Изобретение относится к нанесению вакуумных покрытий, а именно к способам и устройствам для генерации плазмы электропроводящих материалов, предназначенных для нанесения покрытий в вакууме осаждением конденсата из плазменной фазы, и может быть использовано в машино- и приборостроении, в инструментальном производстве, в электронной технике и других областях народного хозяйства.
Известен способ нанесения покрытий и устройство для его осуществления (Блинов И. Г. и др. Обзоры по электронной технике М. Электротехника 1974, Вып. 8 (269), с.40). Способ включает размещение изделия относительно катода, инициирование дуги на рабочей поверхности катода, фокусировку магнитного поля.
Устройство для реализации этого способа включает вакуумную камеру, в которой размещен катод, подложкодержатель и фокусирующая магнитная катушка, охватывающая катод.
Анодом служит вакуумная камера.
К недостаткам этого способа и устройства, реализующего его, относится плохое качество покрытия, неэкономное использование напыляемого материала, большие электрические потери. Нанесение покрытия осуществляется без учета диаметра зоны проводимости, а также расстояния между катодами и торцами изделий.
Необходимо также отметить, что нанесение покрытий на внутренние поверхности возможно осуществлять лишь на изделия небольшой протяженности (до 0,1 м) и только в тех случаях, когда не требуется равнотолщинность покрытия (например для декоративных покрытий).
Известен также способ нанесения покрытий и устройство для реализации (Аксенов И. И. и др. Формирование потоков металлической плазмы. Обзор. М. ЦНИИатоминформ. 1984, с. 53 рис. 26),
Способ включает размещение изделия в вакуумной камере, инициирование на рабочей поверхности катода дуги, включающей прикатодный участок, переходную зону и столб дуги с проходящей по центру дуги зоной проводимости, фокусировку магнитного поля.
Устройство для осуществления способа содержит вакуумную камеру, катод, подложкодержатель для закрепления изделия, магнитную фокусирующую катушку, охватывающую катод. Вакуумная камера является анодом.
При реализации данного способа положение дуги в пространстве контролируют с помощью электростатического плоского зонда.
Существующий способ нанесения покрытий и устройство не позволяют получать достаточно высокое качество покрытий, т.к. не позволяют определить диаметр зоны проводимости дуги. Это обусловлено тем, что зонд дает локальные значения параметров в потоке и вносит искажения в распределение потока массы вакуумной дуги, то ухудшает качество покрытий. При нанесении покрытий изделие относительно катода размещается на произвольном расстоянии, что отрицательно сказывается на качестве получаемых покрытий.
Известен способ нанесения покрытий в вакууме и устройство, реализующее этот способ (авт. св. N 796248, кл. C 23 C 15/00, заявлено 31.01.78). Это решение является наиболее близким к предлагаемому и выбрано нами в качестве прототипа.
Способ включает размещение изделия (подложки) в вакуумной камере относительно катода, инициирование вакуумной дуги между анодом и катодом, выполненным из испаряемого материала, фокусировку вакуумной дуги. Дуга включает прикатодный участок, столб дуги с проходящей по центру дуги зоной проводимости, а также переходную зону.
Устройство, реализующее известный способ, содержит вакуумную камеру, в которой соосно размещены расходуемый катод, анод и подложкодержатель, магнитную фокусирующую катушку, охватывающую катод.
Описанный выше способ и устройство для его реализации не позволяют наносить качественные покрытия на внутренние поверхности полых изделий. Как видно из описания изобретения, оно предназначено для нанесения покрытий на наружные поверхности изделий, а применение его для нанесения покрытий на внутренние поверхности будет осуществляться без учета диаметра зоны проводимости, а также расстояния между катодом и торцами изделий, что, как будет показано ниже, влияет на качество наносимых покрытий.
В указанном техническом решении, как и в выше описанных, нанесение покрытий на внутренние поверхности возможно осуществлять на изделия небольшой длины (до 0.1 м) и лишь в тех случаях, когда не требуется равнотолщинность покрытия (например для декоративных покрытий).
Задача, решаемая изобретением, состоит в нанесении качественных равнотолщинных покрытий на внутренние поверхности полых изделий, преимущественно тех, длина которых превышает 0,15 м.
Эта задача является актуальной в настоящее время и ее решение позволит расширить область применения вакуумных покрытий.
