Изобретение относится к области строительства и может быть применено для изготовления строительных изделий самого различного назначения, в частности одно и двухслойных облицовочных плит стен жилых, административно-бытовых, сельскохозяйственных зданий и сооружений, мелкоразмерных плит и панелей, трехслойных крупноразмерных перегородочных панелей, теплогидроизоляционных плит крыш типа "DUO" и т.п.
Известна кассетная установка, содержащая пакет поддонов из двухсторонних вакуумщитов с бортоснасткой и силовые рамы с гидродомкратами (авт. св. N 863364, кл. В 28 В 7/24, 1979).
К недостаткам известной установки следует отнести ее сложность и многодельность изготовления в ней строительных изделий, ограниченность номенклатуры последних.
Известна и многоместная форма, состоящая из поддона с продольными бортами и пакета коробчатых поперечных герметично замкнутых разделительных стенок, образующих между собой формовочные секции (авт. св. N 967844, кл. В 28 В 7/24, 1980).
К недостаткам этой же известной формы возможно отнести длительность процесса и ограниченность номенклатуры изготавливаемых в ней изделий, невысокое качество последних и сложность процесса распалубки.
Известен также способ изготовления слоистого изделия, включающий укладку в форму нижнего слоя бетонной смеси, укладку слоя бетонной смеси, укладку слоя плитного утеплителя и верхнего слоя бетонной смеси (авт. св. N 1377199, кл. В 32 В 13/00, 1985).
К недостаткам известного способа необходимо отнести низкую производительность формовочного оборудования, невозможность обеспечить высокое качество укладки бетонных слоев и их достаточную адгезию к слою утеплителя.
Известен и способ изготовления слоистого изделия, заключающийся в укладке на вакуумщит с бортами твердеющего раствора и сборного слоя изоляционного материала, образовании между слоем изоляции и бортами вакуумполости, соединенной с вакуумустановкой, создании в вакуумщите и вакуумполости давления ниже атмосферного с одновременным прижимом слоев друг к другу и вакуумпрессовании слоя твердеющего раствора (патент РФ N 4888092, кл. В 28 В 1/10, 1990).
К недостаткам этого известного способа возможно отнести ограниченность его применения.
Цель изобретения повышение производительности формующей оснастки и ее технологических возможностей за счет расширения номенклатуры изготавливаемых изделий с повышением их качества.
Поставленная цель достигается тем, что в многоместной форме для изготовления строительных изделий, состоящей из поддона с продольными бортами и пакета коробчатых поперечных герметично замкнутых разделительных стенок, образующих формовочные секции, каждая разделительная стенка через одну выполнена в виде двухстороннего вакуумщита, соединенного с вакуумустановкой, а остальные разделительные стенки снабжены со стороны каждой формовочной секции перфорацией и подвижной перегородкой, и их внутренние полости через затвор соединены с атмосферой и вакуумустановкой, причем формовочные секции снабжены легкосъемной крышкой.
Кроме того внутренняя полость каждой разделительной стенки может быть соединена через затвор с источником повышенного давления.
Возможно также для изготовления угловых облицовочных плит один из продольных бортов выполнен в виде одностороннего вакуумщита, каждой перфорированной разделительной стенке придана в горизонтальном сечении Т-образная форма, а формовочные секции при этом имеют Г-образную форму.
Возможно также для облегчения извлечения изделий из форм при неразборных бортах, или облегчения извлечения и установки разделительных стенок, или то и другое вместе взятое, продольные борта выполнены коробчато-замкнутой формы и их внутренние полости через затвор присоединены к атмосфере и вакуумустановке, причем внутренняя стенка продольных бортов выполнена перфорированной и снабжена слоистой листовой накладкой, состоящей из слоя открытопористого упругого материала, примыкаемого к поверхности стенки, и слоя жесткого воздухонепроницаемого материала.
Целесообразно также для (как вариант) изготовления угловых облицовочных плит рабочая поверхность разделительных стенок выполненных в виде вакуумщита, снабжена подвижной перегородкой, а каждая формовочная секция сердечником, выполненным в виде четырехстороннего вакуумщита, соединенного через затвор с атмосферой, вакуумустановкой и источником повышенного давления и образующего с разделительными стенками и продольными бортами две формовочные секции Г-образной формы.
Желательно также для подачи в форму необходимых компонентов формуемого изделия, крышка присоединена через затвор к трубопроводу подачи материала компонента формуемого изделия, в частности твердеющей смеси, или композиции для получения вспененной пластмассы, или воды.
