Изобретение относится к технологии электродного производства и касается, в частности, способа производства брикетированной анодной массы на основе высокотемпературных пеков (ВТП).
Известно, что год от года экологические проблемы металлургического производства алюминия становятся все актуальнее и технологии, позволяющие в той или иной степени решить эти проблемы, расцениваются как приоритетные. Одной из таких технологий при получении алюминия является технология производства массы на основе высокотемпературных пеков, использование которых на электролизерах с самообжигающимися анодами снижает вредные выбросы в атмосферу за счет более полной отгонки легкой пека на коксохимических заводах.
Внедрение высокотемпературных пеков при существующей в настоящее время аппаратурно-технологической схеме производства анодной массы для самообжигающихся анодов практически невозможно по целому ряду причин:
во-первых, в существующих аппаратах смешения получить температуру смешения, двукратно превышающую температуру размягчения высокотемпературного пека, не удается;
во-вторых, решение проблемы подготовки связующего с высокой температурой размягчения традиционными методами связано с высокими энергозатратами.
В авт. св. N 1502463 ( C 01 B 31/02, C 25 B 11/12) "Углеродсодержащая масса для самообжигающихся электродов" описан способ ее производства по количеству сходных признаков, наиболее близкий к предлагаемому решению, а именно: ". компоненты шихты прокаливают при 1200-1300oC, после чего дробят с последующим рассевом на барабанных ситах или грохотах. Подготовленные материалы дозируют по видам и гранулометрическому составу в соответствии с рецептурой предлагаемой массы, а затем вместе со связующим подают в смеситель, где осуществляют их перемещение в течении 3-5 мин при 130-180oC, после чего массу заливают в формы для получения брикетов, которые загружают в самообжигающиеся электроды".
Данный способ выбран за прототип.
К недостаткам данного способа при использовании в качестве связующего высокотемпературного пека следует отнести следующее: при нагреве смеси коксовой шихты и измельченного пека паром или за счет внешнего обогрева смесь быстро комкуется. Комки постепенно увеличиваются в размерах и на определенной стадии процесса происходит забивание смесителя и течек.
Кроме того, при одновременном нагреве коксовой шихты и пека у греющих стенок смесителя происходит перегрев пеко-коксовой шихты и она постепенно налипает на греющие поверхности.
Из-за быстрого комкования подогретой пеко-коксовой шихты и налипания ее на стенки смесителя процесс приходится периодически останавливать и производить чистку смесителя и течек. В результате производительность не превышает 50% от проектной.
Кроме этого, в течение частых остановок и запусков оборудования необходимый температурный режим не соблюдается и более 30% пеко-коксосовой шихты возвращается в процесс, что также снижает производительность установки и выход годных брикетов.
Целью предлагаемого изобретения является повышение технико-экономических показателей производства анодной массы.
Поставленная цель достигается тем, что в способе производства анодной массы для самообжигающихся анодов алюминиевых электролизеров, включающем приготовление нагретой пеко-коксовой композиции и брикетирование, приготовление пеко-коксовой композиции осуществляют из предварительно нагретой порции коксовой шихты и соответствующей порции измельченного твердого пека, причем сначала в смеситель периодического действия, предварительно нагретый до температуры, не превышающей температуру размягчения пека, подают нагретую коксовую шихту, а затем в смеситель подают соответствующую порцию измельченного твердого пека и смешивают до получения пеко-коксовой композиции с коэффициентом подготовленности пеко-коксовой композиции для брикетирования, равным 0,05-0,2 и определяемым по формуле:
где Kt коэффициент подготовленности пеко-коксовой композиции для брикетирования;
tп время подачи пека в коксовую шихту от начала смешивания;
tсм время смешивания пеко-коксовой композиции, при этом коксовую шихту порционно нагревают до температуры, определяемой по формуле: ,
,
где К экспериментальный коэффициент, учитывающий тепловые потери;
Тш. температура коксовой шихты после нагрева, oC;
Тр.п. температура размягчения пека, oC
Сш удельная теплоемкость шихты, Дж/кг•oC;
Сп удельная теплоемкость пека, Дж/кг•oC;
Мбр масса пекококсовой композиции, для брикетирования, кг;
Мп масса пека в пекококсовой композиции, кг,
причем брекитирование осуществляют путем прессования брикетов между прессующими валками, а смеситель перед запуском технологического процесса разогревают предварительно нагретой коксовой шихтой.
