:о
DO СЛ1 9
:д
1
Изобретение относится к неразрушающему контролю качества ферромагнитных изделий по магнитным параметрам и может быть использовано для определения, механических свойств этих изделий.
Цель изобретения - увеличение достоверности контроля.
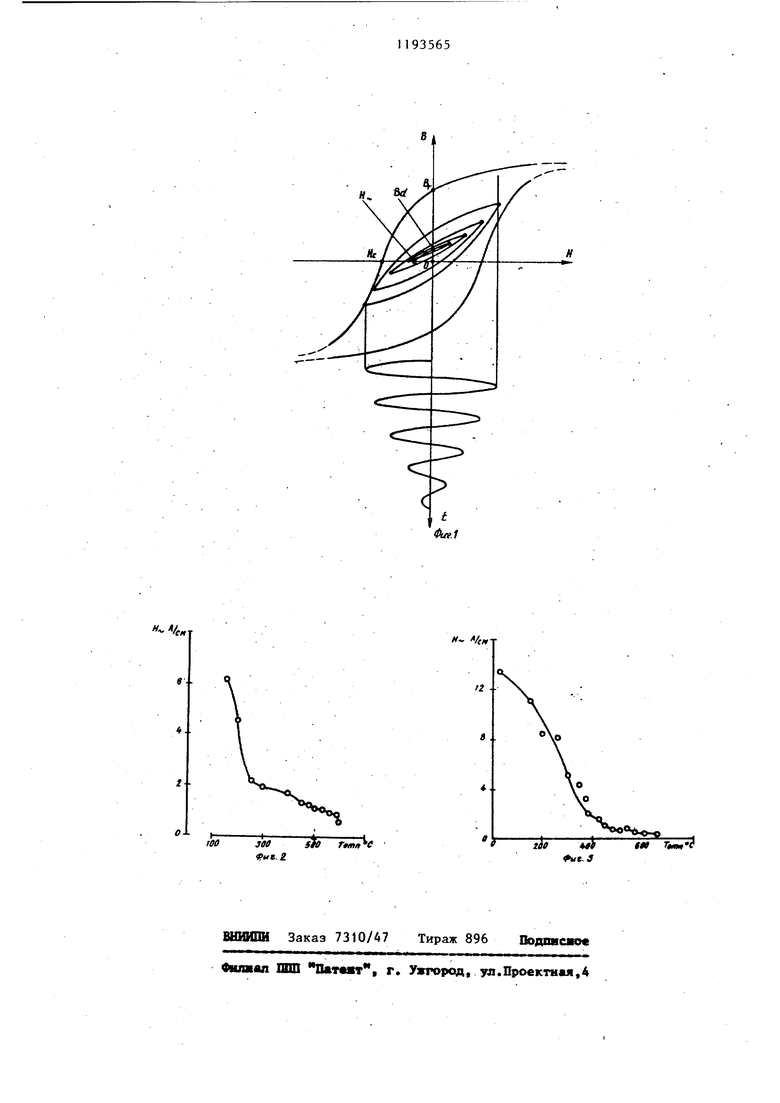
На фиг. 1 представлены кривые перемагничивания изделия при воздействии на него переменного магнитного поля; на фиг. 2 и 3 - кривые зависимости коэрцитивной силы и напряженности поля в изделии при индукции, равнрй нулю, от контролируемого параметра (температуры отпуска).
На фиг. 1 показана часть предельной петли гистерезиса материала изделия, а также кривые перемагничивания материала в виде зависимости магнитной индукции В от напряженности поля Н в изделии. Здесь же показан характер изменения Н во времени при воздействии на изделие переменного магнитного поля.
Характерными точками зависимости являются: остаточная индукция В, коэрцитивная сила Нр, остаточная индукция Bj в изделии после воздейст- . ВИЯ на него переменного магнитного поля и напряженность поля в изделии при индукции, равной нулю Н.
Способ осуществляется следующим образом.