Поставленная цель согласно способу изготовления слоистого изделия достигается тем, что в способе изготовления слоистого изделия, заключающемся в укладке на вакуумщит с бортами слоя твердеющего раствора и сборного изоляционного слоя, образовании с помощью слоя изоляции и бортов вакуумполости, соединенной с вакуумустановкой, создании в вакуумщите и вакуумполости давления ниже атмосферного с одновременным равномерным прижимом слоев друг к другу и вакуумпрессовании слоя твердеющего раствора, в качестве материала изоляционного слоя берут теплоизоляционный материал, а вакуумполость жесткой конструкции образуют поверх слоя теплоизоляции, подключая ее к вакуумустановке посредством обводного трубопровода с клапаном, причем в вакуумщите и вакуумполости поддерживают различные по величине значения давлений, разница которых близка к величине предела прочности на сжатие материала слоя теплоизоляции.
Возможно также для получения трехслойных теплогидроизоляционных изделий, предназначенных главным образом для крыш типа "DUO", перед укладкой слой теплоизоляции открытопористой структуры заключают в эластичную гидроизоляционную оболочку П-образной формы, края которой незначительно отгибают внутрь оболочки, монтажно фиксируя их к слою теплоизоляции и, после укладки слоев, закрепляют путем защемления краев оболочки между слоями теплоизоляции и твердеющего раствора.
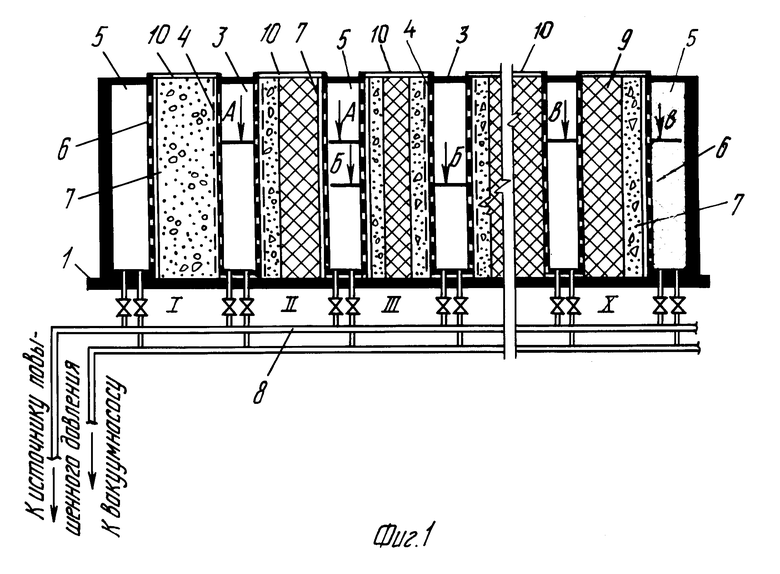