Указанная задача решается благодаря тому, что в способе нанесения покрытий в вакууме, включающем размещение полого изделия в вакуумной камере относительно катода, инициирование между катодом и анодом вакуумной дуги, включающей прикатодный участок, переходную зону и столб дуги с проходящей по центру дуги зоной проводимости, согласно изобретению, перемещая анод, дугу размещают внутри изделия, при этом предварительно устанавливают расстояние между катодом и торцем изделия, исходя из условия размещения внутри изделия столба дуги, а переходной зоны за его пределами.
На дугу дополнительно воздействуют однородным продольным магнитным полем и устанавливают диаметр зоны проводимости дуги (dзоныпров.) не более диаметра анода (dанода) и поддерживают его в зависимости от диаметра отверстия изделия (dотв.изд.) в пределах:
0,9 dотв.изд<dзоныпров.≅dанода
Именно воздействием однородным продольным магнитным полем позволяет равномерно сжимать вакуумную дугу по всему сечению, обеспечивая тем самым получение необходимого диаметра зоны проводимости вакуумной дуги. Одновременно при этом воздействие на дугу однородным продольным магнитным полем положительно сказывается на качестве наносимого покрытия.
Для решения поставленной задачи устройство для нанесения покрытий, содержащее вакуумную камеру, в которой соосно размещены расходуемый катод, анод и подложкодержатель, согласно изобретению дополнительно содержит охватывающую вакуумную камеру магнитную систему для создания однородного продольного магнитного поля, датчик диаметра зоны проводимости дуги, измерительный генератор, включающий колебательный контур, блок обработки сигнала датчика и регистрирующий прибор.
Датчик выполнен в виде катушки индуктивности, установленной соосно аноду и катоду и входящий в колебательный контур измерительного генератора, который связан с блоком обработки сигнала датчика.
Магнитная система для создания однородного продольного магнитного поля образована двумя магнитными катушками постоянного тока, которые размещены соосно с катушкой индуктивности (датчиком диаметра зоны проводимости дуги).
Для уменьшения потерь на расстояние устройство дополнительно снабжено магнитопроводом, охватывающим магнитную систему.
Анод связан с дополнительно введенным в устройство механизмом установочного перемещения.
Решение поставленной задачи достигается совокупностью всех признаков изобретения, неразрывно связанных между собой.
По своей структуре дуга представляет собой соединение трех областей: двух приэлектродных (катодной и анодной) и так называемого "положительного столба" дуги. "Положительный столб", состоящий из высокоионизированного металлического шара, занимает большую часть пространства между катодом и анодом. Для вакуумных дуг характерна довольно протяженная переходная зона между прикатодной областью разряда и столбом дуги. Экспериментально было установлено, что длина этой зоны составляет не менее 0,04 м. В переходной зоне происходит фокусировка заряженных частиц и формирование потока под действием радиального электрического поля, поэтому вблизи происходит наибольшее изменение концентрации заряженных частиц, далее формируется относительно однородный столб дуги, что и определяет главным образом равнотолщинность наносимого покрытия.
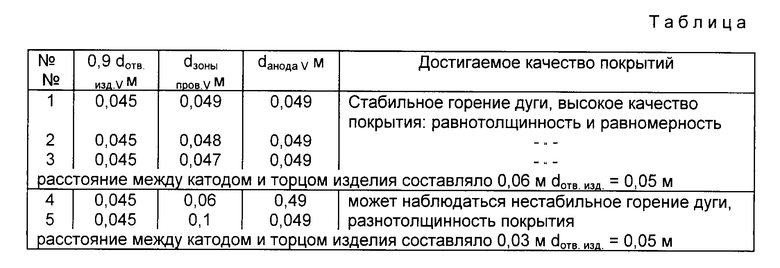
Одновременно с вышеизложенным необходимо также отметить, что, как показали эксперименты, наиболее высокое качество покрытий, наносимых на внутренние поверхности изделий, достигается при установке диаметра зоны проводимости дуги в пределах:
0,9 dотв.изд <dзоныпров. ≅ dанода
При выполнении этого условия реализуется нормальный режим разряда с отрицательным прианодном падением потенциала, а при его нарушении может наблюдаться нестабильное горение дуги, что влияет на качество покрытий (см. таблицу).
Под зоной проводимости дуги понимается токопроводящий канал дуги, в котором протекает основная часть тока. Размеры зоны проводимости примерно совпадают с диаметром зоны светимости одноразрядных ионов. Подача потенциала усиливает диффузию положительных ионов на поверхность изделия и ее величина зависит от материала покрытия.
