Изобретение относится к машиностроению и может найти применение при нанесении на изделия защитных и упрочняющих покрытий.
Известно линейное электродуговое испарительное устройство с периодическим возбуждением и гашением дуги, в котором анодом служит камера металлизации вакуумной установки, а катод выполнен V-образной формы, водоохлаждаемым, из толстостенной трубы испаряемого материала и прикреплен посредством фланца к корпусу камеры металлизации.
. В процессе работы устройства дуга периодически зажигается на одном конце катода и гасится на другом за счет использования устройства гашения дуги, которое представляет собой электромагнит с разомкнутыми полюсными башмаками, установленными параллельно катоду. Устройство гашения дуги размещено на конце катода с токоподводом.
(См. Обзор «Электродуговое распыление металлов и сплавов в вакууме» Рига, ЛатНИИНТИ, 1982, с.25-29)
Основное достоинство данного устройства - простота конструкции и обслуживания, однако при его эксплуатации наблюдается неравномерный износ различных ветвей катода. Наибольший износ ветви наблюдается там, где происходит поджиг дугового разряда и, как следствие, имеет место низкая производительность испарителя.
Известен электродуговой испаритель для нанесения покрытий в вакууме, содержащий водоохлаждаемый катод, анод-камеру, поджигающий электрод, экран, выступающий над рабочей торцевой испаряющейся поверхностью катода и охватывающий его боковую поверхность. Зазор между боковой поверхностью катода и экраном составляет 1,0-1,5 мм. Напротив катода расположен водоохлаждаемый подложкодержатель для установки изделия, соединенный с источником постоянного тока и анод-камерой через переменное сопротивление.
В процессе работы испарителя при возбуждении дугового разряда между анодом-камерой и расходуемым водоохлаждаемым катодом с помощью поджигающего электрода катодные пятна дуги хаотически перемещаются по торцевой рабочей поверхности катода и испаряют его. Основная часть ионно-плазменного потока распространяется приблизительно изотропно через срез экрана в сторону подложкодержателя с изделием, которые расположены на расстоянии 2-х диаметров катода. Для стабилизации горения вакуумной дуги, в связи с тем, что подложкодержатель с изделием экранирует основную часть анода-камеры, подложка соединена посредством переменного сопротивления с положительным полюсом источника постоянного тока электродугового испарителя. Это позволяет регулировать нагрев изделий. Таким образом, регулирование прохождения тока дуги через подложку позволяет стабилизировать горение вакуумной дуги и поддерживать заданную температуру нагрева подложкодержателя с изделием в процессе напыления покрытия. Распыляемый материал, направление которого менее 45°, осаждается на экране, который выступает от торцевой испаряемой поверхности катода на 0,7-0,8 диаметра катода. При нанесении покрытий на изделия, выполненные из диэлектрических материалов, стабилизация горения вакуумной дуги осуществляется за счет попадания и замыкания плазменного потока между экраном и изделием с подложкой, т.е. с анодом камеры в первоначальный момент и при нанесении тонкого электропроводного слоя, ток дуги может быть увеличен, так как подложкодержатель с изделием выполняет роль анода, соединенного с ним через переменное сопротивление.
(См. патент РФ №2077604, кл. С23С 14/32, 1997 г.)
В результате анализа известного испарителя необходимо отметить, что он обладает довольно узкими функциональными возможностями, так как не позволяет наносить покрытия на протяженные подложки (изделия), сравнимые по длине с вакуумной камерой.
Известен электродуговой испаритель металлов, содержащий вакуумную камеру, в которой расположен катод электродугового разряда, выполненный в виде пустотелого цилиндра из испаряемого немагнитного материала, и анод, выполненный немагнитным в виде вертикальных пластин, расположенных по окружности на основании вакуумной камеры вокруг катода. Длина пластин соответствует длине катода. Катод имеет поверхность испарения, которая является всей внешней поверхностью катода, кроме основания (нижнего торца).
В полости катода установлена протяженная катушка с двумя включенными встречно соленоидами. Также в полости расположена охлаждающая система. Вакуумная камера содержит подложку, на которую устанавливается обрабатываемая деталь, охватывающая катод.