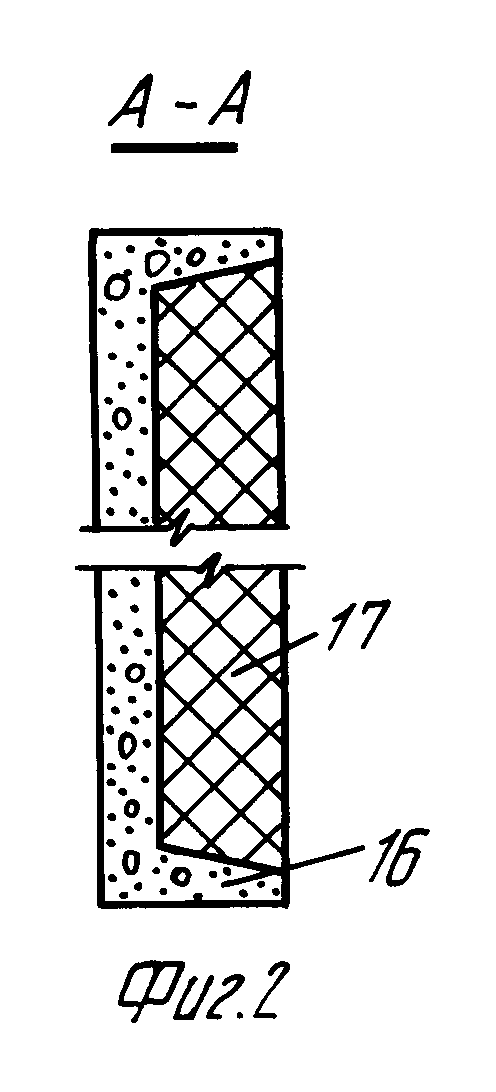
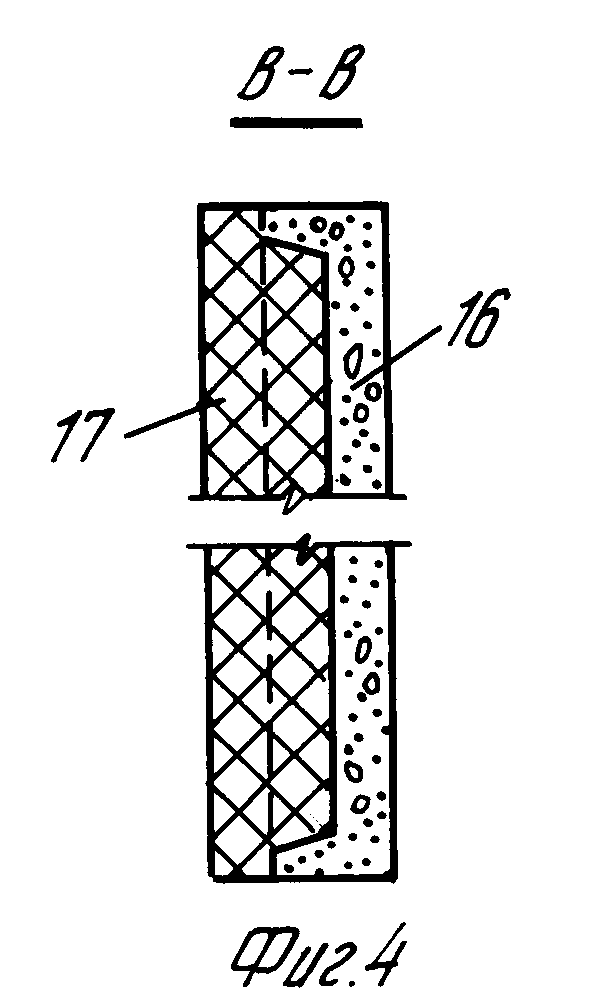
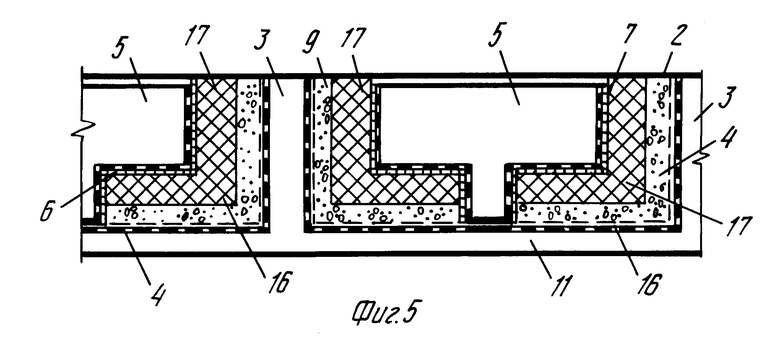
На фиг. 1 изображена предлагаемая многоместная форма в процессе изготовления различных по назначению изделий, продольный разрез и где в формовочных секциях I, II, III показаны соответственно одно-, двух- и трехслойные изделия в процессе их заготовления, а на секции X показан пример изготовления двухслойного изделия со слоем открытопористой теплоизоляции; на фиг. 2-4 разрезы А-А, Б-Б, В-В на фиг. 1 (конструкция формы условно не показана); на фиг. 5 вариант выполнения формы в процессе изготовления двухслойных изделий Г-образной конфигурации, горизонтальное сечение; на фиг. 6 то же, вариант; на фиг. 7 пример использования изделий изготовленных в форме, в частности для крыш типа "DUO"; на фиг. 8 то же, для стен здания, горизонтальный разрез.
Многоместная форма состоит из поддона 1, продольных бортов 2, поперечных разделительных стенок, выполненных в виде вакуумщита 3 с фильтрующим слоем 4, поперечных разделительных стенок 5, снабженных перфорацией 6 и подвижной перегородкой 7, и где внутренняя полость стенок 3 и 5 соединена через затвор с атмосферой /не показано/ и трубопроводом 8 с вакуумустановкой /не показано/, и источником повышенного давления /не показано/. Продольные борта 2 и поперечные стенки 3 и 5 образуют формовочные секции 9, оснащенные легкосъемной крышкой 10.