При этом пек измельчают до крупности частиц менее максимального размера частиц пылевой фракции коксовой шихты, а подготовленную массу непрерывно дозируют в валковый пресс через промежуточный обогреваемый бункер, причем при прессовании брикетов зазор между прессующими валками поддерживают равным максимальному размеру частиц коксовой шихты.
Предлагаемое изобретение является техническим решением практического освоения технологии производства брикетированной анодной массы на основе ВТП.
Известно, что для высокотемпературных пеков характерно более высокое значение показателя вязкости, что затрудняет заполнение пор в коксе-наполнителе данными пеками. Для ВТП температура начала смачивания кокса пеком составляет не менее 220oC.
Исходя из этого и был предложен данный способ.
Испытания показали, что при использовании ВТП пропитка кокса-наполнителя пеком (образование структурных связей кокс-пек) протекает в первоначальный период времени смещения, то есть в период подачи пека в предварительно нагретую коксовую шихту, после чего из-за значительной потери тепла на разогрев пека процесс пропитки прекращается и протекает процесс механической гомогенизации пеко-коксовой композиции (равномерное распределение связующего в объеме кокса-наполнителя).
В данном способе можно выделить следующие моменты, обеспечивающие получение качественных брикетов:
1) предварительный высокотемпературный нагрев коксовой шихты в электрических подогревателях прямого нагрева обеспечивает процесс пропитки в период подачи пека в смеситель, причем кокс-наполнитель перед смешиванием с пеком получает точно рассчитанное количество тепла, которого достаточно для нагрева в смесителе всего объема пеко-коксовой композиции до температуры на 5-10oC выше температуры размягчения пека, то есть до температуры оптимальной для последующего брикетирования пеко-коксовой композиции.
Установлена и практически подтверждена объективность математической зависимости, приведенной в формуле изобретения, пользуясь которой можно оперативно и с максимальной точностью определить температуру предварительного нагрева шихты, причем в формулу введены те изменяющиеся параметры технологического процесса, которые в большей степени влияют на конечный результат, а именно:
Тр.п. температура размягчения пека. Это наиболее значимый параметр, так как это своего рода контрольный показатель как для предела смешения, так и для брикетирования: температура пеко-коксовой композиции после смещения равна
T
температура пеко-коксовой композиции перед брикетированием равна
T
Мбр, Мп масса для брикетирования и масса пека в брикетируемой массе. Данные параметры учитывают соотношение кокса-наполнителя и связующего в пеко-коксовой композиции, это соотношение корректируется в зависимости от целого ряда факторов.
Сш, Сп удельные теплоемкости коксовой шихты и пека. Введение этих величин позволяет корректировать предварительный нагрев коксовой шихты при изменении качественных показателей сырья (изменение поставщиков, изменение соотношения объемов кокса разных поставщиков в коксовой шихте и так далее).
К коэффициент, учитывающий тепловые потери в аппаратурно-технологической линии. В идеальном случае, когда исключены потери тепла, К=1. Практически же на транспортно-технологической линии всегда теряется тепло, поэтому реально К>1.
Наличие математической зависимости дает возможность автоматизировать данный процесс брикетирования, требующий перед прессованием вполне конкретной температуры пеко-коксовой композиции.
2) Постепенное введение порции пека обеспечивает равномерный разогрев и пропитку пеком доступных для пека нагретых поверхностей пор коксового наполнителя и уже затем распределение остаточного пека между зерен кокса при более низкой температуре, то есть обеспечивает лучшую гомогенизацию смеси, кроме того введение пека малым потоком позволяет избежать образования комков.
3) Предварительный нагрев стенок смесителя до температуры, не превышающей температуру размягчения пека, позволяет снизить теплопотери и в то же время не создает локальных перегревов с налипанием массы на стенках смесителя.