Электродуговой испаритель металлов содержит блок управления движением катодного пятна, включающий программируемое устройство, регулируемый источник тока, первый и второй постоянные источники тока, блок обратной связи и блок задержки.
Блок обратной связи применяется для осуществления контроля местоположения катодного пятна и для обеспечения связи между моментом возбуждения катодного пятна и программируемым устройством. Выход блока обратной связи подключен к входу программируемого устройства, а вход - к выходу первого источника постоянного тока и выходу источника питания дуги.
Блок задержки служит для остановки дуги в точке, заданной программно, на требуемое время. Выход блока задержки подключен к регулируемому источнику тока, а вход - к выходу программируемого устройства.
Выходы регулируемого и второго постоянного источников тока соответственно электрически связаны с соленоидами. Выход первого постоянного источника тока подключен к катоду и обрабатываемой детали. Катод генерирует поток металлической плазмы.
При работе испарителя в вакуумную камеру на подложку устанавливают обрабатываемую деталь открытым торцом. С помощью систем откачки (не показаны) в вакуумной камере создают рабочий вакуум, значение которого определяется технологическим процессом обработки конкретной детали. После достижения требуемого давления включается блок управления движением катодного пятна вдоль продольной оси катода. На деталь с первого источника постоянного тока подают отрицательный потенциал. На анод и катод подается постоянное напряжение и с помощью поджигающего электрода на поверхности катода возбуждается катодное пятно. Катодное пятно генерирует поток металлической плазмы, распространяющейся в направлении, нормальном к поверхности испарения катода.
Положение катодного пятна на поверхности длинномерного катода вдоль его образующей определяется результирующим магнитным полем, создаваемым двумя соленоидами.
Изменение величины и направления тока, протекающего через каждый соленоид, осуществляется с помощью регулируемого и второго постоянного источников тока и происходит в соответствии с программой, закладываемой в программируемое устройство, что и обеспечивает перемещение катодного пятна вдоль его образующей по заданной программе.
Контроль местоположения катодного пятна осуществляется за счет контроля тока, протекающего через первый источник постоянного тока, цепь которого замыкает поток металлической плазмы. В случае, когда значение тока становится меньше 2 А (катодное пятно находится ниже уровня подложки), блок обратной связи дает команду программируемому устройству установить токи, протекающие через соленоиды, такие, чтобы вернуть дугу на рабочую поверхность катода, после чего продолжается выполнение заданной программы.
Контроль за моментом возбуждения катодного пятна осуществляется по наличию тока (100 А) в источнике питания, обеспечивающем горение дуги. В случае, если ток дуги стал равен нулю (дуга погасла), блок обратной связи дает команду программируемому устройству прекратить выполнение программы и выключить источники тока.
(См. патент РФ №2186874, кл. С23С 14/32, 2001 г.) - наиболее близкий аналог.
В результате анализа известного испарителя необходимо отметить, что его использование позволяет обеспечить нанесение однородных равнотолщинных покрытий на внутренние поверхности тел вращения, как открытых, так и закрытых с одной стороны. Однако приведенный наиболее близкий аналог позволяет наносить покрытия только на внутренние поверхности тел вращения. Предлагаемое устройство обеспечивает нанесение покрытия на любые поверхности изделий, в том числе изделий рулонного типа.
Техническим результатом настоящего изобретения является расширение функциональных возможностей и повышение производительности испарителя за счет концентрации потока испаряемого материала в направлении подложкодержателя.
Указанный технический результат обеспечивается тем, что в электродуговом испарителе металлов и сплавов, содержащем протяженный цилиндрический охлаждаемый катод, анод, поджигающий и дугогасящий электроды и источник электропитания, новым является то, что анод выполнен охлаждаемым, в форме цилиндра, анод и катод установлены на общем фланце, соосно друг другу, причем катод размещен в полости анода, а зазор между катодом и анодом выбран из соотношения: Da/Dк=3-7, где Da и Dк - диаметры анода и катода соответственно, а вдоль образующей боковой поверхности анода выполнена щель шириной не более 1/4 длины окружности анода, при этом анод снабжен электромагнитом, размещенным диаметрально противоположно щели, для осуществления испарения материала в заданном направлении.
