Изобретение относится к измерительной технике и может быть использовано для н рлзрушающего контроля физико-механических характеристик ферромагнитных материалов и изделий по магнитным параметрам.
Известен способ контроля качества термической обработки ферромагнитных изде- лий с помощью приставных электромагнитов по величине остаточной индукции Bd, получаемой после частичного
размагничивания изделия из намагниченного состояния.
Наиболее Чшзким по технической сущности к изобретению является способ контроля ферромагнитных изделий, заключающийся в том, что контролируемое изделие намагничивают до насыщения с помощью приставного П-образного электромагнита, выключают намагничивающее поле, размагничивают изделие до значения индукции в сердечнике электромагнита, соответствующего заданному из диапазона
ю ю
годности значению контролируемого параметра, выключают размагничивающее поле и измеряют остаточную индукцию в сердечнике электромагнита, по которой определяют качество изделия.
Недостатком известных способов является низкая достоверность контроля, обусловленная влиянием непостоянства зазора электромагнит-изделие на величину остаточной намагниченности изделий, соответствующих границам диапазона годности,
Цель изобретения - повышение достоверности контроля качества ферромагнитных изделий.
Это достигается тем, что в способе контроля качества ферромагнитных изделий, при котором контролируемое изделие намагничивают до насыщения с помощью П- образного электромагнита, выключают намагничивающее полз, размагничивают изделие до значения индукции в сердечнике электромагнита, соответствующего заданному из диапазона годности значению контролируемого параметра, выключают размагничивающее поле и измеряют остаточную индукцию в сердечнике электромагнита, по которой определяют качество термообработки, согласно предложению размагничивание производят до значения индукции Bpi в сердечнике электромаг нита, соответствующего первой границе диапазона годности, и запоминают значение остаточной индукции Bdi после выключения размагничивающего поля, затем производят повторное размагничивание изделия до значения индукции ВР2, соответствующего второй границе диапазона