Как вариант /фиг. 5/, продольный борт может быть выполнен в виде одностороннего вакуумщита 11, а поперечным стенкам 5 придана Т-образная форма, что позволяет получить формовочные секции 9 уже Г-образной формы.
Как возможный вариант, продольные борта могут иметь коробчато замкнутую форму 12 /фиг. 6/, их внутренние полости через затвор /не показан/ присоединены к атмосфере и к вакуумустановке /не показано/, а внутренняя стенка снабжена перфорацией 6 и слоистой листовой накладкой 13, состоящей из слоя открытопористого упругого материала и слоя жесткого воздухонепроницаемого материала.
Форма, изображенная на фиг. 6, может снабжаться сердечником, выполненным в виде четырехстороннего вакуумщита 14, присоединенного к вакуумустановке и источнику повышенного давления /не показано/, и образующим с продольными бортами 12 и разделительными стенками 3 и 5 две формовочные секции 9 Г-образной формы, разделенных жесткой перегородкой 15, причем вакуумщит в этом случае снабжается подвижной перегородкой 7.
Работает форма следующим образом.
В формовочные секции 9 помещают в обычном порядке твердеющий материал слоя 16, причем перед укладкой которого может быть произведена, при изготовлении многослойных изделий, укладка плитного теплоизоляционного слоя 17, устанавливают крышку 10, выполненную, к примеру, из эластичной пленки или жесткого листового материала и контактируемую с бортами 2 и стенками 3 и 5 без зазора.
Далее, в зависимости от жесткости материалов, уложенных в секции 9, процесс может протекать по разному, а именно:
1. При изготовлении одно или двухслойных изделий, где формуемым материалом являются исключительно твердеющие растворы или бетоны, а также при двух или трехслойных изделий с достаточной прочностью теплоизоляции 17 /достаточной для восприятия нагрузок, возникающих при изготовлении/.
В этом случае в вакуумщите 3 создают необходимое разрежение, составляющее порядка 0,01 -0,04 МПа с продолжительностью 3 15 мин, а полость стенки 5 соединяют при этом с атмосферой, либо с источником повышенного давления. Вследствии наличия перепада давлений в полостях стенок 3 и 5, подвижная перегородка 7, которая может быть выполнена и в виде матрицы с желаемым рисунком, начинает давить на /прессовать/ слой 16, ускоряя тем самым процесс вакуумирования последнего, сопровождаемый при этом изъятием из слоя 16 излишней воды затворения и вовлеченного воздуха, уплотнением и уменьшением его объема.
После завершения процесса вакуумпрессования и получения прочности слоя порядка 0,5 0,6 МПа достаточной для съема изделий из формы, вакуумщит 3, предварительно отсоединив его от вакуумустановки, но не снимая в нем разрежение, извлекают из формы /сняв предварительно крышку 10/, используя его в качестве вакуумзахвата, вместе с отформованными изделиями с перегородками 7 и транспортируют так к месту складирования, где полость вакуумщита 3 соединяют с атмосферой и отделяют изделия от последнего. Перегородка 7 может быть отделена и до извлечения изделий из формы путем создания в полости стенки 5 более высокого вакуума и отрыва перегородки от изделия под действием перепада давлений.
Изделия могут быть извлечены из формы и обычным порядком, для чего перегородку 7 предварительно, как описано выше, отрывают от изделия и затем, путем создания в полости вакуумщита 3 повышенного давления, изделие отделяют от последнего, несколько сдвигая его в формовочной секции 9 в направлении стенки 5 /учитывая наличие зазора между перегородкой 7 и изделием образовавшегося в результате уменьшения объема слоя 16/, нарушая при этом сцепление изделия с поддоном и бортами, и затем изделие извлекают.
2. При изготовлении многослойных изделий, где слой теплоизоляции имеет пониженную прочность.
В этом случае процесс изготовления собственно имеет аналогичную вышеописанной последовательность с одним обязательным условием, а именно давление прессования, передаваемое на слои формуемого изделия, при этом регулируется и не превышает предела прочности на сжатие материала изоляции 17, что достигается созданием в полости стенки 5 необходимой величины разрежения, поддерживаемой весь период вакуумирования, что позволяет обеспечить наиболее эффективный режим вакуумирования вне зависимости от механических свойств слоя теплоизоляции.
