали 40Х с любым типоразмером и соответствующим коэффициентом размагничивания N могут быть проконтролированы с достаточной достоверностью по приведенному способу с использованием одной и той же градуировочной характеристики Вd'(Тотп). Для этого необходимо все изделия данного типоразмера размагничивать до Вр' -0,1 Тл, а параметр А рассчитывать по формуле, полученной из (5)
A  , где А (в Тл); Не (в А/м).
, где А (в Тл); Не (в А/м).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества ферромагнитных изделий | 1991 |
|
SU1817014A1 |
| Способ контроля качества ферромагнитных изделий | 1989 |
|
SU1744629A1 |
| Способ контроля качества ферромагнитных изделий | 1989 |
|
SU1698730A1 |
| Способ электромагнитного контроля механических свойств движущихся ферромагнитных изделий | 1988 |
|
SU1516941A1 |
| Способ определения глубины упрочненного слоя стальных изделий | 1990 |
|
SU1714485A1 |
| СПОСОБ АКУСТОЭМИССИОННОГО КОНТРОЛЯ ИЗДЕЛИЙ | 1991 |
|
RU2006855C1 |
| Способ контроля качества ферромагнитных изделий | 1984 |
|
SU1193565A1 |
| Способ измерения коэрцитивной силы материала изделий и устройство для его осуществления | 1987 |
|
SU1469434A1 |
| Приставное устройство коэрцитиметра | 1984 |
|
SU1205089A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СИЛЫ | 1992 |
|
RU2051344C1 |
Изобретение относится к неразрушающему контролю качества ферромагнитных изделий и может быть использовано в машиностроительной и металлургической промышленности. Цель расширение номенклатуры контролируемых изделий и повышение достоверности контроля. Для этого изделие намагничивают до насыщения, выключают намагничивающее поле, размагничивают изделие до заданного значения индукции, повторно намагничивают изделие. При этом измеряют текущие величины индукции B изделия и напряженности He внешнего магнитного поля, вычисляют текущую величину вспомогательного параметра A, являющегося функцией напряженности He, а также коэффициента размагничивания контролируемых изделий N и "эталонных" изделий N′. В момент равенства индукции B и параметра A фиксируют значение параметра контроля Bк. 7 ил.
СПОСОБ КОНТРОЛЯ КАЧЕСТВА ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ, заключающийся в том, что изделия намагничивают до насыщения, выключают намагничивающее поле, размагничивают изделие до заданного значения индукции, повторно намагничивают изделие, одновременно измеряют текущие величины индукции B изделия и напряженности He внешнего магнитного поля, вычисляют текущую величину вспомогательного параметра A и в момент равенства текущих значений индукции B и вспомогательного параметра A определяют величину индукции Bk, по которой судят о качестве изделия, отличающийся тем, что текущую величину вспомогательного параметра определяют по формуле
где μo магнитная постоянная;
N коэффициент размагничивания контролируемых изделий;
N′ коэффициент размагничивания эталонных изделий.
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ контроля качества ферромагнитных изделий | 1989 |
|
SU1698730A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
