Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении труб с фасонным профилем, применяемых в качестве заготовок пластырей, используемых для восстановления герметичности водяных, нефтяных и газовых скважин.
Известна многолучевая продольно-гофрированная труба, принятая за прототип, выполненная из круглой трубной заготовки путем деформирования (растяжения) ее поперечного сечения. Регулируя величину вдавливания роликов в заготовку и их количество, можно на одной оправке изготавливать трубы с различным профилем, что особенно важно для труб, используемых в качестве пластырей для ремонта обсадных труб.
Недостатком такой трубы является большая степень деформации в местах изгиба, что уменьшает возможность расширения пластыря в колонне и увеличивает страгивающие напряжения и, кроме того, большое количество концентраторов напряжения в местах изгиба трубы.
Техническая задача, решаемая изобретением, заключается в уменьшении величины остаточной деформации за счет снижения кривизны профиля и в снижении продольных деформаций трубы.
Поставленная задача решается за счет того, что в профильной трубе, преимущественно сварной, выполненной с фасонным сечением профиля, согласно изобретению, профиль выполнен в виде симметричной комбинации из трех каплевидных полостей, образованных из трубной заготовки, две из которых соприкасаются между собой наружными поверхностями уширенных частей с формированием между ними третьей полости, при этом внутренние поверхности двух каплевидных полостей образованы внутренней поверхностью трубной заготовки, их наружные поверхности образованы наружной поверхностью трубной заготовки, а внутренняя поверхность полости образована наружной поверхностью трубной заготовки, наружная поверхность этой полости образована внутренней поверхностью трубной заготовки.
В предлагаемой профильной трубе большая часть поверхности трубы является частью описанной окружности, что значительно уменьшает количество концентратов напряжения по периметру трубы и усилия раздачи профиля и повышает прочность сечения при раздаче труб в процессе их использования в качестве пластырей для восстановления герметичности при ремонте обсадных колонн. Кроме того, снижаются остаточные напряжения и в сварном шве после раздачи трубы в скважине, так как сварной шов находится в зоне малой деформации, а остальная часть периметра (сформированные каплевидные полости) имеет плавные переходы с малой кривизной.
Периметр наружной поверхности профильной трубы несколько больше внутреннего периметра обсадной трубы для создания натяга, а наружный описанный диаметр меньше внутреннего диаметра обсадной трубы для обеспечения свободного спуска в скважину.
Использование профильных труб в качестве пластырей, устанавливаемых в местах повреждения (трещины, местная сквозная коррозия, дерфорированные отверстия, износ и др.) обсадных колонн, имеет ряд преимуществ по сравнению с традиционными методами:
изготовление профильной трубы из сварной заготовки позволяет значительно снизить расходы на ее производство;
так как значительная часть периметра трубы является частью описанной окружности, это уменьшает количество концентратов, увеличивает площадь соприкосновения при раздаче между выправленной трубой и колонной и увеличивает напряжения страгивания;
возможность применения профильных труб, сформированных в бунты, позволяет сократить время ремонта, уменьшить расход материалов и затраты при ремонте поврежденных участков пластырями конечной длины, производить ремонт в скважинах на значительных глубинах, повысить надежность и долговечность отремонтированного участка.
При формировании бунта из предлагаемой профильной трубы значительно снижаются продольные деформации и скручивание трубы, так как укладка витков продольной трубы производится на две опоры уширенных частей каплевидных полостей.
Кроме того, предлагаемый профиль имеет достаточную жесткость, и при формировании бунта не происходит смятия сечения, а при размотке не требуется дополнительных операций и оборудования для правки трубы от скручивания.
Предлагаемая труба при максимальной компактности сечения имеет наибольшие радиусы кривизны формы сечения фасонного профиля. А чем меньше кривизна формы сечения профиля, тем меньше израсходован ресурс пластичности при формовке профиля в стане и при раздаче его в скважине, тем меньше величина остаточных напряжений.