Процесс смешения предлагают осуществлять в смесителях периодического действия. Только в этом случае удается осуществлять порционную и постепенную дозировку пека. Наиболее эффективной конструкцией смесителя, по мнению авторов, является смеситель вихревого действия в противотоке, так как в нем исключается комкование пеко-коксовой шихты и за короткий промежуток времени достигается максимальная гомогенизация материала.
4) В связи с тем, что в процессе смешения коксового наполнителя с твердым пеком в предлагаемом способе особо важным является усреднение смеси, авторы предлагают измельчать пек до крупности частиц менее максимального размера частиц пылевой фракции коксовой шихты (-1 мм), что значительно увеличивает удельную поверхность пека и обеспечивает лучшую гомогенизацию материала.
5) Как указано в формуле изобретения, степень подготовленности пеко-коксовой шихты для брикетирования Kτ поддерживают в интервале 0,05 - 0,2. Данный интервал обусловлен тем, что обеспечить достаточную пропитку возможно лишь при высоких температурах коксовой шихты, то есть в достаточно короткий первоначальный период смещения. Обеспечить заявленный интервал Kτ возможно лишь при использовании интенсивных смесительных агрегатов, например вихревого смесителя с противотоком ( n=900 1200 об/мин).
6) Использование обогреваемого промежуточного бункера, обеспечивающего непрерывное дозирование смеси в валковый пресс, не позволяет охлаждаться подготовленной для брикетирования массе.
В случае нарушения теплового режима реверсивный механизм автоматически разгрузит массу из бункера, минуя пресс.
7) Установка зазора между брикетирующими валками не менее максимального размера коксовых частиц в шихте исключает их раздавливание и образование свободных поверхностей кокса в процессе брикетирования. Исключение этих моментов также позволяет повысить однородность и качество анодной массы.
В приведенных выше семи пунктах раскрыта техническая сущность предлагаемого способа, в них же заключена "новизна" предлагаемого технического решения.
Проведенный анализ существующих способов производства анодной массы методом "сухого" смешивания пекококсовой шихты с дальнейшим ее брикетированием выявил ряд признаков:
1) предварительный нагрев коксовой шихты перед смешиванием пекококсовой композиции прием известный и встречается в целом ряде изобретений:
Великобритания, заявка N 1426794, кл. C 10 B 55/00, 03.03.76. "Способ получения углеродсодержащих брикетов";
Авт. св. СССР N 1726453, C 04 B 35/52, 26.12.89. "Способ приготовления электродной массы".
Но цель предварительного нагрева коксовой шихты в каждом из приведенных изобретений энергетический выигрыш и повышение КПД смесильных машин. Нагретый кокс смешивается с пеком в смесителе, разогретом до температуры, превышающей температуру размягчения пека, то есть в жидком виде. Пропитка пеком кокса достигается не за счет высокой температуры кокса, а, в основном, за счет давления в смесителе, создаваемого специальной конструкцией шнеков в течение всего процесса пропитки.
В предлагаемом решении процесс пропитки ведется не за счет давления, а за счет высокой температуры кокса как внутри, так и на поверхности коксовых частиц и соответственно быстрого расплавления и пенетрации первоначально дозируемого пека. Последующее введение пека при постоянном охлаждении смеси лишь гомогенизирует и пластифицирует смесь в процессе вихревого смешивания.
2) использование ВТП:
Авт. св. СССР N 1034994, C 01 B 31/02, 15.08.83.
ФРГ заявка N OS 3432887, H 05 B 7/085, "Способ изготовления графитовых электродов большой мощности".
Япония заявка N 61-24326, C 01 B 31/02, 06.10.86. "Способ получения углеродного материала".
3) использование связующего материала без предварительной термообработки перед смешиванием: авт. св. 223367, C 22 C, 02.07.68. В данном случае кокс и пек смешиваются в холодном виде и смесь не брикетируется, то есть термообработке пеко-коксовой композиции полностью отсутствует.
4) тонкое измельчение пека:
патент ФРГ N 1571672, C 10 B 57/04, 5.05.75.
патент США N 4445996, C 25 C 7/02, 22.06.82.
Япония, заявка N 61-24326, C 01 B 31/02, 86.06.10 "Способ получения углеродного материала".