годности, выключают размагничивающее поле, измеряют остаточную индукцию Bd2 в сердечнике электромагнита и по измеренным значениям индукций Bdi и Bd2 судят о ка- честве изделия из выражений Bdi и Bd2 . где и - значения остаточной магнитной индукции, соответствующие нижней и верхней границам диапазона годности.
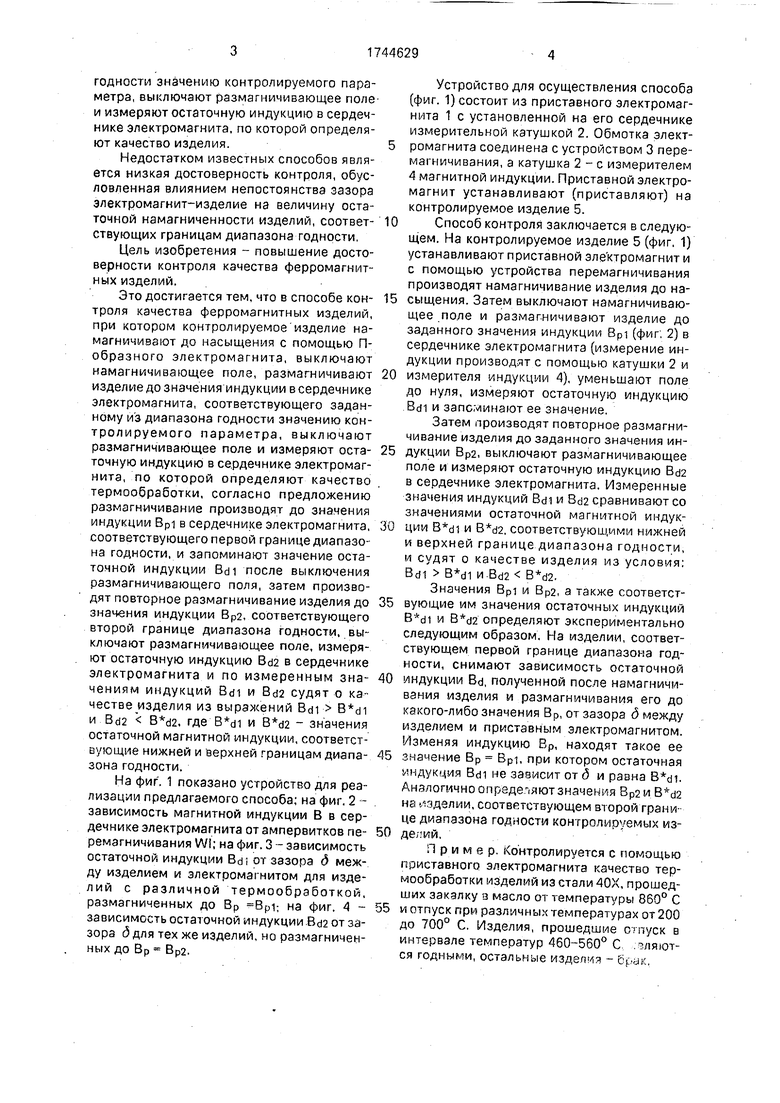
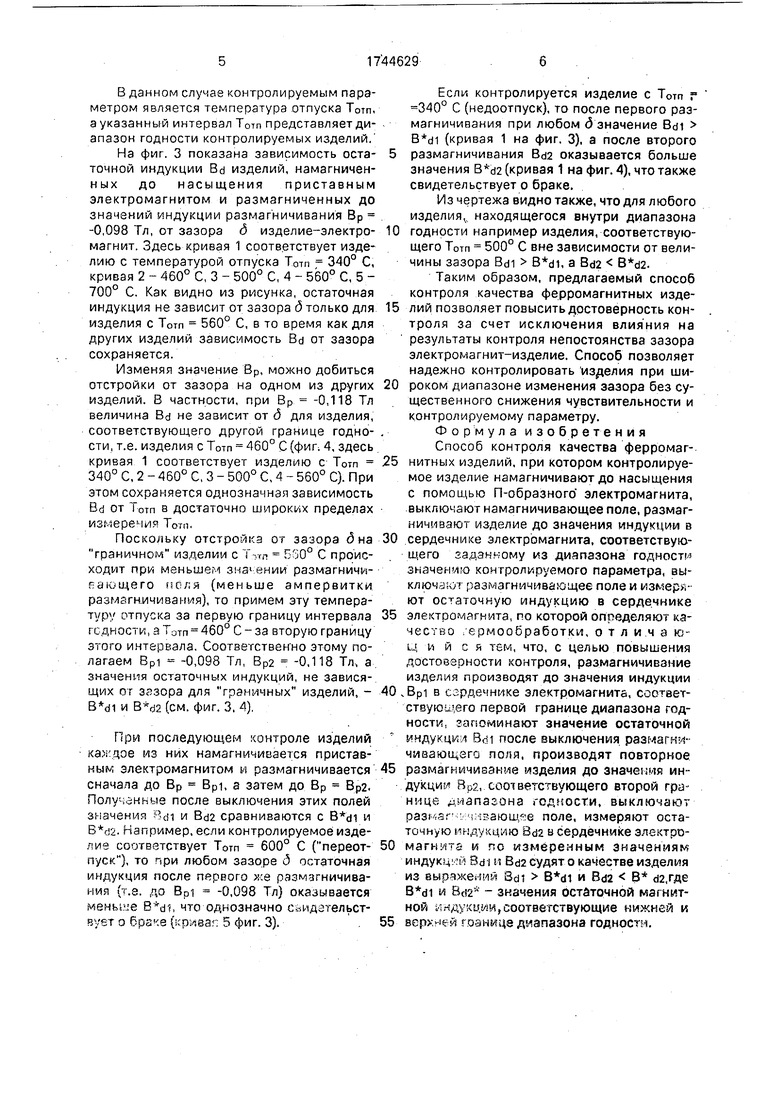
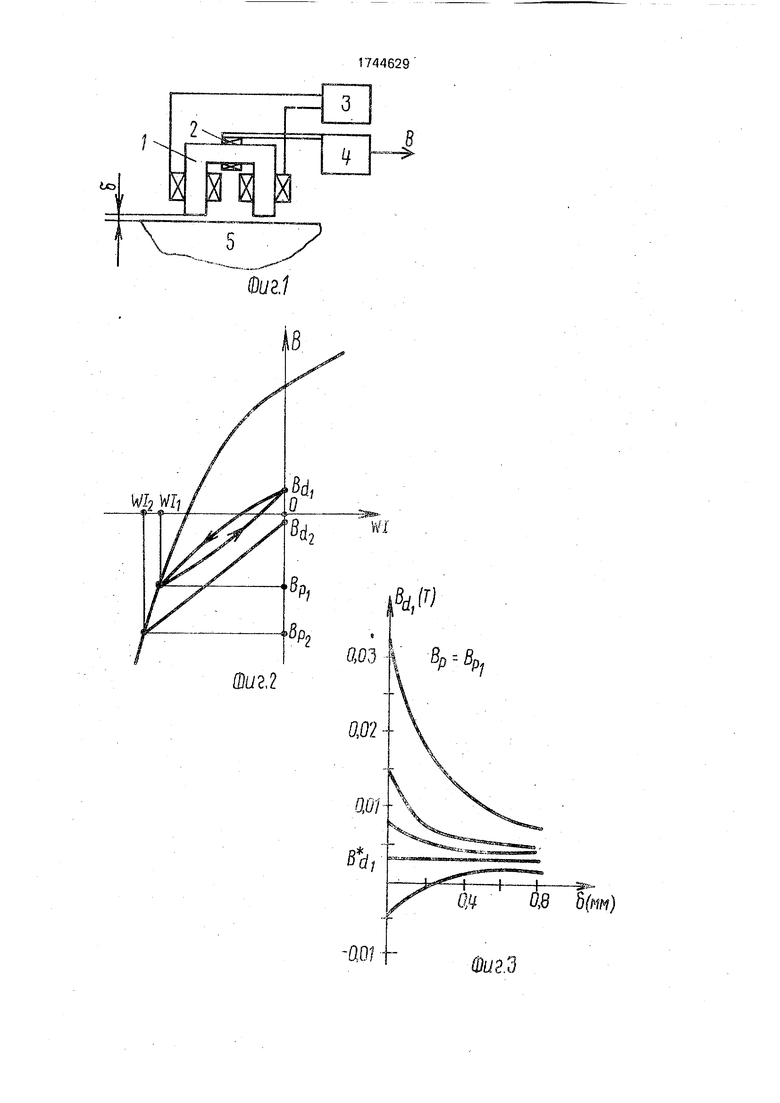
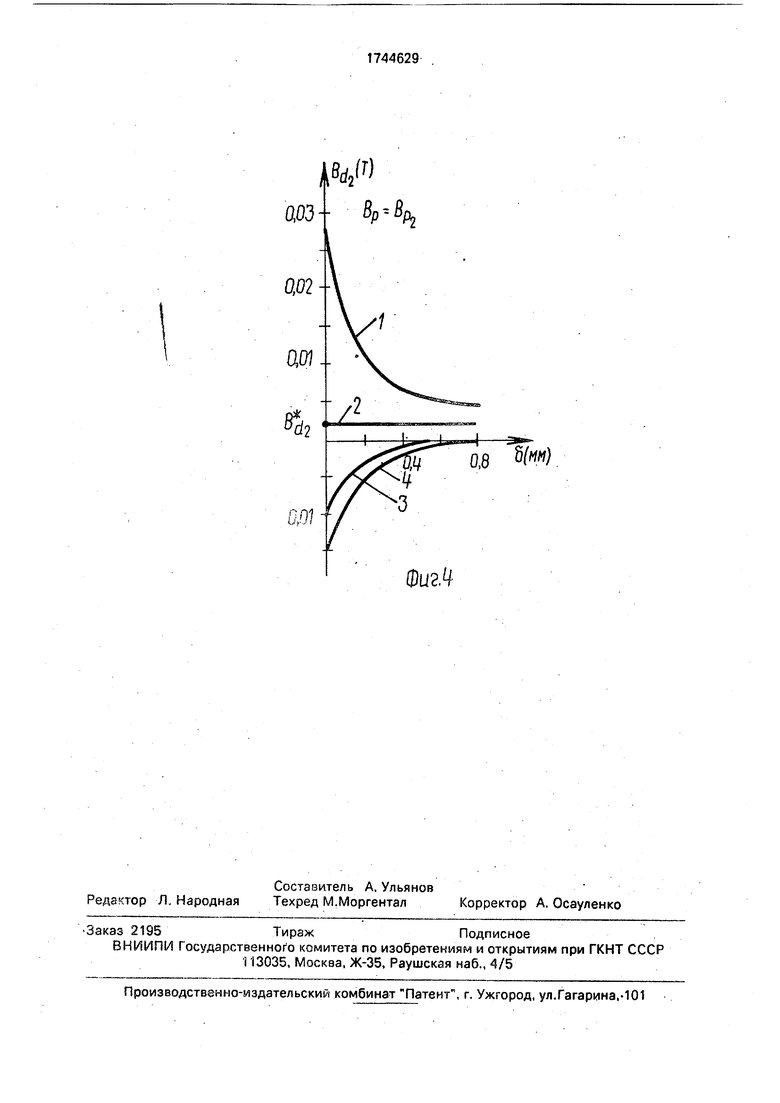
На фиг. 1 показано устройство для реализации предлагаемого способа; на фиг. 2 - зависимость магнитной индукции В в сердечнике электромагнита от ампервитхов пе- ремагничивания WI; на фиг. 3 - зависимость остаточной индукции Bdi от зазора д между изделием и электромагнитом для изделий с различной термообработкой, размагниченных до Вр Bpi; на фиг. 4 - зависимость остаточной индукции Bd2 от 3d- зора д для тех же изделий, но размагниченных до Вр - Вр2.
Устройство для осуществления способа (фиг. 1) состоит из приставного электромагнита 1 с установленной на его сердечнике измерительной катушкой 2. Обмотка электромагнита соединена с устройством 3 пере- магничивания, а катушка 2-е измерителем 4 магнитной индукции. Приставной электромагнит устанавливают (приставляют) на контролируемое изделие 5.
Способ контроля заключается в следующем. На контролируемое изделие 5 (фиг, 1) устанавливают приставной зле ктромагнит и с помощью устройства перемагничивания производят намагничивание изделия до насыщения. Затем выключают намагничивающее поле и размагничивают изделие до заданного значения индукции ВР1 (фиг. 2) в сердечнике электромагнита (измерение индукции производят с помощью катушки 2 и
измерителя индукции 4), уменьшают поле до нуля, измеряют остаточную индукцию Bdi и запоминают ее значение.
Затем производят повторное размагничивание изделия до заданного значения индукции ВР2, выключают размагничивающее поле и измеряют остаточную индукцию Bd2 в сердечнике электромагнита. Измеренные значения индукций Bdi и Bd2 сравнивают со значениями остаточной магнитной индукции и , соответствующими нижней и верхней границе диапазона годности, и судят о качестве изделия из условия:
ВсИ И Bd2 .