Сущность заявленного изобретения поясняется графическими материалами, на которых:
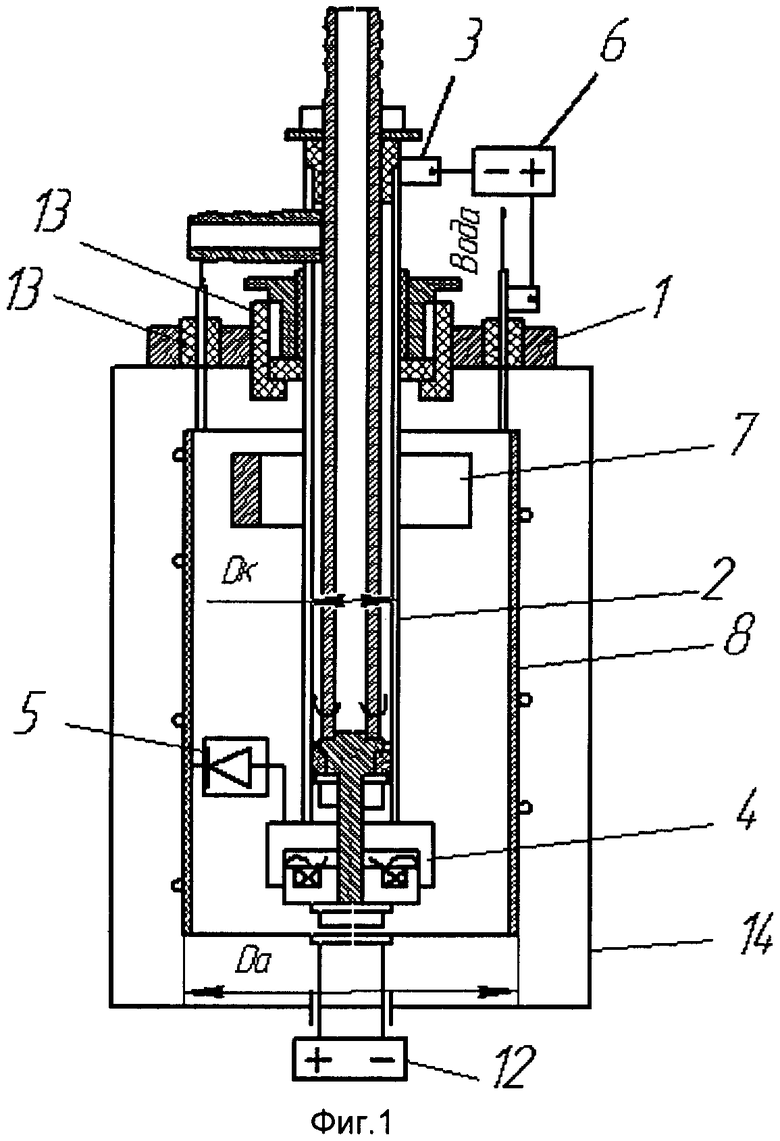
- на фиг.1 - электродуговой испаритель металлов и сплавов, осевой разрез;
- на фиг.2 - анод испарителя.
Электродуговой испаритель металлов и сплавов состоит из закрепленного на фланце 1 протяженного расходуемого катода 2, выполненного охлаждаемым (водоохлаждаемым), трубчатой формы, с токоподводом 3. Испаритель включает в себя поджигающий электрод 4 (установленный на торце трубчатого катода), устройство поджига 5 со стабилитроном (установленное внутри анода на торцевой части катода рядом с поджигающим электродом), а также источник 6 электропитания. Вблизи токоподвода 3 и катода 2 размещен дугогасящий электрод /(расположенный внутри анода с противоположной стороны поджигающего электрода). На фланце 1, соосно с катодом 2 на расстоянии (допустимый диапазон 40-100 мм) от него, установлен водоохлаждаемый анод 8, выполненный в виде цилиндра из листовой меди с продольным щелевым окном 9. Расходуемый катод 2 размещен внутри анода 8. Отвод тепла с поверхности анода 8 осуществляется теплообменником 10, прикрепленным (припаянным) к корпусу анода. С противоположной стороны от щелевого окна 9 на наружной поверхности анода 8 установлен электромагнит 11, подсоединенный к источнику питания 12. Поджигающий электрод 4 соединен с анодом 8 через устройство 5 поджига, работа которого основана на свойствах стабилитрона. Все элементы испарителя конструктивно закреплены на фланце 1 с вакуумно-плотными изолирующими вводами 13. Испаритель монтируется в вакуумную камеру 14 через фланцевое соединение 1, при этом щелевое окно 9 на наружной поверхности анода 8 располагается напротив подложкодержателя.
