Изобретение относится к области электрооборудования сварочных агрегатов и может быть использовано в конструкциях полуавтоматических сварочных агрегатов, используемых для контактной сварки деталей, преимущественно из низкоуглеродистой стали.
Известные электрические схемы (см. например, техническое описание к сварочным агрегатам МТ-1610 и М-2510, стр. 10-11), содержит, как, правило, такие узлы как автоматический выключатель, переключатель ступеней, сварочный трансформатор, регулятор времени, контактор ингнитронный, контактор пневматического клапана, предохранитель и педаль включения, причем автоматический выключатель посредством переключателя ступеней соединен со сварочным трансформатором, а посредством регулятора времени с контакторами и педалью включения. Предохранитель подключен к автоматическому выключателю.
Недостатками известной схемы следует признать низкую надежность, низкую точность установки времени технологического цикла сварки, низкие надежность и электробезопасность сварки, связанные с необходимостью подвода охлаждающей воды для игнитронов, наличие ртутного катода в игнитронах, а также наличием системы реле в регуляторе времени и контакторах.
Технической задачей, на решение которой направлено настоящее изобретение, является разработка усовершенствованной электрической схемы полуавтоматического сварочного агрегата.
Техническим эффектом от внедрения настоящего изобретения является разработка высоконадежной и безопасной схемы, позволяющей с высокой точностью усовершенствовать интервалы времени технологического цикла.
Вышеуказанный технический эффект достигается тем, что вместо игнитронного контактора использован контактор на не менее двух встречно параллельно включенных тиристоров, контактор пневмоклапана также выполнен на тиристорах, регулятор времени выполнен на базе логических микросхем и усилителя.
Преимущественно контактор выполнен на базе двух встречно параллельно включенных тиристоров, регулятор времени на базе семи логических микросхем, подключенных к транзисторному усилителю, контактор пневмоклапана на базе маломощного тиристора.
Заявитель отмечает, что хотя использование вышеуказанных вариантов на сегодняшний день действительно является предпочтительным, однако существует много вариантов другого исполнения указанных узлов. Преимущественно на выходе каждой микросхемы, тиристора и транзистора подключен контролирующий вывод, который может быть присоединен к отдельному выходу, в частности светодиоду или к колодке разъема.
Заявитель отмечает, что вышеуказанный технический эффект достигается только при использовании всей совокупности существенных признаков, введенных заявителем в независимый пункт формулы изобретения. Признаки, введенные заявителем в зависимые пункты формулы изобретения, развивают и уточняют признаки в независимом пункте формулы изобретения.
Изобретение отличается от ближайшего аналога тем, что:
а/ контактор выполнен на базе не менее двух встречно параллельно включенных тиристоров;
б/ контактор пневмоклапана выполнен на базе тиристора;
в/ регулятор времени выполнен на базе сборки логических микросхем усилителя.