На чертеже изображения профильная труба поперечное сечение, где 1 и 2 - каплевидные полости, 3 сварной шов.
Профильная труба представляет собой симметричную относительно вертикальной оси комбинацию из двух каплевидных полостей 1, расположенных по разные стороны от вертикальной оси симметрии профиля, и каплевидной полости 2, расположенной между полостями 1 по вертикальной оси симметрии. Если профильная труба выполнена из сварной заготовки, то профиль формируют таким образом, чтобы сварной шов 3 был расположен вдоль вертикальной оси симметрии профиля.
Полости 1 могут соприкасаться между собой наружными поверхностями уширенных частей, а полость 2 сформирована между ними. Внутренние поверхности полостей 1 образованы внутренней поверхностью трубной заготовки, а их наружные поверхности являются частью наружной поверхности трубной заготовки. Внутренняя поверхность полости 2 образована наружной поверхностью трубной заготовки, а наружная поверхность этой полости внутренней поверхностью трубной заготовки.
Профильную трубу, например, из полосовой заготовки получают следующим образом.
На формовочно-сварочном стане сваривают трубу круглого сечения, затем в профилировочном стане круглую трубу горизонтальными валками осаживают по вертикальной оси до получения промежуточного профиля и формирования полостей 1, а затем вертикальными валками деформируют трубу до получения третьей полости 2 и заданного сечения профиля.
Характеристики технологических параметров формовки профиля отдельных участков устанавливают исходя из требуемой геометрии профиля готового сечения.
После калибровки профильной трубы в калибровочной клети труба, используемая в качестве пластыря для ремонта обсадных труб, поступает на установку намотки или разрезается на мерные длины от 6 до 12 м ремонта скважин.
Использование профильной трубы для формирования бунтов позволяет получить компактный бунт с плотной укладкой витков, увеличить плотность намотки, значительно снизить продольные деформации профильной трубы при укладке на барабан и обеспечить удобство в обслуживании скважин большой протяженности. Высота профиля H и наружный описанный диаметр профиля "В" меньше внутреннего диаметра ремонтируемой обсадной трубы на 27 35% что обеспечивает свободный спуск в скважину к месту повреждения.
Профильную трубу получают следующим образом.
На формовочно-сварочном стане сваривают круглую трубу диаметром 89 мм с толщиной стенки 3,5 мм из бесконечной ленты. Затем круглую трубу в профилировочном стане профилируют в профильную с сечением, представленным на чертеже. Круглую трубу в профилировочном стане горизонтальными валками осаживают по вертикальной оси до формирования двух полостей 1, а затем вертикальными валками в горизонтальной полости деформируют трубу до получения третьей каплевидной полости 2. В калибровочной клети трубу калибруют до соотношения размеров В х H, соответствующих 60,1 х 57,5 мм. После калибровки при необходимости труба поступает на установку намотки.
Профильная труба размерами 60,1 х 57,5 мм была использована для ремонта нефтяных скважин. В скважину с внутренним диаметром обсадной трубы 89 мм свободно опускают профильную трубу с размерами в сечении 60,1 х 57,5 мм, при этом зазор составляет 28,9 мм. В профильной трубе создают давление воздухом и осуществляют развальцовку, после чего труба выправляется и плотно прилегает к обсадной трубе. После расширения стенка профильной трубы (пластыря) находится в сжатом состоянии, а обсадной трубы в растянутом. Контактные напряжения и наличие уплотнителя обеспечивают герметичность отремонтированного участка при воздействии как внутреннего, так и наружного давлений.
Использование профильной трубы в качестве заготовок пластырей для ремонта обсадных труб позволяет восстановить работоспособность скважин с наименьшими затратами.