На фиг. 1 в секции Х показан случай изготовления двухслойного изделия со слоем открытопористой теплоизоляции, что позволяет использовать этот слой и в качестве фильтрующего слоя и исключить тем самым необходимость в фильтрующем слое 5.
На фиг. 5 и 6 показана форма для изготовления одно-, двух- и трехслойных изделий Г-образной формы, и имеющая аналогичный вышеописанному порядок применения, причем порядок извлечения отформованных изделий из формы, изображенной на фиг. 6, существенно, в связи с образованием сплошного периметрового зазора между изделием и формой, упрощен.
Для облегчения изделий или стенок 3 и 5, или то и другое вместе взятых из формы при неразборных продольных бортах, в полости стенок 12 может создаваться разрежение, под действием которого слоистая листовая накладка 13, которой оснащается внутренние стенки бортов 12, деформируется, отрываясь при этом от поверхности изделий /или стенок 3 и 5/, образуя зазор. После установки в форму вновь стенок 3 и 5, полость стенок 12 сообщается с атмосферой, вследствии чего перегородка 13 вновь приобретает первоначально заданную толщину, расклинивая и закрепляя тем самым стенки 3 и 5, причем жесткость материала открытопористого упругого слоя накладки 13 принимают достаточной для восприятия этим слоем без деформации нагрузок, возникающих при формировании изделий.
Предложенная форма может быть использована и в следующих случаях:
для формования изделий из сухих смесей, где после укладки и уплотнения которых необходимое количество влаги всасывается в слой 16 через патрубок /не показан/ крышки 10 за счет перепада давлений;
при раздельной укладке слоя 16, где после укладки крупного заполнителя этого слоя и создания разряжения, в поровое обезвоздушенное пространство заполнителя опять же всасывается через патрубок крышки 10 необходимое количество твердеющего раствора;
для изготовления слоистых изделий с теплоизоляционным слоем из вспененной пластмассы, который формируется непосредственно в форме путем всасывания в нее, после укладки в форму и уплотнения одного или двух слоев 16, необходимого количества композиции для получения вспененной пластмассы.
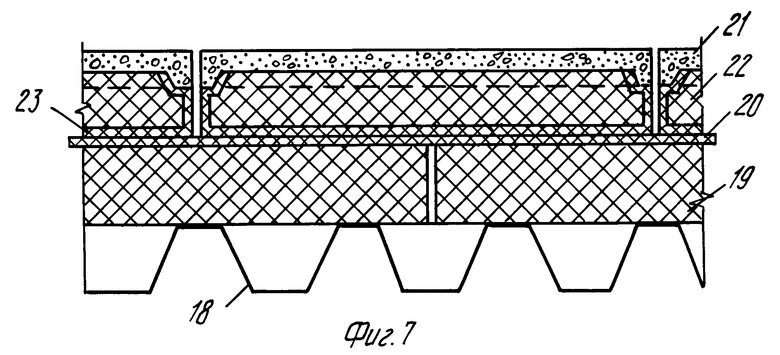
На фиг. 7 изображен пример использования изделий изготовленных в предложенной форме и по предложенной технологии в крыше типа "DUO" (Эгон Трефф, "Долговечные конструкции плоских крыш". М. СИ. 1988, с. 44), состоящей из несущего настила 18, нижнего теплоизоляционного слоя 19 со свободно уложенной на него гидроизоляционной мембраной 20 и верхнего слоя, выполненного из комплексных теплогидроизоляционных изделий, состоящих из жесткого механозащитного слоя 21, теплоизоляции 22 из открытопористого материала и эластичной гидроизоляционной оболочки 23 П-образной формы.
Данное изделие может быть изготовлено в форме состоящей из формовочных секций, выполненных по типу II на фиг. 1, где в процессе изготовления на плитный теплоизоляционный слой 22 может быть предварительно нанесена, в местах его соприкасания с оболочкой 23, клеющая мастика, затем слой 22 размещается в оболочке 23 как изображено на чертеже и так устанавливается в форму, в которую затем укладывается слой 21 из цементного раствора. При дальнейшем вакуумировании оболочка 23 плотно прижимается к слою 22, приклеиваясь к нему, а кромки оболочки защемляются между слоями 21 и 22.