Изобретение иллюстрировано графическим материалом, где на фиг. 1 приведена структурная схема сварочного агрегата, на фиг.2 структурная схема регулятора времени, на фиг.3 принципиальная электрическая схема контактора, на фиг.4 принципиальная электрическая схема контактора пневмоклапана. Заявителем использованы следующие обозначения: фиг.1 показаны:
1 автоматический выключатель,
2 тиристорный контактор,
3 переключатель ступеней,
4 сварочный трансформатор,
5 блок питания,
6 реле времени,
7 контактор пневмоклапана,
8 обмотка пневмоклапана,
9 пусковая педаль,
10 электроды;
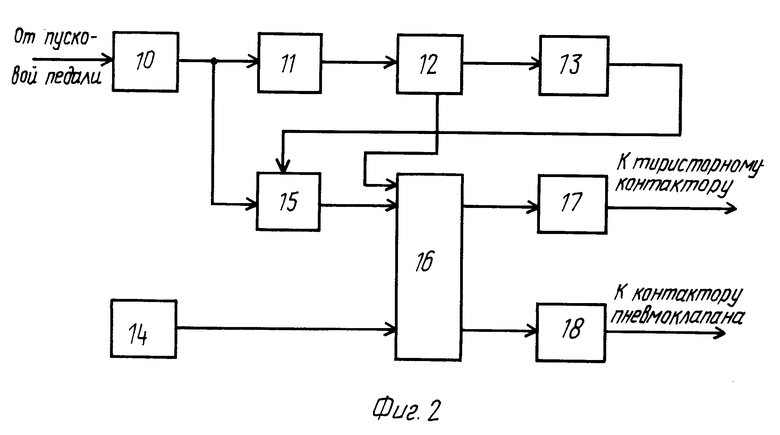
фиг.2 показаны:
10 пусковое устройство,
11 электронное реле времени сжатия,
12 электронное реле времени сварки,
13 электронное реле времени проковки,
14 задающий генератор,
15 триггер,
16 схема управления усилителя,
17 усилитель мощности тиристорного контактора,
18 усилитель мощности контактора пневмоклапана;
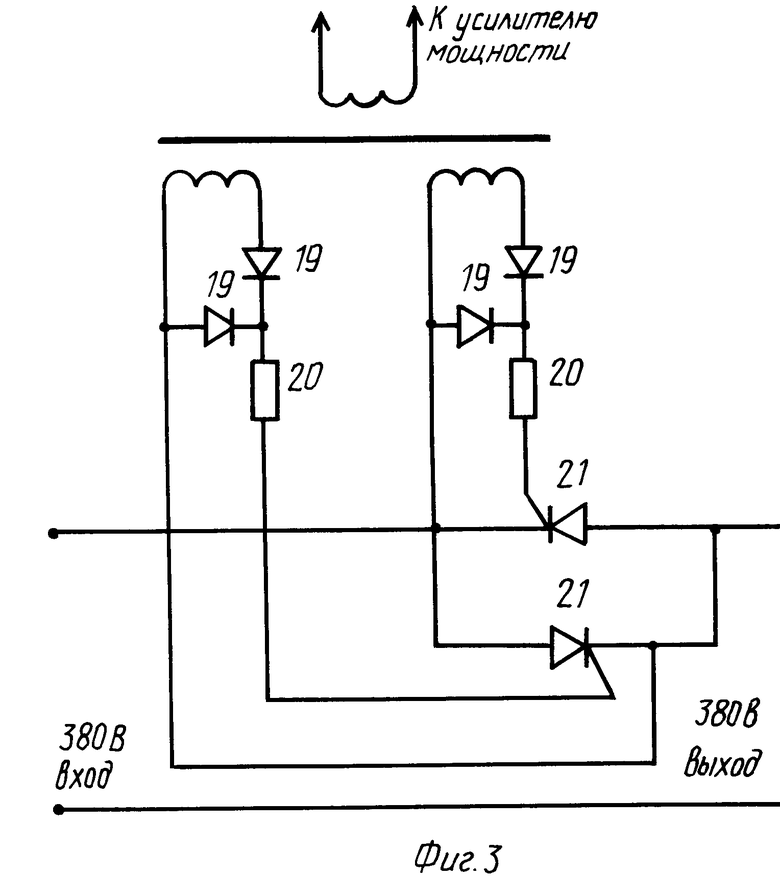
фиг. 3 показаны:
19 диоды,
20 резисторы,
21 тиристоры,
22 импульсный трансформатор;
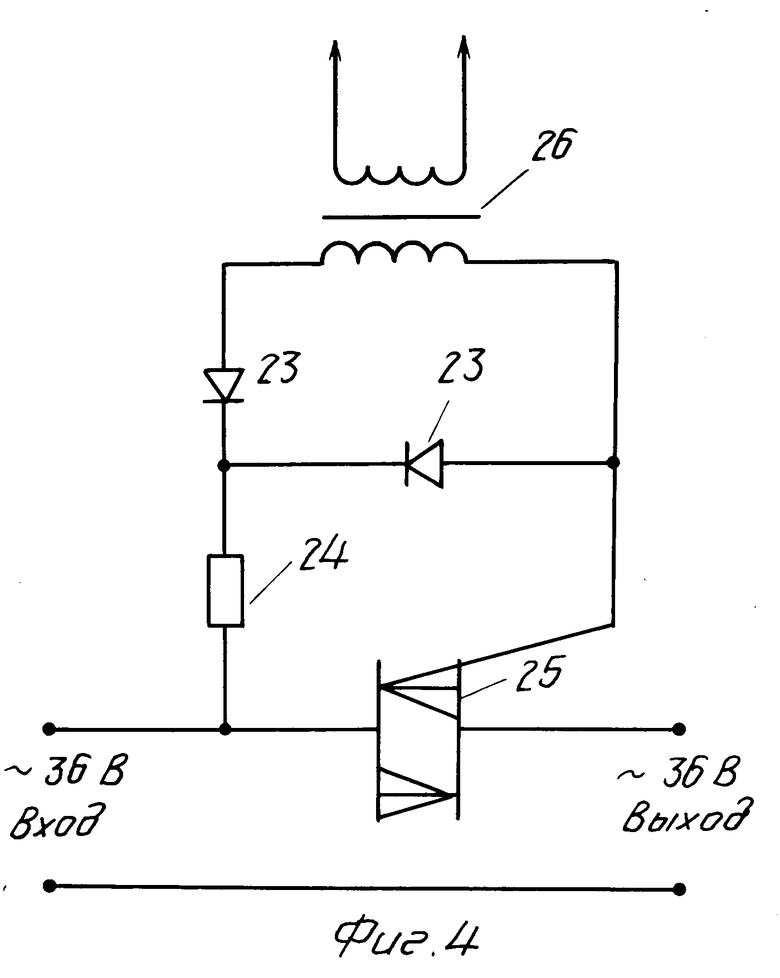
фиг. 4 показаны:
23 диоды;
24 резистор;
25 тиристор,
26 импульсный трансформатор.
Регулятор времени выполнен на логических микросхемах серий 15 155, 555, 218 и транзисторах серий КТ 315, КТ 807, контактор выполнен на тиристорах типа Т 320, Т 630. Контактор пневмоклапана выполнен на тиристоре типа КУ 208. Контрольные вывода могут быть подсоединены к светодиоду (ам) типа АЛ 307.
Заявленная электрическая схема работает следующим образом: фиг. 1 после включения автоматического выключателя /1/ сетевое напряжение 380 В подается на тиристорный контактор 2, блок питания 5. Схемное решение электронного реле времени 6 позволяет установить все электронные реле времени (фиг.2 п.11, 12, 13) в нулевое положение. Сварочный агрегат готов к работе. Оператор ручками управления на электронном реле времени 6 устанавливает заданный режим сварки согласно технологической карты (величины времени сжатия, сварки, проковки, а переключателем ступеней 3 максимальный ток сварки).
После нажатия пусковой педали 9 запускается электронное реле времени 6, которое обеспечивает управление тиристорным контактором 2 и контактором пневмоклапана 7, согласно заданному режиму сварки.
После окончания цикла сварки система возвращается в исходное состояние. Диапазон регулирования электронного реле времени выбран согласно паспортным данным для используемых станков.