Предлагаемое устройство предназначено для реализации описываемого способа нанесения покрытий в вакууме, позволяющего достичь технический результат, заключающийся в нанесении качественных равнотолщинных покрытий на внутренние поверхности полых изделий, преимущественно тех, длина которых превышает 0,15 м.
Принципиальное отличие предлагаемого способа и устройства, реализующего его, состоит в том, что в процессе напыления покрытия дуга горит в самом отверстии, а не вокруг всего изделия, обеспечивая таким образом получение покрытия высокого качества, равнотолщинность покрытия по всей длине отверстия.
На фиг. 1 представлено устройство, предназначенное для осуществления предлагаемого способа; на фиг. 2 представлен блок обработки сигнала датчика диаметра зоны проводимости дуги.
Устройство, реализующее предлагаемый способ, содержит вакуумную камеру 1, в которой соосно размещены расходуемый катод 2, анод 3 и подложкодержатель (не показан) для закрепления изделия 4. Расходуемый катод 2 предназначен для создания потока плазмы из материала катода. Он выполнен в виде стержня, который с одной из сторон заточен на конус. Для изготовления катода могут быть использованы различные материалы и их сплавы. Анод 3 выполнен в виде диска, например из меди, а вакуумная камера изготовлена из немагнитного материала, например, нержавеющей стали. Диаметр анода соизмерим с диаметром отверстия изделия.
Вакуумная камера 1 изолирована от электродов и также как и электроды (анод 3 и катод 2) выполнена водоохлаждаемой.
Магнитная система 5 для создания однородного продольного магнитного поля охватывает вакуумную камеру 1 и выполнена в виде двух магнитных катушек постоянного тока, образующих пару Гемгольца и размещенных соосно с анодом 3 и катодом 2.
Устройство содержит датчик диаметра зоны проводимости 6 дуги, выполненный в виде катушки индуктивности, которая размещена соосно с магнитной системой 5.
Блок 7 обработки сигнала датчика связан с регистрирующим прибором 8.
Для уменьшения потерь на расстояние магнитная система 5 помещена в замкнутый магнитопровод 9. Позициями 10 и 11 обозначены соответственно источник тока дуги и источник напряжения на изделии.
Анод 3 связан с механизмом 12 установочного перемещения.
Для изоляции датчика от плазмы разряда он запаян в кольцевом зазоре между двумя кварцевыми цилиндрами, а для наблюдения за процессом в боковых стенках камеры установлены кварцевые экраны (не показаны). Позицией 13 обозначена вакуумная дуга.
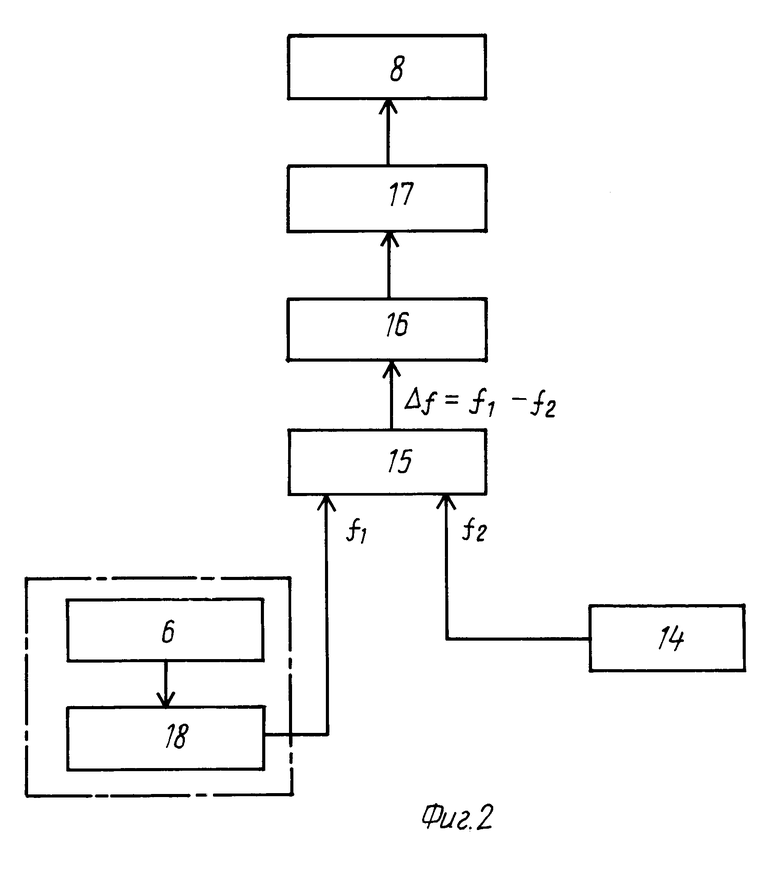
Блок 7 обработки сигнала датчика диаметра зоны проводимости (фиг.2) включает опорный генератор (гетеродин) 14, смеситель 15 с полосой пропускания 500 кГц, эмиттерный повторитель 16 и частотный детектор 17, имеющий регулировку чувствительности. В качестве регистрирующего прибора 8 применен милливольтметр.