Значения Bpi и ВР2, а также соответствующие им значения остаточных индукций и определяют экспериментально следующим образом. На изделии, соответствующем первой границе диапазона годности, снимают зависимость остаточной
индукции Bd, полученной после намагничивания изделия и размагничивания его до какого-либо значения Вр, от зазора д между изделием и приставным электромагнитом. Изменяя индукцию Вр, находят такое ее
значение Вр ВР1, при котором остаточная индукция Bdi не зависит от д и равна . Аналогично определяют значения ВР2И на -/эделии, соответствующем второй грани це диапазона годности контролируемых изде ий,
Пример. Контролируется с помощью приставного электромагнита качество термообработки изделий из стали 40Х, прошедших закалку з масло от температуры 860° С
и отпуск при различных температурах от 200 до 700° С. Изделия, прошедшие в интервале температур 460-560° С - ляют- ся годными, остальные издепчя - ,
В данном случае контролируемым параметром является температура отпуска Т0тп, а указанный интервал Тотп представляет диапазон годности контролируемых изделий.
На фиг. 3 показана зависимость остаточной индукции Bd изделий, намагниченных до насыщения приставным электромагнитом и размагниченных до значений индукции размагничивания Вр -0,098 Тл, от зазора 6 изделие-электромагнит. Здесь кривая 1 соответствует изделию с температурой отпуска Т0тп 340° С, кривая 2 - 460° С, 3 - 500° С, 4 - 560° С, 5 - 700° С. Как видно из рисунка, остаточная индукция не зависит от зазора д только для изделия с Тотп 560° С, в то время как для других изделий зависимость Bd от зазора сохраняется.
Изменяя значение Вр, можно добиться отстройки от зазора на одном из других изделий. В частности, при Вр -0,118 Тл величина Bd не зависит от д для изделия, соответствующего другой границе годности, т.е. изделия с Т0тп 460° С (фиг. 4, здесь кривая 1 соответствует изделию с Т0тп 340° С, 2 - 460° С, 3 - 500° С, 4 - 560° С). При этом сохраняется однозначная зависимость Bd от Тотп в достаточно широких пределах измерения Тотп.
Поскольку отстройка от зазора д на граничном изделии с Т m - Ј Ю° С происходит при меньшем зна1 ении размагничи- гаыцего пс/;я (меньше ампервитки размагничивания), то примем эту температуру отпуска за первую границу интервала гсдности, а ТоТп 460° С - за вторую границу этого интервала. Соответственно этому полагаем ВР1 -0,098 Тл, ВР2 -0,118 Тл, а значения остаточных индукций, не зависящих or зззора для граничных изделий, И (СМ. фИГ. 3, 4).
При последующем контроле изделий Kavqoe из них намагничивается приставным электромагнитом и размагничивается сначала до Вр ВР1, а затем до Вр ВР2. Полученные после выключения этих полей значения и Bd2 сравниваются с и . Например, если контролируемое изделие соответствует Тотп 600° С (переотпуск }, то при любом зазоре д остаточная индукция после первого же размагничивания (т.е. до ВР1 -0,098 Тл} оказывается мены-je , что однозначно свидетельствует о Офлва - 5 фиг. 3).
Если контролируется изделие с Т0тп г 340° С (недоотпуск), то после первого размагничивания при любом д значение Bdi (кривая 1 на фиг. 3), а после второго
размагничивания Bd2 оказывается больше значения (кривая 1 на фиг. 4), что также свидетельствует о браке.
Из чертежа видно также, что для любого изделия находящегося внутри диапазона
годности например изделия, соответствующего Тотп 500° С вне зависимости от величины зазора Bdi , a B«j2 .
Таким образом, предлагаемый способ контроля качества ферромагнитных изделий позволяет повысить достоверность контроля за счет исключения влияния на результаты контроля непостоянства зазора электромагнит-изделие. Способ позволяет надежно контролировать изделия при широком диапазоне изменения зазора без существенного снижения чувствительности и контролируемому параметру.