Рассмотрим работу электронного реле времени 6 на фиг. 2: после нажатия педали пусковой (фиг. 1 п. 9) срабатывает пусковое устройство 10, которое запускает электронное реле времени сжатия 11 и триггер 15. Сигнал от триггера 15 поступает в схему управления усилителями 17 и далее на усилитель мощности 18, тем самым включается пневмоклапан. Время сжатия будет определяться уставкой для электронного реле времени сжатия 11. После отрабатывания электронного реле времени сжатия 11 запускается электронное реле времени сварки 12 и после его срабатывания сигнал поступает в схему управления усилителя 17, далее на усилитель мощности 18, тем самым включается тиристорный контактор, подающий питание на сварочный трансформатор (фиг. 1 п. 4). Время сварки будет определяться уставкой для электронного реле времени сварки 12. После отрабатывания электронного реле времени сварки 12 тиристорный контактор выключается и запускается электронное реле времени проковки 13, после отрабатывания которого выключается пневмоклапан и подается команда возврата системы в начальное состояние. Тиристорный контактор (фиг. 3) и контактор пневмоклапана (фиг. 4) управляются импульсным напряжением частотой f и значениями, определяемыми типом выбранных тиристоров.
Использование данной электросхемы позволяет исключить все релейные контакты как слаботочные, так и силовые; игнитрон, требующий охлаждения водой; релейное пусковое устройство к игнитрону; предварительную тренировку перед установкой, подготовки к работе (не менее 30 минут).
Улучшить качество и уменьшить время сварки за счет включения тиристора при меньшем напряжении чем у игнитрона и стабильности включения тиристора. Высокая стабильность работы электронного реле времени и повышение надежности его работы, а также повышение производительности станка за счет уменьшения времени сварки при хорошем качестве, выведение контрольных точек позволяет вести диагностику работоспособности всей системы, вплоть до выявления вышедшего из строя элемента без применения спецаппаратуры, что облегчает обслуживание агрегата. Обеспечивает электробезопасную работу, так как цепи управления гальванически развязаны от силовых цепей; быструю готовность агрегата к работе сразу после включения автоматического выключения.
Применение простых и дешевых элементов электросхемы упрощает обслуживание сварочного агрегата.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОГРАММНОЕ УСТРОЙСТВО | 1970 |
|
SU270346A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТИРИСТОРОВ ПЕРЕКЛЮЧАТЕЛЯ ТЯГОВОГО ЭЛЕКТРОДВИГАТЕЛЯ ПОСТОЯННОГО ТОКА | 1996 |
|
RU2099208C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПРОЦЕССОМ ВИБРОФОРМОВАНИЯ ЯЧЕИСТОБЕТОННОЙ СМЕСИ | 1992 |
|
RU2027589C1 |
| СВАРОЧНОЕ ЗАРЯДНО-ПУСКОВОЕ УСТРОЙСТВО | 1994 |
|
RU2130678C1 |
| СПОСОБ УПРАВЛЕНИЯ РАБОТОЙ МНОГОТРАНСФОРМАТОРНОЙ СВАРОЧНОЙ МАШИНЫ И СХЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2131340C1 |
| Выпрямитель для возбуждения синхронных электродвигателей | 2018 |
|
RU2699082C2 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| СТАБИЛИЗАТОР ПЕРЕМЕННОГО НАПРЯЖЕНИЯ | 2004 |
|
RU2274890C1 |
| УСТРОЙСТВО ДЛЯ ПУСКА АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ С ФАЗНЫМ РОТОРОМ | 1995 |
|
RU2101843C1 |
| Многодвигательный электропривод | 1989 |
|
SU1676061A1 |
Использование: изобретение относится к области электрооборудования сварочных агрегатов и может быть реализовано в конструкциях полуавтоматических сварочных агрегатов, используемых для контактной сварки деталей. Сущность изобретения: схема содержит автоматический выключатель, переключатель ступеней, сварочный трансформатор, регулятор времени, контактор и контактор пневмоклапана, а также предохранитель и педаль включения. Регулятор времени выполнен на базе логических микросхем. Контакторы выполнены на базе тиристоров. 5 з.п. ф-лы, 4 ил.
| Прибор для дезинфекции и дезинсекции помещений путем сожигания серы | 1916 |
|
SU1610A1 |
| Техническое описание и инструкция по эксплуатации | |||
| Паспорт | |||
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