Позицией 18 обозначен измерительный генератор, содержащий колебательный контур (не показан). Катушка индуктивности является выносным элементов колебательного контура измерительного генератора 18 и датчиком 6 диаметра зоны проводимости. Измерительный генератор 18 связан с блоком 7 обработки сигнала датчика.
В вакуумной камере 1 соосно катоду 2, изготовленному из материала напыляемого покрытия, в данном случае из меди, размещали изделие 4, выполненное в виде полого металлического цилиндра, внутренней диаметр которого составил 0,05 м. Внутри изделия заподлицо с его торцом размещали анод 3, выполненный в виде диска, также из меди.
Расстояние между торцем изделия 4 и катодом 2 выбирали, исходя из условия размещения переходной зоны за пределами изделия, а столба дуги внутри него. Как было указано выше, оно должно быть не менее 0,04м
В конкретном случае это расстояние составило 0,06 м.
Создавая разность потенциалов между катодом 2 и анодом 3 величиной 150 В, возбуждали дугу 13. После инициирования дуги между катодом 2 и анодом 3 последний перемещали в противоположный конец изделия 4 (фиг.1) и в процессе нанесения покрытия оставляли неподвижным. Таким образом обеспечивали размещение вакуумной дуги 13 внутри изделия 4.
Катодное пятно вакуумной дуги 13 является источником плазмы, представляющей собой поток положительных ионов материала катода и электронов. Попадая внутрь изделия 4, находящегося под отрицательным потенциалом (-20 В), положительно заряженные ионы осаждаются на его стенках в виде покрытия.
На вакуумную дугу воздействовали однородным продольным магнитным полем для получения диаметра зоны проводимости дуги в пределах:
0,9 dотв.изд. <d зоныпров. ≅dанода
Это воздействие осуществляли посредством магнитных катушек постоянного тока, образующих магнитную систему 5 для создания однородного продольного магнитного поля. При увеличении напряженности магнитного поля, создаваемого магнитной системой, диаметр зоны проводимости дуги уменьшался.
Так например, в магнитной системе 5 создавалось поле напряженностью 50 эрстед, фокусирующий потенциал составил 20 В относительно плазмы. При таких параметрах с помощью датчика определения диаметра зоны проводимости вакуумной дуги 6 устанавливали диаметр зоны проводимости, равный диаметру анода (dанода), 0,049м.
Как видно из приведенной ниже таблицы, при выполнении представленного неравенства, а также выборе расстояния между торцем изделия 4 и катодом 2 на менее 0,04 м было получено равнотолщинное покрытие высокого качества. Так при толщине покрытия 8•10-6м отклонение составило ±5•10-2м. Для получения сравнительных данных осуществляли нанесение покрытия на внутренние поверхности таких же изделий, но диаметр зоны проводимости устанавливали 0,06 м и 0,1 м, а расстояние между катодом и торцем изделия выбирали 0,03 м. Толщина покрытия была неравномерной по длине отверстия: 8•10-6м, 6•10-6м, 5,5•10-6м. Кроме того, наблюдалось нестабильное горение дуги, что также сказалось на качестве покрытия. Время нанесения покрытия во всех случаях составляло 0,1 ч.
Длина полого цилиндрического изделия, на внутреннюю поверхность которого наносили покрытие составила 0,15 м.
Устройство работает следующим образом.