В предлагаемом варианте крупность измельчения пека определяется конкретной рецептурой пылевой фракции коксовой шихты и позволяет получить брикеты с максимальной плотностью.
5) применение пресс-форм с регулируемым зазором между прессующими валками безусловно элемент известный, но в предлагаемом способе авторы претендуют не на сам факт зазора, а на его величину, обеспечивающую повышение выхода годной продукции (брикетов).
Проведенный анализ показал, что принципиально отдельные признаки объекта защиты известны, однако совокупность известных и неизвестных признаков, указанных в формуле изобретения, позволяет выйти на новый уровень в разработке перспективного способа производства анодной массы, на промышленную осуществимость производства брикетированной массы на основе ВТП.
Ниже приведены примеры промышленной реализации предлагаемого способа производства анодной массы.
Экспериментальные данные по прототипу в таблицах не приводятся в связи с тем, что стабильный процесс по прототипу на практике не удалось реализовать.
В процессе промышленных испытаний качество анодной массы оценивалось согласно методик ТУ 48-5-80-86.
Выход годных брикетов определяется по количеству брикетов, которые не разрушались после двухкратного сбрасывания с высоты 2 м.
Для конкретной технологической линии определяют поправочный коэффициент (К), учитывающий теплопотери.
Потери тепла на транспортно-технологической линии определяются по формуле:
Qпот. = ΣQi,
где Qпот. суммарные потери тепла
Qi потери тепла на отдельных технологических этапах.
Так для промышленной установки ИркАЗа согласно разработанной транспортно-аппаратурной схеме суммарные потери тепла составляют 38% для условий весенне-летнего периода и 45% для зимнего и складываются из потерь тепла в электронагревателе коксовой шихты, в смесителе и транспортных линиях аппаратурно-технологической линии.
Пример 1. Промышленное осуществление процесса.
1) Определяем температуру предварительного нагрева коксовой шихты:
Исходные данные:
шихта пекового кокса промышленной рецептуры (Сш=903 Дж/кг• oC);
пек ВТВ нефтяной (Сп=1200 Дж/кг•oC, Тр.п. 105oC);
содержание связующего 28%
Расчет осуществляем для весенне-летнего периода при "К" 1,38 и для объема массы 1 т согласно заявляемой формуле:
Коксовую шихту промышленной рецептуры нагревали до ≈ 220oC в электронагревателе прямого нагрева, затем смешивали в течение 10 мин с измельченным до крупности менее 1 мм высокотемпературным пеком в смесителе периодического действия с начальной температурой в смесителе 100oC, причем "К" 0,2, то есть пек подавался в смеситель равномерно (140кг/мин) в течение 2 мин от начала смешения, а последующее время осуществляли интенсивное перемешивание пеко-коксовой композиции.
Полученная масса выгружалась в промежуточный бункер и оттуда подавалась на двухвалковый пресс для брикетирования, при этом зазор между прессующими поверхностями установлен ≈ 8 мм.
Температура массы перед брикетированием 100 oC.
Выход годных брикетов ≈ 93%
Проводился целый ряд экспериментов с различными исходными данными для расчета температуры предварительного нагрева коксовой шихты. Конечный результат, то есть выход годных брикетов не снижался меньше 90%
Пример 2. Влияние значения коэффициента подготовленности пекококсовой шихты для брикетирования Kt на выход годных брикетов.
Параметры технологического процесса аналогичны приведенным в примере 1, за исключением времени подачи пека в смеситель, влияние которого изучалось (полный период смешения 10 мин).
Как следует из табл. 1, максимальный выход годных брикетов достигается при длительности подачи пека 0,5 2 мин, т.е. при Kt = 0,05 - 0,2..
При меньшей длительности подачи пека (0 0,5 мин) образуются комки и процесс брикетирования невозможен. При длительности подачи пеке более 2 мин к концу подачи пека кокс охлаждается и тепла кокса не хватает для разогрева конечной порции пека, ухудшается усреднение пеко-коксовой композиции, поэтому наблюдается снижение выхода годного продукта.