Ф о р м у л а и з о б р е т е н и я Способ контроля качества ферромагнитных изделий, при котором контролируемое изделие намагничивают до насыщения с помощью П-образного электромагнита, выключают намагничивающее поле, размагничивают изделие до значения индукции в
сердечнике электромагнита, соответствующего заданному из диапазона годности значению контролируемого параметра, выключал размагничивающее поле и измеряют остаточную индукцию в сердечнике
электромагнита, го которой оппеделяют качество ермообработки, отличаю- ц и и с я тем, что, с целью повышения достоверности контроля, размагничивание изделия производят до значения индукции
,ВР1 в сердечнике электромагнита, соответствующего первой границе диапазона годности, запоминают значение остаточной индукцк 1 Вm после выключения размагничивающего поля, производят повторное
размагничивание изделия до значения индукции ВР2, соответствующего второй границе диапазона годности, выключают разк,аг поле, измеряют остаточную индукцию 8d2 в сердечнике электромагнита и по измеренным значениям индукц1 и Bd и Bd2 судят о качестве изделия из еырчже.-шй Bdi и Bd2 В d2,rfle и Bd2w значения остаточной магнитной /гнущим,соответствующие нижней к
верхней гоанице диапазона годности.
со
CM
0,8 W
ШигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества ферромагнитных изделий | 1991 |
|
SU1817014A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2051381C1 |
| Способ определения глубины упрочненного слоя стальных изделий | 1990 |
|
SU1714485A1 |
| ПРИСТАВНОЙ ЭЛЕКТРОМАГНИТ К КОЭРЦИТИМЕТРУ | 2013 |
|
RU2535632C1 |
| Приставной ферромагнитный коэрцити-METP | 1979 |
|
SU834635A2 |
| ПРИСТАВНОЙ ФЕРРОМАГНИТНЫЙ КОЭРЦИТИМЕТР | 2002 |
|
RU2238572C2 |
| Способ неразрушающего контроля механических свойств ферромагнитных изделий | 1989 |
|
SU1719975A1 |
| Приставной ферромагнитный коэрцитиметр | 1977 |
|
SU744395A1 |
| СПОСОБ ЛОКАЛЬНОГО ИЗМЕРЕНИЯ КОЭРЦИТИВНОЙ СИЛЫ ФЕРРОМАГНИТНЫХ ОБЪЕКТОВ | 2011 |
|
RU2483301C1 |
| ПРИСТАВНОЕ УСТРОЙСТВО КОЭРЦИТИМЕТРА | 1991 |
|
RU2035745C1 |
Изобре1ение относится к неразрушающему контролю ферромагнитных материалов и изделий по магнитным параметрам. Целью изобретения является повышение достоверности контроля. Способ заключается в том, что контролируемое изделие намагничивают до насыщения с помощью П-образного электромагнита, выключают намагничивающее поле, размагничивают изделие до значения индукции Bpi в сердечнике электромагнита, соответствующего первой границе диапазона годности, и запоминают значение остаточной индукцси Bdi после выключения размагничивающего поля. Затем производят повторное размагничивание изделия до значения индукции ВР2, соответствующего второй границе диапазона годности, выключают размагничивающее поле, измеряют остаточную индукцию Ба2 & сердечнике электромагнита и по измеренным значениям индукций Bdi и Bd2 судят о качестве изделия из условия Bdi и Bd2 , где и - значения остаточной магнитной индукции, соответствующие нижне- и верхней границе диапазона годности, 4 п. ft.
| Горкунов Э.С., Антонов А.В,, Чулкова А.А. | |||
| Кузьминых В.П | |||
| Контроль качества отпущенных изделий из среднеуглеродистых сталей с использованием приставных электромагнитов.-Дефектоскопия, 1987, №2, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Михеев М,НМ Горкунов Э.С | |||
| Использование приставных электромагнитов для измерения необратимых магнитных характеристик изделий при локальном контроле качества термической обработки - Дефектоскопия, 1981, №3, с | |||
| Прибор, автоматически записывающий пройденный путь | 1920 |
|
SU110A1 |