Электродуговой испаритель металлов и сплавов работает следующим образом.
Перед началом работы в камеру на расположенный напротив щелевого окна 9 подложкодержатель 16 устанавливают напыляемое изделие 15.
Включают систему (не показана) подачи охлаждающей среды на катод 2 и на теплообменник 10 анода 8.
Включают систему вакуумирования (не показана) камеры 14 и по достижении в вакуумной камере давления ниже 1.3×10-2 Па от источника 6 электропитания на катод 2 и анод 8 подают напряжение, в результате чего в цепи анод 8 - поджигающий электрод 4 - катод 2 протекает ток и инициируется дуговой разряд между электродами анодом и катодом. При горении дуги ток в цепи поджигающего электрода не протекает, поскольку напряжение пробоя устройства 5 поджига больше напряжения горения дугового разряда, но меньше напряжения холостого хода источника 6 питания. В процессе горения дуги при взаимодействии собственного поля дуги с полем тока разряда катодные микропятна хаотично перемещаются в сторону токоподвода 3 по всей поверхности трубчатого катода 2. Изменением тока в обмотке электромагнита 11 (расположенной на аноде 8, напротив щелевого окна 9) осуществляется регулирование напряженности магнитного поля в пределах 50-500 А/м для управления движением микропятен по поверхности катода 2. За счет обеспечения положения катодных микропятен на поверхности катода вдоль его образующей при воздействии регулирующего магнитного поля электромагнита испарение материала осуществляется в заданном направлении - в направлении подложкодержателя 16, размещенного напротив щелевого окна 9 анода 8.
Как показали проведенные эксперименты, устойчивый разряд между электродами наблюдается при следующем соотношении диаметра (Da) анода и диаметра (Dк) катода: Da/Dк=3-7, причем ширина щелевого окна выбирается исходя из размеров покрываемых поверхностей, но не должна превышать 1/4 длины окружности основания цилиндрического анода. При движении по поверхности катода микропятна попадают в зазор между дугогасящим электродом 7 и катодом 2, и дуга гаснет. При гашении дуги на промежутке анод 8 - катод 2 автоматически устанавливается напряжение, равное напряжению холостого хода источника 6 электропитания, что приводит к поджигу дугового разряда на противоположном от дугогасящего электрода конце катода. Испарение материала катода в непрерывно перемещающихся микропятнах ограничено во времени толщиной трубчатого катода, но при износе катод можно повернуть относительно щелевого окна и продолжить работу.
Наличие этих новых существенных признаков (предел интервалов соотношения диаметров анод-катод и ширина щелевого окна) совместно с известными и общими прототипами позволило создать новое техническое решение - электродуговой испаритель металлов и сплавов, позволяющий управлять движением катодных микропятен и получать однородные равнотолщинные покрытия требуемого состава.