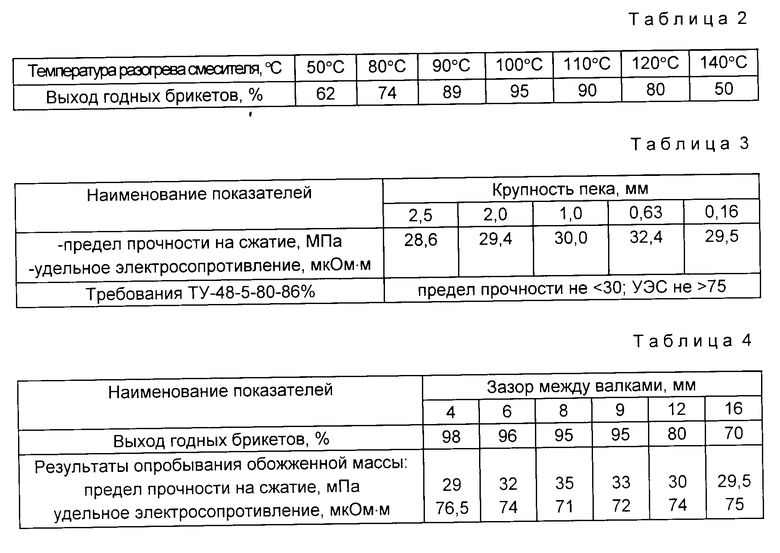
Пример 3. Влияние температуры разогрева смесителя перед смешением.
Условия эксперимента аналогичны условиям в примере 1 (см табл. 2).
Оптимальный разогрев смесителя 90-110oC, что меньше или соизмеримо с температурой размягчения пека.
При нагреве ниже 90oC пеко-коксовая смесь не прогревается до нужной температуры в связи с недостатком тепла на компенсацию потерь тепла в смесителе.
При нагреве выше 110oC в процессе брикетирования наблюдается налипание массы на стенках смесителя и образование комков.
Гомогенизация при этом ухудшается, что подтверждается снижением выхода годных брикетов.
Пример 4. Влияние степени измельчения пека.
Условия эксперимента аналогичны условиям в примере 1.
Пылевая фракция коксовой шихты имеет крупность 0,63 мм.
Из табл. 3 следует, что измельчение пека до крупности менее 1,0 мм позволяет получить массу по основным качественным показателям, соответствующую требованиям ТУ-48-5-80-82-86.
Пример 5. Влияние величены зазора между прессующими валками.
Условия эксперимента аналогичны условиям в примере 1.
Из табл. 4 следует, что с уменьшением зазора между валками выход годных брикетов закономерно возрастает за счет повышения давления на материал. В то же время лучшие показатели по качеству анодной массы достигается при зазоре, близком к размеру максимальной крупности коксового зерна.
При меньшем зазоре происходит разрушение коксовых частиц и появляется поверхность кокса, не контактировавшая с пеком, при этом качество массы ухудшается. При зазоре более 9 мм давление на материал уменьшается. В результате ухудшаются адгезионные процессы и качество массы также снижается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА АНОДНОЙ МАССЫ (ВАРИАНТЫ) | 2002 |
|
RU2242538C2 |
| СПОСОБ ПРОИЗВОДСТВА АНОДНОЙ МАССЫ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 1994 |
|
RU2080418C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ХОЛОДНОНАБИВНОЙ ПОДОВОЙ МАССЫ ДЛЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 1996 |
|
RU2128731C1 |
| СПОСОБ ПРОИЗВОДСТВА АНОДНОЙ МАССЫ | 1996 |
|