Применение этих изделий в крышах типа "DUO" обеспечивает замедление процесса старения слоя 22 /повышается долговечность/ по причине ограждения его от влияния водного фактора /что особенно важно, так как слой 22 расположен в зоне переменного замораживания и оттаивания/, а то небольшое количество парообразной влаги, попадающей в этот слой по тем или иным причинам под воздействием солнечного облучения, беспрепятственно может испаряться через механозащитный паропроницаемый слой 21, что, вследствии устранения основных причин, вызывающих увлажнение слоя 22 в эксплуатационный период, позволяет существенно повысить и теплозащитные свойства крыш типа "DUO". Использование данных комплексных изделий позволит также снизить трудоемкость сборки крыш этого типа без увеличения стоимости, существенно снизить их вес, что целесообразно при устройстве крыш по облегченному настилу /несущему/.
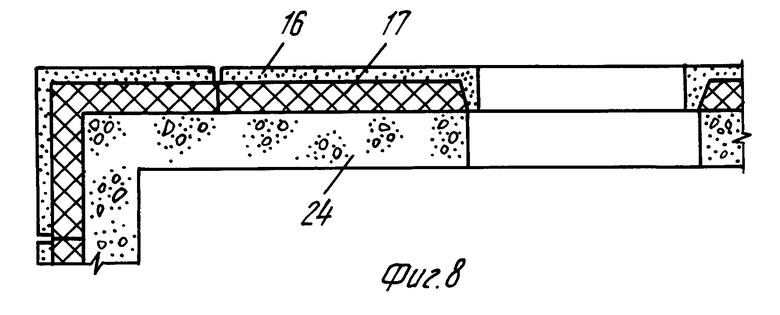
На фиг. 8 показан пример использования изделий, в частности двухслойных, для возведения стен отапливаемых зданий, и где несущий слой 24 стены выполняется из сборного или монолитного бетона толщ. 120 мм /для малоэтажных зданий/, или быть выполнен из кирпича или мелких блоков толщ. 250 мм. Использование двухслойных изделий для облицовки стен позволяет не только максимально полно использовать возможности местных строительных материалов и упростить технологию их возведения, но и существенно повысить атмосферостойкость и декоративность стен.
Предлагаемые здесь решения позволяют существенно повысить производительность формующей оснастки, ее технологические возможности и качество формуемых в них строительных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2090361C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2113986C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2012489C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2605564C2 |
| Способ изготовления бетонных изделий | 1976 |
|
SU703329A1 |
| Установка для формования изделий из бетонных смесей | 1982 |
|
SU1033327A1 |
| Наружная стеновая панель и способ её применения | 2015 |
|
RU2633836C2 |
| КРЕПЕЖНОЕ УСТРОЙСТВО ОРЛОВА | 1991 |
|
RU2043466C1 |
| Форма для изготовления железобетонных изделий | 1989 |
|
SU1630898A2 |
| Способ изготовления пустотелых изделий из бетонных смесей | 1990 |
|
SU1719225A2 |


Изобретение относится к области строительства и может быть применено для изготовления строительных изделий самого различного назначения, в частности одно и двухслойных облицовочных стен зданий и сооружений, мелкоразмерных плит и панелей, трехслойных перегородочных панелей, теплогидроизоляционных плит крыш типа "DUO". Цель изобретения - повышение производительности формующей оснастки и ее технологических возможностей за счет расширения номенклатуры изготавливаемых изделий с повышением их качества. Многоместная форма состоит из поддона 1 с продольными бортами, пакета поперечных разделительных стенок, часть из которых через одну выполнены в виде двухстороннего вакуумщита 3 с фильтрующим слоем 4, а остальные разделительные стенки 5 снабжены перфорацией 6 и подвижной перегородкой 7, и где внутренние полости стенок 3 и 5 соединены через затвор с атмосферой и вакуум-установкой. Продольные борта и поперечные стенки 3 и 5 образуют формовочные секции 9, оснащенные легкосъемной крышкой 10. Способ изготовления слоистых изделий включает укладку на вакуумщит с бортами слоя твердеющего раствора и плитного слоя из эффективной теплоизоляции, над которым затем образуют жесткую вакуум-полость, создают в ней и вакуумщите разные по величине значения давлений ниже атмосферного, разница которых близка к величине предела прочности материала слоя теплоизоляции, что сопровождается вакуумпрессованием слоя твердеющего раствора и прижимом к нему слоя теплоизоляции. 2 с. и 6 з.п.ф-лы, 8 ил.