В вакуумной камере 1 создается необходимое давление 5•10-4 мм рт.ст. При подаче напряжения от источника питания 10 между катодом 2 и анодом 3 зажигается вакуумная дуга 13. Катодное пятно дуги 13 при наличии внешнего магнитного поля, создаваемого магнитной системой 5, смещается в направлении наклона магнитных силовых линий и не выходит за пределы рабочей поверхности катода 2.
После инициирования дуги 13 анод 3, соединенный с механизмом установочного перемещения 12, устанавливается в противоположном конце изделия 4. В процессе нанесения покрытия на изделие 4 анод 3 остается неподвижным, вакуумная дуга горит стабильно и только внутри отверстия.
Благодаря тому, что торец изделия находится от катода 2 на фиксированном расстоянии, внутри изделия размещается столб дуги, состоящий из высокоионизированного металлического пара, осаждающегося на внутренние стенки изделия 4, находящегося под отрицательным потенциалом.
Диаметр зоны проводимости дуги 13 контролируется при помощи датчика 6 диаметра зоны проводимости дуги, выполненного в виде катушки индуктивности, входящий в колебательный контур измерительного генератора 7, который связан с блоком 7 обработки сигнала датчика диаметра зоны проводимости. Благодаря магнитной системе 5, которая охвачена магнитопроводом 9, в вакуумной камере 1 создается продольное магнитное поле, действующее на дугу 13. При увеличении напряженности магнитного поля, создаваемого магнитной системой 5, диаметр зоны проводимости вакуумной дуги 13 уменьшается и наоборот. Изменения диаметра зоны проводимости фиксируются регистрирующим прибором 8.
Напряженность продольного магнитного поля варьируется от 50 до 200 эрстед в зависимости от тока дуги.
Во время нанесения покрытия на изделие 4 от источника питания 11 подается отрицательный потенциал 20 В. Вакуумная камера находится под плавающим потенциалом, что исключает непроизводительные потери материала покрытия вследствие ухода ионов на стенки камеры.
В данном устройстве для определения девиации частоты измерительного генератора 18 использовался метод биений. Сущность этого метода заключалась в том, что девиация частоты измерительного генератора 18 определялась по изменению разности частоты последнего и частоты опорного генератора (гетеродина) 14. Для определения изменения указанной разностной частоты напряжения гетеродина 14 и измерительного генератора 18 подавались на смеситель 15. На выходе смесителя 15 появлялось напряжение, имеющее частоту, равную разности частот гетеродина 14 и измерительного генератора. Это напряжение поступало на эмиттерный повторитель 16, а с его выхода на частотный детектор 17. Показания регистрирующего прибора 8 на выходе частотного детектора 17 пропорциональны изменению разностной частоты.
Предварительно датчик калибровали. Для калибровки датчика использовались медные стержни, которые устанавливались в нем.
Показания датчика, полученные при установке сердечников разных диаметров, можно использовать в качестве калибровочных для определения диаметра зоны проводимости вакуумной дуги.
Использование предлагаемого способа для нанесения покрытий на внутренние поверхности изделий и устройства для его реализации обеспечивает по сравнению с существующими следующие преимущества:
1. Возможность получения равнотолщинных покрытий по всей длине отверстия, как было показано выше, при толщине покрытия 8•10-6м отклонение составило ±5•10-2м, кроме того наблюдается уменьшение неоднородности покрытия.
2. Повышение качества покрытия за счет обеспечения стабильного горения дуги.
3. Экономию напыляемого материала, т.к. дуга горит только внутри отверстия.