RU2116383C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОДНОЙ МАССЫ | 1997 |
|
RU2132411C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВТОРИЧНОГО АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С САМООБЖИГАЮЩИМСЯ АНОДОМ И ВЕРХНИМ ТОКОПОДВОДОМ (ВАРИАНТЫ) | 2005 |
|
RU2286403C1 |
| СПОСОБ ПРОИЗВОДСТВА АНОДНОЙ МАССЫ ДЛЯ САМООБЖИГАЮЩЕГОСЯ АНОДА, НАПРИМЕР, АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2243296C1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2078852C1 |
| АНОДНАЯ МАССА ДЛЯ САМООБЖИГАЮЩИХСЯ АНОДОВ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 1987 |
|
RU1520899C |
| АНОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2080419C1 |

Изобретение относится к технологии электродного производства и касается, в частности, способа производства брикетированной анодной массы на основе высокотемпературных пеков. В способе производства анодной массы порцию предварительно нагретой коксовой шихты смешивают с соответствующей порцией измельченного твердого пека до получения однородной массы, при это режим смешивания задают коэффициентом подготовленности пекококсовой композиции для брикетирования, значение которого поддерживают в пределах 0,05 - 0,2. 4. з. п. ф-лы, 1 ил, 4 табл.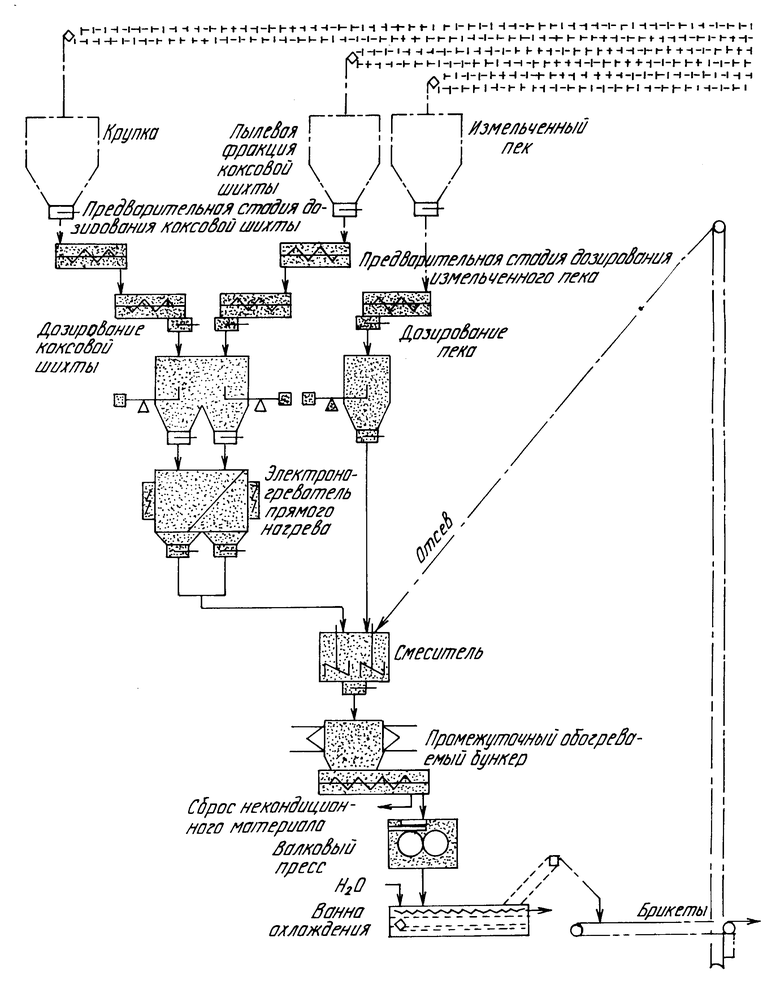
K tп/tсм,
где К коэффициент подготовленности пекококсовой композиции для брикетирования;
tп время подачи пека в коксовую шихту до начала смешивания;
tсм время смешивания пекококсовой композиции,
при этом коксовую шихту порционно нагревают до температуры, определяемой по формуле
где К экспериментальный коэффициент, учитывающий тепловые потери;
Tш температура коксовой шихты после нагрева, oС;
Тр п температура размягчения пека, oС;
Сш удельная теплоемкость шихты, ДЖ/кг•град;
Сп удельная теплоемкость пека ДЖ/кг•град;
Мбр масса пекококсовой композиции для брикетирования, кг;
Мп масса пека в пекококосовой композиции, кг,
брикетирование осуществляют путем прессования брикетов между прессующими валками.
| Углеродсодержащая масса для самообжигающихся электродов | 1987 |
|
SU1502463A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