Испаритель показал высокую надежность в работе и позволил увеличить в 2-2,5 раза скорость роста покрытия и в 3-4 раза повысить коэффициент использования материала катода за счет концентрации потока испаряемого материала в заданном направлении. Конструкция испарителя исключает осаждение испаряемого материала на стенках вакуумной камеры, что значительно экономит время при профилактических работах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродуговой испаритель металлов и сплавов | 1980 |
|
SU901358A1 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 1993 |
|
RU2077604C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТОНКИХ ПЛЕНОК В ВАКУУМЕ | 1992 |
|
RU2066704C1 |
| ИСТОЧНИК МЕТАЛЛИЧЕСКОЙ ПЛАЗМЫ (ВАРИАНТЫ) | 2015 |
|
RU2601725C1 |
| Электродуговой испаритель А.Н.Руднева | 1979 |
|
SU1831515A3 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 1992 |
|
RU2053311C1 |
| ВАКУУМНОДУГОВОЙ ИСПАРИТЕЛЬ ДЛЯ ГЕНЕРИРОВАНИЯ КАТОДНОЙ ПЛАЗМЫ | 2012 |
|
RU2536126C2 |
| ВАКУУМНО-ДУГОВОЕ УСТРОЙСТВО | 2010 |
|
RU2449513C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2004 |
|
RU2280709C2 |
| Электродуговой испаритель | 1982 |
|
SU1123313A1 |
Изобретение относится к машиностроению, в частности к электродуговому испарителю металлов и сплавов, и может найти применение при нанесении защитных и упрочняющих покрытий на изделия. Электродуговой испаритель содержит протяженный цилиндрический охлаждаемый катод, анод, поджигающий и дугогасящий электроды и источник электропитания. Анод выполнен охлаждаемым в форме цилиндра. Анод и катод установлены на общем фланце соосно друг другу. Катод размещен в полости анода, а зазор между катодом и анодом выбран из соотношения: Da/Dк=3-7, где Da и Dк - диаметры анода и катода соответственно. Вдоль образующей боковой поверхности анода выполнена щель шириной не более 1/4 длины окружности анода. Для осуществления испарения материала в заданном направлении анод снабжен электромагнитом, размещенным диаметрально противоположно щели. Технический результат заключается в повышении надежности испарителя, в увеличении скорости роста покрытия и соответственно в увеличении коэффициента использования материала катода за счет концентрации потока испаряемого материала в направлении поверхности. 2 ил.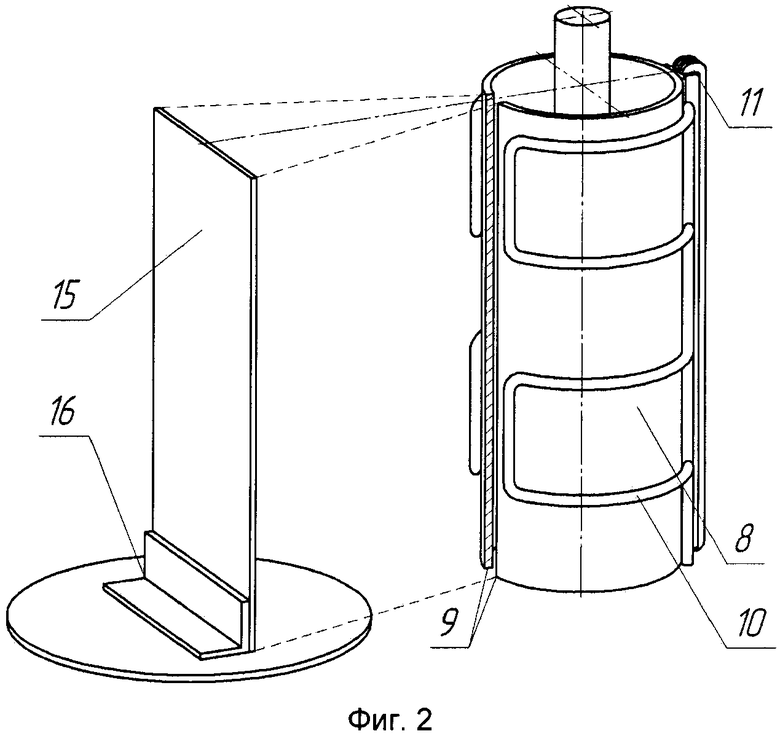
Электродуговой испаритель металлов и сплавов, содержащий протяженный цилиндрический охлаждаемый катод, анод, поджигающий и дугогасящий электроды и источник электропитания, отличающийся тем, что анод выполнен охлаждаемым в виде полого цилиндра, причем анод и катод установлены на общем фланце соосно друг другу, причем катод размещен в полости анода с зазором, а диаметры анода Dа и катода Dк соответственно удовлетворяют соотношению: Dа/Dк=3-7, при этом для испарения материала в заданном направлении вдоль образующей боковой поверхности анода выполнена щель шириной не более 1/4 длины окружности анода, и анод снабжен электромагнитом, размещенным диаметрально противоположно щели.
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 1993 |
|
RU2077604C1 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 2009 |
|
RU2382118C1 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ | 1987 |
|
SU1505064A2 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ МЕТАЛЛОВ | 1977 |
|
SU714807A1 |
| Устройство для образования скважины | 1984 |
|
SU1234562A1 |
| WO 1982002906 A1, 02.09.1982. | |||