Контролируемое изделие намагничивают до технического насыщения и уменьшают намагничивающее поле до нуля. В этом состоянии изделие характеризуется остаточной индукцией В),. Далее воздействуют на изделие переменным магнитным полем, амплитуда напряженности которого в изделии превьш1ает коэрцитивную силу материала, плавно уменьшают переменное
93565 . J
магнитное поле до нуля. После этого воздействия изделие оказывается частично размагниченным и характеризуется остаточной индукцией Bj. Затем 5 на изделие воздействуют плавно увеличивающимся магнитным полем обратного, по отношению к намагничивающему, направления(размагничивающим полем) и измеряют напряженность поля 10 в изделии при индукции, равной нулю (Н). По величине измеряемой напряженности Нд. поля определяют качество изделия, например, механические свойства (твердость, предел прочности, относительное удлинение и т.п.). На фиг. 2 и 3 показаны зависимости измеряемого параметра Н от температуры отпуска образцов из двух марок сталей: 34ХНЗМ (фиг. 2) и 20 60С2А (фиг. 3). Температура отпуска при постоянном режиме закалки (в данном случае закалка производилась с температурой в масло для всех образцов) однозначно определяет механические свойства изделий, поэтому может служить параметром дЛя оценки этих свойств. Образцы в форме прямоугольного параллелепипеда с размерами 10x10x65 мм перемагничиваются 30 в открытой магнитной цепи (в соленоиде) . Намагничивание производится в магнитном поле около 700 А/см-. Переменное магнитное поле создается в том же соленоиде пропусканием по нему переменного тока частотой 50 Гц, причем амплитуда магнитного поля составляет 61,5 А/см при контроле всех образцов, напряженность поля в .изделии нри индукции, равной нулю (Н), измеряется по величине тока в соленоиде и его магнитной постоянной. Из фиг. 2 и 3 видно, что параметр Нл, однозначно связан с температурой отпуска Tjjjfj во всем дна-tf пазоне температур.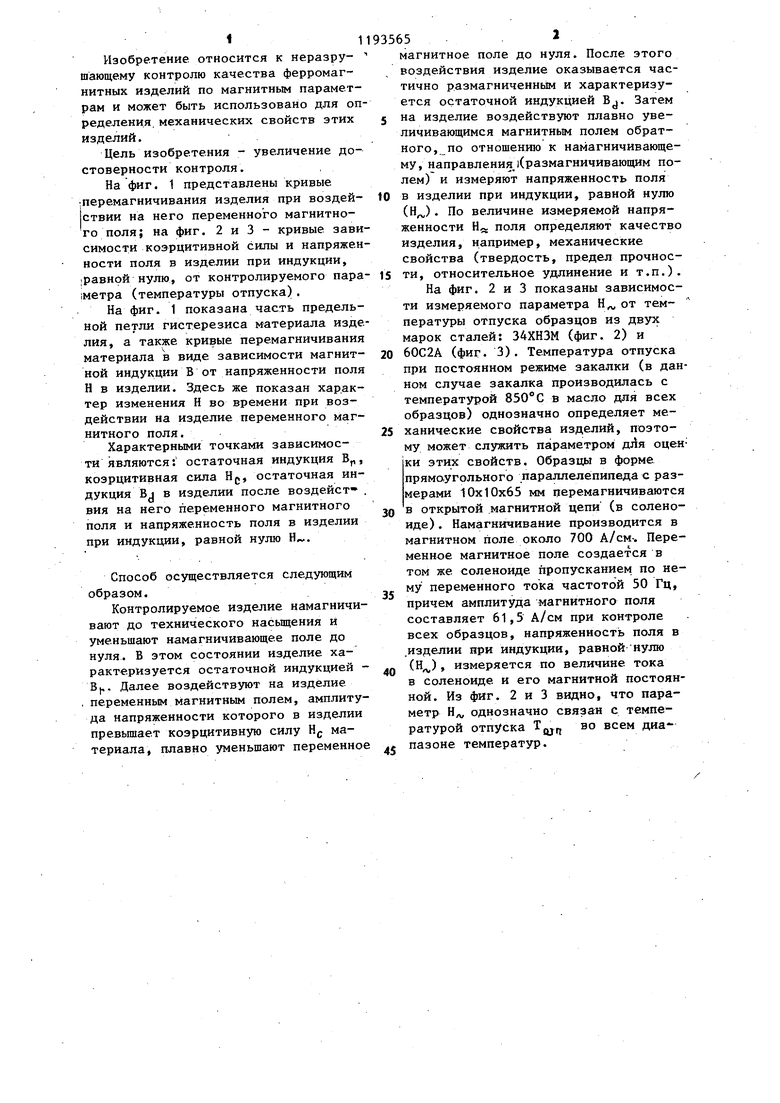
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ неразрушающего контроля механических свойств ферромагнитных изделий | 1989 |
|
SU1719975A1 |
| Способ неразрушающего контроля механических свойств изделий из ферромагнитных материалов | 1983 |
|
SU1128157A1 |
| Способ контроля качества термообработки ферромагнитных изделий | 1987 |
|
SU1430863A1 |
| СПОСОБ ИМПУЛЬСНОГО МАГНИТНОГО КОНТРОЛЯ ТЕМПЕРАТУРЫ ОТПУСКА ИЗДЕЛИЙ ИЗ СРЕДНЕУГЛЕРОДИСТЫХ СТАЛЕЙ | 2008 |
|
RU2376592C1 |
| Способ контроля качества ферромагнитных изделий | 1991 |
|
SU1817014A1 |
| Способ электромагнитного контроля механических свойств движущихся ферромагнитных изделий | 1988 |
|
SU1516941A1 |
| Способ контроля качества ферромагнитных изделий | 1989 |
|
SU1698730A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2051381C1 |
| Способ определения глубины упрочненного слоя стальных изделий | 1990 |
|
SU1714485A1 |
| Способ неразрушающего контроля физико-механических свойств изделий | 1985 |
|
SU1357823A1 |
СПОСОБ КОНТРОЛЯ КАЧЕСТВА ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ по магнитным параметрам, заключающийся в том, что изделие намагничивают до насыщения. уменьшают намагничивающее поле до нуля и воздействуют на изделие плавно увеличивающимся магнитным полем обратного по отношению к намагничивающему направления, отличающийся тем, что, с целью увеличения достоверности контроля, после уменьшения намагничивающего поля до нуля на изделие воздействуют переменным магнитным полем, амплитуда напряженности которого в изделии превышает коэрцитивную силу, плавно уменьшают переменное магнитное поле до нуля, а после воздействия магнитного поля, обратного по направлению i к намагничивающему, измеряют напряженность поля в изделии при индукции, (Л равной нулю, и по величине измеренной напряженности определяют качество изделия.
ен
ч- fcM
«1
.
lW зав 5
#«в. t
24
й
Л/е.
| Янус Р.И | |||
| Магнитная дефектоскопия, М.-Л.: ОГИЗ, 1946, с | |||
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
| Неразрушающие методы контроля качества материалов и готовых изделий | |||
| Ст | |||
| Михеева М.Н | |||
| Вестник АН СССР, 1974, № 1, с | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