Изобретение рекомендовано к использованию на поврежденных скважинах газовых и нефтяных месторождений.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ ИЗ ГОРЯЧЕКАТАНОГО ЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2175900C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ | 1994 |
|
RU2070451C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРА СКВАЖИННОГО ШТАНГОВОГО НАСОСА | 1996 |
|
RU2090282C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ НА НЕПОДВИЖНОЙ ОПРАВКЕ | 1992 |
|
RU2057609C1 |
| СПОСОБ ПРАВКИ ИЗДЕЛИЙ И ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2090283C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ГЕРМЕТИЧНОСТИ ОБСАДНЫХ КОЛОНН | 1995 |
|
RU2105128C1 |
| СПОСОБ НАНЕСЕНИЯ ТВЕРДОЙ СМАЗКИ НА ПОВЕРХНОСТЬ ПРОКАТНОГО ВАЛКА | 1993 |
|
RU2060849C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2090284C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА | 1993 |
|
RU2065335C1 |
Использование: в трубостроении. Сущность изобретения: профиль выполнен в виде симметричной комбинации из трех каплевидных полостей, образованных из трубной заготовки, две из которых соприкасаются между собой наружными поверхностями уширенных частей с формированием между ними третьей полости, при этом внутренние поверхности двух каплевидных полостей образованы внутренней поверхностью трубной заготовки, их наружние поверхности образованы наружной поверхностью трубной заготовки, а внутренняя поверхность средней полости образована наружной поверхностью трубной заготовки, наружная поверхность этой полости образована внутренней поверхностью трубной заготовки. 1 ил.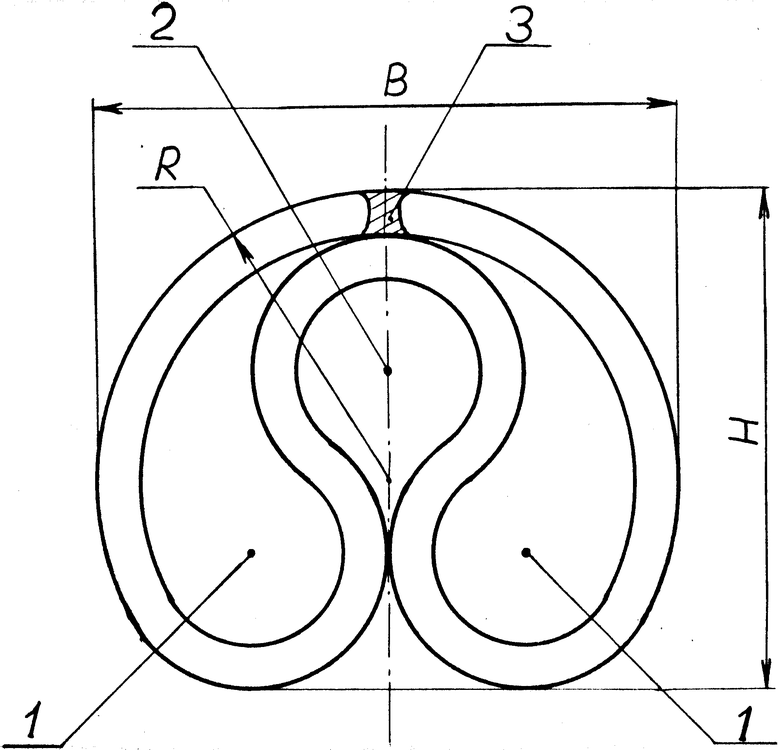
Профильная труба, преимущественно сварная, выполненная с фасонным сечением профиля, отличающаяся тем, что профиль выполнен в виде симметричной комбинации из трех каплевидных полостей, образованных из трубной заготовки, две из которых соприкасаются между собой наружными поверхностями уширенных частей с формированием между ними третьей полости, при этом внутренние поверхности двух каплевидных полостей образованы внутренней поверхностью трубной заготовки, их наружные поверхности образованы наружной поверхностью трубной заготовки, а внутренняя поверхность средней полости образована наружной поверхностью трубной заготовки, наружная поверхность этой полости образована внутренней поверхностью трубной заготовки.
| Оправка для выполнения продольных гофр на трубах | 1988 |
|
SU1648597A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