4. Экономию энергии за счет уменьшения времени напыления по сравнению с существующими способами и устройствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ И УПРАВЛЕНИЯ ПРОЦЕССОМ СИНТЕЗА АЛМАЗОВ | 1989 |
|
RU2032617C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСТВОРИТЕЛЯ ДЛЯ СИНТЕЗА МОНОКРИСТАЛЛИЧЕСКИХ АЛМАЗОВ | 1994 |
|
RU2061655C1 |
| ОПРАВКА ДЛЯ ФОРМИРОВАНИЯ ВНУТРЕННЕГО ШЛИЦЕВОГО ПРОФИЛЯ ДЕТАЛЕЙ ТИПА ВТУЛКИ | 1994 |
|
RU2074040C1 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ МЕТАЛЛОВ И СПЛАВОВ | 2013 |
|
RU2510428C1 |
| СБОРНАЯ ВОЛОКА С ГИДРОДИНАМИЧЕСКОЙ ПОДАЧЕЙ СМАЗКИ | 1991 |
|
RU2038882C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ ШЛИЦЕВ В ТРУБНОЙ ЗАГОТОВКЕ | 1994 |
|
RU2092262C1 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА СОЖ К ДИСКОВОМУ ИНСТРУМЕНТУ | 1991 |
|
RU2008220C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗОСОДЕРЖАЩЕГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1990 |
|
RU2073590C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ | 2006 |
|
RU2318078C1 |
| РАСТВОРИТЕЛЬ УГЛЕРОДА ДЛЯ СИНТЕЗА АЛМАЗОВ | 1994 |
|
RU2073641C1 |
Сущность изобретения: полое изделие размещают в вакуумной камере, инициируют между катодом и анодом вакуумную дугу, включающую прикатодный участок, переходную зону и столб дуги с проходящей по центру дуги зоной проводимости, после инициирования дуги, перемещая анод, дугу размещают внутри изделия, при этом предварительно устанавливают расстояние между катодом и торцем изделия, исходя из условия размещения внутри изделия столба дуги, а переходной зоны за его пределами. На дугу дополнительно воздействуют однородным продольным магнитным полем и устанавливают диаметр зоны проводимости не более диаметра анода. Для реализации способа используют устройство, содержащее вакуумную камеру, соосно размещенные в ней анод и катод, а также подложкодержатель. Устройство дополнительно содержит охватывающую вакуумную камеру, магнитную систему для создания однородного продольного магнитного поля, датчик диаметра зоны проводимости дуги, измерительный генератор, включающий колебательный контур, блок обработки сигнала датчика и регистрирующий прибор. Датчик выполнен в виде катушки индуктивности, установленной соосно с анодом и катодом и входящей в колебательный контур измерительного генератора, который связан с блоком обработки сигнала датчика, связанным с регистрирующим прибором. 2 с. и 4 з.п.ф-лы. 2 ил, 1 табл.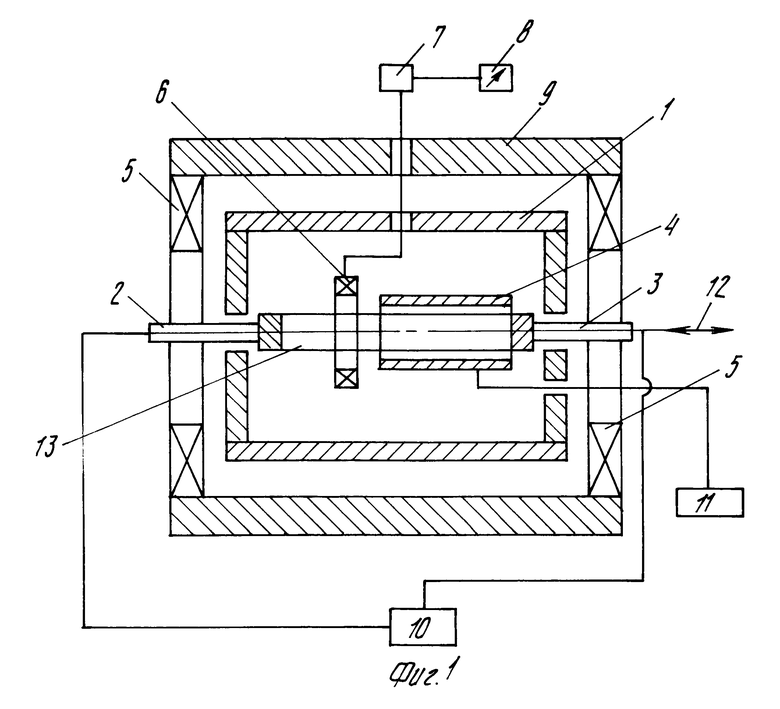
0,9 dотв. изд. < dзоныпров. < dанода,
где dизд диаметр отверстия изделия, м;
dзоныпров. диаметр зоны проводимости, м;
dанода диаметр анода, м.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Блинов И.Г | |||
| и др | |||
| Обзоры по электронной технике | |||
| - М.: Электротехника, 1974, вып.8/26, с | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аксенов И.И | |||
| и др | |||
| Формирование потоков металлической плазмы | |||
| Обзор | |||
| - М.: ЦНИИатоминформ, 1984, с | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для нанесения покрытий | 1978 |
|
SU796248A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
